

1 Типовой технологический процесс и выбор манипулятора
Рассматриваемый манипулятор работает в ангулярной системе координат. Схема манипулятора представлена на рисунке 1.1. В данном курсовом проекте мы будем рассматривать привод нижней(передней) руки. Выберем технологический процесс, в котором будет работать ПР.
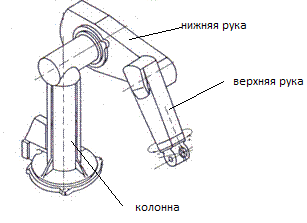
Рисунок 1.1-Схема манипулятора
Рассмотрим исследуемый ПР в составе робототизированного комплекса (РТК), выполняемого погрузочно-разгрузочные работы. ПР в таких РТК должны обеспечивать всю совокупность перемещений, необходимых для нормального протекания технологического процесса. Наличие 3-х степеней подвижности у рассматриваемого ПР(без учета степеней, вносимых сменным захватным устройством) вполне удовлетворительно для операций погрузки-разгрузки. Целесообразными скоростями для схвата в данном случае являются скорости 0,001-1,5 м/с[3]. Остальные требования определяются местом установки и наличием того или иного вспомогательного оборудования. Применение робота в таких операциях освобождает рабочих от монотонной работы в некомфортных условиях. Использование ПР с данным манипулятором не ограничивается только погрузочно-разгрузочными работами. Он так же может использоваться при выполнении таких технологических процессов, как сборка, ковка, штамповка, покраска, сварка, термообработка, литьё.
Рассмотрим автоматическую линию выгрузки поршней двигателя из моечной машины и укладки их в тару[3], показанную на рисунке 1.2.

1-Манипулятор робота;2- ящик с ячейками для поршней;3-тумбочка;4-тележка;5-ограждение;6-поддон моечной машины;7-моечная машина;8-пульт управления роботом
Рисунок 1.2 Автоматическая линия выгрузки поршней двигателя из моечной машины и укладки их в тару
После механической обработки поршни подаются шаговым транспортером в две камеры моечной машины 7, где промываются водным раствором соды и затем просушиваются сухим сжатым воздухом. Из камер поршни выталкиваются на поддон 6 и замыкают контакты блокирующих микровыключателей, при этом сигнал о наличии на позиции захвата поршней поступает на пульт управления 8 робота. Установленный рядом с моечной машиной манипулятор робота специальными схватами берет поршни с поддона 6 и раскладывает их в ячейки четырех ящиков 2.Ящики устанавливаются на тумбочках 3 по направляющим до упора (конечного выключателя), подающего сигнал на пульт управления робота о наличии тары. Программа движения манипулятора составлена так, что при отсутствии поршня на поддоне 6 моечной машины 7 рука робота проходит в зону захвата и ожидает появления поршня. При отсутствии ящика на загрузочной позиции робот останавливается. Загруженные ящики во время работы передвигаются с тумбочек на тележку и заменяются пустыми.
Данную линию обслуживает электромеханический робот, работающий в ангулярной сферической системе координат. Разрабатываемый привод нижней руки является приводом вращательного движения. Кинематическая схема такого ЭП приведена на рисунке 1.3.
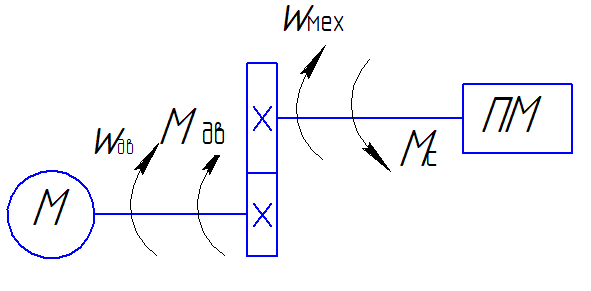
М-электродвигатель; P-редуктор; ПМ-производственный механизм; Wдв, Wмех-угловые скорости соответственно вала двигателя и механизма; Мдв, Мс-вращающий момент, развиваемый двигателем, и момент сопротивления, создаваемый механизмом.
Рисунок 1.3-Кинематическая схема ЭП передней руки: