

020 Контрольна
Контролювати розміри деталі згідно технічних вимог
2.1.3 Вибір верстатів, пристроїв та інструменту
Верстати:
1. Токарний верстат 16К20;
2. Вертикально свердлильний верстат;
3. Слюсарний верстат.
Пристрої:
1. Токарний трьох кулачковий патрон;
2. Затискний устрій фрезерного чи свердлувального верстату;
3. Кондуктор, центровочні призми.
Робочий інструмент:
1. Різець токарний прохідний упорний (ДСТ 18879);
2. Різець токарний підрізний (ДСТ 18774;
3. Різець токарний розточний (ДСТ 18884).
4. Свердла спіральні зі швидкоріжучої сталі із циліндричним хвостовиком діаметром 12 і 26 мм.
5. Молоток слюсарний;
6. Кернер.
Вимірювальний інструмент:
1. Штангенциркуль ШЦ-400, ДСТ 162;
2. Штихмас мікрометричний МШ 150-1600;
3. Лінійка ЛМ- 500, ДСТ 427;
4. Кутник 900.
2.2 Типові маршрути обробки валів
Розглянемо основні операції механічної обробки для виготовлення вала з типовими конструктивними елементами й вимогами до них (рис. 3).
005 Заготівельна
Для заготовок із прокату - обрізка прутка на токарнім, фрезерно-відрізнім або інших верстатах. При виробництві заготовок методом пластичного деформування - штампувати або кувати заготовку.
010 Правильна (для прокату)
Виправлення заготовки на пресі. У масовому виробництві використовується до відрізки заготовок. У цьому випадку правиться весь пруток на правильно-калібровочнім верстаті.
015 Підготовча (підготовка технологічних баз)
Обробка торців і свердління центрових отворів. Операцію здійснюють:
- в одиничному виробництві підрізка торців і центрування - на універсальних токарних верстатах послідовно за два установа;
- у серійному виробництві підрізка торців виконується окремо від центрування горизонтально-фрезерних верстатах, а центрування - на одно- або двохсторонньому центрувальному верстаті. Можуть застосовуватися фрезерно-центрувальні напівавтомати послідовної дії з установкою заготовки по зовнішньому діаметру в призми і базуванні в осьовому напрямку по упору.
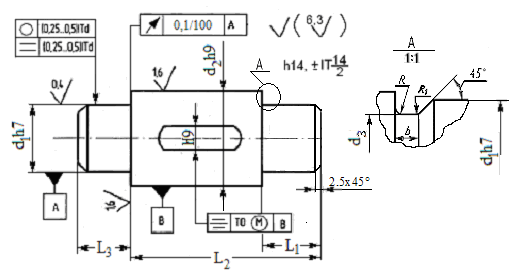
Рис. 3 - Ескіз вала з типовими технічними вимогами
020 Токарна (чорнова)
Виконується за два установа на одній операції або кожний установ виноситься як окрема операція. Виконується точіння зовнішніх поверхонь (із припусками під чистове точіння й шліфування) і проточування канавок, що забезпечує точність ІТ12 і шорсткість Ra ≤ 10 мкм. Залежно від типу виробництва операцію виконують:
- в одиничному виробництві на токарно-гвинторізних верстатах;
- у серійному - на копіювальних токарних верстатах, горизонтальних багато різцевих, напівавтоматах і верстатах із ЧПУ;
- у крупносерійному і масовому - на багатошпиндельних багато різцевих напівавтоматах; дрібні вали можуть оброблятися на токарних автоматах.
025 Токарна (чистова)
Аналогічна приведеній вище. Виконується чистове точіння шийок (з припуском під шліфування чи тонке точіння). Забезпечується точність IТ9-8, шорсткість Rа = 3,2-0,8 мкм.
030 Фрезерна
Фрезерування шпонкових канавок, шліців, зубів, усіляких лисок, тощо. Шпонкові пази залежно від конструкції обробляються або дисковою фрезою (якщо паз наскрізний) на горизонтально-фрезерних верстатах, або пальцевою фрезою (якщо паз глухий) на вертикально-фрезерних верстатах. У серійному й масовому виробництвах для отримання глухих шпонкових пазів застосовують фрезерні напівавтомати, що працюють маятниковим методом.
Шліцьові поверхні на валах найчастіше одержують методом обкатування черв'ячною фрезою на шліцефрезерних або зубофрезерних верстатах.