

Раздел 2. Технология сварки металлов.
Тема 2.1 Технология сварки углеродистых сталей. Классификация и характеристика сталей. Сварка низкоуглеродистых сталей. Технологические особенности сварки. Сварочные материалы. Режимы сварки. Сварка среднеуглеродистых сталей. Трудности сварки. Особенности технологии сварки.
7.1 Технология сварки углеродистых сталей
ТЕХНОЛОГИЯ СВАРКИ УГЛЕРОДИСТЫХ СТАЛЕЙ
Сталь - это железный сплав, содержаний до 2% С. В углеродистых конструкционных сталях, широко используемых в машиностроении, судостроении и др., содержание углерода обычно составляет 0,05—0,9%. Углерод является основным легирующим злементом и определяет механические свойства этой группы сталей. Повышение его содержания в стали усложняет технологию сварки и затрудняет возможности получения равнопрочного сварного соединении без дефектов. Помимо углерода, в сталях присутствуют примеси: полезные- марганец и кремний и вредные- сера, фосфор.
Углеродистые стали делятся на два класса: обыкновенного качества (ГОСТ 380-2005) и качественные (ГОСТ 1050-88). По степени раскисления сталь изготовляют кипящей, спокойной и полуспокойной (соответствующие индексы «кп», «сп» и «пс»). Кипящую сталь, содержащую не более 0,07% Si, получают про неполном раскислении металла. Сталь характеризуется резко выраженной неравномерностью распределения серы и фосфора по толщине проката. Местная повышенная концентрация серы может привести к образованию кристаллизационных трещин в шве и околошовной зоне. Кипящая сталь склонна к старению в околошовной зоне и переходу- в хрупкое состояние при отрицательных температурах. В спокойной стали, содержащей не менее 0,12% Si, распределение серы и фосфора более равномерно. Эти стали менее склонны к старению. Полуспокойная сталь занимает промежуточное положение между кипящей и спокойной сталью.
Содержание углерода в сталях, поставляемых по ГОСТ 380-71, может изменяться в зависимости от марки в пределах от 0,06 – 0,12 до 0,50- 0,62%, а поставляемых по ГОСТ 1050-74 – от 0,05-0,11 до 0,82- 0,90%. Качественные стали имеют более узкие пределы по содержанию углерода в пределах марки, меньшее предельное содержание серы и фосфора.
Сталь обыкновенного качества поставляют без термообработки в горячекатаном состоянии. Изготовленные из нее конструкции обычно также не подвергают последующей термообработке. Эта сталь поставляется по ГОСТ 380—2005 на сталь углеродистую обыкновенного качества, ГОСТ 5520—79 па сталь для котлостроения, ГОСТ 5521 —76 на сталь дли судостроения.
Свариваемость углеродистых сталей в значительной мере определяется содержанием углерода. Углеродистые стали подразделяют на три группы: низкоуглеродистые (до 0,25% С), среднеуглеродистые (0,26-0,45% С) и высокоуглеродистые(0,46-0,90% С). Для сварных конструкций в основном используют низкоуглеродистые стали. Применение среднеуглеродистых сталей, а тем более высокоуглеродистых, приводит к значительному усложнению технологии сварки.
Углеродистая сталь обыкновенного качества в соответствии с ГОСТ 380-2005 подразделяют на три группы. Сталь группы А для производства сварных конструкций не используют. Сталь группы Б поставляют по химическому составу, а группы В по химическому составу и механическим свойствам. Обычно для ответственных конструкций используют сталь группы В.
Стали качественные (ГОСТ 1050-88) для изготовления сварных конструкций обычно применяют в горячекатаном состоянии и в меньшей мере – после термообработки, нормализации или закалки с отпуском (термоупрочнение).
Применяемые низкоуглеродистые конструкционные стали имеют следующее обозначение: ГОСТ 380-71 Ст1сп, Ст1пс, Ст2сп, Ст2пс, Ст3сп, Ст3пс; ГОСТ 1050-74 Стали 10, 20, 30; ГОСТ 5520-69 Стали 12К, 15К, 16К, 18К, 20К.
Металлургические особенности сварки углеродистых сталей.
Рассматриваемые стали обладают хорошей свариваемостью. Технология их сварки должна обеспечивать определенный комплекс требований, основные па которых — обеспечение надежности и долговечности конструкций (особенно из термически упрочняе-мых сталей, обычно используемых при изготовлении ответственных конструкций). Важное требование при сварке рассматриваемых сталей — обеспечение равнопрочности сварного соединения с основным металлом и отсутствие дефектов в сварном шве. Для этого механические свойства металла шва и околошовной зоны должны быть не ниже нижнего предела соответствующих свойств основного металла.
В некоторых случаях конкретные условия работы конструкций допускают снижение отдельных показателей механических свойств сварного соединения. Однако во всех случаях, особенно при сварке ответственных конструкций, швы не должны иметь трещин, непроваров, пор, подрезов. Геометрические размеры и форма швов должны соответствовать требуемым. Сварное соединение должно быть стойким против перехода в хрупкое состояние. Иногда к сварному соединению предъявляют дополнительные требования (работоспособность при вибрационных и ударных нагрузках, пониженных температурах и т. д.). Технология должна обеспечивать максимальную производительность и экономичность процесса сварки при требуемой надежности конструкции.
Механические свойства металла шва и сварного соединения зависят от его структуры, которая определяется химическим составом, режимом сварки, предыдущей и последующей термообработкой. Химический состав металла шва при сварке рассматриваемых сталей незначительно отличается от состава основного металла. Это различие сводится к снижению содержания в металле шва углерода для предупреждения образования структур закалочного характера при повышенных скоростях охлаждения. Возможное снижение прочности металла шва, вызванное уменьшением содержания и нем углерода, компенсируется легированием металла через проволоку, покрытие или флюс марганцем, кремнием.
Таким образом, химический состав металла шва зависит от доли участия основного и дополнительного металлов в образовании металла шва и взаимодействий между металлом, шлаком и газовой фазой. Повышенные скорости охлаждении металла шва также способствуют повышению его прочности (рис.1), однако при этом снижаются его пластические свойства и ударная вязкость. Это объясняется изменением количества и строения перлитной фазы. Критическая температура перехода металла однослойного шва в хрупкое состояние практически не зависит от скорости охлаждения. Скорость охлаждения металла шва определяется толщиной свариваемого металла, конструкцией сварного соединения, режимом сварки и начальной температурой изделия.
Влияние скорости и охлаждения в наибольшей степени проявляется при дуговой сварке однослойных угловых швов и последнего слоя многослойных угловых и стыковых швов при наложении их на холодные, предварительно сваренные швы. Металл много-слойных швов, кроме последних слоев, подвергающийся действию повторного термического цикла сварки, имеет более благоприятную мелкозернистую структуру. Поэтому он обладает более низкой критической температурой перехода в хрупкое состояние. Пластическая деформация, возникающий в металле шва под воздействием сварочных напряжений, также повышает предел текучести металла шва.
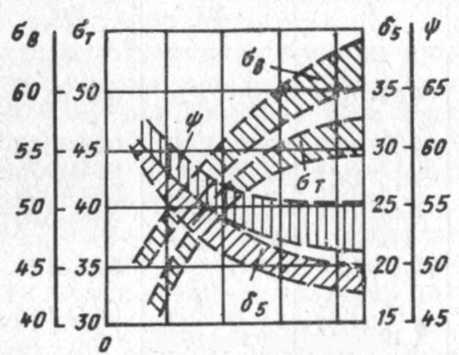
Рис.1 – Зависимость между скоростью охлаждения и механическими свойствами
металла шва при дуговой сварке низкоуглеродистых сталей
Обеспечение равнопрочности металла шва при дуговых способах сварки низкоуглеродистых обычно не вызывает затруднений. Механические свойства металла околошовной зоны зависят от конкретных условии сварки и от вида термообработки стали перед сваркой.
При сварке низкоуглеродистых горячекатаных (в состоянии поставки) сталей при толщине металла до 15 мм на обычных режимах, обеспечивающих небольшие скорости охлаждения, структуры металла шва и околошовной зоны ферритно-перлитные. Повышение скоростей охлаждения при сварке на форсированных режимах металла повышенной толщины, однопроходных угловых швов, при отрицательных температурах и т. д. может привести к появлению в металле шва и околошовной зоны закалочных структур на участках перегрева и полной и неполной перекристаллизации.
Как видно из данных рис. 2, скорость охлаждения для низкоуглеродистых сталей оказывает большое влияние на их механические свойства. При повышении содержания марганца это влияние усиливается. Поэтому даже при сварке горячекатаной низкоуглеродистой стали марки ВСт3 при указанных выше условиях не исключена возможность получения в сварном соединении закалочных структур. Если сталь перед сваркой прошла термическое упрочнение — закалку, то в зоне термического влияния шва на участках рекристаллизации и старения будет наблюдаться отпуск металла, т.е. снижение его прочностных свойств. Уровень изменения этих свойств зависит от погонной энергии, типа сварного соединения и условии сварки.
Швы, сваренные на низкоуглеродистых сталях всеми способами сварки, обладают удовлетворительной стойкостью против образования кристаллизационные трещин. Это обусловлено низким содержанием в них углерода. Однако для низкоуглеродистых сталей, содержащих углерод по верхнему пределу (свыше 0,20%), при- сварке угловых швов и первого корневого шва и многослойных швах, особенно с повышенным зазором, возможно образование кристаллизационных трещин, что связано в основном с неблагоприятной формой провара (узкая глубокая форма провара с коэффициентом формы 0,8—1,2). Легирующие добавки в низколегированных сталях могут повышать вероятность образования кристаллизационных трещин.
 Рис.2-
Влияние скорости охлаждения при
температуре 550 0С на
Рис.2-
Влияние скорости охлаждения при
температуре 550 0С на
механические свойства сталей:
1-Ст3, 2-19Г, 3-14г2
Низкоуглеродистые стали хорошо свариваются практически всеми способами сварки плавлением.
Среднеуглеродистые стали обладают ограниченной свариваемостью, поскольку они склонны к формированию структур закалки в зоне термического влияния. Диапазон допустимых скоростей охлаждения значительно ниже, чем у низкоуглеродистых сталей. Так, например, диапазон допустимых скоростей охлаждения металла зоны термического влияния, обеспечивающих в структуре металла рассматриваемой зоны до 30% мартенсита, при сварке стали 20 ограничивается максимальной скоростью w0 = 150° С/с, а при сварке стали 35
w0 =7° С/с. При сварке среднеуглеродистых сталей для предотвращения образования холодных трещин, как правило, применяют подогрев до температуры 250—300° С. Для выравнивания механических свойств и повышения пластичности после сварки проводят термообработку сварного соединения.
Высокоуглеродистые стали также обладают ограниченной тепловой свариваемостью. У этих сталей склонность к формированию структур закалки в зоне термического влияния по сравнению со среднеуглеродистыми сталями выше. Поскольку а увеличением содержания углерода наблюдается снижение критической точки А3, то возрастает вероятность формирования в зоне, нагревавшейся выше температуры начала интенсивного роста зерна, структуры перегрева. При сварке высокоуглеродистых сталей применяют подогрев и термообработку после сварки.
Для изготовления сварных конструкций высокоуглеродистые стали, как правило, не применяют; с вопросами сварки высокоуглеродистых сталей сталкиваются главным образом при проведении ремонтных работ.
Особенности технологии и техники сварки
Сварные соединения для фиксации входящих в них деталей относительно друг друга и выдерживания необходимых зазоров перед сваркой собирают в сборочных приспособлениях или при помощи прихваток. Длина прихваток зависит от толщины и изменяется в пределах 20—120 мм при расстоянии между ними 500— 800 мм. Сечение прихваток равно примерно 1/3 сечения шва, но не более 25—30 мм2. Прихватки выполняют обычно покрытыми электродами или полуавтоматами в углекислом газе. Их рекомендуется накладывать со стороны, обратной наложению основного однопроходного шва или первого слоя в многопроходных швах. При сварке прихватки следует переплавлять полностью, так как в них могут образовываться трещины ввиду высокой скорости теплоотвода. Поэтому перед сваркой прихватки тщательно зачищают и осматривают. При наличии в прихватке трещины ее вырубают или удаляют другим способом.
При электрошлаковой сварке детали, как правило, устанавливают с зазором, расширяющимся к концу шва. Взаимное положение деталей фиксируют скобами, установленными на расстоянии 500—1000 мм друг от друга и удаляемыми по мере наложения шва. При автоматических способах дуговой сварки и электрошлаковой сварке в начале и конце шва устанавливают входные и выходные планки для обеспечения сварки начала шва с установившимся термическим циклом (требуемыми размерами шва) и вывода кратера с основного шва.
Сварку стыковых швов вручную или полуавтоматами в защитных газах и порошковыми проволоками обычно выполняют на весу. При автоматической сварке предусматривают применение приемов, обеспечивающих предупреждение прожогов и качественный провар корня шва. Для предупреждения образования в швах пор, трещин, непроваров и других дефектов свариваемые кромки перед сваркой тщательно зачищают от шлака, оставшегося после термической резки, ржавчины, масла и других загрязнений.
Дуговую сварку ответственных конструкций лучше проводить с двух сторон. Более благоприятные результаты получаются при многослойной сварке. В этом случае, особенно на толстом металле, достигаются более благоприятные структуры в металле шва и околошовной зоне. Однако выбор способа заполнения разделки при многослойной сварке зависит от толщины металла и термообработки стали перед сваркой. При появлении в швах дефектов (пор, трещин, непроваров, подрезов и т. д.) металл в месте дефекта удаляется механическим путем, газопламенной, воздушно-дуговой или плазменной строжкой и после зачистки подваривается.
Следует помнить, что при сварке сталей выбор техники и режима сварки влияет на форму провара, долю участия основного металла в формировании шва, а также на его состав и свойства.
Ручная дуговая сварка покрытыми электродами
В зависимости от степени раскисленности стали, содержания углерода, а также условий сварки и требований, предъявляемых к металлу шва, для сварки углеродистых сталей применяют электроды с руднокислым, фтористокальциевым, рутиловым и органическим покрытиями.
В зависимости от назначения конструкции и типа стали электроды можно выбирать согласно табл. 1. Режим сварки выбирают в зависимости от толщины, типа сварного соединения в пространственного положении сварки.
При сварке корневых швов в разделке на металле толщиной 10 мм и более используют электроды диаметром 3—4 мм. Рекомендуемые для данной марки электрода значения сварочного тока, его род и полярность выбирают согласно паспорту электрода, в котором обычно приведены и его сварочно-технологические свойства, типичный химический состав шва и механические свойства. Рядовые и ответственные конструкции из низкоуглеродистых сталей сваривают электродами типа Э42 и Э46 (табл. 1 и 2).
Таблица 1 –Марки электродов, применяемых при сварке низкоуглеродистых
сталей
|
Назначение электродов |
Марки электродов |
Примечание |
|
Сварка низкоуглеродистых сталей
Сварка ответственных конструкций из низкоуглеродистых сталей |
ОММ-5, АНО-3, АНО-4. АНО-5, АНО-6, ЦМ-7, ОЗС-3, ОЗС-4, ОЗС-6, СМ-5, МР-1, РБУ-5, ЭРС-2, КПЗ-32Р АНО-1, ДСК-50, ВСП-1, ВСЦ-2, К-5А, УОНИ-13/45, УП-2/45, СМ-11, ОЗС-2, ОМА-2 МР-3, ЭРС-1,ОМА-2, УОНИ-13/55, УП-1/45, УП-1/55, УП-2/55, АН-7, Э-138/45Н, Э-138/50Н, К-5А, ДСК-50 |
Электроды: а) ДСК-50 для сталей низкоуглеродистых и 14ХГС, 15ХСНД; б) АНО-1 для низкоуглеродистых и 09Г2 Электроды: а)УОНИ-13/65 для сталей низкоуглеродистых и 14ХГС; б) Э-138/45Н, Э-138/50Н для низко-углеродистых и низколегированных в судостроении; в) ВСН-3 для трубопроводов из стали 10Г2 |
Таблица 2- Соответствие марок электродов типу электродов
|
Тип .электрода ГОСТ 9467-75 |
Марки электродов
|
|
Э42 |
ОММ-5, СМ-5, ЦМ-7, КПЗ-32Р, АНО-1, АНО-5. АНО-6, ОМА-2, ВСП-1, ВСЦ-2 |
|
Э42А |
УОНИ-13/45, СМ-11, УП-1/45, УП-2/45, ОЗС-2 |
|
Э46 |
АНО-3, АНО-4, МР-1, МР-3, ОЗС-3, ОЗС-4, ОЗС-6, ЭРС-1; ЭРС-2, РВУ-4, РБУ-5 |
|
Э46А |
Э-138/45Н |
|
Э50 |
ВСН-3 |
|
Э50А |
УОНИ-13/55, УП-1/55, УП-2/55, ДСК-50, К-5А, Э-138/50Н |
В настоящее время электроды с руднокислым покрытием (ОММ-5, СМ-5, ЦМ-7) применяются редко.
