

2.3. Анализ технологичности конструкции детали
Достоинства:
Деталь является телом вращения и не имеет труднодоступных мест и поверхностей для обработки;
Перепады диаметров в большинстве поверхностей малы, что позволяет получить заготовку, близкую к форме готовой детали.
Симметрична относительно оси;
Деталь позволяет вести обработку нескольких поверхностей за один установ.
Конструкция детали обеспечивает свободный подвод и отвод инструмента и СОЖ в зону резания и из нее, и отвод стружки;
Деталь имеет надежные установочные базы, т.е. соблюдается принцип постоянства и совмещения баз;
Допуски на размеры точных поверхностей не усложняет технологию производства.
Не требует применения фасонного инструмента.
Вывод: Данная конструкция детали является технологичной, т.к. удовлетворяет всем технологическим требованиям.
3.Технологическая часть
3.1. Эскиз детали

Рис.1. Эскиз заготовки «Шток»
3.2. Технологический процесс
005 Фрезерно-центровальная
Фрезеровать торец 1,2
Центровать торец 1,2
010 Токарная многорезцовая
Точить поверхность 3,5 с подрезкой торцев 4,6
015 Токарная многорезцовая
1. Точить поверхность 7, 9, 11 с подрезкой торцев 8,10
020 Токарная многорезцовая
Точить поверхность 3,5 начисто
Точить канавку 13, с одновременным снятием фаски 12
025 Токарная многорезцовая
Точить поверхность 9,11 начисто
Точить канавки 15, 16, с одновременным снятием фаски 14
030 Вертикально-фрезерная
Фрезеровать паз 17
035 Вертикально-сверлильная
Сверлить отв. 18
Зенковать фаску в отв.18.
Нарезать резьбу в отв.18.
040 Резьбонарезная
Нарезать резьбу на пов. 3
045 Резьбонарезная
Нарезать резьбу на пов. 7
046 Термическая
Закалка
050 Круглошлифовальная
1. Шлифовать поверхность 11
3.3. Определение типа производства
|
операция |
формула |
расчет |
Тшт (мин) |
|
005 Фрезерно -центровальная |
|
|
|
|
0,006*L |
0,006*25 |
0,15 |
|
0,006*L |
0,006*25*10 |
0,06 |
|
010 Токарная многорезцовая |
|
|
|
|
0,00017*d*l |
0,00017*25*62 |
0,263 |
|
015 токарная многорезцовая |
|
|
|
|
1.точить пов. 7, 9, 11 |
0,00017*d*l |
0,00017*40*365
|
2,482 |
|
020 Токарная многорезцовая |
|
|
|
|
0,0002*d*l |
0,0002*25*62 |
0,31 |
|
|
|
|
|
025Токарная многорезцовая |
|
|
|
|
1.Точить пов.9, 11 начисто |
0,0002*d*l |
0,0002*40*365 |
2,92 |
|
2.Точить канавки 15,16 |
|
|
|
|
030Вертикально-фрезерная |
|
|
|
|
0,004*l |
0,004*20 |
0,08 |
|
035Вертикально-сверлильная |
|
|
|
|
0,00052*d*l |
0,00052*4*12 |
0,025 |
|
2.Зенковать отв.18 |
|
|
|
|
3.Нарезать резьбу в отв.18 |
0,00052*d*l |
0,00052*4*8 |
0,017 |
|
040 Резьбофрезерная |
|
|
|
|
0,0019*d*l |
0,0019*24*40 |
1,824 |
|
045 Резьбофрезерная |
|
|
|
|
1.Фрезеровать резьбу на пов. 7 |
0,0019*d*l |
0,0019*24*25 |
1,14 |
|
050 Круглошлифовальная |
|
|
|
|
1. Шлифовать поверхность 11 |
0,00015*d*l |
0,00015*40*365 |
2,19 |
tв=![]()
tв- такт выпуска деталей
N- годовая программа выпуска
tв=![]() =118,26
мин.
=118,26
мин.
Тшт.ср=![]()
n-количество операций
Тшт.ср=11,151мин
Ксер.- коэффициент серийности
Ксер.=
![]()
Ксер.=![]() =10,6>10
=10,6>10
Принимаю серийное производство.
 Выбор
заготовки
Выбор
заготовки
Определяю массу детали
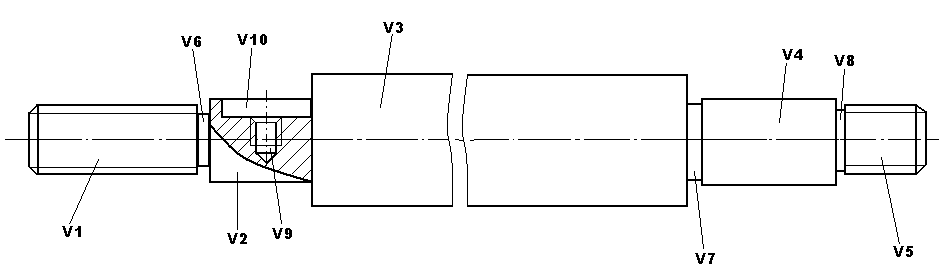
Рис. 2. Эскиз детали «Шток»
М![]() =V
=V![]() *
*![]()
М![]() -
масса детали
-
масса детали
V![]() -
Объем детали
-
Объем детали
![]() -плотность
материала
-плотность
материала
![]() =7,85
г/м
=7,85
г/м![]() =7,85*10
=7,85*10![]() кг/мм
кг/мм![]()
V![]() =V1+V2+V3+V4+V5+
V6+
V7+
V8-
V9-
V10
=V1+V2+V3+V4+V5+
V6+
V7+
V8-
V9-
V10
V1=(3,14*24 2/4)*43=19443мм3
V2=(3,14*252/4)*22=10794 мм3
V3=(3,14*402/4)*365=458 440 мм3
V4=(3,14*252/4)*48=23 550 мм3
V5=(3,14*242/4)*27=12208 мм3
V6=(3,14*222/4)*4=1520 мм3
V7=(3,14*232/4)*4=1662 мм3
V8=(3,14*222/4)*4=1520 мм3
V9=(3,14*42/4)*12=150 мм3
V10=b*h*t=10*20*5=1000мм3
V![]() =528
137 мм3
=528
137 мм3
Mд=528
137*7,65 *10![]() =4,04кг.
=4,04кг.
2. Определяю массу заготовки прутка

