

Преимущества метода: возможность изготовления изделий с многозвенными размерными цепями и высокой степенью точностью.
Недостатки: высокая трудоёмкость изготовления, необходимость работающего высокой квалификации, необходимость комплексного решения задачи при одновременном обеспечении размеров и точности относительного поворота поверхностей. Вследствие всего этого метод по возможности должен исключаться.
Перечисленные недостатки ограничивают применения данного метода.
7.4.5. Метод регулирования
Сущность метода заключается в том, что требуемая точность замыкающего звена размерной цепи достигается изменением значения компенсирующего звена без снятия с него слоя материала.
При данном методе требуемая точность достигается следующим образом:
– за счёт изменения положения одной из деталей, путём её линейного перемещения, или поворота, или того и другого одновременно и называемой подвижным компенсатором;
– введением в размерную цепь специальной детали требуемого размера или относительного поворота и называемой неподвижным компенсатором.
В качестве подвижных компенсаторов применяют регулировочные гайки, регулировочные втулки, иногда специальные устройства и целые механизмы. В качестве неподвижных компенсаторов применяют шайбы, кольца, прокладки.
Последовательность достижения требуемой точности при данном методе:
– детали изготавливают с экономическими
расширенными допусками (![]() ,
,![]() ,
…,
,
…,![]() );
);
– предварительно собирают сборочную единицу или изделие и определяют величину отклонения замыкающего звена;
– вводят в размерную цепь соответствующий компенсатор для сокращения погрешности замыкающего звена.
Расширенный допуск замыкающего звена равен
![]() .
.
Значение компенсации определяется как
![]() .
.
Для того, чтобы погрешность замыкающего звена всегда компенсировалась за счет выбранного компенсирующего звена необходимо в координату середины поля допуска компенсатора внести поправку также, как и при методе пригонки, то есть
![]() или
или![]() .
.
Так как координаты середины поля допуска оказывают влияние на размер замыкающего звена, то необходимо учитывать знаки координат, то есть если координата увеличивает замыкающее звено, то перед ней ставят знак плюс, если уменьшает – знак минус.
При наличии в изделии звеньев, изменяющихся
по своим размерам в процессе эксплуатации
(из-за износа, температурных деформаций
и другого) необходимо к поправке квнести дополнительную поправку на
ожидаемое изменение (изм).
Тогда общая поправка составит![]() .
.
Количество неподвижных компенсаторов К определяется как
![]() .
.
С учетом погрешностей компенсаторов Ткомп определяется
 .
.
Рассмотрим пример достижения требуемой точности замыкающего звена за счёт применения подвижного компенсатора при обеспечении точности зазора между втулкой 3 и ступицей зубчатого колеса 1 в корпусе (рис. 33)
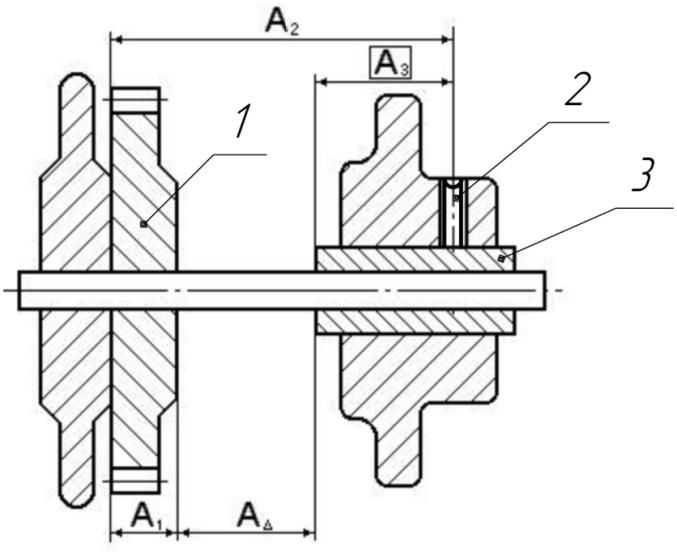
Рисунок 33
Подвижным компенсатором является втулка, которую перемещают в осевом направлении до получения требуемого зазора ТΔ, после чего втулка фиксируется винтом 2.
Преимущества метода:
– достижение высокой точности замыкающего звена при расширенных допусках на составляющие звенья;
– отсутствие пригоночных работ;
– возможность периодически или непрерывно автоматически поддерживать заданную точность в процессе эксплуатации изделия.