Электроды с фтористокальциевым покрытием (типа Э42А- марок УОНИ-13/45, СМ-11, УП-1/45, ЦУ-1; типа Э50- марок УОНИ-13/55 и др.) применяют при сварке низкоуглеродистых и среднеуглеродистых сталей. Возможно использование их и при сварке высокоуглеродистых сталей. При этом для понижения склонности к образованию кристаллизационных трещин содержание углерода в металле шва при сварке среднеуглеродистых и высокоуглеродистых сталей ограничивают, используя электроды, обеспечивающие необходимые свойства путем легирования наплавленного металла (главным образом кремнием и марганцем) при низком содержании углерода (обычно до 0,13—0,14%), а также путем уменьшения доли участия основного металла.
Электроды с фтористокальциевым покрытием чувствительны к образованию пор при наличии на свариваемых кромках ржавчины, окалины или масла, при увлажнении покрытия и при случайном удлинении дуги. Подобные свойства электродов обусловлены особенностями шлаков, формирующихся на основе карбонатов и плавикового шпата, и высокой раскисленностью металла шва, что достигается за счет введения в состав покрытия ферромарганца, ферросилиция, а в некоторых случаях ферротитана и ферроалюминия. Металл шва, выполненного электродами с фтористокальциевым покрытием, — глубоко успокоенная сталь с содержанием 0,3—0,6% Si.
Электроды с рутиловым покрытием (типа Э42- марок АНО-1 АНО-5, АНО-6; типа Э46- марок МР-3, ОЗС-4, ЦМ-9, АНО-3) используют в основном для сварки низкоуглеродистых сталей. Металл шва, полученный данными электродами, по своему качеству занимает промежуточное положение между металлами швов полученных электродами в рудиокислым и фтористокальциевым покрытиями.
Электроды с покрытием рутилового типа мало склонны к образованию пор при сварке по загрязненной и окисленной поверхности, при колебаниях длины дуги. Пористость в металле шва обнаруживается при сварке сталей с повышенным содержанием кремния, при сварке на повышенной силе тока и сварке электродами, прокаленными при относительно высокой температуре. Сохранение определенной гарантированной влажности электродного покрытия позволяет обеспечить наименьшую предрасположенность металла шва к пористости. С этой целью рекомендуют отсыревшие электроды с рутиловым покрытием прокаливать при температуре 180—200° С в течение 1 ч и использовать электроды для сварки через сутки после прокалки.
Шлаковую основу покрытия рутилового типа составляют рутил, алюмосиликаты, карбонаты. Газовая защита создается за счет разложения карбонатов и органических составляющих покрытия.
Металл швов, выполненных электродами с рутиловым покрытием в зависимости от состава покрытия представляет собой полуспокойную или спокойную сталь. Раскисление металла шва осуществляется марганцем и кремнием. Источником марганца служит ферромарганец покрытия, кремний переходит в шов за счет развития кремниевосстановительного процесса. Содержание кислорода в металле шва обычно не превышает 0,04—0,08%.
Электроды с органическим покрытием (типа Э42- марок ОМА-2, ВСП-1, ВСЦ-2) применяют относительно редко; их используют при сварке металла малых толщин, при сварке трубопроводов.
При сварке электродами с покрытием органического типа защита расплавленного металла в основном обеспечивается газами, образующимися в результате разложения органических составляющих покрытия.
При сварке низкоуглеродистых сталей обычно обеспечиваются достаточно высокие механические свойства сварного соединения и поэтому в большинстве случаев не требуются специальные меры, направленные на предотвращение образования в нем закалочных структур. Однако при сварке угловых швов на толстом металле и первого слоя многослойного шва для повышения стойкости металла против кристаллизационных трещин может потребоваться предварительный подогрев до температуры 120—150° С.
Для сварки рядовых конструкций из низкоуглеродистых сталей применяют электроды типа Э42А, а ответственных — типа Э46. Это обеспечивает получение металла швов с достаточной стойкостью против кристаллизационных трещин и требуемыми прочностными и пластическими свойствами.
Техника заполнения швов и определяемый ею термический цикл сварки зависят от предварительной термообработки стали. Сварка толстого металла каскадом и горкой, замедляя скорость охлаждения металла шва и околошовной зоны, предупреждает образование в них закалочных структур. Это же достигается при предварительном подогреве до температуры 150—200 °С. Поэтому эти способы дают благоприятные результаты на нетермоупрочненных сталях. При сварке термоупрочненных сталей для уменьшения разупрочнения стали в околошовной зоне рекомендуется сварка длинными швами по охлажденным предыдущим швам.
Следует выбирать режимы сварки с малой погонной энергией. При этом достигается и уменьшение протяженности зоны разупрочненного металла в околошовной зоне. При исправлении дефектов в сварных швах низкоуглеродистых сталей повышенной толщины швами малого сечения вследствие значительной скорости охлаждения металл подварочного шва и его околошовной зоны обладает пониженными пластическими свойствами. Поэтому дефектные участки следует подваривать швами нормального сечения длиной не менее 100 мм или предварительно подогревать до температуры 150—200 °С.
Сварка под флюсом
Автоматическую сварку обычно выполняют электродной паволокой диаметром 3—5 мм, полуавтоматическую проволокой диаметром 1,2—2 мм. Равнопрочность соединения достигается за счет подбора соответствующих составов флюсов и электродных прополок и выбора режимов и техники сварки. При сварке низкоуглеродистых сталей в большинстве случаев применяют флюсы марок АН-348-А и ОСЦ-45, АН-60 и др. и низкоуглеродистые электродные проволоки марок Св-08 и Св-08А. При сварке ответственных конструкций, а также ржавого металла рекомендуется использовать электродную проволоку марки Св-08ГА.
Использование указанных материалов позволяет получить металл шва с механическими свойствами, равными или превышающими свойства основного металла. Металл шва обладает малой склонностью к образованию пор и кристаллизационных трещин.
Основу шлаковой системы флюсов АН-348-А и ОСЦ-45 составляют окислы марганца и кремния. Подобная композиция шлака обеспечивает переход элементов раскислителей кремния и марганца в сварочную ванну в результате развития на границе раздела шлак—металл кремне- и марганцевосстановительных процессов. Основной недостаток подобного способа введения элементов раскислителей в сварочную ванну заключается в загрязнении металла шва микроскопическими шлаковыми включениями (суммарное содержание кислорода в металле шва достигает 0,05%). Это вызывает некоторое снижение пластических свойств металла шва и его ударной вязкости. Однако, несмотря на некоторое загрязнение металла шва шлаковыми включениями, применительно к низкоуглеродистым сталям пластические свойства металла шва характеризуются достаточно высоким уровнем (ан = 10-14 кгс-м/см ).
Для придания определенных физико-технологических свойств (вязкости, температуры плавления, чувствительности к влаге и др.) в состав флюса вводят фтористый кальций.
Малая склонность металла шва к образованию кристаллизационных трещин при сварке под высокомарганцовистыми флюсами обусловлена тем, что значительная часть серы при наличии в шлаке больших количеств МпО находится в виде соединения MnS.
При сварке под высокомарганцовистыми флюсами-силикатами возможен переход фосфора из шлака в сварочную ванну. Во флюс фосфор попадает как примесь с марганцевой рудой. Поскольку фосфор понижает ударную вязкость металла шва, то при использовании высокомарганцовистых флюсов особенно необходимо следить за чистотой флюса по фосфору.
Малая склонность к образованию пор в металле шва при наличии окалины или ржавчины на свариваемых кромках обусловлена наличием в шлаке (Si02) и (CaF2). Окись кремния понижает концентрацию свободной закиси железа в шлаке, благодаря чему уменьшается переход кислорода в сварочную ванну. Развитие кремневосстановительного процесса до известных пределов (по содержанию окалины или ржавчины) обеспечивает достаточный переход кремния в сварочную ванну. Тем самым предотвращается образование пор, вызванных выделением СО.
Малая чувствительность к влаге, входящей в состав ржавчины, или адсорбированной, обусловлена наличием во флюсе фтористого кальция. Фтористый кальций понижает стабильность горения дуги и служит источником образования вредных фтористых газов. Для повышения стабильности горения дуги при питании ее переменным током необходимы источники с повышенным напряжением холостого хода (не ниже 65—70 В).
Необходимой защиты зоны сварки от атмосферы воздуха и устойчивого протекания процесса достигают при определенной толщине слоя флюса, которую назначают в зависимости от мощности дуги (толщина слоя флюса составляет 25—35 мм при силе сварочного тока Iсв = 200-400 А и 45—60 мм при Iсв = 800-1200А).
Формирование металла шва зависит от физического состояния флюса, пемзовидного или стекловидного. Пемзовидные флюсы (например, АН-60) обладают меньшей объемной массой, чем стекловидные (например, АН-348А), и поэтому плавятся легче. Это обеспечивает большую подвижность дуги и способствует формированию широких швов с малым усилением. Пемзовидные флюсы используют при сварке на большой скорости. Однако защитные свойства пемзовидного флюса ниже. Так, например, при сварке под стекловидным флюсом содержание азота в металле шва составляет 0,0025%, а под пемзовндным 0,038%. Пемзовидный флюс может вносить в зону дуги большее количество водорода (влаги), поэтому пемзовидные флюсы требуют более тщательного контроля влажности.
Формирующая способность флюса зависит также от его грануляции, поскольку последняя определяет газопроницаемость флюса. С увеличением мощности дуги хорошее формирование шва сохраняется при обеспечении достаточной газопроницаемости. Поэтому с увеличением мощности дуги используют более крупнозернистый флюс.
Режимы
автоматической сварки под флюсом могут
изменяться в широких пределах в
зависимости от толщины свариваемых
элементов, диаметра электрода, формы
шва (прямолинейный, кольцевой),
имеющегося оборудования и др. Металл
швов, выполненных автоматической
сваркой под флюсом, имеет достаточно
высокие свойства:
![]() = 460-500мПа;
= 460-500мПа;![]() = 26-32%.
= 26-32%.
Керамические флюсы (К-2, КВС-19, К-11 и др.) используют для сварки низкоуглеродистых сталей. По сравнению с плавлеными флюсами керамические менее чувствительны к образованию пор при наличии на свариваемых кромках ржавчины и влаги. Однако керамические флюсы обладают меньшей прочностью, что затрудняет их многократное использование, и более чувствительны к режиму сварки. Применительно к сварке низкоуглеродистых сталей наиболее рационально и экономически оправдано использовать керамические флюсы для сварки ржавого и увлажненного металла, когда операция зачистки, обеспечивающая полное удаление ржавчины, вызывает значительные трудности.
В конструкциях из низкоуглеродистых сталей наряду со сваркой с разделкой кромок широко применяется сварка стыковых швов и швов без разделки кромок. Увеличение доли основного металла в металле шва, характерное для этого случая, и некоторое увеличение содержания в нем углерода могут повысить прочностные свойства и понизить пластические свойства металла шва.
Таблица 1 –Режимы сварки под флюсом
|
Толщина металла или катет шва |
Подготов- ка кромок |
Тип шва |
Диаметр электрод- ной прово- локи, мм |
Сила тока, А |
Напряже- ние, В |
Скорость сварки, м/ч |
|
Автоматическая сварка стыковых швов | ||||||
|
8
12
>16 |
Без раз- делки, зазор 2-4мм То же
V-образ- ные |
Односто- ронний
Двусторон- ний Односто- ронний |
4
5
5 |
550-600
650-700
1 проход 750-800 2 проход 800-900 |
26-30
30-34
30-35 |
48-50
30-32
32-36 |
|
Автоматическая и механизированная сварка угловых швов | ||||||
|
5
7 8 12 |
Без разделки = = = |
Наклонным электродом = В лодочку = |
2
3 3 4 |
260-280
500-530 550-600 600-650 |
28-30
30-32 32-34 32-34
|
28-30
44-46 28-30 18-20 |
Примечание.Ток постоянный обратной полярности.
Режимы сварки низкоуглеродистых сталей зависят конструкции соединения, типа шва и техники сварки (Табл.1).
Свойства металла околошовной зоны зависят от термического цикла сварки. При сварке угловых однослойных швов и стыковых и угловых швов на толстолистовой стали типа ВСтЗ на режимах с малой погонной энергией в околошовной зоне возможно образование закалочных структур с пониженной пластичностью. Предупредить это можно увеличением сечения швов или применением двухдуговой сварки.
В зависимости от условий сварки и охлаждения свойства сварных соединений на низкоуглеродистых сталях изменяются в широких пределах.
.
Сварка в защитных газах
Для сварки углеродистых сталей в качестве защитного газа используют углекислый газ, реже смеси инертного газа с кислородом или углекислым газом; инертные газы (аргон) практически не используют.
Сварку в атмосфере инертных газов вольфрамовым электродом применяют для металла толщиной до 2 мм. Часто для исключения присадочной проволоки сваривают соединения с отбортовкой кромок.
В качестве защитного газа используют в основном аргон, для повышения стабильности горения дуги, улучшения формирования шва и понижения чувствительности процесса к пористости из-за водорода применяют аргон с добавкой кислорода (до 5%) или углекислого газа (до 10%).
Сварку плавящимся электродом применяют для металла толщиной более 0,8 мм. Диаметр электродной проволоки выбирают в зависимости от толщины свариваемого металла в пределах 0,5—3 мм.
Сварку в атмосфере углекислого газа широко используют при изготовлении изделий из углеродистых сталей. В зависимости от толщины свариваемого металла применяют или неплавящийся— угольный или графитовый электрод (для толщин до 2 мм), или плавящийся электрод (для толщин свыше 0,8 мм).
Углекислый газ обеспечивает защиту металла в зоне сварки от атмосферы воздуха, но в то же время окисляет защищаемый металл. Окисление жидкого металла происходит в результате непосредственного взаимодействия металла с углекислым газом, а также с кислородом, образующимся в результате диссоциации углекислого газа:
Окисление жидкого металла вызывает большие потери легирующих элементов из капель электродного металла, приводит к повышению содержания кислорода в металле сварочной ванны. В результате возрастает вероятность образования пор из-за выделения окиси углерода в процессе кристаллизации и снижаются механические свойства металла шва.
Образование пор из-за выделения окиси углерода при сварке углеродистых сталей предотвращается, если металл шва содержит до 0,12—0,14% С, не ниже 0,17—0,20% Si, не ниже 0,5—0,8% Мп. При этом металл шва характеризуется малой склонностью к образованию кристаллизационных трещин и достаточно высокими механическими свойствами. Увеличение содержания углерода приводит к повышению вероятности образования кристаллизационных трещин. Повышение содержания кремния сверх 0,45% понижает пластические свойства металла шва и также увеличивает вероятность образования кристаллизационных трещин. Вероятность их образования снижается при повышении содержания марганца до 1,2%.
В большинстве случаев при сварке низкоуглеродистых сталей беспористые швы указанного выше состава получают при применении кремнемарганцовистых электродных проволок Св-08Г2С и Св-08ГС, обеспечивающих малую загрязненность металла шва окисными включениями. Содержание окисных включений при сварке низкоуглеродистой стали проволокой Св-08ГС составляет 0,014%, а проволокой Св-08Г2С 0,009%. Меньшая загрязненность металла шва окисными включениями при сварке низкоуглеродистой стали проволокой Св-08Г2С обусловлена более рациональным содержанием кремния и марганца в металле шва (0,23% Si, 0,72% Мп), при котором продукты раскисления формируются в виде жидких силикатов.
