

Стьюдент коэффициенттерінің кестесі.
Р – сенімділік ықтималдылығы.n - өлшеулер саны.
|
n\P |
0,5 |
0,6 |
0,7 |
0,8 |
0,09 |
0,95 |
0,0989 |
0,999 |
|
2 3 4 5 6 7 8 9 10 15 20 40 60 120 |
1 0,82 0,77 0,74 0,73 0,72 0,71 0,71 0,70 0,69 0,69 0,68 0,68 0,68 0,67 |
1,38 1,06 0,98 0,94 0,92 0,90 0,90 0,90 0,88 0,87 0,86 0,85 0,85 0,85 0,84 |
2,0 1,3 1,3 1,2 1,2 1,1 1,1 1,1 1,1 1,1 1,1 1,1 1,0 1,0 1,00 |
3,1 1,9 1,6 1,5 1,5 1,4 1,4 1,4 1,4 1,3 1,3 1,2 1,3 1,3 1,3 |
6,3 2,9 2,4 2,1 2,0 1,9 1,9 1,9 1,8 1,8 1,7 1,7 1,7 1,7 1,6 |
12,7 4,3 3,2 2,8 2,6 2,4 2,4 2,3 2,3 2,1 2,1 2,0 2,0 2,0 2,0 |
31,8 7,0 4,5 3,7 3,4 3,1 3,00 2,9 2,8 2,6 2,5 2,4 2,4 2,4 2,3 |
636,6 31,6 12,9 8,6 6,9 6,0 5,4 5,0 4,8 4,1 3,9 3,6 3,5 3,4 3,3 |
Кестеден көрініп тұрғандай, 5-7 рет өлшеу үшін де және шексіз көп рет өлшеу кезінде де орташа квадраттық қателіктерді қолдануға болады. Автоматты өлшеу кезінде өлшеу саны өте үлкен болуы мүмкін, алайда өлшеу санының артуы орташа квадраттық қателіктердің азаюына әкелгенімен, қателік интервалы аралығында сенім ықтималдылығын өзгертпейді.
Қателіктерді жүйелі және кездейсоқ деп екі түрге бөлуге болады. Олардың арасындағы айырмашылық: жүйелі қателіктер шамасы және таңбасы жағынан тұрақты, ал кездейсоқ қателіктер, керісінше, өзінің шамасы мен таңбасын өзгертіп тұрады. Кездейсоқ қателіктерді көп рет өлшеу арқылы кемітуге болады. Жүйелі қателікті мұндай жолмен кеміту мүмкін емес. Кездейсоқ қателікті статистикалық әдістермен өңдеуге болады, ал жүйелі қателіктерге бұл әдістер қолданылмайды.
Жүйелі қателіктер өлшеу қондырғыларының қателіктерінен пайда болады (дұрыс істемейтін секундомер, қисық сызғыш, тілшесі бар құрал, яғни тілшесі өлшеу алдында нөлге келтірілмеген), тәжірибені жүргізу шартының алдын ала дайындалған теориядан айырмашылығынан, тәжірибе әдістемесінің жеткіліксіз болуынан пайда болады.
Жүйелі қателіктерді анықтау үшін ешқандай жалпы ереже жоқ. Олардың әр түрлі жағдайда пайда болуы арнайы зерттеулерді қажет етеді, сондықтан жүйелі қателіктерді толығымен ескермеуге болмайды, оларды тек кездейсоқ қателіктер тобына ауыстыруға болады.
Кездейсоқ қателіктер тәжірибелерде әр уақытта болады және ол көп мөлшердегі факторлар қосынды әсерлерінің нәтижесі болып табылады, ал олардың әрқайсысының әсерін ескеру мүмкін емес. Кездейсоқ қателіктерді тудыру көздері: бақылаушының аз ғана қателігі, қондырғыға әсер ететін кездейсоқ әсерлер және басқалар. Кездейсоқ қателіктерді алып тастауға болмайды, бірақ олардың ықпалын көп өлшеулер көмегімен нәтижелерін математикалық өңдеу арқылы ескеруге болады.
Кездейсоқ қателіктің түрлілігі – өрескел қателік немесе байқамай қалатын қателік болып бөлінеді. Олар тәжірибе жүргізушінің анық зер салмауынан болады (мысалы, өлшеуіш құрал арқылы дұрыс өлшемеу, санақты дұрыс жазбау және т.с.с.) Көп жағдайда, байқамай жіберілетін қателіктер көп ретті өлшеулер кезінде анық білінеді, себебі сәйкес санаудың басқалардан айырмашылықтары болады. Нәтижені қайта өңдеген кезде ондай санауды алып тастау керек.
