

9.6.2. Температурные деформации станка
Основными источниками теплообразования в станке является теплота, выделяющаяся при трении подвижных частей станка, теплота электро- гидропривода, теплота, удаляемая из зоны резания охлаждающей жидкостью, теплота от внешних источников.
Под действием выделяющейся теплоты происходят изменения как размеров и формы деталей, так и их взаимного расположения, что вызывает погрешность обработки.
В качестве примера рассмотрим влияние температурных деформаций на изменение положения станины станка, вызывающее смещение и поворот шпинделя (рис. 66).
Разница в перепаде температур стенок станины в 2-5 °С вызывает появление деформации обрабатываемой детали порядка ΔD = 0,02-0,05 мм.
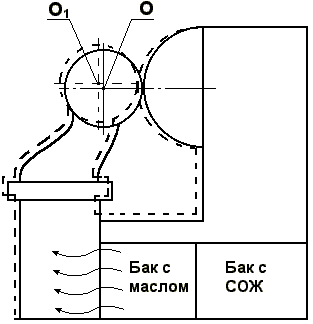
Рисунок 66
Температурное поле станины непостоянно и отличается на 10-60 °С от нормальной температуры в разных точках.
Температурные деформации
![]() могут быть представлены графиком
изменения температуры при нагревании
и охлаждении станка (рис. 67).
могут быть представлены графиком
изменения температуры при нагревании
и охлаждении станка (рис. 67).
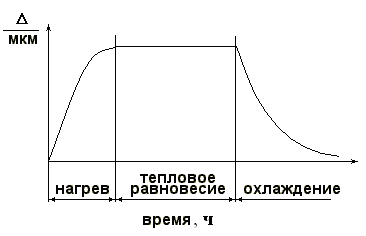
Рисунок 67
Среднее время нагрева станка до достижения теплового равновесия при длительной обстановке составляет 1-3 часа. Время охлаждения – 10-20 часов в зависимости от размеров станка.
В процессе нагрева передней бабки токарного станка происходит смещение шпинделя в вертикальной и горизонтальной плоскостях.
В вертикальной плоскости он может смещаться от 20 до 120 мкм (среднее – 50 мкм), горизонтальной – от 10 до 30 мкм (среднее – 15 мкм).
С![]() мещение
шпинделя зависит от увеличения частоты
вращения и приблизительно пропорционально
мещение
шпинделя зависит от увеличения частоты
вращения и приблизительно пропорционально
График смещения шпинделя в вертикальной и горизонтальной плоскостях приведен на рис. 68.
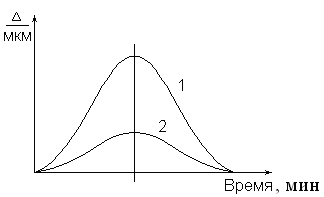
1 – смещение в вертикальной плоскости;
2 – смещение в горизонтальной плоскости
Рисунок 68
Температурное поле передней бабки токарного станка при установившемся тепловом равновесии показано на рис. 69
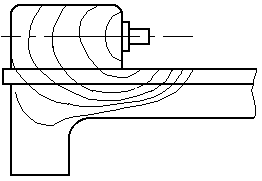
Рисунок 69
Основным источником теплообразования в станке является передняя бабка, температура которой в различных точках находится в пределах 10-50С
Температура валов и шпинделей на 30-40 % выше температуры корпусных деталей, в которых они размещены. Температура коробки скоростей в пределах 65-80 С.
Температурные деформации корпуса передней бабки определяются:
![]() ,
(43)
,
(43)
где – коэффициент линейного расширения материала передней бабки;tср– средняя температура передней стойки станка;h– высота центров.
Температурные деформации валов ходовых винтов определяются:
![]() ,
(44)
,
(44)
где х– текущая координата длины вала;tx– температура в этой точке.
Температурная деформация любой детали станка:
![]() ,
(45)
,
(45)
где L– длина детали;tд– температура детали.
В производственных условиях при обработке заготовок с небольшими перерывами температурные деформации могут быть представлены графиком на рис. 70, где время работы равно времени перерыва.

Рисунок 70
Основными мероприятиями по сокращению температурных деформаций станка являются:
– стабилизация температурного поля станка в зоне резания;
– обеспечение постоянства температуры воздуха в цехе. Например, для финишной обработки температура должна быть в пределах (200,5)С;
– обработка высокоточных заготовок должна производиться в термостатичных цехах;
– применять по возможности обильное охлаждение;
– предварительный нагрев станка до температуры теплового равновесия;
– применение рациональных режимов резания;
– компенсация температурных деформаций станка.