Процесс дуговой сварки в атмосфере углекислого газа менее чувствителен к ржавчине на свариваемых кромках по сравнениюсо сваркой под флюсом. Это обусловлено оттеснением газовой струей влаги, испаряющейся при сварке из ржавчины, и окислительными свойствами газовой среды. Однако подобный эффект достигается при использовании углекислого газа с малым содержанием паров воды. Использование углекислого газа с повышенным содержанием паров воды может привести к образованию пор в швах и снижению пластических свойств металла шва. В подобных случаях необходима предварительная осушка газов. Обычно для этой цели используют поглотители (хлористый кальций, силикагель и др.).
На свойства металла шва (образование пор, механические свойства) большое влияние оказывают также загрязнения, имеющиеся на поверхности электродной проволоки: технологическая смазка (чаще всего мыло), антикоррозионная смазка (обычно нитрит натрия), ржавчина. Наиболее рациональный способ удаления поверхностных смазок — прокалка проволоки при температуре 150—250° С в течение 1,5—2 ч. Ржавчину удаляют травлением или зачисткой перед прокалкой.
Образование пор при сварке в углекислом газе возможно при нарушении газовой защиты: при чрезмерном удлинении дуги, наличии сквозняков, значительных зазоров в соединениях. Нарушение защиты приводит к повышению содержания кислорода и азота в металле шва и образованию пористости.
Для сварки в углекислом газе используют проволоки рутилфлюоритного (ПП-АН4, ПП-АН9 и др.) и рутилового (ПП-АН8 и др.) типов. Применение порошковой проволоки взамен проволоки сплошного сечения позволяет также повысить устойчивость горения дуги, уменьшить разбрызгивание электродного металла, повысить пластические свойства металла и улучшить формирование швов. При применении порошковой проволоки необходимо иметь в виду, что увлажнение материала сердечника проволоки может привести к образованию пор. Прокалка проволоки при температуре 240—250°С позволяет предотвратить развитие указанных дефектов. При этом обеспечивается также удаление с поверхности проволоки технологической смазки.
Сварку в атмосфере углекислого газа угольным или графитовым электродом выполняют на постоянном токе прямой полярности.
При сварке на обратной полярности наблюдается науглероживание металла шва. Сварку плавящимся электродом выполняют на постоянном токе обратной полярности-. При сварке на прямой полярности снижается стабильность горения дуги и повышается разбрызгивание электродного металла.
При сварке в углекислом газе наблюдается повышенное по сравнению с другими способами сварки разбрызгивание электродного металла (даже при сварке на обратной полярности при достаточной плотности тока). Некоторая часть капель расплавленного металла, вылетающих из зоны сварки, прилипает или сплавляется со свариваемой деталью, соплом горелки и токоподводящим мундштуком. Налипание капель на поверхность сопла и токоподводящего мундштука может нарушить равномерную подачу электродной проволоки, ухудшить газовую защиту, поэтому необходимо периодически очищать сопло и токоподводящий мундштук от брызг. В некоторых случаях требуется удаление прилипших капель с поверхности изделия.
Снижению разбрызгивания электродного металла способствуют увеличение тока, уменьшение диаметра электродной проволоки и напряжения дуги. Для уменьшения прилипания капель к деталям горелки и поверхности свариваемого изделия иногда применяют противопригарные смазки, например, алюминиевую пудру, замешенную на жидком стекле, или смесь циркона с жидким стеклом и др.
Добавки в углекислый газ аргона (75% Ar, 25% CO2) (иногда в эту смесь вводят кислород) изменяют технологические свойства дуги (глубину проплавления и форму шва, стабильность дуги и др.) уменьшают разбрызгивание электродного металла и позволяют регулировать концентрацию легирующих элементов в металле шва.
В таблице 2 приведены режимы механизированной и автоматической сварки в углекислом газе
Таблица 2 -Режимы механизированной и автоматической сварки в углекислом газе
|
Толщ. ме, мм |
Катет шва, мм |
Зазор, мм |
Число слоев |
Диам. эл. пр., мм |
Сила тока, А |
Напр. дуги, В |
Скорость св. м/ч |
Расход Газа, л/мин |
|
Стыковые швы | ||||||||
|
1,2-2 |
- |
0,8-1 |
1-2 |
0,8-1 |
70-100 |
18-20 |
18-24 |
10-12 |
|
3-5 |
- |
1,6-2 |
1-2 |
1,6-2,0 |
180-200 |
28-30 |
20-22 |
14-16 |
|
6-8 |
- |
1,8-2,2 |
1-2 |
1,6-2 |
250-300 |
28-30 |
18-22 |
16-18 |
|
8-12 |
- |
1,8-2,2 |
2-3 |
1,6-2 |
250-300 |
28-30 |
16-20 |
18-20 |
|
Угловые швы | ||||||||
|
1,5-2,0 |
1,2-2,0 |
- |
1 |
0,8 |
60-75 |
18-20 |
16-18 |
6-8 |
|
3,0-4,0 |
3,0-4,0 |
- |
1 |
1,2 |
120-150 |
20-22 |
16-18 |
8-10 |
|
5,0-6,0 |
5,0-6,0 |
- |
1 |
2,0 |
260-300 |
28-30 |
29-31 |
16-18 |
Сварка порошковой проволокой и проволокой сплошного сечения без
дополнительной защиты
Сварка открытой дугой порошковой проволокой является одним из перспективных способов. В настоящее время в промышленности находят применение порошковые проволоки марок ПП-1ДСК, ПП-2ДСК, ПП-АН3, ПП-АН4 и ЭПС-15/2. Использование проволоки ПП-1ДСК при сварке угловых и стыковых швов с зазором между кромками может привести к получению в швах пор. Проволока ЭПС-15/2 для получения швов без пор требует соблюдения режимов в узком диапазоне. Большие рабочие токи ограничивают применение этой проволоки для сварки металла малых толщин. Проволоки ПП-АН7 и ПП-2ДСК имеют хорошие сварочнотехнологические свойства в широком диапазоне режимов (табл. 3).
Таблица 3 Оптимальные режимы сварки порошковыми проволоками
|
Марка проволоки |
Диаметр пр.,мм |
Стыковой шов |
Угловой шов в лодочку | ||
|
Сила тока,А |
Напряжение дуги,В |
Сила тока,А |
Напряжение дуги,В | ||
|
ПП-1ДСК |
1,8 |
200-350 |
25-30 |
200-300 |
26-31 |
|
ПП-2ДСК |
2,3 |
400-450 |
25-31 |
340-380 |
29-32 |
|
ПП-АН3 |
3,2 |
450-525 |
26-32 |
450-560 |
27-31 |
|
ПП-АН4 |
2,3 |
500-600 |
28-29 |
440-475 |
30-34 |
|
ЭПС-15/2 |
2,2 |
320-360 |
29-32 |
320-330 |
29-32 |
Механические свойства металла швов при сварке порошковыми проволоками находятся пpимерно на уровне свойств соединений, выполненных электродами типа Э50А Для сварки ответственных конструкций из низкоуглеродистых и низколегированных сталей можно рекомендовать проволоки ПП-2ДСК и ПП-АН4, обеспечивающие хорошие показатели хладноломкости швов.
Начинает применяться способ сварки электродными проволоками без специальной защиты. Для сварки низкоуглеродистых сталей этим способом используют проволоки марок Св-15ГСТЮЦА и Св-20ГСТЮА. Технологические свойства дуги при сварке этим способом несколько хуже. Поверхность швов покрыта толстой пленкой окислов, плотно сцепленных с поверхностью. Механические свойства металла швов находятся на уровне свойств шва, выполненного электродом типа Э50.
В углеродистых конструкционных сталях, широко используемых в машиностроении, судостроении и др. содержание углерода обычно составляет 0,06-0,9 %. Углерод является основным легирующим элементом и определяет механические свойства этой группы сталей. Повышение его содержания в стали усложняет технологию сварки и затрудняет возможности получения равнопрочного сварного соединения без дефектов.
По степени раскисления сталь изготавливают кипящей, полуспокойной и спокойной (соответствующие индексы «кп», «пс» и «сп»).
Низкоуглеродистые стали, содержание углерода в которых не превышает 0,25%, хорошо свариваются в широком диапазоне режимов сварки независимо от толщины свариваемых элементов и температуры воздуха.
Сталь обыкновенного качества поставляют без термообработки в горячекатанном состоянии. Изготовленные из нее конструкции обычно не подвергают последующей термообработке. Эта сталь поставляется по ГОСТ 380-71 на сталь углеродистую обыкновенного качества, ГОСТ 5520-69 на сталь для котлостроения, ГОСТ 5521-76 на сталь для судостроения.
Углеродистую сталь обыкновенного качества подразделяют на три группы. Сталь группы А для производства сварных конструкций не используют. Сталь группы Б поставляют по химическому составу, а группы В по химическому составу и механическим свойствам. Обычно для ответственных конструкций используют сталь группы В.
В зависимости от степени раскисления стали, содержания углерода, а также условий сварки и требований, предъявляемых к металлу шва, для сварки углеродистых сталей применяют электроды с кислым, основным, рутиловым и целлюлозным покрытиями. Во всех случаях стержень электродов изготавливают из сварочной проволоки Св-08 и Св-08А, а легирующие элементы (раскислители) вводят в сварочную ванну через покрытие.
Тип и марку электрода выбирают, руководствуясь следующими требованиями: обеспечение равнопрочности сварного соединения с основным металлом; отсутствие в швах дефектов; получение необходимого химического состава металла шва; обеспечение стойкости сварных соединений в условиях вибрационных и ударных нагрузок, при пониженных или повышенных температурах.
При выборе электродов учитывают назначение сварного изделия, степень его ответственности. В зависимости от степени ответственности свариваемого изделия используют электроды типов Э42 и Э42А (марок ОММ-5, СМ-5, ЦМ-7, ОМА-2, УОНИ-13/45, СМ-11 и др.). Электродами типа Э42 - ответственные и Э42А - особо ответственные.
С целью повышения прочности наплавленного металла и сварных соединений при сварке изделий из толстых листов (10 мм и более) в неудобных для сварщика положениях, в монтажных условиях, на строительных площадках применяют электроды типов Э46 и Э46А (АНО-3, МР-3, ОЗС-3, ОЗС-4 и др.) Прокалку электродов перед сваркой следует производить при температуре, указанной в паспорте.
Повышенное содержание углерода (0,26-0,45% -среднеуглеродистые, ≥0,46% -высокоуглеродистые) затрудняет сварку этих сталей – вследствие низкой стойкости шва к образованию кристаллизационных трещин, образованию при сварке малопластичных закалочных структур, а также вследствие необходимости обеспечения равнопрочности металла шва с основным металлом.
Общим подходом к преодолению этих трудностей является снижение содержания в металле шва углерода и осуществление сварки с предварительным подогревом. Поэтому при ручной дуговой сварке средне- и высокоуглеродистых сталей сварка ведется с минимальным проплавлением основного металла с использованием сварочных материалов с меньшим содержанием углерода, чем свариваемый металл.
Надежным способом достижения равнопрочности сварного соединения при низком процентном содержании углерода является дополнительное легирование металла шва кремнием и марганцем.
Средне- и высокоуглеродистые стали свариваются электродами УОНИ-13/45, УОНИ-13/55, УОНИ-13/65, ОЗС-2, К-5А, АНО-7, АНО-8 и т.д.
Тема 2.2 Технология сварки легированных сталей. Классификация легированных сталей. Основные свойства. Особенности сварки низколегированных сталей. Способы сварки низколегированных сталей. Выбор сварочных материалов. Режимы сварки. Технология сварки низколегированных сталей.
ТЕХНОЛОГИЯ СВАРКИ ЛЕГИРОВАННЫХ СТАЛЕЙ
В зависимости от содержания легирующих элементов стали разделяют на три группы: низколегированные, содержащие в сумме до 2,5% легирующих элементов; среднелегированные, содержащие 2,5—10% легирующих элементов; высоколегированные, содержащие более 10% легирующих элементов.
Введение легирующих элементов в сталь позволяет сообщить ей определенные механические и физико-химические свойства. Степень изменения свойств зависит не только от содержания легирующих элементов, но и от характера их взаимодействия с элементами стали—железом и углеродом.
Легирующие
элементы группы никеля (никель, марганец,
медь, азот, углерод) расширяют область
![]() -твердых
растворов. Элементы группы хрома (хром,
ванадий, молибден, вольфрам, титан,
кремний, алюминий, ниобий, бериллий, бор
и цирконий) сужают эту область. В
зависимости от содержания некоторые
элементы первой группы могут сообщать
стали стабильную аустенитную структуру,
а элементы второй группы — стабильную
ферритную структуру.
-твердых
растворов. Элементы группы хрома (хром,
ванадий, молибден, вольфрам, титан,
кремний, алюминий, ниобий, бериллий, бор
и цирконий) сужают эту область. В
зависимости от содержания некоторые
элементы первой группы могут сообщать
стали стабильную аустенитную структуру,
а элементы второй группы — стабильную
ферритную структуру.
По характеру взаимодействия с углеродом элементы стали можно подразделить на две группы: элементы, не образующие в стали карбидов (никель, кремний, алюминий, медь, а также фосфор и сера); элементы, образующие карбиды (по убывающей степени активности к углероду — титан, цирконий, ванадий, ниобий, вольфрам, молибден, хром, марганец, а также железо).
Оказывая влияние на аллотропические превращения железа, а также на свойства и поведение карбидов, легирующие элементы изменяют чувствительность стали к термообработке. Это вызвано тем, что легирующие элементы замедляют скорость распада аустенита в районе перлитного превращения, т. е. приводят к смещению кривых, характеризующих распад аустенита, вправо. В результате повышается прокаливаемость стали. Прокаливаемость стали увеличивают такие элементы, как хром, никель, молибден, марганец. Своеобразно влияние на прокаливаемость таких сильных карбидообразующих элементов, как ванадий, титан, ниобий и отчасти вольфрам. При температурах нагрева под закалку около 900°С карбиды указанных элементов не переходят в аустенит. В этом случае они ускоряют распад, так как нерастворившиеся карбиды служат готовыми центрами кристаллизации при распаде аустенита. При высоких температурах нагрева под закалку, когда карбиды рассматриваемых элементов растворяются в аустените, устойчивость аустенита при охлаждении, наоборот, повышается.
Легирующие элементы оказывают влияние также и на температуру мартенситного превращения; некоторые из них (алюминий, кобальт) повышают ее, другие (никель, хром, молибден марганец) снижают.
В связи с различным влиянием легирующих элементов на характер превращения аустенита в процессе охлаждения, а также на превращение закаленной стали при отпуске свойства легированных сталей могут изменяться в широких пределах в зависимости от вида термообработки. По характеру структуры, получаемой при охлаждении на воздухе (образцов небольшой толщины), стали разделяют на следующие классы: перлитные, мартенситные, аустенитные, ферритные.
Недостаток некоторых легированных сталей (в основном среднелегированных) — склонность к охрупчиванию при некоторых условиях отпуска — отпускная хрупкость.
Значительное изменение свойств легированных сталей в зависимости от вида термообработки сообщает им чувствительность к термическому циклу сварки.
Легированные стали по сравнению с низкоуглеродистыми, как правило, более чувствительны к процессам металлургического цикла сварки. Изменение свойств может быть обусловлено изменением состава металла шва из-за избирательного испарения н окисления (особенно легирующих добавок, вводимых в небольших количествах) и усилением ликвационных процессов при кристаллизации, благодаря чему в некоторых случаях повышается склонность стали к образованию кристаллизационных трещин в зоне сварного соединения.
ТЕХНОЛОГИЯ СВАРКИ НИЗКОЛЕГИРОВАННЫХ СТАЛЕЙ
Из низколегированных сталей в сварных конструкциях используют как простые конструкционные (машиностроительные и строительные), так и теплоустойчивые. Стали указанных групп отличаются не только по эксплуатационным свойствам, но и по чувствительности к процессу сварки.