 Рис.3.
Эскиз заготовки прутка
Рис.3.
Эскиз заготовки прутка
Vз.пр= 515=818
656мм
515=818
656мм![]()
Мз.пр=818
656*7,65*10![]() =6,26кг
=6,26кг
Ким![]() =
=![]() =
=![]() =0,65
=0,65
3. Определяю массу заготовки штамповки.
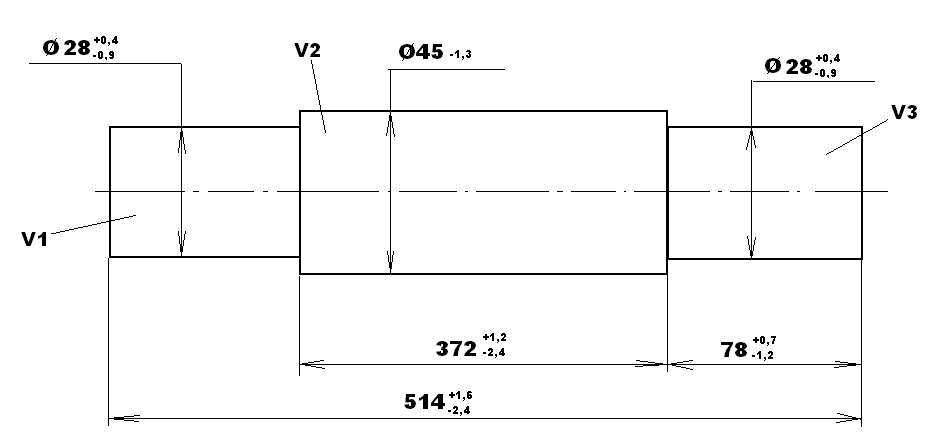
Рис.4. Эскиз заготовки Штамповки.
Vз.шт=V1+V2+V3
V1=![]() =31
400мм
=31
400мм![]()
V2=![]() =591
340 мм
=591
340 мм![]()
V3=![]() =38
269 мм
=38
269 мм![]()
Vз.шт=661
009 мм![]()
Мз.шт=661
009*7,65*10![]() =5,05кг
=5,05кг
Ким.шт=![]() =0,8
=0,8
Вывод: Сравниваем коэффициент использования Ким для штамповки и прутка Ким.шт> Ким.пр, следовательно принимаем заготовку штамповку.
Штамповка в закрытых штампах масса до 50-100кг; простой формы, преимущественно в виде тел вращения применяются, для сокращения расхода металла (отсутствует заусенец) для сталей и сплавов с пониженной пластичностью.