

4.Выбор и обоснование методов обработки
4.1 Подробная схема сборки демисезонного пальто
На данное изделие составлена подробная схема сборки, которая представлена на рисунке 2.
|
Заготовка |
|
Монтаж |
|
|
|
|
|
Дублирование деталей (дублирование спинки, полочки, подбортов, рукавов, воротника-стойки, пат, погон, отлетной кокетки) |
|
Соединение боковых срезов |
|
Обработка
полочки (стачивание
рельефных швов)
|
|
Обработка
бортов |
|
Обработка спинки (рельефных швов, среднего среза, обработка шлицы ) |
|
Соединение плечевых срезов
|
|
|
|
|
|
О |
|
Соединение воротника |
|
|
|
|
|
Обработка воротника ( |
|
Соединение рукавов
|
|
|
|
|
|
Обработка рукавов (стачивание локтевого,соединяя с патой и переднего срезов, соединение с утепляющей подкладкой) |
| |
|
|
| |
|
Обработка
подкладки (стачивание боковых, плечевых
срезов, локтевых и передних срезов
рукавов, втачивание рукавов в пройму) |
|
Соединение с подкладкой
|
|
|
|
|
|
|
Обработка низа | |
|
|
Окончательная
отделка (настрачивание отделочных
строчек, обметывание петель, пришивание
пуговиц) и ВТО |
|
|
|
|
|



 бработка
подбортов
бработка
подбортов
 обтачивание
концов воротника)
обтачивание
концов воротника)


Рисунок 2 ‑ Схема сборки женского демисезонного пальто, с отлетной по низу подкладкой
Для дублирования деталей данного изделия необходимо отдать предпочтение прессам непрерывного действия, т.к. детали пальто достаточно большие и могут не поместиться на подушке пресса периодического действия. Поскольку дублируются в той или иной степени почти все детали то при работе на прессе периодического действия дублирование займет много времени, тогда как пресс непрерывного действия позволить сократить время дублирования, т.е. увеличит производительность труда. Также эти прессы создают более гуманные условия труда работницы, в отличие от прессов периодического действия.
При обработке полочки стачиваются рельефные срезы, стачивание выполняется со стороны детали, имеющей вогнутые срезы, т.е. со стороны центральной части полочки. Стачивание деталей из основного материала должно осуществляться на универсальной машине челночного стежка, предназначенной для обработки средних или толстых материалов, поскольку ткань пальтовая. После соединения припуски шва разутюживаются, для чего должен быть использован универсальный электропаровой утюг.
При обработке спинки стачиваются средние срезы и верхний припуск шлицы, начиная строчку от среза горловины, и рельефные срезы, стачивание выполняется со стороны детали, имеющей вогнутые срезы, т.е. со стороны центральной части спинки, после соединения припуски шва разутюживаются, для чего должен быть использован универсальный электропаровой утюг.
Обработка воротника начинается с обтачивания его концов, обтачивание осуществляется на универсальной машине челночного стежка с одновременной обрезкой срезов деталей. Затем воротник приутюживается.
Обработка рукавов начинается со стачивания передних срезов на универсальной машине и разутюживания припусков шва стачивания. Заутюживается припуск на подгиб низа рукава, обрабатываются паты, для чего стачивается их средний шов, они обтачиваются по концам, выворачиваются, приутюживаются и на них настрачивается отделочная строчка шириной 7 мм, все операции выполняются на универсальной машине челночного стежка, предназначенной для толстых материалов. Затем на локтевых срезах намечается место расположения пат, срезы стачиваются, вкладывая в них паты. Рукав вывертывается на лицевую сторону, припуски локтевых швов разутюживаются и рукав приутюживается в готовом виде.
