

Пинч / Смит Р.,Клемеш Й.,Товажнянский Л.Л.,Капустенко П.А.,Ульев Л.М.-- Основы интеграции тепловых процессов (2000)
.pdf320 Глава 8
Таблица 8.1. Потоковые данные для задачи с четырьмя потоками
Поток, № |
Тип |
ТS, °С |
ТТ, °С |
Потоковая теплоемкость, |
|
|
|
|
МВт/°С |
Н1 |
гор. |
245 |
80 |
0,1 |
Н2 |
гор. |
180 |
105 |
0,3 |
С1 |
хол. |
70 |
120 |
0,05 |
С2 |
хол. |
50 |
215 |
0,2 |
Стоимость пара = 190000 $/МВт × год Стоимость охл. воды = 7000 $/МВт × год
Стоимость теплообменных аппаратов = 30000 + 450 × А0.95 $ Кредитная ставка = 5% год.
Рис. 8.1. Оптимальная сеть теплообменников, выполненная с помощью пинч-анализа для потоковых данных из таблицы 8.1
Время работы = 3 года, 8000 часов/год.
Общее изменение эксергии, вычисленное с помощью потоковых данных, приведено в таблице 8.2 для DТmin = 0.

Пинч-анализ наиболее распространенных процессов химической технологии |
321 |
Таблица 8.2. Определение изменения эксергии с помощью потоковых дан- ных для Тmin = 0
Поток |
Ех (МВт) |
Н1 |
- 5,07 |
Н2 |
- 6,32 |
С1 |
0,47 |
С2 |
8,41 |
Пар |
- 0,21 |
Охл. вода |
0,00 |
Σ Ех |
- 2,72 |
Аналогичные вычисления мы можем выполнить, используя темпера- турные интервалы составных кривых (рис. 8.2).
Рис. 8.2. Составные кривые, построенные для данных из таблицы 8.1 при Тmin = 0°С
Таблица 8.3. Определение изменения эксергии с помощью составных кри- вых.
Температурные |
Ех, МВт |
|
интервалы, °С |
|
|
Горячая составная кривая |
Холодная составная кривая |
|
Пар |
- 0,21 |
¾ |
245 – 215 |
- 1,22 |
¾ |
215 – 180 |
- 1,88 |
2,56 |
322 |
|
Глава 8 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
180 |
– 120 |
- 7,06 |
|
3,53 |
|
120 |
– 105 |
- 1,36 |
|
0,85 |
|
105 – 80 |
- 0,46 |
|
1,15 |
|
|
80 |
– 70 |
¾ |
|
0,36 |
|
70 |
– 50 |
¾ |
|
0,42 |
|
Охл. вода |
¾ |
|
0 |
|
|
|
S |
- 11,59 |
|
8,87 |
|
|
S |
|
- 2,72 |
|
|
Затем с помощью (8.4) определяем потери эксергии для DТmin = 0°С
σ T0 (0oC)= 2,75 МВт .
После этого нам необходимо вычислить потери эксергии для DТmin = 10°С (рис. 8.3). Рассмотрим снова таблицу 8.2. Потоковые данные для
DТmin = 10°С остаются такими же, как и при DТmin = 0°С, поэтому дополни- тельные потери эксергии будут связаны с потерей эксергии пара и охлаж-
дающей воды, т.е.
σ Т (10oС) -σ Т (0oС) = DН |
|
|
æ |
|
Т0 |
ö |
|
|
|
|
æ1- |
|
Т0 |
ö, |
|
|||||
( |
|
ç1 |
- |
÷ |
+ DН |
( |
) |
|
(8.5) |
|||||||||||
|
|
|
||||||||||||||||||
0 |
|
|
0 |
|
|
пар |
) ç |
|
|
÷ |
|
|
ç |
|
÷ |
|
||||
|
|
|
|
|
è |
|
Тпар |
ø |
|
|
|
охл.в. |
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
è |
|
Тохл.в. ø |
|
||||
однако как следует из рисунка 8.3 DНпар = DНохл.в. = DНутилит и тогда: |
|
|||||||||||||||||||
|
σ Т |
|
(10oС) -σ Т |
|
(0oС) = DН |
æ |
|
|
Тохл.в. + Тпар |
|
ö |
|
|
|||||||
|
0 |
0 |
ç |
2 - |
|
÷, |
|
(8.6) |
||||||||||||
|
|
|
||||||||||||||||||
|
|
|
|
|
|
|
утилит ç |
|
|
Тохл.в.Тпар |
÷ |
|
|
|||||||
|
|
|
|
|
|
|
|
|
è |
|
|
ø |
|
|
||||||
где DНутилит определяется с помощью методов, изученных нами в главе 2 при рассмотрении построения составных кривых. Для рассматриваемого
здесь случая DНутилит = 2 МВт и следовательно sТ0(10°С) = 2,72 + 0,86 = 3,58 МВт. Аналогичный результат мы получаем при рассмотрении дан-
ных, приведенных в таблице 8.3.
Применяя традиционный эксергетический метод, мы можем опреде- лить общие системные потери эксергии, рассчитывая потери на каждом отдельном аппарате, как это показано на рис. 8.1, и затем суммируя их. Ре- зультат тот же, но для этого нам необходимо иметь уже выполненный про- ект теплоэнергетической системы предприятия, а пинч-анализ позволяет предсказать величину sТ0 для оптимальной технологической схемы пред-
приятия еще до выполнения проекта.

