Теплообменник Н4 – С1 мы должны добавить в систему теплообме- на как новый теплообменник, т.к. среди оставшихся в нашем распоряже- нии существующих теплообменников нет аппарата, который бы соответст- вовал размещению Н4 – С1 (рис. 7.28). Установить теплообменник мы должны так, чтобы в последствии было возможно осуществить теплооб- менную связь между потоками Н4 и С3, т.е. поток Н4 должен быть охлаж-
ден до 145°С (рис. 7.28).
|
|
160° 145° |
|
|
|
|
|
|
30° |
CP, кВт/°C |
|
H1 |
|
100 |
|
|
|
|
|
|
H2 |
|
60° |
160 |
|
H3 |
|
60 |
|
145° |
45° |
|
H4 |
200 |
|
|
|
|
|
|
|
100° |
C1 |
100 |
|
|
125° |
35° |
C2 |
70 |
|
|
80° |
C3 |
175 |
|
|
|
|
|
|
60° |
C4 |
60 |
|
|
C5 |
|
|
200 |
|
|
|
|
|
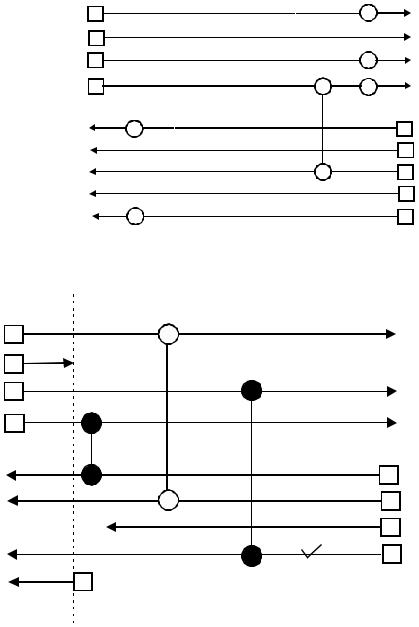
Рис. 7.27. Первым выполняется пинч-размещение на наибольшем потоке “IN
Расчет температур на теплоносителях в теплообменнике Н4 – С1 по- казывает, что энергетические требования потока С1 будут удовлетворены не полностью, т.к. его температура на входе в теплообменник должна быть равна 110°С (рис. 7.28). Подходящим потоком для организации теплооб- мена с оставшейся тепловой нагрузкой потока С1 может стать поток Н1, но с температурой теплоносителя, выходящего из теплообменника, равной
130°С.
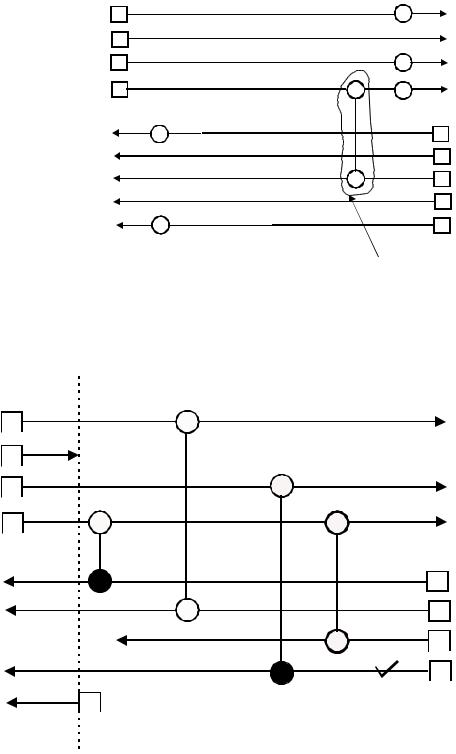
Следующим по значению величины потоковой теплоемкости, вхо- дящим в пинч потоком, является холодный поток С2. Его потоковая тепло- емкость равна СРС2 = 100 кВт/°С, и поэтому подходящей парой для тепло- обмена, не нарушающей СР правила, будет поток Н1 ( рис. 7.29). Размеще- ние теплообменника между потоками Н1 и С2 соответствует существую- щему теплообменнику 2 ( рис. 7.29 а) с площадью поверхности теплообме- на, равной 831 м2. Сделав размещение Н1 – С2, мы можем рассчитать для него тепловую нагрузку, которую может обеспечить существующая по-
верхность теплообмена. Но поскольку нам еще необходимо нагреть холод- ный поток С1 до 110°С с использованием потока Н1, мы рассчитываем все данные для размещения теплообменника с учетом того, что температура горячего потока на холодном конце должна быть 130°С ( рис. 7.29).