Обработка подкладки начинается со стачивания срезов полодержателей, их вывертывания и приутюживания. Обработка подкладки включает в себя стачивание боковых (в которые на уровне линии талии вкладываются полодержатели), плечевых срезов, локтевых и передних срезов рукава. В переднем срезе левого рукава оставляется отверстие длинной 15-20 см. Рукава втачиваются в пройму подкладки. При стачивании боковых срезов на расстоянии 8-10 см ниже проймы притачивается долевики. Припуски боковых срезов обметываются на тех же расстояниях, что и основных деталей. Подкладка приутюживается в готовом виде. На этапе обработки подкладки обрабатывается тесьма-вешалка. Стачивают срезы тесьмы-вешалки, затем ее вывертывают на лицевую сторону, приутюживают. Все стачивающие операции подкладки выполняют на универсальной стачивающей машине челночного стежка, предназначенной для соединения тонких материалов.
На стадии заготовки обрабатывается кокетка обтачным швом в кант, приутюживается и настрачивается отделочная строчка шириной 7 мм. Также обрабатываются погоны. У них стачивают средний шов, они обтачиваются по концам, выворачиваются, приутюживаются и на них настрачивается отделочная строчка шириной 7 мм, все операции выполняются на универсальной машине челночного стежка, предназначенной для толстых материалов
Стадия монтажа изделия начинается со стачивания боковых частей спинки и полочки, вставляя в шов стачивания правых половинок обработанную кокетку, припуски швов стачивания разутюживаются, затем стачиваются плечевые срезы и припуски шва стачивания разутюживаются Затем стачиваются плечевые срезы подбортов и обтачки горловины спинки, припуски шва разутюживаются. Затем втачивают рукав в пройму изделия, производят сутюживание посадки по окату рукава. Притачивают плечевую накладку и долевик на спецмашине для притачивания плечевых накладок, она позволяет сохранить форму плечевой накладки и обеспечивает ее качественное закрепление. Далее к внутренним срезам подбортов и обтачке горловины спинки притачивается подкладка, припуски шва притачивания заутюживаются на подкладку. Подборта и обтачку горловины спинки, вместе с притачанной подкладкой, втачивают в нижнюю стойку, вкладывая тесьму-вешалку, необходимо проконтролировать, чтобы тесьма-вешалка находилась между стойкой и обтачкой горловины спинки. Припуски шва втачивания верхнего и нижнего воротников на участке горловины спинки стачиваются Далее подкладка притачивается к припуску на подгиб низа рукава. Припуски локтевых швов из основного и подкладочного материалов стачиваются, данное крепление позволяет закрепить подкладку в рукаве таким образом, что бы она была неподвижна. Затем изделие выворачивают на лицевую сторону через отверстие в рукаве. Разметывают правую пройму в верхней и нижней частях через отверстие. Изделие вывертывают. Разметывают левую пройму через отверстие. Изделие выворачивается на лицевую сторону, к припускам боковых швов притачиваются долевики на участке 8-10 см ниже проймы. Подкладка по низу изделия уточняется и застрачивается шириной 30 мм швом в подгибку с закрытым срезом, вкладывая в область боковых швов долевики.
Уточняют длину подкладки и обрабатывают низ подкладки швом вподгибку с закрытым срезом таким образом, чтобы сгиб низа подкладки был выше сгиба низа изделия в готовом виде на 1,5-2 см. Ширина низа в готовом виде на подкладке равна 3-4 см. Обрабатывают нижние углы шлицы.
По краю борта и верхнему срезу воротника настрачивается отделочная строчка шириной 7 мм. Намечается место расположения петель и пуговиц. Петли обметываются, пуговицы пришиваются. Для выполнения данных операций используются соответствующие полуавтоматы. Затем проводится окончательная влажно-тепловая обработка, в ходе которой удаляются замины, заломы, нежелательные складки и т.д.
Все соединительные операции на стадии монтажа изделия выполняются на универсальной машине челночного стежка, на ней же выполняются и отделочные строчки.