Характеристика конструкционных сталей и особенности их сварки, Свойства низколегированных сталей в известных пределах регулируют за счет изменения содержания углерода и легирующих элементов. С увеличением содержания углерода свариваемость стали ухудшается из-за повышения вероятности образования горячих и холодных трещин. Повышение вероятности образования горячих трещин при увеличении содержания углерода обусловлено склонностью углерода к ликвации, а холодных трещин – тем, что углерод снижает температуру мартенситного превращения и способствует формированию малопластичного (двойникованного) мартенсита. Объемные изменения (увеличение объема) при превращении аустенита в мартенсит с повышением содержания углерода возрастают. Это приводит к увеличению внутренних напряжений.
В связи с отмеченным в сварных конструкциях применяют в основном низкоуглеродистые низколегированные стали повышенной прочности, содержащие до 0,23%С и относящиеся к перлитному классу. Они обладают достаточной прочностью и относительно хорошей свариваемостью. Основные легирующие элементы низколегированных сталей — марганец, кремний, хром. В некоторых сталях имеется никель, ванадий, медь и др. С целью уменьшения роста зерна в околошовной зоне стали, используемые в сварных конструкциях, как правило, дополнительно раскисляют алюминием или титаном.
Низколегированные стали поставляют в основном в горячекатаном состоянии или после нормализации.
В последние годы получили применение высокопрочные низколегированные стали с мартенситной или бейнитной структурой (14Х2ГМР, 14ХМНДФР и др.), которые наряду с высокими механическими свойствами обладают удовлетворительной свариваемостью. Сочетание подобных свойств достигается за счет комплексного многокомпонентного легирования стали при малом содержании углерода. Малое содержание углерода обеспечивает при охлаждении аустенита в зависимости от скорости его охлаждения получение металла со структурой реечного мартенсита или бейнита.
Реечный (или дислокационный) низкоуглеродистый мартенсит, упрочняемый в результате формирования в процессе превращения дислокаций, в отличие от пластинчатого (или двойникованного) мартенсита, образующегося в сталях с содержанием свыше 0,22% С, более пластичен. Поскольку мартенситное превращение при малом содержании углерода протекает в области относительно высоких температур (выше 350° С), то оно сопровождается сравнительно низкими напряжениями. Все это снижает вероятность образования холодных трещин при сварке подобных сталей.
Металлургические особенности сварки. В большинстве случаев низколегированные стали — спокойные. При выборе марки электродной проволоки обычно стремятся обеспечить состав металла шва, близкий к основному, а также требуемые эксплуатационные свойства. Образование горячих трещин при сварке низколегированных сталей в основном связано с присутствием в металле шва углерода, серы и фосфора сверх допустимых пределов. Допустимое содержание серы и фосфора в металле шва регламентируется стандартом на основной металл и электродную проволоку.
Образование горячих трещин предотвращают также за счет рационального выбора сварочных материалов: флюсов, электродов, электродных проволок таким образом, чтобы при осуществлении любого отмеченного металлургического варианта обеспечивалось снижение вредных примесей в металле шва. Содержание углерода в металле шва обычно устанавливают не более 0,15%, а необходимые свойства получают путем дополнительного его легирования.
Образование пор при сварке низколегированных сталей, так же как и углеродистых, связано с выделением окиси углерода, водорода и азота. Вероятность образования пор из-за выделения окиси углерода при сварке низкоуглеродистых сталей небольшая, поскольку в сварочной ванне, как правило, обеспечивается достаточная концентрация сильных раскислителей (например, кремния). Вероятность образования пор из-за водорода при сварке низколегированных сталей выше, чем при сварке углеродистых сталей, из-за повышенной степени раскисленности. Поэтому при сварке низколегированных сталей необходимо предусматривать меры для снижения вероятности попадания водорода и азота в зону сварки.
Изменение структуры и свойств металла в зоне термического влияния. Как правило, низкоуглеродистые низколегированные стали обладают удовлетворительной тепловой свариваемостью. Однако по сравнению с низкоуглеродистыми при сварке низколегированныхв особенности при сварке металла большой толщины, используют подогрев.
При разработке режимов сварки следует иметь в виду, что в структуре металла зоны сварного соединения низкоуглеродистых низколегированных сталей допустимо содержание до 90% мартенсита, если твердость металла не превышает 415НV. Это обусловлено относительно высокими пластическими свойствами низкоуглеродистого реечного (дислокационного) мартенсита.
Сварка покрытыми электродами. Для сварки низколегированных сталей повышенной и высокой прочности в основном используют электроды с покрытием основного типа.
В зависимости от свойств свариваемой стали используют стандартные (ГОСТ 9467—60) электроды: типа Э42А (марок УОНИ-13/45, СМ-11 и др.); типа Э46А (марки Э-138/45Н для сталей 09Г2, 10ХСНД, 15ХСНД и др.); типа Э50А (марок УОНИ-13/55, ДСК-50, АН-Х7 и др. для сталей 14ХГС, 10ХСНД, 15ХСНД и др.); типа Э55 (марки УОНИ-13/55У для сталей 18Г2С, 25ГС, 15ГС) и др.
Для некоторых сталей типа 09Г2 используют также электроды с покрытием рутилового типа Э42 (например, электроды марки АНО-1).
Сварка под флюсом. При этом используют кремне- и марганцовистые флюсы АН-348А, АН-60 и флюсы с пониженным содержанием МпО и Si02 –АН-47, АН-15, АН-22, АН-42 ( Таблица). Электродную проволоку выбирают в зависимости от состава свариваемой стали (Св-08ГА, Св-10Г2, Св-08ХМ, Св-08ХМФА, Св-10НМА и др.).
Таблица –Химический состав флюсов для сварки легированных сталей
|
Марка флюса |
Содержание основных компонентов, % | |||||||||
|
SiO2 |
MnO |
MgO |
CaO |
CaF2 |
TiO2+ ZrO2 |
Al2O3 |
Fe2O3 |
S |
P | |
|
АН-348А |
41-44 |
34-38 |
5-7,5 |
≤6,5 |
4-5,5 |
- |
≤4,5 |
≤2 |
≤0,15 |
≤0,12 |
|
АН-67Б |
15,5 |
15,7 |
- |
7,0 |
14,0 |
5,5 |
38,5 |
0,5 |
≤0,09 |
≤0,1 |
|
АН-60 |
42,5-46,5 |
37-41 |
0,5-3 |
3-11 |
5-8 |
- |
≤5 |
≤0,9 |
≤0,09 |
≤0,1 |
|
АН-47 |
28-32 |
14-18 |
6,5-10,5 |
13-17 |
9-13 |
6-8 |
9-13 |
≤2 |
≤0,05 |
≤0,05 |
|
АН-65 |
38-42 |
20-28 |
7-11 |
≤8 |
7-11 |
5-9 |
≤5 |
≤2 |
≤0,1 |
≤0,1 |
Наиболее рационально для сварки низколегированных сталей использовать флюсы с пониженным содержанием МпО и Si02, так как уменьшается загрязненность металла шва шлаковыми включениями.
Хорошие результаты получены при сварке высокопрочных низколегированных сталей при использовании флюсов АН-17 и AH-17M в сочетании с кремнемарганцовистыми и другими легированными проволоками (например, Св-08ХН2М; Св-08ХМФА). Указанные флюсы характеризуются пониженным содержанием МпО и Si02 и наличием небольших количеств окислов железа. При этом флюсы содержат достаточное количество фтористого кальция и окиси кальция. Подобный состав флюса и соответственно шлаков обеспечивает хорошие металлургические условия формирования сварочной ванны, приводит к снижению исходной концентрации серы и фосфора, а также водорода в металле шва.
Сварка в атмосфере защитных газов. Технология сварки низколегированных сталей в атмосфере защитных газов мало чем отличается от технологии сварки углеродистых сталей.
Низколегированные стали плавящимся электродом в большинстве случаев сваривают в углекислом газе. При сварке сталей 09Г2, 10Г2СД, 14ХГС, 15ХСНД и подобных им в основном применяют электродную проволоку Св-08Г2С. Для повышения коррозионной стойкости сварных соединений в морской воде используют сварочную проволоку Св-08ХГ2С.
В некоторых случаях для повышения производительности сварки, улучшения внешнего вида швов, повышения пластических свойств металла шва применяют порошковые проволоки марок ПП-АН8, ПП-АН10, ПП-АН4, ПП-АН9. Проволоки ПП-АН4 и ПП-АН9 обеспечивают более высокие механические свойства металла шва при отрицательных температурах. Высокопрочные низколегированные стали сваривают электродными проволоками сложного легирования, которые выбирают в зависимости от свойств свариваемых сталей.
Электрошлаковая сварка. Технология электрошлаковой сварки низколегированных сталей аналогична технологии сварки углеродистых сталей. Сварку в основном осуществляют с применением флюса АН-8, однако возможно использование флюса АН-22. Электродную проволоку выбирают в зависимости от свойств свариваемой стали. Так, например, при сварке сталей 09Г2С, 16ГС, 14ГС, 15ХСНД используют проволоки Св-08ГС, Св-10Г2. Проволока Св-08ГА не обеспечивает достаточной прочности металла шва.
В зависимости от предрасположенности основного металла к росту зерна и требований, предъявляемых к сварному соединению, после сварки назначают термообработку. Для сталей, склонных к росту зерна, обычно назначают нормализацию; для сталей, не склонных к росту зерна, как правило, ограничиваются отпуском при температуре 650° С.
Характеристика теплоустойчивых сталей и особенности их сварки. Низколегированные теплоустойчивые стали относятся, в основном к перлитному классу (например, сталь 12Х1МФ.) Они характеризуются достаточной жаропрочностью, жаростойкостью, запасом пластичности и стабильностью структуры при температурах до 600°С, что позволяет использовать их в зависимости от состава для работы в области температур 450—585° С.
Повышенная
прочность стали в области высоких
температур достигается за счет упрочнения
легирующими элементами
![]() -твердого
раствора железа и формирования устойчивых
карбидов, не склонных к коагуляции.
Основные легирующие элементы
теплоустойчивых сталей —
карбидообразующие: хром, молибден,
ванадий, вольфрам, ниобий. Содержание
углерода в хромомолибденовых и
хромомолибденованадиевых сталях обычно
0,08— 0,12%.
-твердого
раствора железа и формирования устойчивых
карбидов, не склонных к коагуляции.
Основные легирующие элементы
теплоустойчивых сталей —
карбидообразующие: хром, молибден,
ванадий, вольфрам, ниобий. Содержание
углерода в хромомолибденовых и
хромомолибденованадиевых сталях обычно
0,08— 0,12%.
Теплоустойчивые стали упрочняются термообработкой. Однако, как правило, стали используют или в отожженном состоянии, или после нормализации и высокого отпуска (при температуре 650—750° С в зависимости от марки стали). Использование сталей в подобных состояниях обусловлено особенностями их работы: длительные сроки службы (сотни тысяч часов) при повышенных температурах (450—585° С).
Металлургические особенности сварки. Теплоустойчивые стали относятся к спокойным.
Сварные соединения теплоустойчивых сталей, как правило, подвергаются длительной эксплуатации при повышенных температурах. При подобных условиях получают значительное развитие диффузионные процессы. При различии в составе металла шва и основного, особенно по карбидообразующим элементам, возможно перераспределение углерода, обладающего повышенной диффузионной подвижностью по сравнению с другими компонентами стали. Это может привести к неблагоприятному изменению свойств металла в зоне сварного соединения. Для предотвращения развития указанных процессов состав металла шва должен быть близким к основному. В первую очередь это относится к содержанию карбидообразующих элементов.
С целью предотвращения образования кристаллизационных трещин содержание углерода в металле шва ограничивают в пределах 0,07—0,12%, а необходимые свойства металла шва обеспечивают за счет дополнительного введения легирующих элементов, исключающих заметное развитие диффузионных процессов в области границы сплавления. В этом случае рационально использовать комплексное легирование металла шва хромом, молибденом, ванадием, вольфрамом, чтобы градиент концентраций по каждому элементу в зоне сплавления был небольшим.
Изменение структуры и свойств металла в зоне термического влияния. В зоне термического влияния теплоустойчивых сталей можно выделить два характерных участка, определяющих работоспособность сварного соединения: участок повышенной твердости, который включает высокотемпературную область и зону аустенитизации, и участок пониженной твердости, включающий зону неполной перекристаллизации и разупрочнения в случае использования стали в состоянии после нормализации и высокого отпуска.
Аустенит теплоустойчивых сталей склонен к переохлаждению и образованию структур закалки. Это необходимо учитывать при выборе режима сварки, особенно при многослойной сварке элементов большой толщины. Для предотвращения образования холодных трещин сварку теплоустойчивых сталей, особенно при толщине соединяемых элементов свыше 10 мм, выполняют с подогревом.
Температуру подогрева (местного или общего) назначают в зависимости от марки свариваемой стали. С увеличением содержания углерода и степени легирования температура подогрева повышается.
На работоспособность сварных соединений теплоустойчивых сталей большое влияние оказывает второй участок, особенно вона неполной перекристаллизации. Это обусловлено тем, что в указанной зоне сварного соединения наряду с продуктами распада вновь образовавшегося при сварке высокоуглеродистого аустенита в структуре металла имеется феррит с пониженной (по сравнению с аустенитом) концентрацией углерода. Поэтому участок неполной перекристаллизации характеризуется гетерогенностью структуры и механических свойств, что особенно сказывается на длительной прочности при высоких температурах.
Разрушение соединений происходит по зоне неполной перекристаллизации из-за локализации пластической деформации и разрушения ферритных зерен.
Улучшение свойств металла зоны термического влияния достигают, как правило, за счет высокотемпературного отпуска. Более оптимальные свойства достигаются при проведении полной термообработки (нормализация и высокотемпературный отпуск) сварного изделия. Однако подобную термообработку к громоздким сварным изделиям применить, как правило, не представляется возможным.
Особенности сварки. Сварка покрытыми электродами — основной способ выполнения сварных соединений теплоустойчивых сталей. Это обусловлено тем, что детали и узлы энергостроения отличаются сложностью и разнообразием конструктивных решений и единичным характером производства. Сварку преимущественно осуществляют электродами с основным покрытием. В зависимости от состава свариваемой стали применяют электроды; для сварки стали 12МХ — типа Э-МХ (марки ГЛ-14 со стержнем из проволоки Св-08ХМ); для сварки сталей 12Х1МФ, 15Х1М1Ф, 20ХМФ-Л — типа Э-ХМФ (марки ЦМ-20-63 со стержнем из проволоки Св-08ХМФА) и др.
Сварку под флюсом выполняют в сочетании с легированной электродной проволокой, например сочетания флюс АН-22 с проволокой Св-08ХМФА или флюс АН-17М с проволокой Св-08ХГСМФА.
Сварку в атмосфере защитных газов успешно применяют для теплоустойчивых сталей. Особенно широко используют способ дуговой сварки в атмосфере углекислого газа. Марку проволоки выбирают в зависимости от состава свариваемой стали. Для стали 20ХМ используют проволоку Св-10ХГ2СМА, для сталей 12Х1МФ, 15Х1М1Ф, 20ХМФ-Л — проволоку Св-08ХГСМФА.
Электрошлаковая сварка
Электрошлаковую сварку широко применяют при изготовлении конструкций из толстолистовых низкоуглеродистых сталей. При атом равнопрочность сварного соединения достигается за счет легирования металла шва через электродную проволоку и перехода элементов из расплавляемого металла кромок основного металла. Последующая термообработка, помимо снижения остаточных напряжений, благоприятно влияет и па структуру и свойства сварных соединений.
При электрошлаковой сварке рассматриваемых сталей используют флюсы АН-8, АН-8М, ФЦ-1, ФЦ-7 и АН-22. Выбор электродной проволоки зависит от состава стали. При сварке спокойных низкоуглеродистых сталей с содержанием до 0,15% С хороших результатов достигают при использовании проволок марок Св-08А и Св-08ГА. Для предупреждения образования газовых полостей и пузырей при сварке кипящих сталей, содержащих мало кремния, рекомендуется электродная проволока Св-08ГС с 0,6—0,85% Si.
При спорке сталей марок ВСтЗ удовлетворительные результаты получают при использовании электродных проволок марок Св-08ГА, Св-10Г2 и Св-08ГС.