|
H1 327° |
2 |
C |
30° |
|
H2 220° |
|
|
160° |
|
H3 220° |
|
C |
60° |
|
|
45° |
|
H4160° |
5 |
C |
|
|
|
|
300° H |
|
100° |
C1 |
|
164° |
|
|
35° |
C2 |
|
125° |
|
|
80° |
C3 |
|
170° |
|
|
60° |
C4 |
|
300° H |
|
140° |
C5 |
(а)
160° 145°
H1
H2
H3

 C5
C5
140°
(б)
30° |
|
CP, кВт/°C |
|
100 |
60° |
|
160 |
|
60 |
|
|
45° |
|
200 |
|
|
100° |
C1 |
100 |
35° |
C2 |
70 |
80° |
C3 |
175 |
60° |
C4 |
60 |
|
|
200 |
Рис. 7.28. а – существующие теплообменники, оставшиеся в нашем распоряжении; б – размещение нового теплообменника с учетом возможности дальнейшего использова- ния тепловой энергии потока Н4
Рассмотрим последний из потоков, входящих в пинч. Это холодный поток С4. Его лучше связать с горячим потоком Н3, для которого нет аль- тернативной связи ( рис. 7.30). Для полученного размещения теплообмен-
 H1327°
H1327°
 H2220°
H2220°
 H3 220°
H3 220°
 H4160°
H4160°
 300° H
300° H 164°
164°
125°
170°
 300° H
300° H
|
|
160° 145° |
|
H1 |
|
|
H2 |
|
|
H3 |
145° |
|
H4 |
|
|
|
|
110° |
|
|
3000 |
|
|
125° |

 C5
C5
|
2 |
C |
30° |
|
160° |
|
|
|
|
|
C |
60° |
|
|
45° |
|
5 |
C |
|
|
|
|
|
100° |
C1 |
|
|
|
35° |
C2 |
|
|
|
80° |
C3 |
|
|
|
60° |
C4 |
|
|
140° |
C5 |
(а) |
831 м2 |
|
|
|
|
|
|
|
130° |
|
30° |
CP, кВт/°C |
|
100 |
|
|
60° |
160 |
|
|
60 |
|
|
|
|
|
|
45° |
200 |
|
|
|
|
T = 97,1° |
|
100° |
C1 |
100 |
|
35° |
C2 |
70 |
|
|
|
|
80° |
C3 |
175 |
|
|
60° |
C4 |
60 |
|
|
|
|
200 |
(б)
140°
Рис. 7.29. (а) – старые теплообменники, требующие размещения; (б) – пинч-
размещение существующего теплообменника ниже пинча
ника Н3 – С4 нет соответствующего существующего теплообменника, по-
этому мы можем максимизировать тепловую нагрузку на нем и полностью удовлетворить энергетические требования потока С4 (рис. 7.30).