Сборочные схемы демисезонного пальто
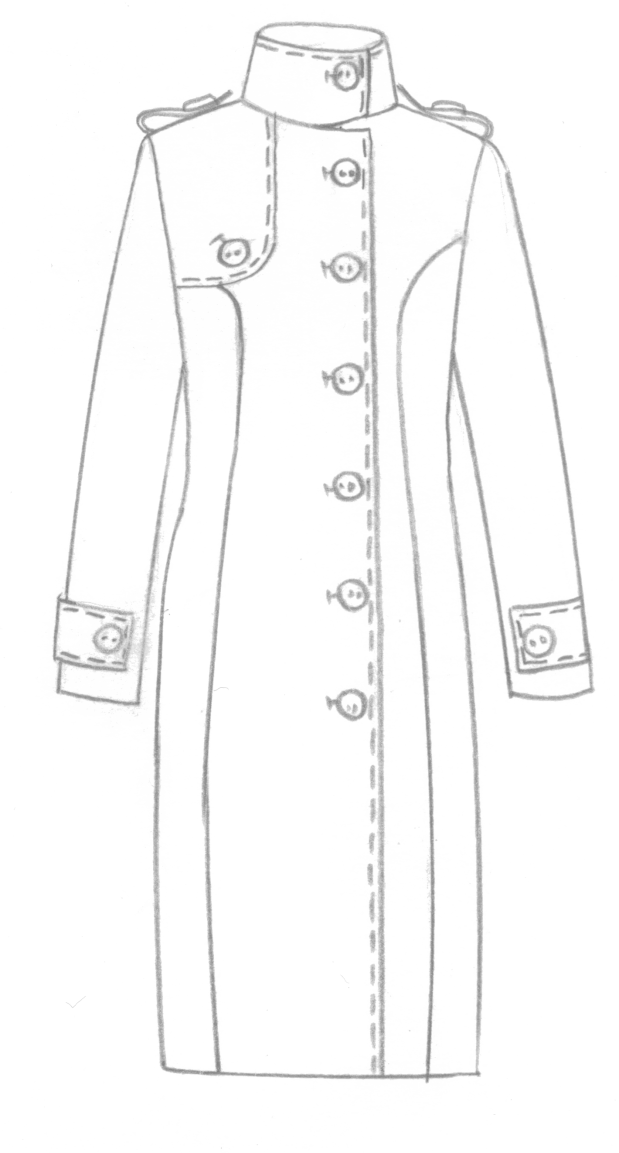

Рисунок 3 – Эскиз модели с указанием мест сечений
Рисунок 4 – Сборочные схемы
Рисунок 5 – Сборочные схемы
5 ВЫБОР ТИПА ОБОРУДОВАНИЯ
Для обработки женского демисезонного пальто выбрано оборудование для ниточных соединений, которое представлено в таблице 4.[6]
Таблица 4 – Оборудование для ниточного соединения
|
Оборудование, завод-изготовитель |
Тип стежка |
Обрабатываемые материалы |
Средства автоматики, спецприспособления |
Назначение |
|
DB2-D772 Brother |
301 |
Ткани средней толщины |
Верхний игольный и нижний транспортеры, нож для обрезки края детали, автоматическая обрезка ниток. |
Универсальная машина для стачивания с одновременной обрезкой срезов деталей |
|
291 – 664072/E 101 Durkopp Adler, ФРГ |
301 |
Толстые материалы |
Автоматическая обрезка ниток |
Универсальная одноигольная машина |
|
МЕВ-1891 Juki |
404 |
Костюмные, плащевые, пальтовые ткани |
- |
Полуавтомат для обметывания петель с глазком |
|
574 – 133671/Е104/10,5, Durkopp Adler, ФРГ |
107 |
Средние материалы |
Автоматическая обрезка ниток |
Полуавтомат для пришивания плоских пуговиц с 2 или 4 отверстиями |
|
212 – 24125, Durkopp Adler, ФРГ |
301 |
Тонкие материалы |
Автоматическая обрезка ниток |
Универсальная одноигольная машина |
|
697 D, Durkopp Adler, ФРГ |
301 |
Для средних и тяжелых материалов, подкладки и плечевой накладки |
- |
Швейная машина для втачивания рукавов в пройму и прикрепления плечевых накладок |
DB2-D772, Brother (301 тип стежка) - универсальная машина для стачивания с одновременной обрезкой срезов деталей, предназначена для тканей средней толщины. Данная машина предназначена для стачивания верхней и нижней стоек, соединения бортов с подбортами, соединения срезов паты, т.е. в тех случаях, когда подрезка срезов необходима. Эта машина позволяет избежать операции подрезки срезов после их стачивания, что существенно сокращает затраты времени на обработку, а также улучшает качество подрезки. Также машина оснащена верхним игольным и нижним транспортерами, ножом для обрезки края детали и автоматической обрезкой ниток, что также увеличивает производительность данной машины.