Низколегированные стали. Низколегированные конструкционные стали делятся на низкоуглеродистые, теплоустойчивые и среднеуглеродистые. В сталях этой группы содержание углерода не превышает 0,25%, а легирующих элементов 2-5%. В зависимости от легирования низкоуглеродистые стали подразделяют на марганцовистые (14Г, 14Г2), кремнемарганцовистые (09Г2С, 10Г2С1, 14ГС и др.), хромокремнемарганцовистые (14ХГС и др.), хромокремненикелемедистые (10ХСНД, 15ХСНД и др.).
Низколегированные теплоустойчивые стали обладает повышенной прочностью в условиях высоких температур эксплуатации. Они наиболее широко применяются при изготовлении металлических конструкций энергетических установок.
Низколегированные среднеуглеродистые стали (более 0,25% углерода) (17ГС, 18Г2АФ, 35ХМ и др.) используют обычно в термообработанном состоянии.
Особенности сварки низколегированных сталей. Эти стали свариваются труднее, чем низкоуглеродистые. При сварке могут образовываться закалочные структуры, возможен перегрев (рост зерен) в зоне термического влияния. Для предупреждения образования закалочных структур применяют подогрев изделия, многослойную сварку с малым интервалом времени между наложениями слоев металла в шов и др.
Покрытые сварочные электроды подбирают так, чтобы содержание углерода, серы, фосфора в них было низкое.
Низколегированные низкоуглеродистые стали 09Г2, 09Г2С, 10ХСНД, 10Г2С1 и 10Г2Б при сварке покрытыми электродами не закаливаются и мало склонны к перегреву. Сварка этих сталей аналогична сварке низкоуглеродистых сталей. Для обеспечения равнопрочности при сварке используют электроды типов Э46А и Э50А. Изделие перед сваркой не подогревают. Твердость и прочность околошовной зоны и основного металла практически не различаются.
При выполнении соединений из низколегированных низкоуглеродистых сталей 12ГС, 14Г, 14Г2, 14ХГС, 15ХСНД, 15Г2Ф, 15Г2СФ режим сварки необходимо подбирать так, чтобы не было закалочных структур и сильного перегрева металла. Для предупреждения перегрева сваривать стали 15ХСНД и 14ХГС следует при малой силе сварочного тока электродами меньшего диаметра (по сравнению со сваркой низкоуглеродистых сталей). Равнопрочность сварного соединения при сварке сталей 15ХСНД и 14ХГС достигается применением электродов типа Э50А или Э55. Сварку ведут электродами диаметром 4—5 мм в несколько слоев, а при толщине стали более 15 мм швы выполняют «каскадом» или «блоками», при этом не слишком разогревают металл, чтобы не перегреть зону термического влияния.
Для сварки низколегированных сталей повышенной и высокой прочности, как правило, применяют электроды с основным покрытием. В зависимости от свойств свариваемой стали используют электроды: типа Э42А (марки УОНИ-13/45, СМ-11 и др.); типа Э46А (марки Э-138/45Н для сталей 09Г2, 10ХСНД, 15ХСНД и др.); типа Э50А (марки УОНИ-13/55, ДСК-50 и другие для сталей 14ХГС, 10ХСНД, 15ХСНД и др.); типа Э55 (марки УОНИ-13/55У для сталей 18Г2С, 25ГС, 15ГС и др.).
Для некоторых сталей типа 09Г2 используют также электроды с покрытием рутилового типа Э42 (например, электроды марки АНО-1).
Дефектные участки следует подваривать швами нормального сечения длиной не более 100 мм или предварительно подогревать до 150-200 °С.
При сварке термоупрочненных сталей для уменьшения разупрочнения металла в околошовной зоне рекомендуется сварка длинными швами по охлажденным предыдущим швам. Режим сварки следует выбирать такой, чтобы швы выполнялись с малой погонной энергией.
Свариваемые металлы (стали, сплавы) могут иметь одинаковые и различные химический состав и свойства. В первом случае это однородные по химическому составу и свойствам металлы, во втором - разнородные.
Среднелегированные стали. Среднелегированные стали (содержание легирующих элементов 5-10%) применяют для изготовления конструкций, работающих при низких или высоких температурах, при ударных и знакопеременных нагрузках, в агрессивных средах и других тяжелых условиях. Их разделяют на теплоустойчивые, высокопрочные и др.
Для обеспечения требуемого качества сварных соединений необходимо выполнение ряда технологических приемов.
- В деталях из высокопрочной легированной стали должны быть предусмотрены плавные переходы при соединении элементов и изменении сечений, плавные закругления угловых соединений и другие конструктивные формы, устраняющие концентрацию напряжений.
- Сборку элементов рекомендуется производить в сборочных приспособлениях, обеспечивающих свободную усадку швов и сохранение при этом размеров конструкций.
- Сварные швы выполняют с предварительным и сопутствующим подогревом, если прочность сварного соединения должна быть не ниже прочности основного металла. Листовые конструкции толщиной до 3 мм и менее сваривают без подогрева, при большей толщине используется подогрев. Например, для сталей ЗОХГСА, 25ХГСА температура подогрева составляет 200-300 °С. Для того чтобы избежать перегрева, применяют сварку на малой погонной энергии (пониженное тепловложение). После сварки соединение подвергают термообработке - высокому отпуску.
- Сварные швы выполняют без предварительного и сопутствующего подогрева, если к сварному соединению не предъявляются требования прочности, близкой прочности основного металла. При этом сварку швов ведут электродами, обеспечивающими получение аустенитного металла шва. В этом случае последующую термообработку не производят.
При сварке среднелегированных сталей могут образовываться закалочные структуры, холодные трещины, возможен перегрев металла околошовной зоны. Чем выше содержание углерода и легирующих примесей, толще металл, тем хуже свариваемость этих сталей.
Среднелегированные стали сваривают покрытыми электродами с основным покрытием постоянным током обратной полярности.
В зависимости от требовании, предъявляемых к металлу шва, используют электроды, обеспечивающие получение среднелегированного металла шва. К ним относятся электроды марок УОНИ-13/85 (типа Э85), ВИ-10-6 (типа Э100), НИАТ-ЗМ (типа Э125), НИАТ-3 (типа Э150) и электроды, обеспечивающие получение аустенитного металла шва, например марки НИАТ-5 (типа Э-11Х15Н25М6АГ2).
Швы выполняются многослойными, каскадным или блочным способом, с малыми интервалами времени между наложением слоев. Подогрев металла выше 150 °С снижает вероятность образования закалочных структур и трещин. Электроды перед сваркой прокаливают. Кромки металла следует тщательно защищать от влаги, ржавчины, органических и других загрязнений.
Стали 20ХГСА, 25ХГСА, ЗОХГСА, ЗОХГСНА сваривают электродами марок ЦЛ-18-63, ЦЛ-30-63, НИАТ-ЗМ, ЦЛ-14, УОНИ-13/85 предельно короткой дугой. После сварки соединения подвергают термической обработке -закалке с температуры 880°С и низкому отпуску с целью обеспечения высокой прочности.
Сварка теплоустойчивых сталей. Теплоустойчивые стали предназначены для изготовления деталей, работающих в условиях высоких температур (400-600°С) и при давлении газа или пара до 30 МПа. Эти стали имеют склонность к образованию трещин в зоне термического влияния. Поэтому требуется предварительный подогрев до 200-400 °С и последующая термообработка (отпуск) по режиму: нагрев изделия до 710 °С, выдержка при этой температуре не менее 5 мин на 1 мм толщины металла с последующим медленным охлаждением. Иногда эти стали отжигают при температуре 670-800 °С.
Изделия из сталей 12МХ и 20МХЛ, работающие при температуре до 850°С, сваривают электродами марки ЦЛ-14. Сварку выполняют с предварительным подогревом изделия до 200°С для стали 12МХ и до 300°С - для стали 20МХЛ. После сварки применяют высокий отпуск при температуре 710 °С.
Изделия из сталей 34ХМ и 20Х3МВФ, работающие при температуре до 470°С, сваривают электродами марки ЦЛ-30-63. Сварку выполняют с предварительным и сопутствующим подогревом изделия до 350°С -400°С. Сварные соединения подвергаются отпуску при температуре 600 °С.
Изделия из сталей 20ХМФ, 20ХМФЛ, 12Х1М1Ф, работающие при температуре до 570°С, сваривают электродами марки ЦЛ-20-63 короткой дугой с предварительным и сопутствующим подогревом до 350 °С. После сварки рекомендуется высокий отпуск при 700-740 °С в течение 3 ч.
Сварку теплоустойчивых сталей покрытыми электродами производят на тех же режимах, что и сварку низколегированных конструкционных сталей. При этом необходимо полностью проварить корень шва, для чего первый слой выполняют электродами диаметром 2-3 мм. Большинство электродов предназначено для сварки постоянным током обратной полярности. Техника сварки теплоустойчивых сталей аналогична технике сварки низкоуглеродистых сталей. Многослойную сварку выполняют каскадным способом (без охлаждения каждого слоя выполненного шва).
Сварка высокопрочных сталей. При изготовлении ответственных сварных конструкций широко применяют высокопрочные стали 14Х2ГМРБ, 14Х2ГМРЛ, 14Х2ГМ и 12ГН2МФАЮ.
Основная трудность при сварке этих сталей - необходимость предотвращения образования в металле шва и зоны термического влияния холодных трещин, а также структур, резко снижающих сопротивляемость сварных соединений хрупкому разрушению. Решение задачи усложняется тем, что требуемые эксплуатационные и технологические свойства сварные соединения должны приобретать после сварки без дополнительной термообработки.
Для повышения стойкости сварных соединении из высокопрочных сталей к образованию холодных трещин необходимо перед сваркой обязательно прокаливать электроды с целью удаления влаги. Следует также соблюдать определенные условия подготовки к сварке и выполнения соединений.
Ручную сварку высокопрочных сталей выполняют электродами марки ЭА-981/15. Эти электроды технологичны при сварке во всех пространственных положениях. Сварку ведут постоянным током обратной полярности. Сила сварочного тока зависит от диаметра электрода и положения шва. Например, сварку в нижнем положении электродом диаметром 4 мм производят при силе сварочного тока 150-200 А. Перед сваркой электроды прокаливают при температуре 420-450 °С.
Перед сваркой поверхности деталей и места наложения швов зачищают до полного удаления ржавчины, окалины, краски, масла, влаги и других загрязнений. Зачистку производят на участке, равном ширине шва плюс 20 мм в каждую сторону.
При выполнении соединений необходимо предотвращать попадание влаги в зону сварки и не допускать быстрого охлаждения сварных соединений.
Сборку деталей под сварку часто производят прихватками. Прихватки длиной 50-100 мм выполняют электродами марок УОНИ-13/45А или ЭА-981/15. Расстояние между прихватками не должно превышать 400-500 мм. Не следует устанавливать их в местах пересечения швов. Перед сваркой прихватки нужно тщательно очистить и проверить. Сварку необходимо начинать и заканчивать на технологических (выводных) планках, приваренных к изделию. Кроме того, следует создавать плавные переходы от шва к основному металлу.
Для предотвращения образования холодных трещин при сварке соединений большой толщины и жесткости следует применять предварительный подогрев. Как правило, его назначают при сварке металла толщиной свыше 20 мм. Температура подогрева 60-150°С.
Стойкость сварных соединений к образованию холодных трещин можно повысить, применяя технологию сварки с мягкими прослойками. Этот технологический прием заключается в том, что первые слои многослойного шва выполняют менее прочным и пластичным металлом по сравнению с последующими. Иногда пластичные швы в один-два слоя накладывают в процессе заполнения разделки кромок. Для выполнения мягких слоев могут быть использованы электроды марки УОНИ-13/45.
При двусторонней сварке стыковых соединений первый шов рекомендуется накладывать со стороны, противоположной прихваткам. После наложения каждого валика металл шва и околошовную зону тщательно зачищают от шлака и брызг металла. При обрыве дуги необходимо тщательно зачистить кратер от шлака и только после этого снова возбуждать дугу.
После завершения сварочных работ в монтажных условиях сварные соединения необходимо укрыть асбестовой тканью или мотками с песком для медленного охлаждения.
Высоколегированные стали и сплавы. К высоколегированным относят стали, содержание в которых одного или нескольких легирующих элементов составляет 10-15%.
В соответствии с ГОСТ 5632-72 насчитывается 94 марки высоколегированных сталей и 22 марки высоколегированных сплавов.
Высоколегированные стали и сплавы классифицируют по системе легирования, структуре, свойствам и другим признакам.
По системе легирования высоколегированные стали делят на хромистые, хромоникелевые, хромомарганцевые, хромоникелемарганцевые и хромомарганцеазотистые.
По структуре высоколегированные стали подразделяют на стали мартенситного (15X5, 15Х5М и др.), мартенситно-ферритиого (15Х6СЮ, 12X13 и др.), аустенитно-мартенситного (07Х16Н6,08Х17Н5МЗ и др.), аустенитно-ферритиого (08Х20Н14С2 и др.) и аустенитного классов (03Х17Ш4М2, 12Х18Н9 и др.).
По свойствам высоколегированные стали и сплавы бывают коррозионно-стойкие (нержавеющие), жаростойкие и жаропрочные.
Особенности сварки высоколегированных сталей и сплавов. Большинство высоколегированных сталей и сплавов по сравнению с низкоуглеродистыми сталями обладает более низким (в 1,5-2 раза) коэффициентом теплопроводности и более высоким (примерно в 1,5 раза) коэффициентом линейного расширения. Низкий коэффициент теплопроводности приводит к концентрации теплоты при сварке и вследствие этого к увеличению проплавления металла, а высокий коэффициент линейного расширения к большим деформациям свариваемых изделий.
Эти стали склонны к образованию горячих и холодных трещин при сварке, что усложняет процесс обеспечения качества сварных соединений с требуемыми свойствами. В связи с этим при сварке изделий из этих материалов предусматривают выполнение определенных требований. Обычно сварку ведут на повышенной скорости и на малой силе сварочного тока для получения минимальной зоны разогрева.
Высоколегированные стали и сплавы более склонны к образованию трещин, чем низкоуглеродистые. Пути предотвращения трещин при сварке: создание в металле шва двухфазной структуры (аустенит и феррит); ограничение в шве содержания вредных примесей (серы, фосфора, свинца, сурьмы, висмута); применение электродных покрытий основного и смешанного видов; уменьшение жесткости свариваемых узлов.
Для получения сварных соединений без трещин рекомендуется свариваемые детали собирать с определенным зазором. Швы лучше выполнять электродами диаметром 1,6-2,0 мм при минимальной погонной энергии.
Подогрев (общий или местный) до температуры 100-300°С рекомендуется в зависимости от характера структуры основного металла, содержания углерода, толщины свариваемых элементов и жесткости изделия. Для мартенситных сталей и сплавов подогрев изделия обязателен, для аустенитных сталей он применяется редко.
При дуговой сварке высоколегированных сталей поверхности следует предохранять от брызг металла и шлака, так как они могут быть причиной коррозии или концентрации напряжений, ослабляющих конструкцию. Чтобы не было приваривания брызг, на поверхность металла, прилегающего к шву, наносят защитное покрытие.
Требования к качеству сборки и очистки металла перед сваркой достаточно жесткие.
После сварки мартенситные, мартенситно-ферритные, а иногда и ферритные стали подвергают высокому отпуску при температуре 680-720 оС, а жаропрочные (12X13, 20X13 и др.)- при 730-750 °С. Отпуск улучшает структуру, механические свойства и коррозионную стойкость.
Для сварки мартенситных, мартенситно-ферритных и ферритных сталей применяют электроды, стержни и покрытия которых обеспечивают получение наплавленного металла, близкого по химическому составу к основному металлу. Например, мартенситную сталь 15X11ВМФ сваривают электродами типа Э12Х11НВМФ марки КТИ-10; мартенситно-ферритную сталь 12X13 - электродами типа Э12Х13 марки УОНИ-13/1Х13 и т.д.
Если конструкции из стали этого класса работают на статическую нагрузку и к швам не предъявляются требования высокой прочности, сварку можно выполнять аустенитными или аустенитно-ферритными электродами. Так, ферритную сталь 15X25T сваривают электродами типа Э02Х20Н14Г2М2 марки ОЗЛ-20, при этом отпуск после сварки можно не проводить.