Жүйелі қателіктерді ескере отырып, өлшеу нәтижесінің жалпы қателігінің сенім аралығын былай жазамыз:
![]()
мұндағы - жүйелі қателік, бұл оқу зертханасындағы өлшеуіш құралдың шкаласы бөліктерінің құнымен бағаланады немесе өлшеуіш құралда көрсетіледі.
Кейбір жағдайларда жалпы қателіктердің сенім аралығы мына формула бойынша есептеледі:
![]()
Өлшеудің соңғы нәтижесін мына түрде жазамыз: х=<x>±Dх;
Мысалы, = (7,70±0,72) 103 кг/м3, P=0,95.
Өлшеудің сан мәнінің сандық реті Dх сенім аралығын анықтаушы нәтижелерінің сандық ретімен бірдей болуы тиіс. Сенім аралығы екі мәндік санмен жазылады.
Өлшем дәлдігін білдіретін өлшеу нәтижесінің салыстырмалы қателігі мынаған тең:

Жанама өлшеу нәтижелерінің қателіктерін бағалау
Ізделініп отырған шама мына формула бойынша анықталады:
<y> = f (<x1>, <x2>,….<xn>)
Бұған өлшенетін шаманың орташа мәні қойылатын болады.
Жанама өлшеудің абсолют қателігі, әдетте, функцияның толық дифференциалын табу ережесімен анықталады. Мұнда айнымалылар дифференциялдары орнына алынған қателіктердің мәні қойылады. Бұл жағдайда барлық «-» теріс белгісі дифференциалдық формулада «+» оң болып ауыстырылады. Мысалы, жанама өлшенген шама
у
=![]() (х
(х![]() ,х2,...z1,.
z2..)
,х2,...z1,.
z2..)
мұндағы, х1, х2, … өлшенетін шамалар,
z1, z2… - белгілі шамалардың қабылданған кестелік мәндері.
Сонда абсолют қателік мынаған тең:
Dy=
Кестелік мәндер қателіктері орнына соңғы сан мәнінің жартысы алынады, әдетте бұл шама өлшеу қателігінен көп аз болады, оны ескермеуге болмайды.
Салыстырмалы қателік тікелей өлшеулердегідей абсолют қателіктің өлшенетін шамасына қатынасы арқылы анықталады. Алайда абсолют қателіксіз–ақ, салыстырмалы қателікті табуға болады. Бұл үшін:
1. есептеу формуласын y= f (x1, x2…xn) логарифмдейміз;
2. lny – тен толық дифференциалды табамыз.
d(lny)=
![]()
lny=![]() туындысы
және
туындысы
және
![]() дифференциалы барлық өлшеулер бойынша
салыстырмалы қателіктердің қосындысын
береді.
дифференциалы барлық өлшеулер бойынша
салыстырмалы қателіктердің қосындысын
береді.
Жанама өлшеудің салыстырмалы қателігі тікелей өлшеулердің салыстырмалы қателіктерінің қосындысы түрінде анықталады:
 =
=
![]()
Бастапқы қателіктер тәуелсіз және кездейсоқ болса, онда жанама өлшеулер қателіктерін есептеуде, олардың квадраттық қосындысы алынады.
Соңғы нәтиже мына түрде жазылады:
y =<y>±Dy;
Басқа шамалардың қарапайым функция болып табылатын шамаларының қателіктерін табу үшін кейбір формулалар кестеде келтірілген.
Жанама өлшеулердің салыстырмалы қателіктерінің кестесі
|
Функция түрі |
Абсолют қателік |
Салыстырмалы қателік |
|
X,Y,Z |
|
|
|
x/y |
|
|
|
|
|
|
|
|
|
|


Графиктерді салу және өңдеу ережесі
Графиктер өлшемі дәптер парағынан кем емес миллиметрлік қағазға салынады. Миллиметрлік қағазға қарындашпен координаттық осьтер сызылады, тәуелсіз шама үшін абсцисса осі таңдап алынады. Осьтердің ұштарына физикалық шамалардың белгіленуі мен олардың өлшем бірліктері көрсетіледі.
Масштаб бөліктері осьтерде 1, 2, 5 …сандарына еселі немесе 10±n санына көбейтілген (n – бүтін сан), бірдей қашықтықтарда орналасқан «бүтін» сандар түрінде салынады.