291 – 664072/E 101 Durkopp Adler, ФРГ(301 тип стежка) - универсальная одноигольная машина. Данная машина предназначена для стачивания толстых материалов из основного и утепляющего материалов с обрезанием срезов в утепленной одежде. Машина оснащена автоматической обрезкой ниток и выполнением закрепок, что существенно улучшает производительность данной машины.
МЕВ-1891, Juki (404 тип стежка) – полуавтомат для обметывания петель с глазком. Данная машина предназначена для костюмных, плащевых, пальтовых тканей. Данная машина выбрана потому, что на пальто требуется обработать петли с глазком. Машина высоко производительная.
574 – 133671/Е104/10,5, Durkopp Adler, ФРГ (304тип стежка) - полуавтомат для пришивания пуговиц в верхней одежде с 2 или 4 отверстиями.
212 – 24125, Durkopp Adler, ФРГ (301 тип стежка) – универсальная одноигольная машина, предназначенная для легких материалов, оснащена автоматической подрезкой ниток и подрезания срезов, что увеличивает ее производительность. Данная машина выбрана для соединения деталей из подкладки.
697 D, Durkopp Adler, ФРГ (301 тип стежка) - машина для втачивания рукавов в пройму и прикрепления плечевых накладок, предназначена для средних и тяжелых материалов, подкладки и плечевой накладки. Данная машина выбрана потому, что по модели предполагается наличие плечевых накладок. Данная машина позволяет качественно выполнить прикрепления плечевой накладки, а также обеспечивает качественную посадку рукава при его втачивании в пройму. Она позволяет сократить время обработки данного узла и получить качественную обработку данного узла.
Подбор машин велся с учетом их производителя, т.к. при эксплуатации техническое обслуживание оборудования одной марки более выгодно и удобно.
Также для данного пальто выбрано оборудование для ВТО и дублирования, которое представлено в таблице 5.[7]
Таблица 5 – Оборудование для влажно-тепловой обработки и дублирования
|
Оборудование |
Марка (тип), предприятие-изготовитель |
Назначение |
|
Электропаровой утюг для разутюживания припусков швов |
Macpi-tronic 034.30 /31, «Macpi»,Италия |
Для разутюживания припусков швов стачивания |
|
Утюг универсальный электропаровой |
028.20, «Macpi»,Италия |
Для заутюживания припусков швов стачивания, приутюживания швов стачивания |
|
Утюг паровой, для окончательной обработки |
011.10, «Macpi»,Италия |
Для окончательной обработки изделия |
|
Пресс непрерывного действия |
RSP 45, GLOBAL |
Для дублирования всех деталей изделия |
Macpi-tronic 034.30 /31, «Macpi»,Италия - электропаровой утюг для разутюживания припусков швов., оснащен специальной узкой подошвой, что позволяет разутюживать срезы не нарушая формы изделия вокруг этих срезов, предназначен для разутюживания припусков швов деталей из основного материала.
028.20, «Macpi»,Италия - утюг универсальный электропаровой, предназначен для всех видов внутрипроцессной влажно-тепловой обработки изделия, используется как для основного, так и для подкладочного материала.