Для предотвращения роста зерна и повышения хрупкости зоны термического влияния при сварке таких сталей используют режим с малой погонной энергией.
К высоколегированным хромоникелевым сталям относятся стали аустенитного, аустенитно-мартенситного и аустенитно-ферритного классов. Эти стали и сплавы содержат мало вредных примесей, поэтому основные требования при сварке - хорошая защита расплавленного металла от воздуха и применение электродов со стержнем, имеющим аустенитную структуру и покрытие основного типа.
Сварка аустенитных сталей не вызывает особых затруднений. Надо иметь в виду, что в сварных соединениях аустенитно-ферритных и аустенитно-мартенситных сталей возможно выделение водорода по границам зерен. Для предупреждения этого сварное соединение подвергают отпуску в течение 1-2 ч при температуре 150 °С.
ГОСТ 10051-75 предусматривает 49 типов покрытых электродов для ручной дуговой сварки высоколегированных сталей. Каждый тип электрода включает одну или несколько марок электродов.
Тема 2.3. Технология сварки среднелегированных закаливающихся сталей. Характеристика сталей. Основные факторы, затрудняющие сварку закаливающихся сталей перлитного, мартенситного классов. Технологические особенности сварки. Сварочные материалы. Техника сварки. Назначение режимов сварки.
ТЕХНОЛОГИЯ СВАРКИ СРЕДНЕЛЕГИРОВАННЫХ СТАЛЕЙ
Характеристика сталей. Среднелегированные стали в зависимости от состава, характеризуются высоким пределом прочности и текучести в сочетании с достаточными пластическими свойствами (З0ХГСНА), относительно высокой жаропрочностью (20ХЗМВФ), окалиностойкостью (12Х5МА) и др.
Свойства среднелегированных сталей могут регулироваться в известных пределах за счет взаимного изменения содержания углерода и легирующих элементов, а также в зависимости от режима термообработки.
Изменение механических свойств стали в широких пределах в зависимости от вида термообработки вызывает значительные трудности при сварке. Среднелегированные стали чувствительны к образованию холодных трещин; они склонны также к развитию кристаллизационных трещин в металле шва. Это особенно проявляется при необходимости обеспечения равной прочности металла шва с основным.
Среднелегированные стали поставляют по ГОСТ 4543—71 и специальным ТУ; они могут относиться или к перлитному (25ХГСА, З0ХГСА, 35ХГСА), или к мартенситному (30Х2ГН2СВМА) классам.
Металлургические особенности сварки. Среднелегированные стали относятся к спокойным. Используемые при этом шлаковые системы не должны приводить к значительному развитию окислительно-восстановительных реакций на границе шлак—металл, что позволяет уменьшить загрязненность металла шва шлаковыми включениями. Например, при сварке под флюсом АН-348А содержание неметаллических включений в металле шва составляет 0,039%, а при сварке под флюсом АН-15М 0,006—0,008%. Несмотря на повышенную загрязненность металла шва шлаковыми включениями, в некоторых случаях при сварке среднелегированных сталей используют флюсы типа АН-348А. Это обусловлено тем, что подобные флюсы обеспечивают хорошее формирование шва, легкое удаление шлаковой корки, стабильное горение дуги.
При выборе состава металла шва необходимо
учитывать условия работы сварного
соединения и требования, предъявляемые
к сварным соединениям. Поскольку углерод
повышает чувствительность стали к
образованию кристаллизационных трещин
в металле шва, то обычно содержание
углерода в шве ограничивают 0,23%, а
необходимые свойства получают за счет
дополнительного легирования. Так,
например, сварные соединения стали
30ХГСА, выполненные под флюсом АН-15, после
закалки и отпуска на
![]() = 1300МПа в зависимости от проволоки имеют
= 1300МПа в зависимости от проволоки имеют![]() = 1300 МПа в случае использования проволоки
Св-20Х4ГМА и
= 1300 МПа в случае использования проволоки
Св-20Х4ГМА и![]() =
1000 МПа — проволоки Св-18ХМА.
=
1000 МПа — проволоки Св-18ХМА.
Для снижения вероятности образования горячих трещин из-за серы и фосфора обычно в сварных конструкциях используют высококачественные стали.
Наряду с уменьшением содержания серы и фосфора в исходных материалах рационально использовать сварочные материалы (флюсы, электродные покрытия, электродную проволоку), которые обеспечивают понижение концентрации серы и фосфора в шве или уменьшают их вредное влияние. Например, содержание серы и фосфора понижается при использовании низкокремнистых флюсов с повышенным содержанием окиси кальция, например флюса АН-15М.
Основная причина образования пор при сварке среднелегированных сталей — водород. Для предупреждения образования пор применяют различные металлургические приемы, исключающие попадание влаги в зону сварки.
Изменение структуры и свойств металла в зоне термического влияния. Среднелегированные стали обладают ограниченной свариваемостью. Это выражается в ограничении режимов сварки и тепловых условий проведения процесса, при которых обеспечиваются требуемые свойства. Ограниченная свариваемость обусловлена повышенной прокаливаемостью среднелегированных сталей и большой зависимостью механических свойств сталей от режима термообработки.
Наиболее опасный дефект околошовной зоны — холодные трещины. Независимо от исходного состояния свариваемых сталей образование холодных трещин наблюдается в высокотемпературной области зоны аустенитизации. Переход к режимам сварки с большей погонной энергией позволяет снизить вероятность образования холодных трещин, если изменение режима приводит к снижению содержания мартенсита или предотвращает его образование в структуре металла зоны термического влияния. В некоторых случаях подобный режим обеспечивается только при применении подогрева, предварительного или сопутствующего. Предварительный подогрев целесообразен при сварке массивных деталей, сопутствующий можно использовать как для тонкостенных деталей, так и массивных.
Образование холодных трещин носит замедленный характер, поэтому в тех случаях, когда время до термообработки сварных соединений меньше инкубационного периода образования холодных трещин, образование холодных трещин предотвращают путем проведения после сварки отпуска.
Ограничения в режимах сварки с целью предотвращения образования холодных трещин возрастают с повышением содержания углерода в стали. Это вызвано несколькими причинами: понижением температуры мартенситного превращения, критической скорости закалки и пластических свойств мартенсита с увеличением содержания углерода. Влияние температуры начала мартенситного превращения на образование холодных трещин связывают с развитием самоотпуска мартенсита. Если мартенситное превращение протекает при температурах 250—300° С, то. из-за развития процесса самоотпуска мартенсита опасность образования холодных трещин снижается. Поскольку пластические свойства мартенсита с увеличением содержания углерода падают, а внутренние напряжения, формирующиеся в результате мартенситного превращения, возрастают, то с целью снижения ограничений в технологии сварки следует использовать среднелегированные стали с минимальным содержанием углерода, обеспечивающим заданную прочность.
Оптимальные свойства среднелегированных сталей обеспечиваются после проведения термообработки, которая в большинстве случаев заключается в закалке (нормализации) с отпуском.
В зависимости от структурного состояния элементов, поступающих на сварку, возможно изготовление сварных узлов по двум основным вариантам: элементы поступают на сварку в термообработанном состоянии на оптимальные свойства; термообработку, обеспечивающую оптимальные свойства металла, проводят после выполнения сварочных работ.
При сварке сталей в термообработанном состоянии прочность сварного соединения определяется прочностью зоны разупрочнения. Уменьшения уровня снижения свойств сварного соединения достигают путем использования режимов с малой погонной энергией. Если возможно, выполняют многослойную сварку. Однако режимы с малой погонной энергией могут привести к образованию холодных трещин. Образованию холодных трещин при сварке элементов в термообработанном состоянии способствует также повышенная жесткость металла. Для предотвращения образования холодных трещин и уменьшения потери свойств в зоне разупрочнения используют режимы сварки, характеризующиеся малой величиной погонной энергии в сочетании с подогревом.
Обычно температуру подогрева принимают несколько ниже температуры начала мартенситного превращения. Для высокопрочных сталей (ЗОХГСА, ЗОХГСНА и др.) температуру подогрева назначают в пределах 200—300° С. Если возможно, то непосредственно после сварки узел подвергают отпуску обычно по режиму отпуска стали. Наиболее рационально использовать сопутствующий локальный подогрев (локальная термообработка), который не сказывается на протяженности зоны термического влияния сварки и в то же время позволяет осуществить или отпуск закаленного металла зоны аустенитизации, или режим, близкий к ступенчатой закалке.
Локальную термообработку осуществляют путем последовательного перемещения дополнительного источника нагрева, газового пламени, плазменной струи, светового луча или индуктора вдоль сварного соединения. Локальная термообработка может быть совмещена со сваркой или выполнена отдельно.
Если предварительный или сопутствующий подогрев, а также отпуск узла после сварки недопустимы по каким-либо условиям, а путем изменения режима сварки образование трещин не предотвращается, то используют проволоку, обеспечивающую получение металла шва с аустенитной структурой. В этом случае, как правило, прочность соединения определяется прочностью металла шва.
Если полную термообработку проводят после сварки, то основным критерием выбора режима сварки служит предотвращение образования холодных трещин. Не следует применять режимы сварки с заведомо большой погонной энергией, так как их использование усиливает формирование структур перегрева. По этой причине иногда сварку ведут на режимах с малой погонной энергией, но в сочетании с подогревом (общим или локальным).
В большинстве случаев после сварки среднелегированных сталей для улучшения структуры, снижения структурных напряжений, а также предотвращения образования холодных трещин в зоне сварных соединений проводят промежуточную термообработку, общую или локальную. Как правило, локальная термообработка оказывается более рациональной, поскольку может осуществляться в общем производственном потоке. Температуру промежуточной термообработки при общем нагреве выбирают в пределах до Ас1 (высокий отпуск).
Особенности сварки сталей различными способами. Для сварки покрытыми электродами в основном используют электроды с покрытием основного типа. В зависимости от требований, предъявляемых к металлу шва и технологии сварки, используют электроды, обеспечивающие получение среднелегированного металла шва; НИАТ-ЗМ (тип Э85), ВИ10-6 (типа Э100); УОНИ-13/18ХМА (тип ЭЮО-Ф), НИАТ-3 (типа Э145) и электроды, обеспечивающие получение аустенитного металла шва, НИАТ-б, ВИ12-6.
Сварка под флюсом. В зависимости от требований к металлу шва используют высокомарганцовистые флюсы — силикаты типа АН-348А и низкокремнистые безмарганцовистые флюсы АН-15, АН-15М и др. Низкокремнистые безмарганцовистые флюсы по сравнению с высокомарганцовистыми флюсами позволяют получить металл шва с более высокими пластическими свойствами. Флюсы АН-15 и АН-15М несколько уступают флюсу АН-348-А в технологическом отношении, и при их использовании сварку выполняют на постоянном токе обратной полярности.
Для дуговой сварки в атмосфере защитных газов в качестве защитного газа используют углекислый газ и аргон. При сварке в углекислом газе в зависимости от требований, предъявляемых к шву, применяют сварочные проволоки: Св-08ГСМТ, Св-18ХГС, Св-18ХМА, Св-08ХГ2С, Св-08ХЗГ2СМ, Св-10ХГ2СМА и др.
Поскольку в проволоке Св-18ХМА пониженное суммарное содержание раскислителей, то наиболее рационально ее использовать при сварке одно- и двухслойных швов. При сварке многослойных швов применяют электродную проволоку Св-08ХЗГ2СМ, при этом первый слой можно выполнять менее легированной проволокой, например Св-08ХГ2С, Св-08ГСМТ и др.
При сварке плавящимся электродом с целью снижения вероятности образования пор и повышения стабильности процесса рационально использовать аргон с добавками 5—10% кислорода или углекислого газа.
При сварке сталей высокой прочности
(![]() >
1500 МПа) небольшой толщины (в основном
до 3 мм) рационально использовать
одностороннюю двухслойную аргонодуговую
сварку вольфрамовым электродом
поперечными колебаниями.
>
1500 МПа) небольшой толщины (в основном
до 3 мм) рационально использовать
одностороннюю двухслойную аргонодуговую
сварку вольфрамовым электродом
поперечными колебаниями.
При сварке неплавящимся электродом для увеличения глубины проплавления, особенно в случае использования сталей специальной выплавки (электрошлакового переплава, рафинированных синтетическими шлаками и др.), целесообразно использовать активирующие флюсы-пасты. Флюс наносят на свариваемые кромки в виде тонкого слоя с помощью специального стержня-карандаша. Содержащиеся во флюсе компоненты (главным образом фториды и окислы) способствуют сжатию столба дуги, благодаря чему и обеспечивается увеличение глубины проплавления.
При электрошлаковой сварке используют флюсы АН-8, АН-8М, АН-22 и стандартные электродные проволоки Св-12ГС, Св-08ГСМТ, Св-18ХМА, Св-10Х5М и др., которые выбирают в зависимости от состава свариваемой стали. Поскольку электродная проволока имеет пониженное содержание углерода, то обычно применяют электродную проволоку, которая позволяет дополнительно легировать металл шва.
С целью получения металла шва с требуемыми свойствами обычно используют режимы, обеспечивающие долю участия основного металла в образовании шва до 50—60%, что позволяет приблизить состав металла шва к основному.
При электрошлаковой сварке, как правило, не наблюдается образования холодных трещин. Это обусловлено малыми скоростями охлаждения металла зоны аустенитизации, позволяющими предотвратить образование структур закалки или обеспечить их самоотпуск. Однако подобные термические условия способствуют формированию в зоне термического влияния структур перегрева, что приводит к значительному снижению пластических свойств. Для восстановления свойств металла зоны перегрева применяют полную термообработку (закалку с отпуском).
Электронно-лучевая сварка применительно к среднелегированным сталям и особенно высокопрочным — перспективный метод, поскольку позволяет получить сварные соединения с благоприятной структурой и высокими механическими свойствами. Подобное сочетание свойств обеспечивается путем использования режимов с малой погонной энергией.
Склонность к образованию холодных трещин швов, выполненных электронно-лучевой сваркой на режимах с малой погонной энергией, ниже, чем швов, выполненных дуговой сваркой. Это, по-видимому, обусловлено, с одной стороны, более низким уровнем внутренних напряжений в сварных соединениях, выполненных электронно-лучевой сваркой, с другой — повышением температуры мартенситного превращения из-за большой неоднородности аустенита.
Электронно-лучевая сварка дает хорошие результаты при сварке сталей толщиной до 30 мм. При сварке более толстого металла и содержании углерода в стали свыше 0,2% возникают трудности из-за образования кристаллизационных трещин.
Тема 2.4. Технология сварки высоколегированных сталей. Состав и свойства. Основные сведения о свариваемости. Выбор способов сварки и сварочных материалов. Технология сварки мартенситных и мартенситно-ферритных высокохромистых сталей. Технология сварки высокохромистых ферритных сталей. Технология сварки высоколегированных аустенитных сталей.
ТЕХНООГИЯ СВАРКИ ВЫСОКОЛЕГИРОВАННЫХ СТАЛЕЙ
Характеристика высоколегированных сталей. В зависимости от структуры основы (матрицы) высоколегированные стали могут относиться к ферритному, аустенитному и мартенситному классам. Помимо сталей с однофазной основой, в настоящее время широко используют двухфазные стали переходных классов: аустенитно-ферритные, аустенитно-мартенситные и мартенситно-ферритные.
Основными легирующими элементами высоколегированных сталей являются хром, никель, марганец. По системе легирования стали подразделяют на высокохромистые, хромоникелевые, хромоникелемарганцевые и др.
Высокохромистые
стали.
В безуглеродистых железо-хромистых
сплавах область
![]() -твердых
растворов замыкается при содержании
свыше 13% Сг. При наличии углерода область
-твердых
растворов замыкается при содержании
свыше 13% Сг. При наличии углерода область
![]() -твердых
растворов расширяется. Например, в
хромистой стали, содержащей 0,25% С, область
-твердых
растворов расширяется. Например, в
хромистой стали, содержащей 0,25% С, область
![]() -твердого
раствора замыкается при концентрации
хрома свыше 21—22%. Таким образом, структура
и свойства хромистых сталей определяются
содержанием хрома и углерода.
