

Приклад перший до пп.5.1 , 5.2 [17]
(елементарний розмірний аналіз поверхні діаметром 40f7 вала)
(рисунок 5.1)
Розглянемо ЕРАН поверхні з застосуванням розрахунково-аналітичного методу визначення припусків на прикладі поверхні 2, вала, зображеного на рисунку 5.1 Необхідно визначити проміжні припуски і операційні розміри при обробці поверхні вала діаметром 40 f7, рисунок 5.1.
Технологічний маршрут обробки поверхні (МОП) зведено в таблицю 5.1. Аналітичний розрахунок припусків для найбільшого ступеня вала, який визначає діаметр прокату (поверхня 2), подано в таблиці 5.2.
.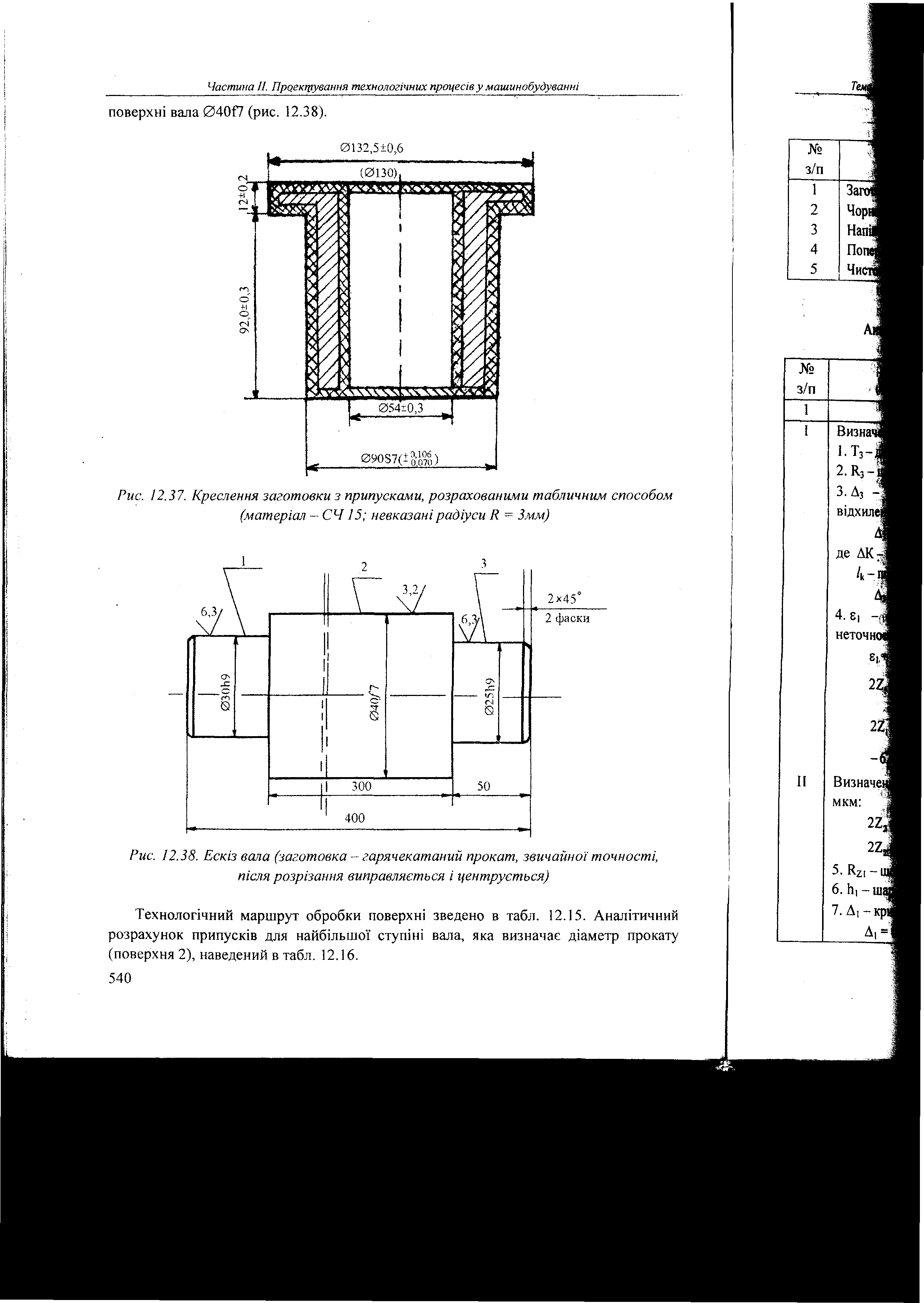
Рисунок 5.1 Ескіз вала (заготовка-гарячекатаний прокат, звичайної точності,
після розрізання виправляється і центрується)
Примітка. Аналітичний розрахунок проміжних припусків на обробку і граничних розмірів по технологічних переходах виконується за методикою, що наведена вище.