011.10, «Macpi»,Италия - утюг паровой, для окончательной обработки, предназначен для всех видов окончательной влажно-тепловой обработки.
RSP 45, GLOBAL - пресс непрерывного действия, предназначен для дублирования всех деталей изделия. Выбран потому, что обеспечит образование качественного клеевого соединения, позволит продублировать детали больших размеров, а также значительно сократит время дублирования.
6 РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОЙ ПОСЛЕДОВАТЕЛЬНОСТИ ИЗГОТОВЛЕНИЯ ПРОЕКТИРУЕМОГО ИЗДЕЛИЯ
Технологическая последовательность изготовления проектируемого изделия разработана на основе выбранных методов обработки и представлена в форме таблицы 6.
Таблица 6 – Технологическая последовательность обработки женского демисезонного пальто
|
Номер и содержание неделимой операции |
Оборудование, инструменты, приспособления, завод-изготовитель | |
|
1 |
2 | |
|
ЗАГОТОВКА | ||
|
Дублирование деталей | ||
|
1. Дублирование боковой и центральной частей спинки; боковой и центральной частей полочки; подбортов; локтевой и передней частей рукава; воротника; кокетки, пат, погон; обтачки горловины спинки. |
Пресс непрерывного действия RSP 45, GLOBAL | |
|
Обработка полочки | ||
|
2.Стачивание боковой и центральной частей полочки. |
291 – 664072/E 101 Durkopp Adler, ФРГ | |
|
3.Разутюживание припуска шва стачивания боковой и центральной частей полочки . |
028.20, «Macpi»,Италия | |
|
4. Обтачивание кокетки подкладкой |
DB2-D772 Brother | |
|
5. Подрезание припусков шва обтачивания в углах кокетки |
ножницы | |
|
6. Вывертывание кокетки на лицевую сторону |
---------- | |
|
7. Приутюживание кокетки |
028.20, «Macpi»,Италия | |
|
8. Настрачивание отделочной строчки по кокетке |
291 – 664072/E 101 Durkopp Adler, ФРГ | |
|
Обработка спинки | ||
|
9.Стачивание средних срезов спинки. |
291 – 664072/E 101 Durkopp Adler, ФРГ | |
|
10.Разутюживание припуска шва стачивания среднего шва спинки . |
028.20, «Macpi»,Италия | |
|
11.Надсекание припуска среднего правой части спинки в начале шлицы |
ножницы | |
|
12. Стачивание боковой и центральной частей спинки. |
291 – 664072/E 101 Durkopp Adler, ФРГ | |
|
13.Разутюживание припуска шва стачивания боковой и центральной частей спинки . |
028.20, «Macpi»,Италия | |
|
Обработка воротника | ||
|
14. Обтачивание воротника по концам. |
DB2-D772 Brother | |
|
15.Подрезание припусков шва обтачивания в углах воротника. |
Ножницы | |
|
16.Вывертывание воротника на лицевую сторону |
----------- | |
|
17. Приутюживание воротника. |
028.20, «Macpi»,Италия | |
|
Обработка рукавов | |||
|
18. Стачивание передних срезов. |
291 – 664072/E 101 Durkopp Adler, ФРГ | ||
|
19.Разутюживание припуска шва стачивания передних срезов. |
028.20, «Macpi»,Италия | ||
|
20. Стачивание среднего среза паты. |
DB2-D772 Brother | ||
|
21. Обтачивание пат по концам. |
DB2-D772 Brother | ||
|
Продолжение таблицы 7 |
| ||
|
1 |
2 | ||
|
22. Вывертывание паты. |
----------------- | ||
|
23. Приутюживание паты. |
028.20, «Macpi»,Италия | ||
|
24. Настрачивание отделочной строчки по трем сторонам паты шириной 7 мм. |