График барлық жерді алып жатуы үшін, осьтер бойында орналасатын санақ басы мен масштабты дұрыс таңдап алу керек. Таңдаудан кейін миллиметрлік қағазға қарындашпен осьтер және масштаб бойынша санақ басында майыспайтын және сынбайтын қисықтармен жалғанған тәжірибелік нүктелер салынады.
Қисық берілген нүктелерге жақын өтуі керек, бірақ оны әр нүкте сайын өткізуге тырыспау керек. Қисықтың екі жағы бойынша бірдей нүкте сандары орналастырылу керек.
Тәжірибелерде екі өлшемді шамалардың, x және y сызықтық тәуелділігі жиі кездеседі.
у=кх +b,
мұндағы, k және b – тұрақты шамалар.
Мұндай тәуелділік сызбасы түзу сызық түрінде болады. Тәжірибелік нүктелер әр түрлі қателіктер әсерінен бір түзуде жатпайды. Зерттеуді жүргізушінің мақсаты – ең тиімді жолмен түзуді жүргізу және тангенс бойынша көлбеу бұрышты анықтау.
![]()
Көп жағдайда, бұл коэффициенттің шамасының анықталуы тәжірибенің басты мақсаты болып табылады.
Таразыда өлшеу ережесі
Массаларды анықтау үшін дәлдігі және өлшеу аралықтары әр түрлі таразылар қолданылады. Таразылар әдетте, дәлдігі бірнеше миллиграмдар құратын техникалық таразылар және дәлдігі миллиграмның жүздік немесе мыңдық үлесін құрайтын электрондық таразылар болып бөлінеді. Таразылар қатаң түрде өлшенуге дайын болуы керек. Таразыны өлшеуге дайындауда жіберілген кез келген өрескелдік таразы тілінің тік бағытынан ауытқуына және өлшеу кезінде жүйелі қателердің пайда болуына әкеледі. Жүк өлшенбеген кезде таразы тілі тігінен нөлдік күйдің жанында тұрады. Бұл кезде таразы тілі нөлдік санмен сәйкес келмейді, сондықтан өлшеу алдында таразы тілін нөлге әкелу керек және шкаланың бөліктерін анықтау керек.
Таразылардағы жүкті өзгертуге болады. Өлшенетін денені арнайы қысқыш арқылы алу керек. Таразыны дұрыс орналастырмайынша, толығымен арретирді босатпау керек.
Таразылардағы жүйелі қателерді болдырмау мына әдістер үшін қолданылады:
1. Екі рет өлшеу әдісі. Дене алдымен таразының бір табақшасында, сосын басқа табақшасында өлшенеді. Нәтижесі екі өлшеудің орташа арифметикалық шамасы болып табылады.
2. Салыстыру әдісі. Дене әдеттегі құммен тең өлшеніп, таразының екінші табақшасына салынады. Осыдан кейін дене алынып тасталады да, әр түрлі салмақты кірлермен ауыстырылады.
3. Тұрақты тиелмелі әдіс. Мұнда бірінші табақшада тұрақты кір тұрады, ол кірдің массасы өлшеніп жатқан дене массасынан артық, екінші табақшада әр түрлі салмақтағы кірлер болады. Олар кірлер тепе-теңдігін қамтамасыз етеді. Сосын екінші табақшаға өлшенетін денені салады да, әр түрлі салмақты кірдің бір бөлігін алып тастайды, осы кезде жаңадан таразы тепе-теңдік күйге келетін болады.
Сызықтық өлшемдерді өлшеу
Штангенциркуль, микрометр.
Қарапайым жағдайда ұзындықты өлшеу–эталонды ұзындықпен салыстыру болып табылады. Өлшеу дәлдігін арттыру мүмкін болатын қателіктердің көзін жою. Шкаламен жұмыс жасаған кезде мұндай қателіктер шкаланың біркелкі болмауынан, шкала штрихтарының қалыңдығынан болуы және т.б. Барлық алынған өлшеу құралдарын дұрыстау қателік көздерін жою және шкала бөліктерін азайтумен шектеледі.
Штангенциркуль. Штангенциркуль бөліктерге бөлінген сызғыштан, араларына өлшенетін дене орналастырылған екі қысқаштан тұрады. Қысқыштың біреуі қозғалыссыз, онымен сызғыштың нөлдік санағы байланысады, екінші қысқыш сызғыш бойымен, дене өлшемі бойында сырғиды.