Давайте вернемся к рассмотрению возможного размещения тепло- обменника на холодном потоке с наибольшей потоковой теплоемкостью, т.е. потока С3. Ранее мы специально создали возможность для размещения
рекуперативного теплообменника между этим потоком и горячим потоком
H1 327° |
|
C 30° |
220° |
|
160° |
H2 |
|
C 60° |
H3 220° |
|
H4160° |
5 |
C 45° |
300° H |
|
100° C1 |
164° |
|
35° C2 |
125° |
|
80° C3 |
170° |
|
60° C4 |
300° H |
|
|
140° C5 |
(а)
|
160° 145° |
|
|
|
|
|
|
|
130° |
|
30° |
|
CP, кВт/°C |
H1 |
|
|
|
100 |
|
|
|
|
|
|
H2 |
|
|
80° |
60° |
|
160 |
H3 |
|
|
|
60 |
|
|
|
|
145° |
|
|
45° |
|
H4 |
|
|
|
200 |
|
|
|
|
|
|
110° |
|
|
100° |
C1 |
100 |
|
|
T = 97,1° |
|
|
3000 |
|
35° |
C2 |
70 |
|
125° |
|
|
80° |
C3 |
175 |
|
|
|
|
|
|
|
|
60° |
C4 |
60 |
|
C5 |
|
|
|
|
200 |
|
|
|
|
|
|
|
140° |
(б) |
|
|
|
|
Рис. 7.30. Выполнение последнего пинч-размещения в подсистеме ХТС, расположен- ной ниже пинча:
(а) – оставшийся неразмещенным существующий теплообменник; (б) – размещение нового теплообменника
Н4. Последний из существующих теплообменников как раз объединяет эти два потока (рис. 7.31). Площадь теплообменной поверхности теплообмен- ника 5 равна 939 м2, поэтому максимальную тепловую нагрузку и темпера-
туры теплоносителей для размещения Н4 –С3 мы определяем именно для этой поверхности (рис. 7.31).
Таким образом, мы завершили установку всех уже существующих старых теплообменников (рис. 7.32) и сделали все пинч-размещения выше и ниже пинча, добавив пока при этом только один новый теплообменник ниже пинча Н4 – С3 (рис. 7.28).
|
H1 327° |
|
C |
30° |
|
H2220° |
|
|
160° |
|
H3 220° |
|
C |
60° |
|
|
45° |
|
H4160° |
5 |
C |
|
|
|
|
300° H |
|
100° |
C1 |
|
164° |
|
|
35° |
C2 |
|
125° |
|
|
80° |
C3 |
|
170° |
|
|
60° |
C4 |
|
300° H |
|
140° |
C5 |
|
|
(а) |
939м2 |
|
|
|
|
|
|
|
160° |
|
145° |
|
|
|
|
H1 |
|
|
130° |
30° |
|
|
|
2 |
|
|
|
H2 |
|
|
80° |
60° |
|
|
|
|
|
H3 |
|
|
7 |
|
|
145° |
45° |
|
H4 |
6 |
5 123° |
|
|
|
|
|
|
|
110° |
|
100° |
C1 |
|
|
|
|
T = 97,1° |
|
3000 |
35° |
C2 |
|
|
|
|
|
125° |
99° |
80° |
C3 |
|
|
|
|
|
60° |
|
|
|
|
4500 |
C4 |
|
C5 |
|
4800 |
|
|
|
140° |
|
|
(б) |
|
|
CP, кВт/°C 100
160
60
200
100
70
175
60
200
Рис. 7.31. Размещение последнего из оставшихся существующих теплообменников: (а)
– неразмещенный теплообменник; (б) – его размещение между потоками Н4 и С3
После того, как размещены все существующие теплообменники и сделаны все пинч-размещения, мы можем приступить к заполнению ос- тавшейся тепловой нагрузки на потоках, применяя правила и методы базо- вого пинч-метода, описанные в первой части. После заполнения оставших- ся нагрузок, мы объединяем обе части проекта на пинче и получаем пол- ный проект реконструкции теплообменной сети (рис. 7. 33), в котором от- сутствует как перекрестный теплообмен, так и перенос тепловой энергии поперек пинча, а это также означает, что достигаются поставленные цели, а именно, энергопотребление рассматриваемого процесса снижено до ве- личины 21,58 МВт, что соответствует Тmin = 20°С. Справедливо и обрат- ное утверждение.
