

Неоднородность металла сварного шва
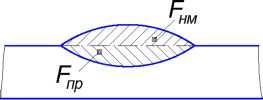
Химический состав различных слоев металла шва можно подсчитать, зная для каждого слоя доли участия наплавленного и проплавленного металлов. При наплавке (рис. 3.1, а) содержание элемента в первом и п-ном слоях соответственно определяется по формулам:
Сш= (1 - ®)СНМ+ 0Спр;
Спш=СсН - (СНм- Спр )0п,
где СНм- содержание элемента в наплавленном металле с учетом его перехода из электродного стержня, покрытия или флюса, а также угара элемента при сварке;
Спр- содержание элемента в проплавленном основном металле;
0=
1
1
1НМ ^1пр
-
доля основного металла в шве.
^~нм
Рис.
3.1. Схемы определения состава шва: а -
наплавка валика; б - однослойный стыковой
шов; в - корневой слой стыкового
соединения
F1
F 2
пр пр
а
![]()
Содержание элемента в однослойном стыковом шве (рис. 3.1, б) или корневом слое многопроходного шва (рис. 3.1, в)
~і2
пр
где Спр- содержание элемента в стали 1;С]р- содержание элемента в стали 2;
пр пр
1НМ + Кр + 1пр
г = ~Пт- степень проплавления одной из кромок относительно
^пр
другой в однослойном шве. Например, при сварке перлитной стали с аустенитной значение гдля последней может быть равным 0,6.
В таблице 3.1 приведены обобщенные данные о доле участия перлитной и аустенитной сталей в шве для основных методов сварки плавлением и типов соединений.
Таблица 3.1 - Степени проплавленим свариваемых кромок сталей в зависимости от типа соединения и метода свари
|
Тип соединения |
Структурный класс стали |
Доля участия 0 для сварки, % | |||
|
ручная дуговая |
под флюсом |
неплавящимся ленточным электродом |
электрошлаковая | ||
|
Наплавка валика |
перлитная |
15-40 |
25-50 |
8-20 |
- |
|
аустенитная |
25-50 |
35-60 |
15-25 |
- | |
|
Однослойные стыковые соединения |
перлитная |
20-40 |
25-50 |
- |
20-40 |
|
аустенитная |
30-50 |
40-60 |
- |
30-50 | |
|
Корневые швы стыковых и угловых швов |
перлитная |
25-50 |
35-60 |
- |
- |
|
аустенитная |
35-60 |
40-70 |
- |
- | |
При использовании методов сварки давлением с нагревом и оплавлением (например, точечной или шовной) состав литого ядра определяется соотношением проплавленных участков свариваемых деталей. Аустенитные стали с перлитными в этих случаях целесообразно сваривать на жестких режимах, обеспечивающих минимальное проплавление перлитной составляющей.
Зона сплавления сварных соединений
При выборе сварочных материалов и оценке работоспособности комбинированных сварных конструкций из разнородных сталей особое внимание должно уделяться зоне сплавления основного металла и шва разного легирования. Зона сплавления может быть вероятным участком развития хрупких разрушений во время изготовления и эксплуатации конструкций. Среди процессов, определяющих строение и свойства этой зоны, наибольшее значение имеют условия кристаллизации разнородных материалов и развитие в ней диффузионных прослоек переменногосостава.
В результате незавершенности процессов смешивания наплавленного металла с основным при сварке вблизи границы сплавления со стороны шва возникают прослойки переменного состава между основным металлом и швом, условно называемые кристаллизационными. Протяженность этих прослоек обычно колеблется для разных условий сварки в пределах 0,2-0,6 мм.
Значительное влияние на строение зоны сплавления и свойства сварного соединения оказывает развитие в ней переходных прослоек, обусловленных миграцией углерода из нелегированной составляющей в составляющую, обогащенную энергичными карбидообразующими элементами. Эти прослойки возникают в сварных соединениях разнородных перлитных сталей и в соединениях перлитных сталей с мартен- ситными, ферритными и аустенитными сталями или швами. В зоне сплавления со стороны менее легированной стали или шва образуется обезуглероженная полоса, а со стороны легированной составляющей - науглероженная прослойка высокой твердости. Их протяженность растет с повышением разницы в легировании контактируемых материалов и достигает наибольшей величины в зоне сплавления углеродистой стали с аустенитной сталью или швом.
Интенсивность миграции углерода в зоне сплавления можно снизить, в первую очередь, за счет перехода от углеродистых сталей к низколегированным сталям с достаточным содержанием в них карбидообразующих элементов, необходимых для полного связывания углерода.