Штангенциркуль
Сурет 1
Әдетте, барлық құралдар шкаласы нониуспен қамтамасыз етіледі. Бастапқыда айтылғандай шкала бойынша жіберілген қателіктер шкаланың бөліктерінің жартысына тең. Мұндай баға – адам көзі шкаланың бөліну бөлігін 0,15-0,20 бөлікке тең дәлдікпен анықтауға байланысты. Өлшенетін дененің ұштары шкала штрихтарымен сәйкес келе бермейтіндіктен, қатені қателіктер құны деп бағалау алынды. Алайда, шкаланың дәл осындай бөлікке бөлінуі кезінде өлшеу дәлдігі артуы мүмкін. Шкаланың екі штрихтарын шкала штрихтарының енінің жартысына дейінгі дәлдікпен біріктіруге болады. Егер штрихтің ені басты бөліктің 0,05 – ін құрайтын болса, онда штрихтарды басты бөліктің 0,05 шамасының дәлдігімен біріктіруге болады. Бұл үшін қозғалыстағы қысқыш қосымша шкаламен жалғанады. Бұл шкала былай құрастырылады, яғни басты шкаланың бөлінген n бөліктеріне сәйкес келетін ұзындық қосымша шкалада n – 1 немесе n +1 бөліктерге бөлінуге тиіс. Сонда, қосымша шкаланың (нониустың) бір бөлігі басты шкаланың бөліктерінен 1/n-ге айырмашылықта болады. Егер нониус бөлігі басты шкала бөлігінен кем болса, онда нониус бірінші ретті нониус немесе тура нониус деп аталады. Егер нониус бөлігі шкала бөлігінен артық болса, онда ол кері немесе екінші ретті нониус деп аталады.
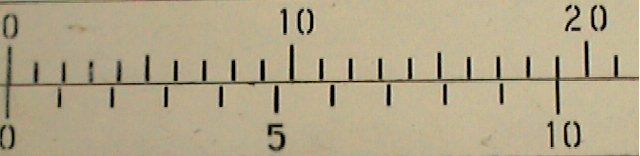
Бірінші ретті нониус
Сурет 2
Егер дене ұзындығы шкаланың бөлігінің бүтін санынан DL айырмашылықта болса, онда нониус DL-1/ n бөліктері сәйкес келеді. Бұл әдетте шкаламен салыстырғанда өлшеу дәлдігін – 20-10 есе арттыруға мүмкіндік береді.
Әр түрлі құрастырудан тұратын нониус барлық жағдайларда бұрыштық немесе сызықтық шамаларды өлшеу үшін қолданылады. Осы жағдайда олардың құрастырушысының айырмашылығы барлық нониус үшін шкала штрихының ені есебінен өлшенетін дене мен шкаланың бірігуі нәтижесінде дәлдіктің өсуі болып табылады.
Микрометр. Микрометрлік бұранда. Аз ұзындықтарды өлшегенде дәл санаумен бірге қозғалыстағы қысқыштың орын ауыстыруын ескеру қажет. Әдетте, ол микрометрлік бұранда көмегімен болады. Микрометрлік бұранда – бұл үлкен диаметрлі және аз жүрісті бұранда. Бұранданың бір айналымы қысқыштың аз жүріске тең арақашықтығына орын ауыстырады. Үлкен диаметрдің көмегімен бұранданың шеңберін үлкен бөліктерге бөледі (50-100 бөліктерге) және бұранда айналымының бөлігін оның жүріс бөлігіне ауыстырады. Бұранданың 0,5 мм жүрісі және бұранда шеңберінің 50 бөлікке бөлінуі – бұл 0,01 мм. дәлдікпен қалыңдықты өлшеуге мүмкіндік береді. Микрометрлік бұранданың шкаласы әдетте нониуспен қамтамасыз етілмейді, себебі бұранданың жүрісінің дәл келмеуі және бұранда қысқышының сапасы штрих қалыңдығына сәйкес келетін жүріс бөлігінен артық болады.

Микрометр
Сурет 3
Микрометр – микрометрлік бұрандамен байланысқан, бір жағында қозғалмайтын қысқышы, екінші жағында қозғалысты қысқышы бар қатаң металдық жалғаудан тұрады.
Микрометрмен жұмыс жасағанда, барлық өлшенетін денеге бірдей күш беру керек. Микрометрлік бұранданың ұстайтыны сол бұранданың фрикциондық берілісімен байланысқан.
№1 ЗЕРТХАНАЛЫҚ ЖҰМЫС