Общее количество рекуперативных теплообменных аппаратов уве- личилось с 5 штук до 14, т.е. на 9 аппаратов. Количество утилитных аппа- ратов не изменилось.
|
327° |
|
|
30° |
CP, кВт/°C |
H1 |
1 |
2 |
100 |
|
C |
|
|
H2 220° |
|
3 |
160° |
160 |
H3 220° |
4 |
|
60° |
60 |
|
C |
|
H4160° |
|
5 |
45° |
200 |
|
C |
|
300° |
H |
|
100° |
C1 |
100 |
164° |
|
|
35° |
C2 |
70 |
125° |
|
|
80° |
|
|
C3 |
175 |
170° |
|
|
60° |
|
|
C4 |
60 |
300° |
|
|
140° |
H |
|
C5 |
200 |
Рис. 7.32. Все существующие теплообменники размещены
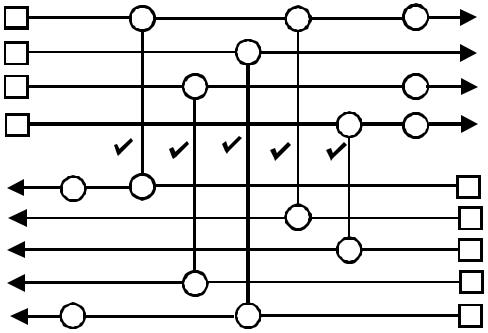
Однако, применяя методы оптимизации тепловых схем, описанные в главе 4, мы можем значительно упростить полученную тепловую сеть. Действительно, при внимательном рассмотрении структуры сети теплооб- менников можно заметить пять циклов (рис. 7.34). Сдвигая нагрузки вдоль циклов, мы увеличиваем эффективность использования теплообменной поверхности и уменьшаем добавленную капитальную стоимость сети. При этом из сети теплообмена исключаются пять теплообменников. Затем, без особого ущерба для общей эффективности рекуперации энергии, можно исключить из сети еще два теплообменника с малой тепловой нагрузкой.
296 |
|
|
|
|
|
Глава 7 |
|
|
|
|
|
|
H1 327° |
|
301° |
|
201° 1 |
160° |
|
130° |
120° |
77° |
30° |
|
|
160° |
|
2 |
|
|
|
C |
H2 220° |
|
|
|
|
|
|
|
|
|
4650 |
|
218° |
|
|
3 |
160° |
|
|
80° |
|
|
|
H3 220° |
|
190°4 |
|
|
|
|
C |
|
|
|
|
145° |
|
123° |
106° |
|
|
|
|
|
|
|
H4 |
|
1200 45° |
|
|
|
|
|
|
|
|
5 |
|
C |
|
|
|
|
|
|
|
|
|
|
|
|
|
12125 |
300° |
H |
|
281° |
|
181° |
140° |
|
|
|
110° |
|
100° |
|
|
|
|
|
|
|
|
97° |
|
|
|
C1 |
|
1865 |
10000 |
4135 |
140° |
3000 |
|
1000 |
|
35° |
|
|
|
|
|
|
|
|
3000 |
|
|
|
C2 |
|
|
|
1680 |
|
|
|
125° |
99° |
4350 |
80° |
|
|
|
|
|
|
|
|
170° |
|
|
|
|
|
|
|
|
4500 |
|
|
C3 |
|
|
|
|
|
140° |
|
|
3375 |
60° |
220° |
201° 189° 188° |
1800 |
|
|
|
|
|
|
|
C4 |
|
C5 |
|
4800 |
|
|
|
|
|
H |
|
|
|
|
|
|
|
|
|
|
|
19715 |
2565 |
120 |
|
9600 |
|
|
|
|
|
|
|
|
|
|
|
|
|
140° |
|
|
|
|
|
|
Рис. 7.33. Полный проект реконструкции завода по производству ароматических угле- |
водородов со сроком окупаемости 2 года. Черными кружечками обозначены вновь до- |
бавленные теплообменники |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
3 |
|
|
1 |
|
2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
160° |
|
|
|
|
|
|
|
|
327° |
|
|
301° |
|
201° |
|
2 130° |
|
120° |
77°C |
|
30° |
H1 |
|
|
|
1 |
160° |
|
|
|
H2 |
220° |
|
|
|
|
|
|
4 |
|
|
|
|
4650 |
|
|
218° |
190° |
|
|
3 |
|
|
5 |
|
|
|
|
H3 220° |
|
|
|
|
160° |
|
80° |
|
|
