

Рис. 5-5. Режущая кромка резака
5-13. Резак для металла и пластмассы (листового материала) изготовляют из старого ножовочного полотна. С помощью наждака режущей кромке придают форму, показанную на рис. 5-5. Плоскость полотна стачивают так, чтобы максимальную ширину резак имел у режущей кромки; тогда и при большой толщине материала резак не будет заклиниваться. Разрез таким резаком получается ровным и требует минимальной дополнительной обработки.
Ручку резака обертывают обычной изоляционной лентой.
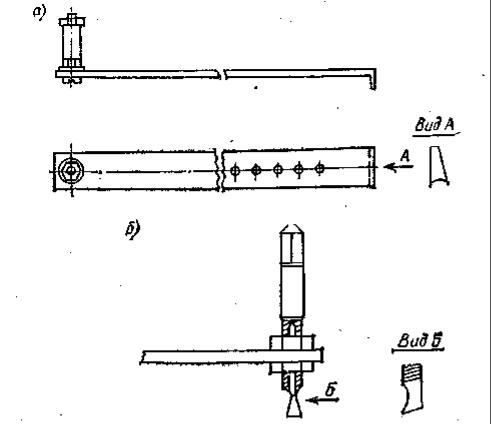
Рис. 5-6. Резак для прорезания круглых отверстий: а — из ножовочного полотна; б — из метчика
5-14. Резак для прорезания круглых отверстий позволяет делать отверстия практически любого диаметра, причем с кромкой, такой чистоты, что дополнительная обработка почти не требуется.
Резак представляет собой кусок ножовочного полотна, один конец которого загнут и заточен, на другом конце прикреплена ручка (рис. 5-6,а). Режущую часть делают следующим образом. Конец полотна отжигают и отгибают под углом 90° на расстоянии 3 — 4 мм от края. Отогнутый край затачивают. Ручка представляет собой втулку, надетую на винт МЗ или М4, затянутый двумя гайками. На отожженном конце полотна делают несколько отверстий диаметром 3 мм. Расстояние от их центров до отогнутого конца определяется радиусами отверстий, которые необходимо прорезать. Затем резак закаливают полностью или только режущую часть.
Процесс резания заключается в следующем. В центре вырезаемого круга сверлят отверстие диаметром 3 мм. Резак укрепляют винтом МЗ в этом отверстии так, чтобы режущая кромка была прижата к поверхности заготовки на линии окружности будущего отверстия. Затем резак вращают за ручку до тех пор, пока он не вырежет канавку глубиной в половину толщины листа. После этого резак переставляют на другую сторону листа и процесс повторяют до полного вырезания отверстия.
Вместо ножовочного полотна можно использовать стальную пластинку подходящих размеров, а режущий узел изготовить из сломанного метчика М4. Метчик затачивают (рис. 5-6,6), ввертывают его в отверстие с резьбой на конце пластинки и фиксируют контргайкой.
5-15. Приспособление для намотки. В любительской практике нередко приходится изготовлять или перематывать обмотки трансформаторов, электродвигателей. Процесс укладки провода значительно облегчается, если использовать несложное приспособление (рис. 5-7), которое можно изготовить из пруткового текстолита или другого изоляционного материала.
Обмоточный провод пропускают через отверстие с тупого конца приспособления. Нужное натяжение провода создают; прижимая его в полукруглом вырезе пальцем правой руки.
5-16. Станок для намотки можно выполнить на базе настольного ручного точила. Для этого нужно изготовить одну несложную деталь — патрон (рис. 5-8). Патрон навинчивают на ось ручного точила. Абразивный
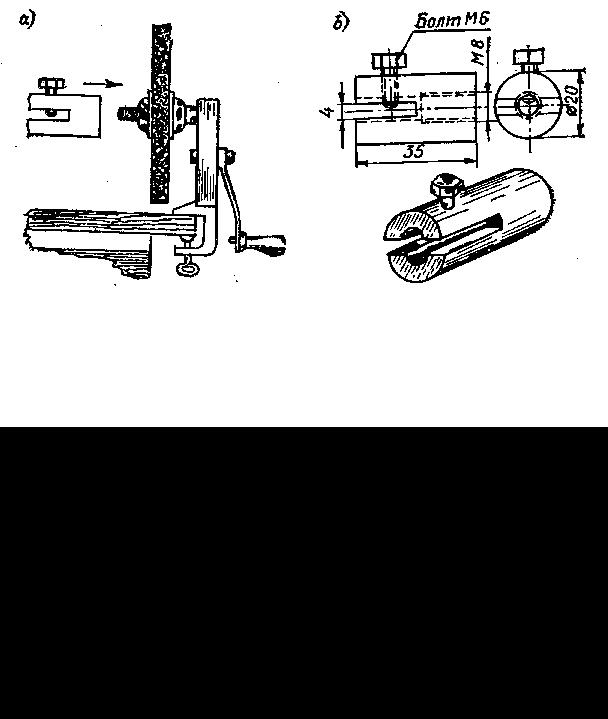
круг при этом не снимают. Удаляют лишь одну контргайку, чтобы освободить часть резьбы на оси для навинчивания патрона.