291 – 664072/E 101 Durkopp Adler, ФРГ | ||
|
25.Настрачивание клеевых прокладок на нижние срезы подкладки, выпуская на 7-8 мм за срез |
291 – 664072/E 101 Durkopp Adler, ФРГ | ||
|
26.Заметывание припуска на подгиб низа рукава, вкладывая прокладку вместе с клеевой так, чтобы линия подгиба низа рукавов совпадала с нижним срезом клеевой прокладки |
Игла, нить | ||
|
27.Приутюживание низа рукавов, выполняя клеевое соединение |
Macpi-tronic 034.30 /31, «Macpi»,Италия | ||
|
28. Удаление строчки заметывания |
----------- | ||
|
29. Стачивание локтевых срезов, вкладывая паты и нижних срезов утепляющего материала |
291 – 664072/E 101 Durkopp Adler, ФРГ | ||
|
30. Разутюживание припусков шва стачивания локтевых швов. |
Macpi-tronic 034.30 /31, «Macpi»,Италия | ||
|
31. Вывертывание рукавов на лицевую сторону |
-------------------- | ||
|
32.Уточнение прокладки по окату рукава |
-------------------- | ||
|
Продолжение таблицы 7 |
| ||
|
1 |
2 | ||
|
Обработка подкладки | |||
|
33. Стачивание среднего шва спинки. |
212 – 24125, Durkopp Adler, ФРГ | ||
|
34.Стачивание боковых срезов, вкладывая долевики. |
212 – 24125, Durkopp Adler, ФРГ | ||
|
35. Стачивание плечевых срезов. |
212 – 24125, Durkopp Adler, ФРГ | ||
|
36. Стачивание локтевых срезов рукавов. |
212 – 24125, Durkopp Adler, ФРГ | ||
|
37. Стачивание передних срезов рукавов, оставляя отверстие. |
212 – 24125, Durkopp Adler, ФРГ | ||
|
38. Втачивание рукавов в пройму. |
697 D Durkopp Adler, ФРГ | ||
|
39. Приутюживание подкладки. |
028.20, «Macpi»,Италия | ||
|
Монтаж | |||
|
40. Стачивание боковых срезов. |
291 – 664072/E 101 Durkopp Adler, ФРГ | ||
|
41. Разутюживание припусков шва стачивания боковых срезов. |
Macpi-tronic 034.30 /31, «Macpi»,Италия | ||
|
42. Намелка линии низа |
Мел, лекало | ||
|
43.Наметывание подбортов на полочку ручными стежками. |
Игла,нитки | ||
|
44.Сутюживание посадки подборта. |
Macpi-tronic 034.30 /31, «Macpi»,Италия | ||
|
45.Намелка линии обтачивания верхних и нижних углов борта. |
Вспомогательное лекало,карандаш | ||
|
46. Обтачивание бортов подбортами. |
291 – 664072/E 101 Durkopp Adler, ФРГ | ||
|
47. Подрезание припуска шва обтачивания бортов подбортами в уголках. |
Ножницы | ||
|
48.Удаление строчки наметывания. |
------------------- | ||
|
49.Вывертывание подбортов на изнаночную сторону. |
------------------- | ||
|
50.Выметывание края борта, формируя кант. |
Игла,нитки | ||
|
51.Притачивание полоски х/б ткани к внутреннему срезу подборта |
291 – 664072/E 101 Durkopp Adler, ФРГ | ||
|
52. Приутюживание края борта и заутюживание линии низа. |
028.20, «Macpi»,Италия | ||
|
53.Удаление строчки выметывания |
-------------- | ||
|
54.Настрачивание отделочной строчки по краю борта шириной 7 мм. |
291 – 664072/E 101 Durkopp Adler, ФРГ | ||
|
55. Стачивание плечевых срезов. |
291 – 664072/E 101 Durkopp Adler, ФРГ | ||
|
56. Разутюживание припуска шва стачивания плечевых срезов. |
028.20, «Macpi»,Италия | ||
|
57. Стачивание плечевых срезов подбортов и обтачки горловины спинки. |