|
60° |
|
|
4 |
|
|
|
|
C |
|
|
|
|
|
|
|
145° |
123° |
|
|
|
|
|
|
|
|
|
|
|
|
|
H4 |
106° |
|
1200 |
45° |
|
|
|
|
|
|
|
|
|
|
5 |
|
|
C |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
12125 |
|
300° |
H |
|
|
281° |
|
181° |
140° |
|
110° |
|
|
100° |
|
|
|
|
|
|
|
|
|
|
C1 |
|
|
1865 |
|
|
10000 |
4135 |
140° |
3000 |
97° |
1000 |
|
|
|
35° |
|
|
|
|
|
|
|
|
|
|
|
3000 |
|
|
|
|
|
C2 |
|
|
|
|
|
1680 |
|
|
|
125° |
99° |
4350 |
|
80° |
|
|
|
|
|
|
|
|
|
|
170° |
|
|
|
|
|
|
|
|
|
4500 |
|
|
|
|
C3 |
|
|
|
|
|
|
|
140° |
|
3375 |
|
|
60° |
220° |
201°189° |
|
1800 |
|
|
|
|
|
|
|
|
|
C4 |
188° |
|
C5 |
4800 |
|
|
|
|
|
|
|
|
H |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
19715 |
2565 |
120 |
|
|
9600 |
|
|
|
|
|
|
|
|
140°
Рис. 7. 34. Пять простых циклов в структуре теплообменной сети
В итоге мы получаем окончательный проект реконструкции, содер- жащий семь теплообменных аппаратов, т.е. только на два аппарата больше,
|
327° |
|
|
|
|
|
|
30° |
CP, кВт/°C |
H1 |
|
1 |
|
|
2 |
C |
100 |
|
|
|
|
|
|
|
|
H2 |
220° |
|
|
|
3 |
|
5030160° |
160 |
|
|
|
|
|
|
|
60° |
H3 220° |
|
7 |
4 |
|
|
C |
60 |
|
|
|
|
|
H4160° |
|
|
|
6 |
5 |
1170 45° |
200 |
|
|
|
C |
|
|
|
|
470 |
|
|
|
|
11240 |
|
|
300° |
|
|
|
|
100° C1 |
100 |
|
H |
|
|
|
|
164° |
|
15640 |
|
|
|
|
35° |
C2 |
70 |
125° |
|
|
|
|
|
9030 |
|
80° |
|
|
|
|
3890 |
|
C3 |
175 |
170° |
|
|
|
|
|
7875 |
|
60° |
|
|
|
|
|
|
C4 |
60 |
300° |
|
|
|
|
|
|
140° |
|
H |
|
6600 |
|
|
C5 |
200 |
|
|
|
|
|
|
|
|
|
|
|
|
21110 |
1290 |
|
9600 |
|
|
|
|
|
Рис. 7.35. Окончательный проект реконструкции теплообменной системы завода по
производству ароматических углеводородов
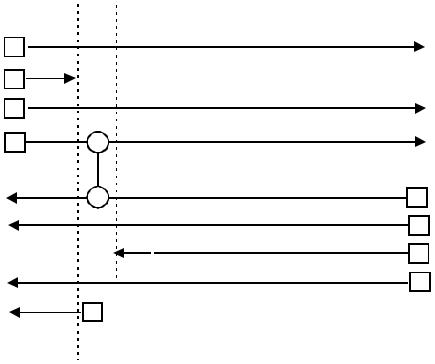
чем в существующей технологической схеме (рис. 7.35). Срок окупаемости данного проекта очень близок к тому, который мы приняли за целевой
(рис. 7.36).
Экономия
1.7 года
Срок окупаемости = 2 года
Инвестиции
Рис. 7.36. Экономическая эффективность проекта не хуже поставленных целей
7.3 Выводы
Познакомившись с пинч-методом для создания проектов реконст- рукции теплообменных систем ХТС, мы можем кратко обозначить основ- ные этапы следующим образом:
1.Разделение задачи на пинче;
2.Начало на пинче и движение в сторону;
3.Начинаем с потоков “IN”, которые имеют наибольшее значение СР;
4.Следим за выполнением правила СРout ³ CPin, отдавая предпочте- ние существующим размещениям;
5.Сначала размещаем все пинч-связи выше и ниже пинча;
6.Размещаем все соответствующие теплообменники, устанавливая поверхность, равную существующей;
7.Заполняем остаток;
8.Оптимизируем тепловую сеть.