-твердого
раствора замыкается при концентрации
хрома свыше 21—22%. Таким образом, структура
и свойства хромистых сталей определяются
содержанием хрома и углерода.
В зависимости от развития структурных превращений хромистые стали подразделяют на три группы Стали первой группы обычно относятся к мартенситным (20X13, 14Х17Н2 и др), второй — ферритно-мартенситным (12X13, 14Х12В2МФ) и третьей — ферритным (12X17, 08Х17Т).
В хромистых сталях хром, как более энергичный карбидообразователь, вытесняет железо из цементита и образует сложные карбиды типа (CrFe)7C3; (CrFe)23C6. Хром снижает критическую скорость закалки и способствует прокаливаемости стали. Наличие хрома в стали повышает коррозионные свойства стали, а при содержании свыше 12—13% Сг сталь не подвержена коррозии в атмосфере воздуха, а также в некоторых средах и относится к коррозионностойким.
Упрочнения
феррита в высокохромистых сталях
достигают легированием, главным образом
вольфрамом, молибденом, никелем,
ванадием, а
также
закалкой из
![]() -области.
-области.
Формированию
мартенсита способствуют элементы,
понижающие температуру
![]() →М
превращения
никель, марганец; наоборот, вольфрам,
молибден и кремний повышают температуру
превращения, благодаря чему эффект
закалки снижается. Оптимальные
свойства термически-упрочняемые
высокохромистые стали приобретают
после закалки и высокого отпуска при
температуре 650—700° С. Температуру закалки
выбирают в зависимости от содержания
хрома и углерода, поскольку температура
нагрева сказывается на фазовом составе.
→М
превращения
никель, марганец; наоборот, вольфрам,
молибден и кремний повышают температуру
превращения, благодаря чему эффект
закалки снижается. Оптимальные
свойства термически-упрочняемые
высокохромистые стали приобретают
после закалки и высокого отпуска при
температуре 650—700° С. Температуру закалки
выбирают в зависимости от содержания
хрома и углерода, поскольку температура
нагрева сказывается на фазовом составе.
Высокохромистые стали с различными добавками используют не только как коррозионно-стойкие, но и как жаростойкие и жаропрочные.
Ферритные жаропрочные стали по сравнению о аустенитными имеют пониженную жаропрочность. Ферритные стали более склонны к росту зерна в околошовной воне при сварке.
Хромоникелевые стали. Введение в 18%-ную хромистую сталь свыше 7% Ni переводит ее в аустенитное состояние. Сталь с аустенитной структурой по сравнению с ферритной обладает лучшими механическими свойствами (сочетание высокой прочности и пластичности), менее склонна к росту зерна и более коррозионностойкая.
В зависимости от содержания хрома и никеля хромоникелевые стали могут иметь структуру метастабильного аустенита — стали типа 18-10 (18-9): 04Х18Н10, 08Х18Н10, 12Х18Н9, 12Х18Н9Т и стабильного — стали типа 15-25 (например, 08Х15Н24В4ТР). В сталях с метастабильным аустенитом при определенных условиях возможно превращение аустенита или в мартенсит (при низких температурах, особенно в сочетании с деформацией), или в феррит с выделением карбидов (при повышенных температурах). В структуре стали типа Х18Н9 карбиды могут наблюдаться при содержании углерода выше предела растворимости.
Выпадение карбидов по границам зерен зависит от времени нахождения стали в области опасных температур. Быстрое охлаждение металла позволяет предотвратить выпадение карбидов. Склонность к межкристаллитной коррозии можно предотвратить, если содержание углерода в стали будет ниже предела растворимости.
Дополнительное легирование хромоникелевой стали позволяет повысить жаропрочность. При этом жаропрочность повышается как за счет упрочнения основы стали — аустенита, так и за счет формирования дополнительных фаз — карбидных или интерметаллидных. Карбидное упрочнение используют в сталях в небольшим содержанием никеля и соотношением Сг : Ni > 1 (стали типа Х18Н9), вводят в состав стали элементы, образующие стойкие карбиды: W, Nb, V. Стали с карбидным упрочнением имеют повышенное содержание углерода (0,3—0,5%).
Более высокие жаропрочные свойства имеют стали с относительно большим содержанием никеля и соотношением Сг : Ni < 1 (стали типа Х12Н20). Благодаря повышенной концентрации никеля в сталях подобного типа создаются условия для интерметаллидного упрочнения.
Двухфазные стали. В последние годы значительное применение в промышленности нашли двухфазные стали. Широкому внедрению двухфазных сталей способствовали их высокие прочностные свойства в сочетании g хорошей коррозионной стойкостью, повышенным сопротивлением межкристаллитной коррозии и коррозии под напряжением. Двухфазные стали, как правило, отличаются от однофазных лучшей свариваемостью.
Наибольшее применение нашли двухфазные стали на основе еистемы Fe—Сг—Ni: 07X16Н6, 08Х17Н5МЗ, 12X21Н5Т, 08Х22Н6Т, 10Х20Н6МД2Т.
В зависимости от соотношения хрома и никеля и температуры начала мартенситного превращения двухфазные стали могут относиться к аустенитно-мартенситному, аустенитно-ферритному и мартенситно-ферритному классам. Стали аустенитно-мартенситного и аустенитно-ферритного классов отличаются по температуре начала мартенситного превращения. Аустенитно-мартенситные стали имеют температуру начала мартенситного превращения 60—20° С, температура начала мартенситного превращения аустенитно-ферритных сталей лежит в области отрицательных температур.
Двухфазные стали в большинстве случаев упрочняются за счет дисперсионного твердения (упрочнение за счет выделения из пересыщенного твердого раствора дисперсных фаз). При этом из-за различия растворимости упрочняющей фазы в аустените и феррите (мартенсите) процессы дисперсионного твердения развиваются только в ферритной (мартенситной) фазе. Поэтому степень упрочнения двухфазной стали определяется количеством ферритной (мартенситной) составляющей. В этом случае аустенитная составляющая играет роль своеобразной барьерной фазы, повышающей вязкость и пластичность стали, при этом прочность стали несколько снижается.
Мартенситно-стареющие коррозионно-стойкие стали. В этих сталях (например, в стали 08Х15Н5Д2Т) высокая прочность в сочетании с высокой пластичностью и вязкостью достигается при формировании высоколегированной низкоуглеродистой мартенситной матрицы, обладающей высокой пластичностью, и последующем упрочнении матрицы в процессе дисперсионного твердения—старения. Этим мартенситно-стареющие стали отличаются от высокохромистых мартенситных сталей, упрочняемых в процессе закалки в связи с наличием углерода в твердом растворе и частичным распадом мартенсита с образованием карбидов.
Формирование мартенситной матрицы с высокой пластичностью достигается путем максимального легирования стали никелем при сохранении мартенситного класса и уменьшения до минимума содержания углерода и азота, а также вредных примесей серы и фосфора. Благодаря малому содержанию примесей атомов внедрения (азота и углерода) снижаются искажения кристаллической решетки и вероятность закрепления дислокаций.
Упрочнение мартенситной матрицы достигается в результата развития процесса дисперсионного твердения—старения, осуществляемого введением в состав стали элементов, образующих интерметаллидные упрочняющие фазы. При введении меди эффект упрочнения достигается за счет выделения дисперсных частиц чистой меди. В качестве элементов, обеспечивающих старение, используют титан, алюминий, марганец, ниобий, цирконий' молибден, медь и кремний. Особенно желательно введение в сталь, титана, который, образуя карбонитриды титана, способствует удалению углерода и азота из твердого раствора. Это способствует повышению пластичности мартенситной матрицы.
В мартенситно-стареющих сталях содержание легирующих элементов подбирают таким образом, чтобы начало и конец мартенситного превращения лежали в области температуры 130— 30° С. Обычно структура стали после закалки состоит из мартенсита и остаточного аустенита (около 10%). Остаточный аустенит обеспечивает закаленной и состаренной стали достаточную вязкость. Снижение остаточного аустенита за счет быстрого охлаждения при закалке приводит к некоторому повышению прочности, но в этом случае резко понижается вязкость стали после старения. Слишком медленное охлаждение при закалке может привести к выделению карбидов хрома в виде сетки по границам зерен, а следовательно, снижению вязкости. Термообработку сварных соединений назначают в зависимости от условий работы. Если сталь работает при обычных температурах, то сварные соединения не подвергают старению; если же предполагается работа при повышенных температурах, то сварные соединения обрабатывают при температуре 600—650° С. Подобная обработка обеспечивает перестаривание мартенсита и предотвращает старение металла в зоне сварного соединения в процессе эксплуатации.
При выборе присадочных материалов необходимо учитывать не только условия работы сварных соединений, но и возможность образования дефектов в металле шва. Для сварных соединений, работающих при высокой температуре, наиболее оптимальный состав металла шва — составосновного металла. Для улучшения свойств металла шва, особенно при сварке однофазных сталей — высокохромистых, хромоникелевых аустенитных и др., рационально вводить в металл сварочной ванны небольшие добавки элементов, обеспечивающих измельчение структуры, например титана.
При выборе состава металла шва необходимо учитывать склонность высоколегированных сталей к образованию горячих трещин и предусматривать меры их предупреждения. В зависимости от стабильности аустенита применяют различные способы борьбы с горячими трещинами. При сварке сталей о метастабильным аустенитом (типа Х18Н9) образование горячих трещин предотвращают путем формирования металла шва с двухфазной аустенитно-ферритной структурой. С увеличением количества ферритной фазы стойкость металла шва против образования горячих трещин возрастает.
Наличие феррита в аустенитной стали повышает вероятность образования хрупкой фазы при длительной работе в области высоких температур, поэтому в большинстве случаев количество феррита в металле шва ограничивают 2—7%.
Если сварные соединения работают при температуре ниже 300 0С, увеличение количества ферритной фазы рационально, поскольку при наличии ферритной фазы повышается коррозионная стойкость металла шва.
При сварке высокохромистых ферритных сталей формирование швов с двухфазной аустенитно-ферритной структурой рационально, поскольку позволяет повысить их стойкость против образования горячих трещин.
Холодные трещины. Образование холодных трещин наблюдается при сварке высокохромистых сталей мартенситного и мартенситно-ферритного классов и обусловлено формированием мартенсита. В некоторых случаях образование холодных трещин наблюдается и при сварке сталей ферритного класса, когда содержание хрома и кремния в стали на нижнем пределе. Предполагают, что образование холодных трещин при подобных условиях обусловлено формированием при быстром нагреве метастабильного аустенита в пограничных слоях ферритных зерен, где из-за растворения карбидов наблюдается повышенная концентрация углерода. В процессе охлаждения возможно превращение метастабильного аустенита в мартенсит.
Во всех случаях при сварке высокохромистых сталей вероятность образования холодных трещин возрастает с повышением содержания углерода, поскольку с увеличением содержания углерода снижаются пластические свойства мартенсита.
Для предотвращения образования холодных трещин, как правило, используют подогрев до температуры 250—300° С (предварительный или сопутствующий). При этом целесообразность использования подогрева возрастает с увеличением содержания углерода в стали, а также толщины свариваемого металла. Например, для стали 08X13 подогрев назначают при сварке металла толщиной свыше 16 мм; 12X13 — свыше 10 мм, а 20X13 — свыше 8 мм.
После сварки высокохромистых сталей мартенситного и мартенситно-ферритного, а в некоторых случаях и ферритного классов, как правило, применяют высокотемпературный отпуск при температуре 680—720° С в течение 3—5 ч, а жаропрочные стали отпускают при более высокой температуре (730—750 С).
Иногда проведение отпуска после сварки вызывает значительные трудности. В подобных случаях отпуск можно не проводить, если сварные соединения работают при статических нагрузках, а сварка выполнена с использованием аустенитных присадочных материалов, обеспечивающих достаточную вязкость соединения за счет формирования металла шва с аустенитной или с аустенитно-ферритной структурой.
Отпуск позволяет не только улучшить механические свойства сварного соединения, но и повысить его коррозионные свойства.
Межкристаллитная коррозия. Предрасположенность высоколегированных хромоникелевых сталей к межкристаллитной коррозии зависит от свойств стали и характера термического воздействия. Поскольку в условиях сварки плавлением в зоне термического влияния металл нагревается до температур 500—800° С, то это может привести к формированию структуры, склонной к межкристаллитной коррозии. Поэтому при изготовлении сварных конструкций, предназначенных для работы в агрессивных средах, используют хромоникелевые стали, стабилизированные титаном или ниобием.
Металл шва также должен быть легирован элементами-стабилизаторами, в особенности со стороны воздействия агрессивной среды. В качестве элементов-стабилизаторов в зависимости от способа сварки используют титан или ниобий. При наличии элементов-стабилизаторов длительное нахождение металла в области опасных температур может привести к формированию структуры, склонной к межкристаллитной коррозии. Поэтому сварку следует вести, используя режимы с малой погонной энергией, особенно при выполнении многослойных швов.
Предрасположенность к межкристаллитной коррозии наблюдается и в сварных соединениях высокохромистых сталей. Склонность сварных соединений высокохромистых сталей к межкристаллитной коррозии в области, где нагрев превышает 900° С, наблюдается при выполнении сварных соединений на режимах с малой погонной энергией. При сварке на мягких режимах склонность к межкристаллитной коррозии не наблюдается. Подобное поведение высокохромистых сталей обусловлено тем, что формирование карбидов хрома с одновременным обеднением границ ферритных зерен хромом наблюдается только при сварке на жестких режимах.
Предполагают также, что известную роль в предрасположенности высокохромистых сталей к межкристаллитной коррозии при сварке на жестких режимах играют внутренние напряжения, связанные с формированием карбидов по границам зерен. При сварке на мягких режимах из-за большой скорости диффузии в ОЦК-решетке феррита происходит выравнивание концентрации хрома, а также напряжений в области границ. Это предотвращает возможность развития межкристаллитной коррозии.
Ножевая коррозия. Склонность к ножевой коррозии, как правило, проявляется в сварных соединениях хромоникелевых сталей, стабилизированных титаном и реже ниобием. Ножевая коррозия проявляется в интенсивной локальной коррозии основного металла вблизи границы сплавления. Возможность развития ножевой коррозии появляется после отпуска при температуре 650° С однослойного шва или в зоне сплавления первого шва многослойных швов.
Причины предрасположенности металла зоны сплавления к ножевой коррозии обусловлены выпадением карбидов хрома и титана. При сварке нагрев металла зоны термического влияния до температур 1200—1300° С приводит к растворению карбидов титана в аустенитных зернах. При охлаждении титан и углерод фиксируются в аустените. Последующий нагрев (или при отпуске, или при выполнении второго слоя) металла до температуры 600— 700° С приводит к выпадению карбидов. При этом формируются карбиды титана и хрома. Это обусловлено тем, что для связывания углерода, диффундирующего к границам с значительно большей скоростью, чем титан, титана в пограничных слоях зерен оказывается недостаточно.
Формирование карбидов хрома приводит к обеднению пограничных слоев аустенитных зерен хромом. Как следствие, металл становится предрасположенным к локальной коррозии. С повышением относительного содержания титана (Ti/C) в стали вероятность развития ножевой коррозии снижается. Однако в этом случае возможно охрупчивание стали из-за развития процесса старения. Ножевая коррозия предотвращается также при содержании углерода в стали не выше 0,02—0,03%. Во всех случаях при выполнении двухслойных швов второй шов необходимо выполнять со стороны действия агрессивной среды.
Охрупчивание металла. Охрупчивание металла зоны сварного соединения может быть вызвано или формированием структуры перегрева, характеризующейся крупным зерном, или неблагоприятной формой выпадения избыточных фаз. В большинстве случаев охрупчивание металла зоны термического влияния обусловлено сочетанием указанных процессов. Наибольшую склонность к охрупчиванию проявляют высокохромистые стали, особенно ферритного класса, а также хромоникелевые стали переходного аустенитно-ферритного класса.
Охрупчивание металла зоны сварного соединения высокохромистых сталей связано е их природой — формированием при температурах, близких к солидусу ферритной структуры, в которой диффузионные процессы протекают с большей скоростью чем в аустените. Это облегчает укрупнение зерен металла зоны-: термического влияния в области высоких температур и способствует более интенсивному выделению карбидов по границам зерен в процессе охлаждения. Однако частично углерод остается в ферритной матрице и искажает ее решетку. Последнее затрудняет перемещение дислокаций в процессе деформации и, как следствие, вызывает снижение пластических свойств.
