

Состав пресс-материалов и режим прессования
|
Группа материа- лов |
Название материала и марка пластмассы |
Наполни- тель |
Связующее вещество (полимер) |
Режим прессования | ||
|
Удельное давление, МПа |
Температура, 0С |
Выдержка, мин/мм | ||||
|
Пресс-порошки |
Карболит (черный), К-18-2 |
Древесная мука |
Фенолформаль- дегидная смола |
25-35 |
145-155 |
0,8-1,0 |
|
Карболит (коричневый), К-21-22 |
То же |
То же и крезольно- формальдегид- ная смола |
25-35 |
145-155 |
1,0 | |
|
Аминопласт А |
Сульфатная целлюлоза |
Мочевинофор- мальдегидная (резольная) смола |
25-35 |
135-145 |
1,0 | |
|
Волокнистые |
Волокнит |
Очесы хлопка |
Фенолформаль- дегидная (резольная) смола |
35-40 |
150-160 |
1,0-2,0 |
|
Асбоволокнит, К-6 |
Асбестовое волокно |
То же |
70-125 |
150-190 |
1,0-2,0 | |
|
Стекловолокнит, АГ-4В и АГ-4С |
Стекло- волокно |
Фенолформаль-дегидная (модифицированная) смола |
30 |
160-170 |
1,0 | |
а) б) в)
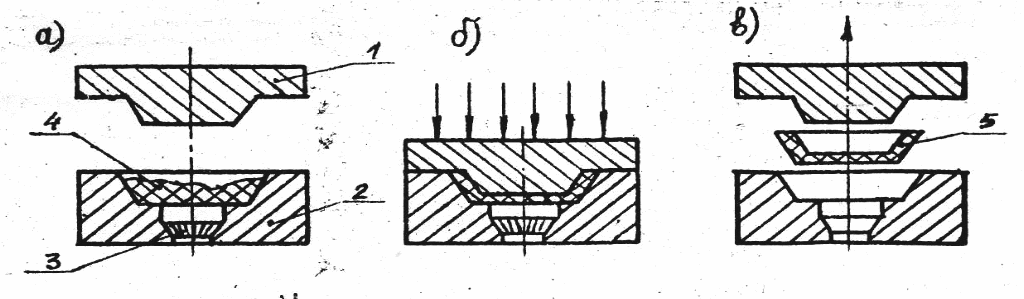
Рис.3. Изготовление изделий прямым прессованием:
а – загрузка шихты в пресс-форму; б – прессование; в – извлечение изделия;
1 – пуансон; 2 – матрица; 3 – выталкиватель; 4 – пресс-материал; 5 – готовое изделие
а) б) в)
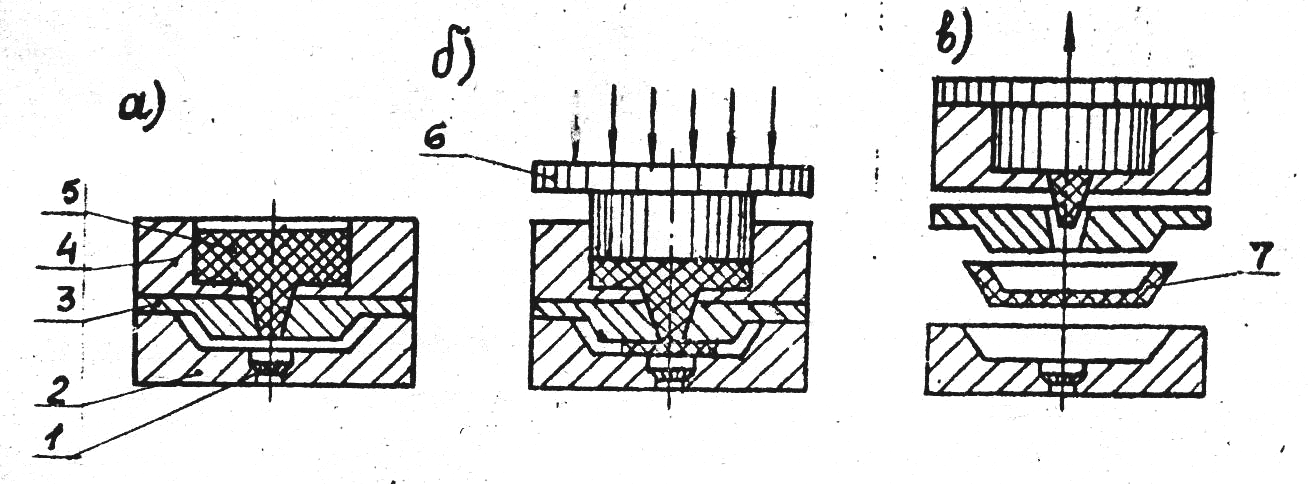
Рис.4. Изготовление изделия литьевым прессованием:
а – нагретая пресс-форма с материалом; б – подача размягченного пресс-материала в рабочую полость пресс-формы под давлением пуансона; в – раскрытие пресс-формы и удаление изделия; 1 – выталкиватель; 2 – нижняя часть пресс-формы; 3 – верхняя часть пресс-формы; 4 – загрузочная камера; 5 – пресс-материал; 6 – пуансон загрузочной камеры; 7 – готовое изделие
Порядок выполнения работы
Для изготовления изделий методом горячего прессования необходимо:
выбрать пресс-материал, пригодный по своим физико-химическим свойствам для производства заданной детали;
подобрать режим прессования (температура, 0С; удельное давление, кгс/см2; время выдержки под нагрузкой на прессе на 1 мм толщины, мин; толщина детали, мм; общее время выдержки под нагрузкой, мин);
составить таблицу технологических параметров процесса (табл. 2);
Таблица 2
Таблица технологических параметров процесса
|
Показатели |
Единицы измерения |
Численное значение |
|
Температура прессования |
0С |
|
|
Удельное давление |
кгс/см2(МПа) |
|
|
Площадь детали |
см2 |
|
|
Общее давление |
МПа |
|
|
Время выдержки под прессом на 1 мм |
мин/мм |
|
|
Толщина детали |
мм |
|
|
Общее время выдержки под прессом |
мин |
|
нагреть пресс-форму до температуры, указанной в табл.1;
взвесить необходимое количество пресс-материала (величина навески задается преподавателем);
засыпать материал в предварительно нагретую матрицу и собрать пресс-форму;
установить пресс-форму на плиту гидропресса, нагретую до температуры прессования, и создать давление; установка необходимого давления для работы на гидропрессе производится по манометру гидросистемы и определяется по формуле:
Рпресс = р∙S,
где р – удельное давление, кгс/см2;
S – площадь проекции изделия в направлении прессования, см2.
выдержать пресс-форму под давлением в течение времени, указанного в табл.1;
снять давление, разобрать пресс-форму, вытолкнуть готовое изделие;
охладить изделие и напильником зачистить заусенцы;
произвести измерение твердости материала изделия.