В патрон вставляют стержень (шпильку с резьбой), на котором крепят каркас катушки трансформатора или дросселя с вкладышем. Ручное точило привинчивают к столу. Бобину с обмоточным проводом крепят в наиболее удобном месте и производят намотку. Число намотанных витков провода подсчитывают по числу оборотов ручки привода точила, предварительно определив коэффициент передачи редуктора.
Рис. 5-7. Приспособление для намотки
5-17. Устройство для размагничивания магнитных головок и деталей лентопротяжного механизма магнитофона, магнитных лент, инструмента, часовых механизмов можно изготовить из дросселя пускорегулирующего устройства для люминесцентных ламп мощностью не менее 80 Вт. Кожух дросселя необходимо разобрать, удалить все наружные части магнитопровода, оставив только сердечник. Наружную обмотку (если она есть) с катушки лучше снять, но можно ограничиться лишь удалением ее выводов. К выводам первичной обмотки присоединяют сетевой шнур. Первичная обмотка часто бывает выполнена из алюминиевого провода, поэтому надежнее соединять ее со шнуром при помощи винтов с гайками, поместив между проводами обмотки и шнура разделительную шайбу (см. п. 15-20).
Рис. 5-8. Станок для намотки (а) и конструкция патрона (б)
Можно изготовить электромагнит с большим полем рассеяния на основе сердечника из Ш-образных пластин. При этом замыкающие пластины не ставят. Сечение сердечника должно быть около 10 см2, площадь окна — 12 — 15 см2. Для получения большого магнитного поля рассеяния, а следовательно лучшего размагничивания деталей, при сборке сердечника между его пластинами через равные интервалы помещают 4
— 5 картонных прокладок толщиной 1 мм, вырезанных по форме пластин. Обмотка для сети напряжением 220 В должна содержать 1400 витков провода ПЭЛ диаметром 0,6 — 0,8 мм. Электромагнит можно поместить в подходящий футляр из немагнитного материала и закрепить в нем, залив всю конструкцию битумным компаундом или лучше эпоксидной смолой (клеем).
Включать и выключать электромагнит следует на расстоянии не ближе 1 — 1,5 м от размагничиваемогопредмета (наручные часы должны быть сняты); электромагнит плавно приближают торцом к предмету, совершая круговые движения, чтобы намагнитить все участки детали до насыщения. Удалять электромагнит нужно также плавно, чтобы перемагничивание происходило в убывающем переменном магнитном поле по симметричным циклам петли гистерезиса. Тогда произойдет полное размагничивание.
Допустимое время непрерывной работы электромагнита, изготовленного из пускорегулирующего устройства, — не более 30 с, а изготовленного на основе сердечника из Ш-образных пластин — 3 мин, после чего ему необходимо дать охладиться.
5-18. Кассетница из консервных банок. Для хранения различных деталей, в том числе крепежных, удобно использовать цилиндрические банки из-под консервов, соединенные в отдельные стойки и установленные в удобном месте. Снаружи каждой банки по образующей (удобнее по шву) припаивают отрезок трубки длиной, несколько большей высоты банки или равной ей. Трубки лучше использовать латунные или медные — их легче паять. Затем через эти трубки нужно пропустить стержень диаметром на 0,1 — 0,5 мм меньше их внутреннего диаметра. Если банки не имеют возможности вращаться вокруг стержня, не задевая одна другую, нужно надеть на стержень между трубками шайбу. Теперь устанавливают стержень в вертикальное положение, прикрепив его тем или иным способом к стенке или столу. Число банок в стойке может быть различным, требуется лишь подобрать стержень подходящего диаметра и длины. Очень удобны для таких кассетниц (под мелкие детали и крепеж) банки диаметром 85 и высотой 55 мм.
Рис. 5-9. Универсальная струбцина
5-19. Кассетница из детских кубиков. Ящички кассет-ницы изготовляют из разноцветных детских пустотелых пластмассовых кубиков размерами 68X68X68 мм. Каждый кубик разрезают пополам, получая сразу
два ящичка. К одной из стенок прикрепляют ручку, например колпачок от тюбика зубной пасты. Корпус кассетницы может быть изготовлен из органического стекла, гетинак-са, текстолита или тонкой фанеры.