7.4Сетевой пинч
Вданном разделе мы познакомим читателя с недавними достиже- ниями в области создания методов реконструкции тепловых сетей дейст- вующих промышленных предприятий [18], но сначала давайте еще раз, с учетом изложенных в предыдущих разделах методов реконструкции, про- анализируем существующие и широко используемые методы.
7.4.1 Существующие методы реконструкции
Теплообменные системы (ТС) обладают высокой эксплуатационной гибкостью, однако некоторые структурные изменения бывают настолько серьезными, что требуется полная реконструкция или модернизация всей ТС. Эти изменения могут включать в себя устранение "узких мест", улуч- шение рекуперации энергии в ХТС или изменение свойств потоков пита- ния или продуктов. Во всех этих случаях целью реконструкции является разработка оптимального проекта модернизации ТС при заданных проект- ных и эксплуатационных ограничениях, которые подходят для новых экс- плуатационных условий.
Обычно существует несколько альтернативных проектных решений по реконструкции действующей ТС, и выбор оптимального варианта из множества альтернатив является важной составной частью проектирова- ния. Теоретически, оптимальный вариант проекта ТС – это проект с мини- мальными общими затратами, которые состоят из затрат на дополнитель- ную площадь поверхности теплообмена и затрат на структурные измене-
ния (например, перенаправление потоков или изменение местоположения теплообменников). Однако на практике на этапе проектирования ТС общие затраты невозможно рассчитать точно, поэтому приходится применять различные методы оценки стоимости. Из-за допущений, которые прихо- дится вводить для расчета стоимостных оценок, оказывается, что эти оцен- ки являются слишком грубыми, чтобы с их помощью можно было надежно выявить оптимальный вариант реконструируемой ТС.
Еще одним ограничением при использовании стоимостных оценок является то, что с их помощью невозможно описать качественные проект- ные параметры, такие как безопасность и управляемость. Поэтому требу-
ется инженерный опыт для оценки вариантов проектов реконструкции ТС на основе таких критериев.
Таким образом, для реконструкции ТС очень желательным является разработка интерактивной процедуры проектирования, которая позволяла
бы проектировщику осуществлять постоянный контроль и своевременно вносить коррективы в разрабатываемый проект.
Существующие методы реконструкции ТС применяют либо пинч- метод, либо методы математического программирования [17, 19].
При использовании пинч-метода процедура проектирования состоит из двух этапов: этапа определения целевых значений и этапа проектирова- ния. Основное преимущество использования этого метода заключается в интерактивном характере процедуры проектирования. К недостаткам сле- дует отнести длительные процедуры ручного расчета, а также возможность генерирования слишком сложных вариантов проекта из-за неявного учета
стоимостных критериев при расчете.
С применением методов математического программирования зада-
ча проектирования оптимальной ТС формулируется как задача нелинейно- го математического программирования, состоящая из набора уравнений и ограничений. К преимуществам подобных методов следует отнести воз- можность автоматизации расчетов, а к недостаткам – ограниченные воз- можности для активного участия проектировщика. Кроме того, хотя мето-
ды математического программирования используют для минимизации стоимостные критерии, они не учитывают два существенных момента. Во- первых, дополнительная площадь теплообмена в этих методах рассматри- вается только как дополнительные единицы теплообменников, добавляе- мых в структуру ТС, хотя на практике можно заменить существующие трубы и трубные решетки в теплообменниках более компактными конст- рукциями и/или использовать приспособления для интенсификации про- цесса теплообмена. Во-вторых, в методах математического программиро-
вания стоимость перемещения теплообменников и нового подсоединения труб к ним принимается одинаковой, независимо от расстояния, на которое переносят теплообменник и сложности изменения его обвязки.