Таблиця 5.1 Технологічний маршрут обробки поверхні 40f7
-
№
з/п
Технологічні операції або переходи
Шорст-
кість, мкм
Квалітет
Допуски, мкм
1
2
3
4
5
Заготовка
Чорнове точіння
Напівчистове точіння
Попереднє шліфування
Чистове шліфування
500
160
40
10
3,2
h15-16
14/h14/
12/h12/
9/h9/
7/h7/
1100
620
840
50
25
Таблиця 5.2 Аналітичний розрахунок припусків для найбільшого ступеня валу,
який визначає діаметр прокату /поверхня 2/
|
№ з/п |
Формули для розрахунку шуканої величини |
Числові значення величин |
|
I
|
Визначення розрахункового припуску на чорнове точіння 1. h3 – дефектний шар на прокаті 2. R3 – шорсткість прокату 3. 3 – кривизна прутка після правлення /просторові відхилення для прокату обмежуються кривизною/ 3 = Klk де К – питома кривизна на 1 мм довжини, мкм. Lk – половина довжини заготовки 3 = 1,5 200 = 300 мкм
1 = 0,25Т3 = 0,25*1100= 275 мкм
|
h3 = 150 мкм R3 = 150 мкм
К = 1,5 мкм lk = 200 мМ 3= 300 мкм
1 = 275 мкм 2Z1min = 1,45 мм
2Z1max = 1,93 мм
|
|
II |
Визначення розрахункового припуску на чистове точіння, мкм:
5. RZ1 – шорсткість після чорнового точіння 6. h1 – шар наклепу після чорнового точіння 7. 1 – кривизна /залишкова/ після чорнового точіння; 1 - 0,06Δ3 = 0,06 300 = 18 мкм 8. 2 – похибка установки при напівчистовій обробці; 2 = 0 та для наступних переходів у разі обробки в центрах
|
RZ1 = 100 мкм h1 = 100 мкм
1 = 18 мкм
2 = 0
2Z2min=0,44 мм
2Z2max=0,72 мм |
|
|
Продовження таблиці 5.2 |
|
|
III
|
Визначення припуску на попереднє шліфування, мкм:
точіння
точіння
2 = 0,05Δ1 = 0,05 18 = 0,9 мкм 1,0 2Z3min = 2(50+50+1)=202 мкм 2Z3max = 200+340-50=490 мкм
|
RZ2 = 50 мкм
h2 = 50 мкм
2Z3min=0,02 мм 2Z3max=0,49 мм
|
|
IY
|
Визначення припуску на чистове шліфування, мкм:
13. h3 - товщина наклепаного шару після попереднього шліфування 14. 3 - кривизна після попереднього шліфування, мкм: 3 = 0,043 = 0,04 18 = 0,72 2Z4min = 2(10+20+1)=62 2Z4max = 60+50-25=85
|
RZ3 = 10 мкм h3 = 20 мкм
3 = 1 мкм
2Z4min = 0,06 мм 2Z4max = 0,85 мм
|
Зведені дані і схему аналітичного розрахунку припусків і граничних розмірів наведено в таблиці 5.3 і показано нарисунку 5.2.

Рис.5.2 Схема полів допусків і припусків на оброблюваній поверхні 40 f7
Таблиця 5.3
