

5. Построение и анализ контрольных карт средних арифметических и размахов
Карта статистического управления процессом или контрольная карта является графическим представлением данных из выборок, которые периодически берутся из процесса и наносятся на график в соответствии со временем.
Контрольные карты
применяют и анализируют парами- одна
карта для расположения (настройки
процесса), вторая- для разброса. Поэтому
будут построены две контрольные карты
для количественных признаков: карта
средних арифметических ( -карта)
и карта размахов (R-карта).[3]
-карта)
и карта размахов (R-карта).[3]
Карта Шухарта – это график значений определяемых характеристик подгрупп в зависимости от их номеров. Она имеет центральную линию (CL), соответствующую эталонному значению характеристики. При оценке того, что процесс находится в статистическом управляемом состоянии, эталонным будет служить среднее арифметическое значение рассматриваемых данных.
Помимо центральной
линии, карта Шухарта имеет две
статистические определяемые границы
относительно центральной линии, которые
называют верхней контрольной границей
(UCL)
и нижней контрольной границей (LCL),
которые находятся на расстоянии
 от центральной линииCL,
где
от центральной линииCL,
где
 -
внутригрупповое стандартное отклонение.[4]
-
внутригрупповое стандартное отклонение.[4]
Для вычисления средней линии и контрольных границ потребуется таблица 1.
Таблица 6 – Промежуточные вычисления для построения контрольных карт
|
№ выборки |
X1 |
X2 |
X3 |
X4 |
X5 |
|
R |
|
1 |
49,9 |
48,4 |
48,6 |
48,3 |
48,2 |
48,68 |
1,7 |
|
2 |
49,7 |
49,7 |
49,8 |
49,7 |
49,4 |
49,66 |
0,4 |
|
3 |
48,4 |
48,6 |
49,7 |
49,9 |
49,5 |
49,22 |
1,5 |
|
4 |
49,6 |
49,9 |
48,4 |
48,3 |
48,5 |
48,94 |
1,6 |
|
5 |
48,6 |
48,8 |
48,9 |
48,9 |
49,6 |
48,94 |
1,0 |
|
6 |
48,6 |
48,9 |
49,8 |
48,6 |
48,7 |
49,18 |
1,2 |
|
7 |
49,9 |
49,8 |
49,9 |
49,9 |
49,5 |
49,80 |
0,4 |
|
8 |
49,7 |
48,1 |
49,8 |
48,2 |
48,6 |
48,88 |
1,7 |
|
9 |
48,7 |
48,3 |
47,7 |
49,8 |
48,9 |
48,68 |
2,1 |
|
10 |
48,1 |
48,6 |
48,9 |
48,7 |
49,9 |
48,84 |
1,8 |
|
11 |
49,9 |
49,1 |
50,0 |
4,88 |
48,9 |
49,34 |
1,2 |
|
12 |
49,7 |
49,6 |
48,8 |
48,5 |
48,7 |
49,06 |
1,2 |
|
13 |
48,0 |
48,9 |
49,8 |
48,7 |
49,6 |
49,00 |
1,8 |
|
14 |
49,8 |
49,6 |
49,8 |
48,3 |
49,5 |
49,40 |
1,5 |
|
15 |
48,7 |
49,9 |
48,5 |
49,9 |
48,6 |
49,12 |
1,3 |
|
16 |
49,8 |
49,0 |
48,3 |
49,7 |
48,5 |
49,06 |
1,3 |
|
17 |
48,2 |
48,9 |
48,0 |
48,3 |
48,1 |
48,30 |
0,9 |
|
18 |
49,7 |
49,8 |
48,8 |
48,7 |
49,6 |
49,32 |
1,1 |
|
19 |
48,7 |
48,7 |
49,7 |
49,1 |
49,8 |
49,20 |
1,1 |
|
20 |
50,0 |
49,7 |
49,8 |
48,4 |
48,3 |
49,24 |
1,7 |
|
21 |
49,7 |
49,9 |
48,0 |
49,7 |
48,3 |
49,12 |
1,9 |
|
22 |
49,9 |
48,8 |
48,2 |
49,7 |
48,9 |
49,10 |
1,7 |
|
23 |
48,9 |
48,9 |
49,6 |
47,9 |
49,7 |
49,00 |
1,8 |
|
24 |
48,8 |
48,4 |
49,8 |
48,7 |
48,6 |
48,86 |
1,4 |
|
25 |
49,6 |
48,6 |
48,2 |
49,7 |
49,6 |
49,14 |
1,5 |
|
26 |
49,8 |
49,9 |
50,0 |
48,0 |
48,6 |
49,26 |
2,0 |
|
27 |
48,5 |
49,8 |
48,9 |
49,0 |
49,0 |
49,04 |
1,5 |