Пинч-анализ наиболее распространенных процессов химической технологии |
323 |
|||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Рис. 8.3. Составные кривые, построенные для данных из таблицы 8.1 при Тmin = 10°С
Понятно, что с точки зрения ”Второго закона термодинамики” про- ект, приведенный на рис. 8.1, не является наиболее эффективным, т.к. мы можем уменьшить потери эксергии, например сближением составных кри- вых или использованием другого вида оборудования, применяя тепловые насосы или машины. Но сближение составных кривых экономически не- выгодно, а использование тепловых машин и насосов часто ограничивает- ся технологическими требованиями и также не всегда выгодно экономиче- ски. Поэтому мы можем заключить, что с помощью методов пинч-анализа мы определяем значение неизбежных, экономически обоснованных эксер- гетических потерь σТ0 (конечно предполагая, что не используются тепло- вые машины и насосы).
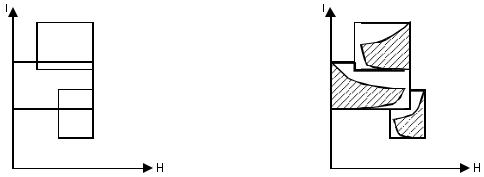
В работе [24] было предложено рисовать составные кривые на гра- фике, где на оси ординат вместо значения температуры откладываются значения коэффициента полезного действия Карно ηС = 1 – Т0/Т (рис. 8.4). Вполне очевидно, что площадь заштрихованной области на рисунке 8.4б численно будет равна значению эксергетических потерь в системе тепло- обмена. Совершенно аналогично тому, как мы строим большую составную кривую на (Т, Н) плоскости, мы можем изобразить ее на (Т, ηС) плоскости (рис. 8.4в). Здесь также площадь заштрихованной области будет численно равна потерям эксергии.
Приведенные результаты очень важны, т.к. они наглядно показыва-
ют связь между пинч анализом и традиционным эксергетическим анализом теплоэнергетических систем.

324 |
Глава 8 |
|
|
а |
б |
в |
Рис. 8.4. Построение эксергетических составных кривых и большой эксергетической составной кривой: а – составные кривые, б – эксергетические составные кривые, в – большая эксергетическая составная кривая. Площадь заштрихованной поверхности на (б) и (в) численно равна потерям эксергии в сети теплообменников
Используя приведенные построения, инженер может видеть значе- ния эксергетических потерь в различных частях теплообменной системы,
что позволяет ему сделать наиболее выгодные изменения в выполняемом проекте.
8.2.Профили дистилляционных колонн
Вглаве 6 мы рассматривали возможность модификации процессов разделения в дистилляционных колоннах с помощью составных кривых, построенных для общей теплоэнергетической системы. Сейчас давайте об- судим те возможности, которые дает пинч-анализ при рассмотрении само- го процесса дистилляции.
Дистилляция – это один из наиболее широко используемых методов разделения смесей в химической технологии, пищевой промышленности и т.д. В дистилляционной колонне смеси разделяются на низкокипящие фракции и высококипящие фракции. Тепловая энергия поступает в колон- ну на высокой температуре – температуре кипятильника, а выходит из ко- лонны с низкой температурой – температурой конденсатора. Это позволяет рассматривать колонну как разделительную тепловую машину. Изобража- ется дистилляционная колонна в традиционном пинч-анализе температур- но-энтальпийным “ящиком” (рис. 8.5а), где котел (кипятильник) представ- лен как тепловой источник на высокой температуре, а конденсатор – как


