

5.2.Напыление. Компоненты. Операции. Оборудование. Режимы
Данный метод получил распространение при мелком и среднесерийном производстве. Не смотря на то, что в данном случае подразумеваются определенные затраты на закупку оборудования метод напыления имеет ряд преимуществ перед ручной выкладкой.
Перед формованием напыления стеклонаполнитель наполняется при помощи сжатого воздуха на открытую форму одновременно со связующим в одной струе и инициатором.
Напыление гелькоута и стеклопластика осуществляется с помощью специальной установки производства формы Гласкрафт. Отпадает необходимость в производственном раскрое стекломатериалов и приготовления связующего, резко сокращается доля ручного труда.
Установка автоматически осуществляет жесткую дозацию смолы и отвердителя, осуществляет рубку стеклонити (ровинг) на части заданных размеров 0.8-5 см.
После рубки части нити попадают в струю связующего и пропитываются во время переноса на матрицу.
На долю ручного труда остается уплотнение стеклонити в матрице прокаточным валиком.
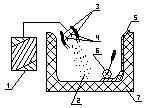
1 – стеклоровинг
2 – смола с индикатором
3 – рубильное устройство
4 – смола с ускорителем
5 – уплотненный слой неотвержденного стеклопластика
6 – валик
7 – форма(матрица)
Различия методов ручной выкладкой и напылением заключается в том, что оператор может с помощью пульверизатора создавать различную требуемую толщину слоя пропитанных стеклянных волокон форме.
В случае применения при формовании метода напыления связующего горячего напыления связующего горячего напыления в форму с изделием подают камеру для термообработки при температуре 70-80оС в течении 20-30 минут.
При использовании связующего холодного отверждения формование проводят при температуре 35-40оС. В этом случае, например: при изготовлении корпуса лодки требуется от 40 минут до 3 часов. Формование напылением позволяет заменить сравнительно дорогостоящие стеклянные ткани, холсты на термонити и жгуты, а также сокращает сроки формования и улучшает качество пропитки.
Изготовление стеклопластика, изготовленного методом напыления имеет ряд преимуществ:
Не требуется раскрой стекломатериала и подготовка связующего, что позволяет экономить время, полезные площади, работу персонала.
Существенно сокращаются производственные площади из-за снижения числа специально оборудованных мест для формования.
Увеличивается скорость формования изделия.
Упрощается контроль за качеством продукции.
Экономится фонд заработной платы.
Снижается себестоимость конечного изделия, т.к. ровинг наиболее дешевый стекломатериал.
Подсчитано, что при подготовке связующего небольшими количествами при различном формовании на стенках тары и инструментах остается до 5% связующего.
Качество конечного продукта в основном зависит от мастерства оператора.
Оснастка в данном методе используется та же, что и при ручном формовании. Стекломатериал, используемый при напылении дешевле, чем материал при ручном формовании, что позволяет получить экономию на материале 25-30 рублей на 1 кг стеклопластика.
Методом напыления изготавливают: многослойные панели, корпуса лодок и катеров, кузова для автомобилей, мебель для железнодорожных вагонов, антикоррозионное покрытие.