Удобна двусторонняя кассетница, в которой ящички расположены с обеих сторон и подобраны по цвету так, чтобы стороны легко отличались: тогда будет легче отыскивать нужные детали. Желательно также между ящичками каждой стороны установить внутри корпуса общую перегородку.
5-20. Кассетница из спичечных коробков представляет собой блок из склеенных коробков. Блок снаружи оклеивают лентой бумаги или дерматина. На торце каждого коробка пишут номинальные значения параметров хранимых деталей. Для хранения, например, всех резисторов 5%-ного ряда от 10 Ом до 10 МОм требуется 145 коробков, 10% -ного ряда — 73 коробка, а если ограничиться 20%тным рядом, — 37 коробков. Резисторы мощностью 0,125 и 0,25 Вт помещаются даже в малоформатных картонных спичечных коробках. Более сорока коробков в один блок склеивать нецелесообразно.
5-21. Универсальная струбцина (рис. 5-9) может значительно облегчить труд в домашних условиях при склеивании футляров для различных приборов и аппаратуры или при работе с другими конструкциями из древесины. Для изготовления струбцины потребуются: деревянный брусок, два небольших кусочка плотной десятимиллиметровой фанеры, болт М10 или М12 с гайкой, три болта М5 с гайками и две стальные полоски размером приблизительно 150X20X2 мм.
Рис. 5-10. Рычажный пресс
5-22. Рычажный пресс, которым можно создать усилие порядка 700 — 1000 кг, имеет мало конструктивных элементов и его легко можно изготовить. Такой рычажный пресс (рис. 5-10) — устройство универсальное, его можно использовать для самых различных работ: запрессовки деталей, стягивания деталей при склеивании, листовой штамповки и т. д. При листовой штамповке рычажный пресс позволяет производить не только вырубку деталей, но и делать отбортовку, создавать ребра жесткости, гнуть всевозможные детали из листового материала, штамповать в пластичном листовом материале углубления и т. д.
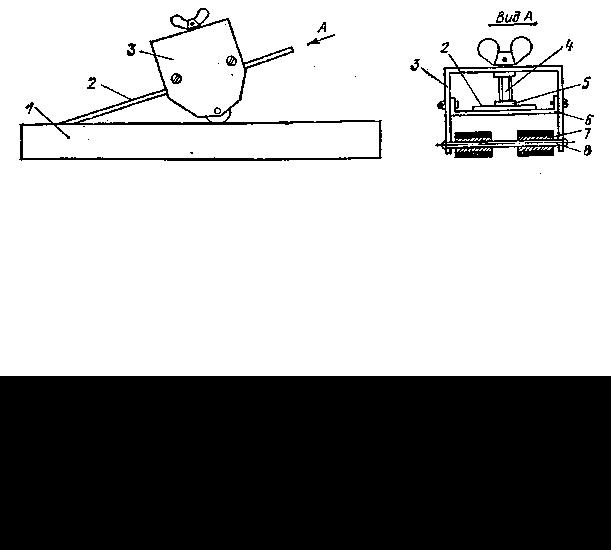
5-23. Приспособление для заточки столярного инструмента (рис. 5-11) позволяет выдержать ровную (без выпуклости) рабочую плоскость инструмента при ручной заточке.
Приспособление представляет собой обойму (стальную скобу), внутри которой на заклепках или винтах закреплено основание (полка). Зажимной винт с пяткой позволяют крепить затачиваемую деталь (инструмент), причем длина выступающего участка определяет угол заточки. На концы вращающейся оси насажены ролики, а на них — отрезки резинового шланга.
Процесс заточки заключается в прокатывании приспособления с зажатой в нем деталью (инструментом) по наждачному камню или по наждачной бумаге (положенной на ровную поверхность) так, чтобы затачиваемая плоскость под нажимом руки все время касалась абразива.
Рис. 5-11. Приспособление для заточки столярного инструмента 1 — абразивный брусок; 2 — затачиваемая деталь; 3 — обойма; 4 — зажимной винт; 5 —
пятка; 6 — основание; 7 — ролик; 8 — ось
5-24. Бормашина позволяет осуществлять гравирование, фрезерование, сверление, заточку инструмента небольшими абразивными кругами, а также шлифование и полирование небольших деталей. Бормашину можно применять также для доводки формообразующих элементов штампов, пресс-форм, различных приспособлений, для отделки изделий из камня и при выполнении других слесарно-механических работ в процессе технического творчества. Бормашина очень удобна и при сверлении отверстий в печатных платах.
В розничную продажу поступает выпускаемая Рижским опытным заводом технологической оснастки сле- сарно-инструментальная бормашина «Гном». Она имеет гибкий вал с цанговым патроном (для инструмента с