 Основной процесс Конденсатор
Основной процесс Конденсатор 


Пинч-анализ наиболее распространенных процессов химической технологии |
327 |
нако в ранних работах они рассматривались лишь теоретически и описы- вали разделение исключительно идеальных бинарных смесей. И только в последние годы с появлением мощной вычислительной техники стало воз-
можным построение колонных профилей для разделения неидеальных многокомпонентных смесей [26].
На рисунке 8.7 представлен колонный профиль для реального слу- чая. Анализ данного профиля показывает возможность подвода значитель-
Ткип |
|
Кипятильник |
Ткип |
|
|
|
|
Кипятильник |
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
||||
(4) |
|
|
|
|
|
|
Пар |
|
|
(4) |
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
(3) |
|
|
|
|
|
|
|
(3) |
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Жидкость |
|
|
(2) |
|
|
|
|
|
|
|
(2) |
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
(1) |
|
|
|
|
|
(1) |
|
|
|
|
Ткон |
|
|
|
|
|
|
|
|||
Ткон |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
Конденсатор |
Конденсатор |
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|||||||
а б
Рис. 8.8. Большая составная кривая колонны – (а) и Составные кривые колонны – (б) связаны тем же соотношением, что и обычная БСК связана с составными кривыми. Большая составная кривая колонны помогает определить нагрузки на тепловой источ- ник и тепловой сток. Составные кривые колонны помогают интегрировать процесс в колонне, определить движущие силы и стоимость колонны
ного количества теплоты прямо над точкой питания колонны. Температу- ра, на которой тепловая энергия должна быть введена в колонну, указывает на возможность подогрева исходного продукта, питающего колонну. На- грузка на кипятильник в этом случае снижается на величину мощности, за- трачиваемой на подогрев исходного продукта, но подогрев будет осущест- вляться на более низкой температуре, чем температура кипятильника.
На рисунке 8.8 показано построение Большой составной кривой ко-
лонны и Составных кривых колонны с помощью моделирования методом “тарелка за тарелкой”. Составные кривые описывают движение пара и
жидкости вверх и вниз колонны и одновременно показывают доступные движущие силы. С помощью колонных составных кривых конструктор может легко определить стоимость колонны, поэтому, также как и в тра- диционном пинч-анализе, колонные составные кривые позволяют инжене- ру включить в проектное рассмотрение экономический аспект (вычисляя флегмовое число) совместно с технической выполнимостью.
На рисунке 8.9 представлено еще одно рассмотрение дистилляцион- ных процессов на примере трех дистилляционных колон А, Б и В. Пере-

Пинч-анализ наиболее распространенных процессов химической технологии |
329 |
На рисунке 8.10 приведен пример проекта процесса для производст- ва этилена. Пределы изменения температуры технологических потоков в этом производстве включают как температуры выше температуры окру- жающей среды, так и ниже. Данный процесс состоит из нескольких дис- тилляционных стадий, изменение температуры в которых может пересе- кать температуру окружающей среды – Т0, а также располагаться ниже Т0.
В рассматриваемом процессе существует много источников теплоты и ее стоков ниже температуры окружающей среды, которые могут быть интег-
Т
Т0 Охл.вода
W |
Система |
|
охлаждения |
|
Установление |
|
целевых значений |
|
общей механической |
|
работы |
Процесс
Рис. 8.10. Низкотемпературные процессы разделения, аналогичные методу низкотемпе- ратурного производства этилена, имеют сложные сети рекуперативных теплообменни- ков и многоуровневые системы охлаждения. При этом они потребляют только две ути- литы: механическую мощность и охлаждающую воду
рированы различными способами, поскольку сложная система охлаждения обычно включает два цикла: этиленовый и пропиленовый и имеет не- сколько уровней. При всей своей сложности процесс включает всего две утилиты: охлаждающую воду и механическую работу.
Проектирование и оптимизация систем, подобных вышеописанной,
достаточно сложно и состоит из оптимального проектирования самого процесса и системы охлаждения.
Традиционный пинч-анализ в этом контексте имеет ограниченные возможности, а именно: мы можем установить целевые тепловые нагрузки, идентифицировать оптимальные уровни охлаждения и их нагрузки (см. гл. 5), а затем эти данные использовать при проектировании системы охлаж- дения. Однако при любых изменениях процесса в проекте будут появлять-