

5.8.Литье под давлением.
При литье под давлением наполненный реактопласт пластифицируется в материальном цилиндре литьевой машины и под действием поступательного движения червяка или поршня, в зависимости от типа литьевой машины, нагнетается, впрыскивается в обогреваемую пресс-форму, где происходит отверждение.
Преимущество литьевого прессования и литья под давлением с использованием литьевых машин очевидное: при переработке неармированных композиций, лишь частично проявляются при формовании армированных пластиков. Однако эти методы позволяют достаточно полно реализовать такие преимущества как: более высокое качество поверхности и более точные размеры, но лишь при использовании специальных композиций.
Литье под давлением наполненных реактопластов более прогрессивный способ переработки, который заключается в нагревании материала до вязко-текучего состояния и передавливание его в закрытую обогреваемую литьевую форму, где материал приобретает конфигурацию внутренней полости формы и затвердевает. Этим методом получают изделия массой от нескольких грамм до нескольких килограмм с толщиной стенок 1-20 мм, чаще всего 3-6 мм. Для осуществления литья под давлением применяют плунжерные или шнековые литьевые машины, на которых устанавливают литьевые формы различной конструкции. Данный способ переработки требует наличие пресс-материала, обладающего необходимыми техническими свойствами, в частности, маленькой вязкостью и большой жизнеспособностью в вязко-текучем состоянии.
Схема литьевой машины со шнековой и плунжерной пластикацией расплава:
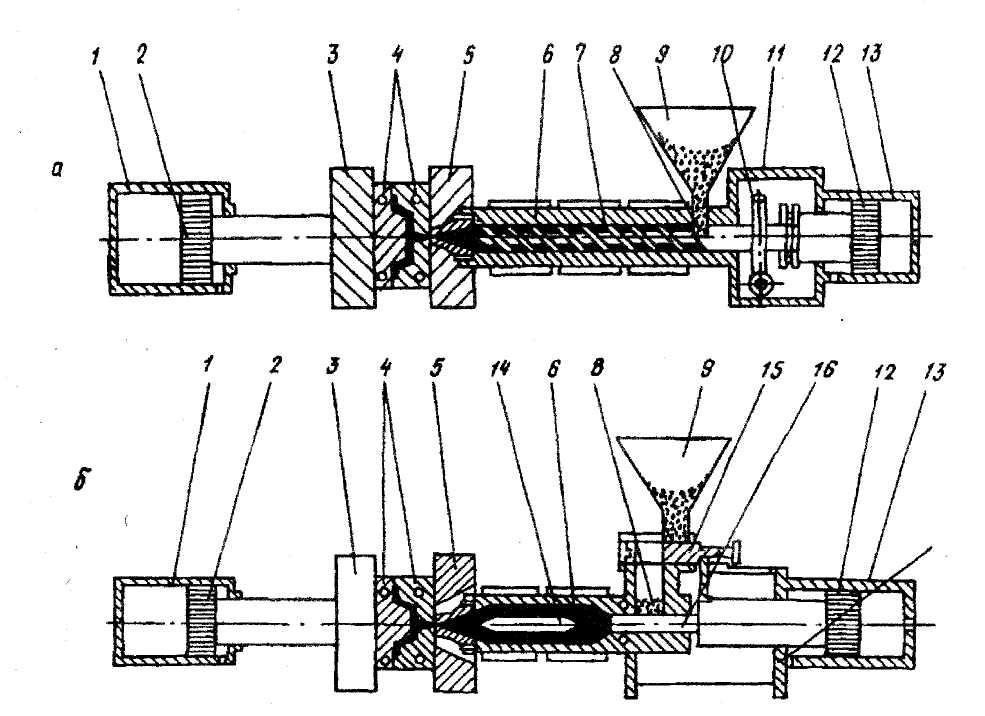
а - шнековая
б - плунжерная
1 - гидроцилиндр механизма смыкания
2 - поршень гидроцилиндра механизма смыкания
3 - подвижная плита
4 - полуформы
5 - неподвижная плита
6 - пластикационный цилиндр
7 - шнек
8 - загрузочное окно цилиндра пластикации
9 - бункер
10 - привод шнека
11 - корпус цилиндра механизма впрыска
12 - поршень гидроцилиндра впрыска
13 - гидроцилиндр впрыска
14 - торпеда-рассекатель потока расплава
15 - дозатор
16 - плунжер
6 - профиль
Для нагревания используют ТВЧ.
Лекция 17
5.9. Литье смолы. Метод rtm
Компоненты. Операции. Оборудование. Режимы
Этот метод используется для получения изделий, поверхности которых должны иметь декоративный внешний вид и точность размеров, выше, чем можно достичь при формовании в открытой форме ручной выкладкой или напылением
По данному методу сухой армированный материал в виде стекломата или ткани, выкладывают в форму, разогревают её и под давлением всасывают связующее таким образом, чтобы полностью пропитать им находящийся в ней наполнитель
Метод RTM
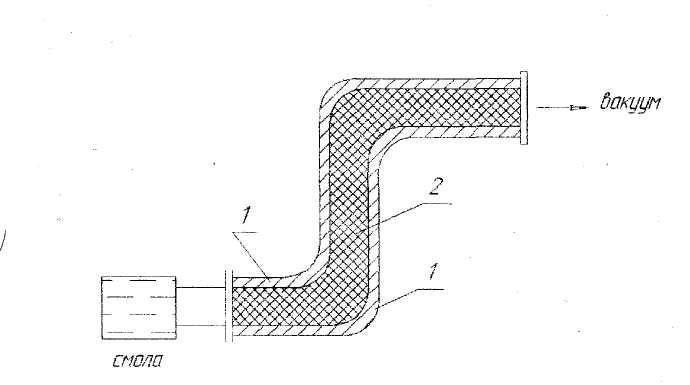
1 - форма
2 - наполнитель
Связующее впрыскивают в нижнюю точку с тем, чтобы при поднятии вверх оно вытеснило воздух по краям изделия и вентиляционных каналах, когда две полу формы соединяются армированный материал частично сжимается и хотя воздух может выходить течение связующего затрудняется, часто для удаления воздуха применяется вакуум, а связующее подается при небольшим напором. После заполнения формы её нагревают до температуры отверждения с помощью встроенных в форму нагревателей.
Схема формования вакуумного всасывания:
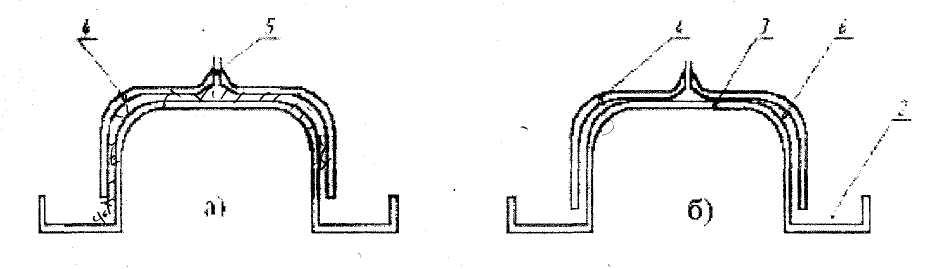
а - перед формованием;
б - после формования.
1 - стекловолокнистый наполнитель (сухой)
2 - смола
3 - нижняя позитивная форма
4 - верхняя негативная форма
5 - патрубок
6 - отформованное изделие.
Лекция 18.