291 – 664072/E 101 Durkopp Adler, ФРГ | ||
|
58.Разутюживание припусков шва стачивания плечевых срезов подбортов и обтачки горловины спинки. |
Macpi-tronic 034.30 /31, «Macpi»,Италия | ||
|
59. Втачивание нижней стойки в борта и обтачку горловины спинки. |
291 – 664072/E 101 Durkopp Adler, ФРГ | ||
|
60. Разутюживание припусков шва втачивания подбортов и обтачки горловины спинки в нижнюю стойку. |
Macpi-tronic 034.30 /31, «Macpi»,Италия | ||
|
61. Втачивание верхней стойки в горловину изделия. |
291 – 664072/E 101 Durkopp Adler, ФРГ | ||
|
62. Разутюживание припусков шва втачивания верхней стойки в горловину изделия. |
Macpi-tronic 034.30 /31, «Macpi»,Италия | ||
|
63. Стачивание припусков швов втачивания верхней и нижней стоек на участке горловины спинки. |
291 – 664072/E 101 Durkopp Adler, ФРГ |
| |
|
64.Настрачивание отделочной строчки по воротнику шириной 7 мм. |
291 – 664072/E 101 Durkopp Adler, ФРГ |
| |
|
65. Втачивание рукавов в пройму. |
697 D Durkopp Adler, ФРГ |
| |
|
66. Сутюживание посадки по окату рукава. |
028.20, «Macpi»,Италия |
| |
|
67. Притачивание плечевой накладки и долевика. |
697 D Durkopp Adler, ФРГ |
| |
|
68.Притачивание подкладки к внутреннему срезу подборта. |
291 – 664072/E 101 Durkopp Adler, ФРГ |
| |
|
69. Притачивание подкладки к припуску на подгиб низа рукава. |
291 – 664072/E 101 Durkopp Adler, ФРГ |
| |
|
70.Прикрепление припуска на подгиб низа рукава в области локтевых и передних швов. |
291 – 664072/E 101 Durkopp Adler, ФРГ |
| |
|
71. Стачивание припусков локтевых швов из основного и подкладочного материалов. |
291 – 664072/E 101 Durkopp Adler, ФРГ |
| |
|
72.Прикрепление подкладки в верхней части рукава через долевик (разметывание пройм). |
291 – 664072/E 101 Durkopp Adler, ФРГ |
| |
|
73. Вывертывание изделия на лицевую сторону через отверстие в рукаве. |
----------------- |
| |
|
74. Застрачивание припуска на подгиб низа подкладки
|
291 – 664072/E 101 Durkopp Adler, ФРГ |
| |
|
75. Притачивание подкладки к правому припуску шлицы, одновременно обтачивая нижний угол шлицы. |
291 – 664072/E 101 Durkopp Adler, ФРГ |
| |
|
76. Вывертывание и выправление угла |
----------------- |
| |
|
Продолжение таблицы 7 |
|
| |
|
1 |
2 |
| |
|
77. Притачивание подкладки с обработанным срезом низа к левому срезу шлицы, стачивая срез подкладки в верхней его части в виде «вытачки» |
291 – 664072/E 101 Durkopp Adler, ФРГ |
| |
|
78.Подшивание участка низа подкладки к подгибу низа изделия. |
Игла, нить |
| |
|
79.Подшивание припусков на подгиб низа . |
|
| |
|
80. Застрачивание отверстия в переднем шве подкладки рукава накладным швом с двумя закрытыми срезами. |
291 – 664072/E 101 Durkopp Adler, ФРГ |
| |
|
81. Вывертывание рукавов на лицевую сторону. |
----------------- |
| |
|
82. Намелка места расположения петель. |
Мел, лекало |
| |
|
83. Обметывание петель. |
МЕВ-1891 Juki |
| |
|
84. Намелка места расположения пуговиц. |
Мел, лекало |
| |
|
85. Пришивание пуговиц. |
574 – 133671/Е104/10,5, Durkopp Adler, ФРГ |
| |
|
86. Окончательная влажно-тепловая обработка. |
011.10, «Macpi»,Италия |
| |