

2 Обробка типових деталей
Маршрутний опис ТП звичайно є основним в одиничному й дрібносерійнім виробництвах і супровідним (додатковим) в інших типах виробництв.
Вихідними даними для розробки маршрутної технології являються:
- креслення деталі і заготовки з технічними вимогами,
- раніше встановлений тип виробництва,
- раніше проведене відпрацьовування технологічності конструкції деталі;
- попередньо вибрані маршрути (плани) обробки окремих поверхонь,
- раніше обрані технологічні бази з попередньо наміченим планом обробки заготовки.
Уточнення найменування й змісту операцій механічної обробки дозволяє правильно вибрати верстат з наявного парку. Вибір типу верстата визначається можливістю забезпечити певне формоутворення і виконання технічних вимог по точності форми, розташування й шорсткості поверхонь. При виборі верстатів враховують наступні фактори:
1) відповідність основних розмірів верстата габаритним розмірам заготовки;
2) відповідність продуктивності верстата річній програмі випуску деталей;
3) можливість повного використання верстата як за часом, так і по потужності;
4) найменша собівартість обробки (орієнтовна або порівняльна);
5) відпускна ціна верстата і необхідність використання наявних верстатів.
До технологічного обладнання для виконання технологічного процесу із заданою продуктивністю і точністю вибирається технологічне оснащення – інструмент, пристрої тощо.
Розробка маршруту – складна задача з великим числом варіантів її рішення. У цілому розробка маршруту виготовлення деталі повністю відповідає загальній послідовності й принципам ухвалення технологічного рішення.
2.1 Обробка деталей типу „фланці, диски”
Приклад 1.На рис. 1. поданий ескіз фланця з розмірами, та переліком поверхонь які обробляються і ескіз заготовки з трубного прокату, відрізаної з припусками на обробку.
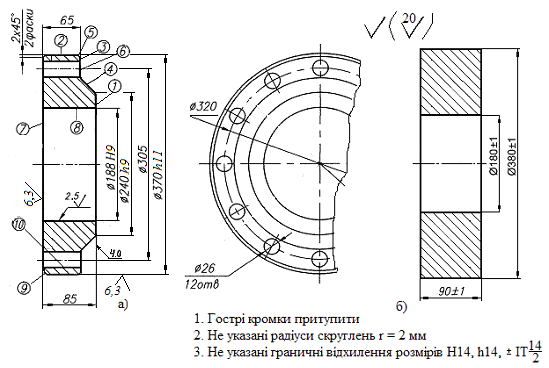
Рис. 1 – Ескіз фланця і заготовки
2.1.1 Вибір методів і маршруту обробки поверхонь (моп)
Методи обробки згідно технічних вимог зведені в таблиці 2.
Табл. 2 - Методи обробки поверхонь фланця
-
№
поверхні
Види поверхонь
Технічні вимоги
Методи обробки
поверхонь
IТ
Ra
1
Торцева
9
4
Чистове точіння
2
Зовнішня циліндрична
11
6,3
Напівчистове точіння
3
Торцева
14
20
Чорнове точіння
4
Зовнішня конічна
14
20
Чорнове точіння
5
Фаска
14
20
Чорнове точіння
6
Торцева
14
20
Проточка риски
7
Торцева
11
6,3
Напівчистове точіння
8
Внутрішня циліндрична
9
2,5
Чистове точіння
9
Фаска
14
20
Чорнове точіння
10
Отвір
14
20
Свердління
2.1.2 Розробка маршруту обробки деталі (мод) і карти ескізів
Всю обробку поверхонь фланця можна виконати на токарному та вертикально-свердлильному верстатах.
Карта ескізів для кращого розуміння змісту переходів містить графічну ілюстрацію ТП виготовлення окремих елементів виробу. Нижче наведена карта ескізів для основних переходів і операцій обробки.
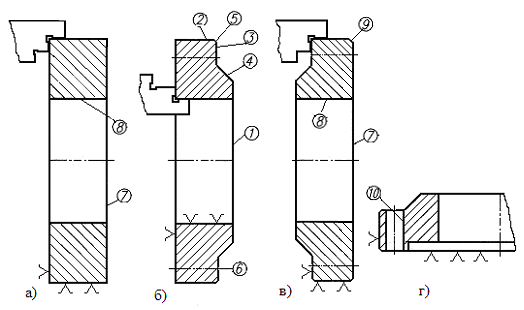
Рис. 2 – Карта ескізів обробки фланця
005 Токарна операція:
Установ А(рис 2, а) - перший установ заготовки на стискні губки з упором в торці кулачків патрона (чорнова база). Виконати наступні переходи:
1 Підрізати торець, поверхня 7 (L~(380 - 180)/2 =100 мм);
2 Розточити отвір, поверхня 8, Ø=180 мм (L = 90);
Установ Б(рис. 2, б) - другий установ на розтискні губки, базування по внутрішньому діаметру з упором в торець кулачка (чистова база). Виконати наступні переходи:
1 Підрізати торець, поверхня 1 (L~(380 - 180)/2 =100 мм
2 Обточити поверхню 2 (Ø = 370 мм, L = 90);
3 Підрізати торець, поверхня 3 (L~(370 - 305)/2 =33 мм на глибину 20 мм
4 Проточити конічну поверхню 4 (L~(305 - 240)/2 =33 мм
5 Проточити фаску, поверхня 5, Ø = 370 мм, 2х45º;
6 Проточити риски під розмітку отворів на Ø=320 мм, поверхня 6, глибина 1 мм.
Установ В (рис. 2, в) - третій установ на стискні губки з упором в торці кулачків патрона (чистова база). Виконати наступні переходи:
1 Підрізати торець, поверхня 7, (L~(370 - 185)/2 =55 мм);
2 Проточити фаску, поверхня 9, Ø=370 мм, 2х450;
3 Розточити отвір, поверхня 9, Ø = 188 мм;
010 Розміточна
Одна установка (рис. 2, г), одна позиція. Розмітити і накернити центри для 12 отворів Ø26 мм.
015 Свердлувальна операція(Два установи, 4 рази по 12 позицій)
Установ А(рис 2, г), 12 позицій.
1 Свердлити отвори (поверхня 10) спочатку на діаметр Ø=12 мм, (12 позицій);
2. Розсвердлити отвори на діаметр Ø26 мм (12 позицій);
3. Зняти фаски (гострі кромки зенківкою - 12 позиції);
Установ Б
1 Зняти фаски (гострі кромки - 12 позицій);