|
28 |
49,8 |
48,9 |
49,6 |
48,4 |
49,9 |
49,32 |
1,5 | ||
|
29 |
49,7 |
49,5 |
49,7 |
48,0 |
49,8 |
49,34 |
1,8 | ||
|
30 |
49,8 |
49,8 |
48,5 |
48,8 |
47,9 |
48,96 |
1,9 | ||
|
Всего: |
|
| |||||||
 =49,1
=49,1 =1,45
=1,45
Таблица 7 – Формулы
для центральной линии и контрольных
границ карт Шухарта
 иR
иR
|
Статистика |
Стандартные значения не заданы |
Стандартные значения заданы | |||||
|
CL |
UCL |
LCL |
CL |
UCL |
LCL | ||
|
|
|
|
|
X0 или μ |
|
| |
|
R |
|
|
|
|
|
| |









 или
или



Стандартные значения не заданы.
Пояснения к таблице 7:
- формула (12),
помогающая рассчитать среднюю линию
 -карты:
-карты:
 =
=
 ,
(12)
,
(12)
где
 -
среднее среднее значений подгрупп;
-
среднее среднее значений подгрупп;
 - средние значения
подгрупп;
- средние значения
подгрупп;
k – число подгрупп (k=30);
- формула (13) для нахождения средней линии R—карты:
 =
=
 ,
(13)
,
(13)
где
 -среднее
значениеR
для всех подгрупп;
-среднее
значениеR
для всех подгрупп;
R1,R2,…,Rk - размах каждой подгрупп;
- A2 = 0,577, D3= 0,000, D4=2,114.
Для упрощения вычислений результаты будут занесены в таблицу 8.
Таблица 8 – Расчет параметров контрольных карт.
|
|
CL |
UCL |
LCL |
|
|
49,1 |
49,94 |
48,26 |
|
R-карта |
1,45 |
3,06 |
0 |
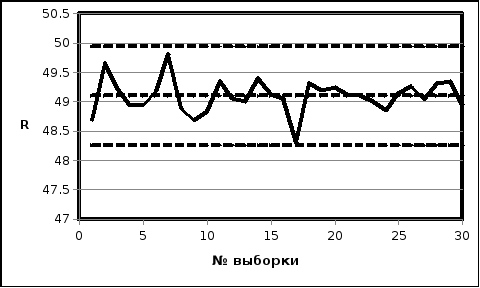
 -карта
-карта
Рисунок
1- -карта.
-карта.

Вывод: по
 -карте
видно, что процесс находится в состоянии
статистической управляемости. Нет
точек, выходящих за границы полей
допусков, а также необычных структур
точек (трендов). Процесс стабилен, нет
влияния особых причин.
-карте
видно, что процесс находится в состоянии
статистической управляемости. Нет
точек, выходящих за границы полей
допусков, а также необычных структур
точек (трендов). Процесс стабилен, нет
влияния особых причин.
Рисунок
2 -
 -карта.
-карта.
Вывод: по – карте видно, что все
точки на контрольной карте находятся
в установленных границах, следовательно,
этот процесс считается налаженным.
– карте видно, что все
точки на контрольной карте находятся
в установленных границах, следовательно,
этот процесс считается налаженным.
Заключение
Практически произведён выборочный контроль 150 скрепок. Используя различные статистические методы управления качеством, обработаны, полученные опытным путём, результаты. Определены основные характеристики разброса, вид распределения случайных величин. Выявлено, что генеральная совокупность, из которой была взята выборка, имеет нормальное распределение.
Построены контрольные карты средних арифметических и размахов, анализ которых показал, что процесс находится в статистически управляемом состоянии.