

3. Методика выполнения работы
3.1. Исходные данные
Измерительные приборы – оптический универсальный угломер.
Измеряемое изделие – треугольная пластина.
3.2. Порядок проведения работы
1. Определить номинальные размеры углов треугольника округлив их до ряда номинальных значений (см. таблицу П7.1), спросить у преподавателя степень точности углов.
2. Собрать угломер, как показано на рис. 4.3. Для этого с помощью винта 2 закрепить сменную линейку 1, и убедится, что при совпадении основания корпуса 7 с линейкой 1 на нулевое значение нониуса угломера совпадает с нулевым делением основной шкалы.
3. Поместить измеряемый угол между основанием корпуса 7 и линейкой 1 (на рис. 4.3 угол ) и снять показания по основной шкале и нониусу. Результаты измерения занести в отчет. Повторить измерения каждого угла не менее трех раз.
4. Построить поля допусков и дать заключения о годности измеренных углов.
Пример построения поля допуска плоского угла 30 по 13-й степени точности с наименьшей стороной угла равной 30 мм приведен на рис. 4.4. Поле допуска угла может иметь симметричное, как на рисунке или одностороннее (от нуля вниз или от нуля вверх) расположение. Величины допусков углов приведены в таблице П7.2.
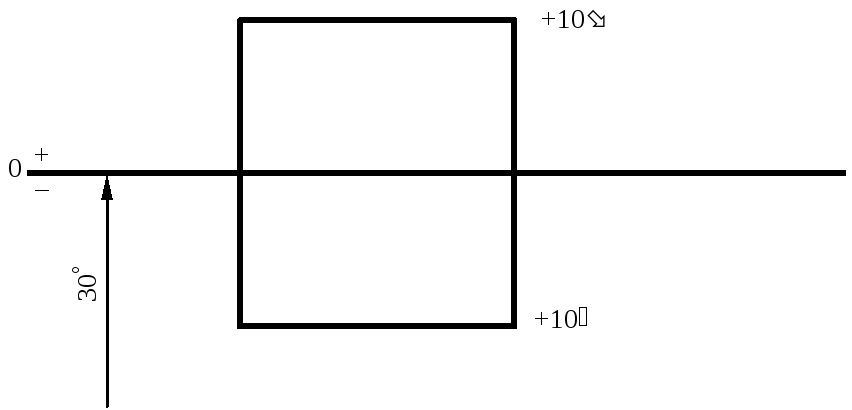
Рис. 4.4. Поле допуска угла
5. Составить отчет по работе согласно приведенной форме.
3.3. Форма отчета
|
1. Наименование работы |
| |||
|
2. Цель работы |
| |||
|
3. Данные о приборе | ||||
|
Наименование |
| |||
|
Пределы измерения прибора |
| |||
|
Отсчет по нониусу |
| |||
|
Допускаемая погрешность |
| |||
|
4. Данные о детали | ||||
|
Номинальные углы |
|
β |
γ | |
|
|
|
| ||
|
Степень точности измеряемых углов |
| |||
|
5. Результаты измерения углов | ||||
|
№ измерения |
|
β |
γ | |
|
1 |
|
|
| |
|
2 |
|
|
| |
|
3 |
|
|
| |
|
Среднее |
|
|
| |
|
6. Схемы расположения полей допусков
| ||||
|
7. Заключение о годности | ||||
Лабораторная работа № 8. Измерение конуса методом двух роликов
1. Цель работы
Приобретение навыков по измерению инструментальных конусов методом двух роликов.
2. Краткая теоретическая часть
Конусностью детали С называется разность диаметров D и d в двух перпендикулярных к оси сечениях, отнесенная к расстоянию между этими сечениями L то есть C = (D – d)/L = 2tg.

Рис. 6.5. Измерение конусности с помощью двух роликов
При определении конусности с помощью двух роликов (рис. 4.5) измеряют не диаметры D и d, а расстояние между роликами M и m. В этом случае расстояние L устанавливается по плоскопараллельным концевым мерам длины. Очевидно, что при одинаковых диаметрах роликов:
D – d = M – m и C = (M – m)/L .
Метод определения конусности с помощью двух роликов позволяет использовать приборы с плоскими измерительными наконечниками, например, гладкие микрометры или рычажные скобы. Этот метод достаточно точный, что позволяет применять его для измерения инструментальных конусов.