Охрупчивание высокохромистых сталей предупреждают, используя режимы с малой погонной энергией, или применяют стали, легированные элементами, снижающими ее склонность к росту зерна в зоне термического влияния.
Охрупчивание двухфазных аустенитно-ферритных хромоникелевых сталей связано с фазовой перекристаллизацией и ростом зерна. В результате фазовой перекристаллизации в структуре металла зоны термического влияния, нагревавшейся до высоких температур (выше 1200—1300° С), происходит увеличение-содержания ферритной фазы, а вблизи зоны сплавления возможно формирование полностью ферритной структуры, способствующей интенсивному росту зерна.
Рассмотренные структурные превращения в зоне термического влияния двухфазных сталей при многослойной сварке могут привести к катастрофическому снижению пластических свойств металла из-за выпадения избыточных фаз в виде сплошной сетки по границам зерен зоны термического влияния первых слоев при выполнении последующих слоев.
Особенности сварки сталей различными способами. При сварке высоколегированных сталей покрытыми электродами используют электроды с основным покрытием. Применение электродов с покрытием фтористокальциевого типа позволяет обеспечить формирование наплавленного металла необходимого химического состава, а также других свойств путем использования высоколегированной электродной проволоки и делегирования через покрытие.
Сочетание легирования через электродную проволоку и покрытие позволяет обеспечить не только гарантированный химический состав в пределах паспортных данных, но и определенные другие свойства, например гарантированное содержание феррит-ной фазы в узких пределах. В качестве примера можно привести электроды марки ЦТ-15 (тип ЭА-1Ба, содержание ферритной фазы 2,5—5,5% по ГОСТ 10052—75), предназначенные для сварки аустенитных сталей 12Х18Н10Т, 12Х18Н9Т, 12Х18Н12Т и им подобных. Электроды ЦТ-15 при использовании стандартной электродной проволоки Св-07Х19Н10Б обеспечивают за счет делегирования через покрытие содержание ферритной фазы в наплавленном металле в пределах 2,5—4,5%.
При использовании электродов ЦТ-15 сварку первого слоя стыкового шва из-за большой доли участия основного металла рекомендуется выполнять электродами ЦТ-15-1 (тип ЭА-1Б, содержание ферритной фазы 5,5—15% по ГОСТ 10052—75), обеспечивающими более высокое содержание ферритной фазы в наплавленном металле (5,5—9%). Последнее достигается при использовании стандартной электродной проволоки Св-07Х19Н10Б и до-легировании через покрытие.
Содержащийся в электродных стержнях титан при сварке практически полностью окисляется. По этой причине при сварке покрытыми электродами в качестве элемента-стабилизатора используют ниобий. Коэффициент перехода ниобия из стержня при сварке покрытыми электродами составляет 60—65%.
Для сталей с низким содержанием углерода наличие значительных количеств СаС0 3 в покрытии электродов нежелательно, поскольку образующийся углекислый газ может привести к науглероживанию металла сварочной ванны. В подобных случаях можно использовать электроды с окислительным низкокремнистым покрытием. При этом можно избежать не только науглероживания, но и перехода кремния из покрытия в сварочную ванну. Указанные процессы в некоторой мере обеспечиваются при использовании электродов с рутил-карбонатно-фтористым покрытием, например электродов марки ОЗЛ-14 (типа ЭА-1 по ГОСТ 10052—75).
Глубокоаустенитные стали при повышенном содержании кремния склонны к образованию горячих трещин. Поэтому нежелателен переход кремния из покрытия в шов в результате развития кремневосстановительного процесса. В подобных случаях исключают присутствие SiО2 в покрытии, не только подбирая шихту соответствующей композиции, но используя в качестве связующего не жидкое стекло, а высокоглиноземистые цементы в комбинации с добавками алюмината натрия. Подобными свойствами обладают электроды марки ЦТ-22. Недостаток имеющихся алюминатных покрытий — недостаточная их прочность.
Сварку высоколегированных сталей под флюсом . С металлургической точки зрения для сварки высоколегированных сталей наиболее рациональны фторидные флюсы типа АНФ-5, которые обеспечивают хорошую защиту и металлургическую обработку металла сварочной ванны и позволяют легировать сварочную ванну титаном через электродную проволоку. При этом процесс сварки малочувствителен к образованию пор в металле шва из-за водорода. Однако фторидные бескислородные флюсы имеют относительно низкие технологические свойства. Именно низкие технологические свойства фторидных флюсов служат причиной широкого использования для сварки высоколегированных сталей флюсов на основе окислов.
К флюсам на основе окислов относятся низкокремнистые типа АН-26, обеспечивающие хорошее формирование металла шва. Однако при сварке наблюдается интенсивное окисление титана и алюминия (не удается легировать шов этими элементами через проволоку), переход кремния в шов. Последнее при сварке глубокоаустенитных сталей повышает вероятность образования горячих трещин, а при сварке высокохромистых мартенситных сталей приводит к охрупчиванию из-за формирования ферритной фазы.
Наряду с низкокремнистыми для сварки высоколегированных сталей используют флюсы на основе высокоустойчивых окислов — высокоосновные флюсы типа АН-292 (флюс на основе системы А12О3—СаО—MgO). Указанные флюсы обладают хорошими металлургическими и технологическими свойствами. Однако они чувствительны к образованию пор в металле шва из-за водорода.
Сочетание положительных свойств фторидных флюсов и флюсов на основе окислов достигается при использовании фторидных безокислительных флюсов типа АНФ-8 и фторидных окислительных типа АНФ-14, АНФ-17 и АНФ-22. Флюс АНФ-14 используют взамен флюса АН-26. Флюсы АНФ-17 и АНФ-22 позволяют осуществить необходимые при сварке глубокоаустенитных сталей изменения состава металла шва (снижение концентрации кремния, легирование бором и марганцем). Фторидные окислительные флюсы уступают безокислительным флюсам по своим формирующим свойствам.
В некоторых случаях при сварке глубокоаустенитных сталей, особенно системы Cr—Ni—Mo—Сu, используют высокоокислительный низкокремнистый флюс АН-18, а при сварке жаропрочных высокохромистых мартенситных сталей — флюс АН-17, менее окислительный по сравнению в флюсом АН-18.
Сварку высоколегированных сталей для снижения вероятности формирования структуры перегрева, как правило, выполняют на режимах, характеризующихся малой величиной погонной энергии. При этом предпочтение отдают швам малого сечения, получаемым при использовании электродной проволоки небольшого диаметра (2—3 мм). Поскольку высоколегированные стали обладают повышенным электросопротивлением и пониженной электропроводностью, то вылет высоколегированного электрода при сварке уменьшают в 1,5—2 раза по сравнению с вылетом электрода из углеродистой стали.
Для сварки высоколегированных сталей в атмосфере защитных газов используют аргон, гелий (реже), углекислый газ.
Аргонодуговую сварку выполняют плавящимися и неплавящимися вольфрамовыми электродами. Плавящимся электродом сваривают на постоянном токе обратной полярности, используя режимы, обеспечивающие струйный перенос электродного металла. В. некоторых случаях (в основном при сварке аустенитных сталей) для повышения стабильности горения дуги и особенно снижения вероятности образования пор из-за водорода при сварке плавящимся электродом используют смеси аргона с кислородом или углекислым газом (до 10%).
Сварку неплавящимся вольфрамовым электродом в основном осуществляют на постоянном токе прямой полярности, в некоторых случаях при наличии в сталях значительного количества алюминия используют переменный ток для обеспечения катодного разрушения окисной пленки.
При сварке высоколегированных сталей для защиты металла широко применяют углекислый газ, в результате чего снижается вероятность образования пор в металле шва из-за водорода, при этом обеспечивается относительно высокий коэффициент перехода легкоокисляющихся элементов. Так, например, коэффициент перехода титана из проволоки достигает 50%. При сварке в атмосфере аргона коэффициент перехода титана из проволоки составляет 80—90%.
При сварке в углекислом газе сталей, имеющих высокое содержание хрома и низкое кремния, на поверхности шва образуется тугоплавкая, трудноудаляемая окисная пленка. Ее присутствие затрудняет проведение многослойной сварки. При сварке сталей с малым содержанием углерода (ниже 0,07—0,08%) возможно науглероживание наплавленного металла. Переход углерода в сварочную ванну усиливается при наличии в электродной проволоке алюминия, титана, кремния. В случае сварки глубокоаустенитных сталей некоторое науглероживание металла сварочной ванны в сочетании с окислением кремния снижает вероятность образования горячих трещин. Однако науглероживание можетизменить свойства металла шва и, в частности, снизить коррозионные свойства.
При сварке в углекислом газе наблюдается повышенное разбрызгивание электродного металла. Наличие брызг на поверхности металла снижает коррозионную стойкость. Особенности сварки в атмосфере углекислого газа необходимо учитывать при разработке технологии сварки.
Тема 2.5. Технология сварки разнородных сталей и сплавов. Образование шва. Особенности технологии и техники сварки сталей одного структурного класса. Особенности технологии и техники сварки сталей разного структурного класса.
ТЕХНОЛОГИЯ СВАРКИ РАЗНОРОДНЫХ СТАЛЕЙ
При эксплуатации сварных конструкций зачастую условия работы разных узлов оказываются различными. Отдельные части конструкций, например, работают при высоких температурах и агрессивных средах и поэтому должны быть изготовлены из мате-риалов, обладающих жаропрочностью и коррозионной стойкостью. К другим узлам этой же конструкции таких требований не предъявляется, они должны обладать только определенным уровнем прочности при нормальных температурах и в неагрессивных средах.
Естественно, что во всех случаях изготовление всей конструкции из дорогостоящих сталей с особыми свойствами нецелесообразно Поэтому при проектировании в производстве таких конструкций для их узлов используют различные материалы, В связи с чем возникает необходимость их сварки.
Номенклатура сталей, применяемых для комбинированных конструкций, весьма широка и включает большинство сталей, технология сварки которых рассмотрена в предыдущих лекциях. В комбинированных сварных конструкциях рассмотренные стали могут встречаться в самых различных сочетаниях.
ОБРАЗОВАНИЕ ШВА И ОКОЛОШОВНОЙ ЗОНЫ
При сварке разнородных сталей в образовании шва, кроме дополнительного (электродного) металла, участвуют еще два других основных металла, зачастую существенно отличающихся по составу и свойствам.
Поэтому при сварке разнородных сталей необходимо учитывать дополнительные факторы, от которых зависит выбор основного и присадочного металлов и работоспособность сварного соединения: изменение состава шва в участках, примыкающих к основному металлу; образование в зоне сплавления разнородных материалов (линия сплавления и примыкающие к ней участки металла основного и шва) малопрочных и непластичных кристаллизационных и деформационных прослоек переменного состава; наличие остаточных сварочных напряжении в сталях разного cтруктурного класса; эти напряжения и большинство случаем не могут быть сняты термообработкой ввиду различных оптимальных условий термообработки сталей различною типа в различия величин коэффициентов линейного расширения.
Таким образом, сварные соединения разнородных сталей имеют значительную химическую, структурную и механическую неоднородность. При многослойной сварке разнородных сталей может наблюдаться химическая неоднородность металла шва, Т. е. неодинаковый химический состав металла различных слоев шва. Химический состав каждого слоя шва определяется долями участия наплавленного и проплавленного основного металла со стороны каждой из свариваемых сталей.
При сварке второго и последующего слоев в состав металла данного слоя определенной долей будет входить металл предыдущего слоя, в связи с чем содержание элемента, переходящего в шов из одной или другой свариваемой стали, будет несколько уменьшаться, а содержание элементов, переходящих в шов из наплавленного металла, немного увеличится .
В результате несовершенства перемешивания наплавляемого металла с основным у границы сплавления со стороны шва возникают прослойки металла переменного состава. Протяженность этих прослоек обычно составляет 0,2—0,6 мм. При соединении сталей одного структурного класса а перлитных сталей с хромистыми (12% Сг) свойства этих прослоек в большинстве случаев имеют промежуточные значения между свойствами основного металла и металла шва Наличие подобных прослоек обычно не оказывает заметного влиянии на работоспособность соединения.
Существенное влияние на строение зоны сплавления и свойства сварного соединения оказывает развитие в ней переходных прослоек, обусловленных диффузией углерода из нелегированного металла в металл, содержащий в большом количестве энергичные карбидообразующие элементы. Такие диффузионные прослойки возникают при сварке разнородных перлитных сталей, и особенно в соединениях перлитных с высоколегированными мартенситными, ферритными или аустенитными сталями. В зоне сплавления со стороны менее легированной стали или шва образуется обезуглероженная зона, со стороны легированной составляющей — прослойка науглероженного металла высокой твердости, содержащего большое количество карбидов.
Интенсивность развития диффузионных прослоек зависит от прочности связи углерода в карбид в контактируемых материалах. При контакте высоколегированного шва с углеродистой сталью диффузионные прослойки образуются при наличии в шве таких карбидообразующих элементов, как хром, молибден, вольфрам, ванадий, марганец, ниобий, титан.
Количество углерода в менее легированном металле определяет ширину науглероженной и обезуглероженной прослоек. При меньшем содержании углерод диффундирует из более отдаленных объемов металла, и ширина обезуглероженной прослойки увеличивается. Повышение содержания углерода увеличивает протяженность науглероженной прослойки. Интенсивность этого процесса зависит также от температуры и времени.
Интенсивность процесса диффузии углерода, и следовательно, и степень химической неоднородности у границы сплавления можно снизить за счет замены углеродистой стали низколегированной с малым содержанием углерода и наличием элементов карби-дообразователей в количестве, достаточном дли полного связывания углерода.
Наличие диффузионных прослоек влияет па работоспособность сварных соединений. Вероятность разрушений по зоне сплавления связана с появлением в этой зоне объемного напряженного состоянии и увеличением хрупкости пограничных участков шва. Кроме этого, может произойти разрушение по металлу обезуглероженной прослойки со стороны менее легированной стали ввиду его меньшей прочности при воздействии коррозионной среды и напряжений, а также коррозионное pacтрескивание по обезуглероженной прослойке.
ОСОБЕННОСТИ ТЕХНОЛОГИИ И ТЕХНИКИ СВАРКИ СТАЛЕЙ ОДНОГО СТРУКТУРНОГО КЛАССА
В практике производства сварных конструкций встречается необходимость сварки сталей одного структурного класса, но разного легировании. В таких случаях к швам не предъявляется требований повышенной прочности или особых свойств, характерных для более легированной стали. Поэтому при выборе сварочных материалов и технологии сварки следует отдать предпочтение материалам и технологии, обычно применяемым для менее легированной стали.
Технологические режимы сварки и температуру подогрева следует выбирать по свойствам более легированной стали.
При сварке между собой высокохромистых мартенситных, ферритных ферритно-аустенитных сталей выбор сварочных материалов должен основываться на необходимости получения швов без трещин и без хрупких участков в них. Так как в этих сталях содержится большое количество энергичного карбидообразователя — хрома, ожидать заметного развития диффузионнных прослоек в зоне линии сплавлении не следует.
Режим подогрева выбирают но характеристикам более закаливавающейся стали из входящих в рассматриваемое сочетание.
При сварке 12% хромистых мартенситных сталей с высокохромистыми ферритными и ферритно-аустенитными предпочтительнее выбирать сварочные материалы ферритно-аустенитного класса. В ходе термообработки следует принимать меры к ускоренному охлаждению для предупреждения 4750хрупкости.
При сварке разнородных аустенитных сталей следует иметь в виду повышенную склонность аустенитных швов и образованию горячих трещин. Поэтому при выборе сварочных материалов следует прежде всего исходить из необходимости надежного предотвращения возникновения горячих трещин в шве. Технология сварки этих сталей зависит от соотношения содержании в металле хрома и никеля. Если сваривают разнородные стали с малым запасом аустенитности, то можно использовать электроды, рекомендуемые для сварки как одной, так и другой стали.
При сварке между собой сталей с большим запасом аустенитности необходимо использовать сварочные материалы, позволяющие получить в шве однородную аустенитную пли аустенптно-карбидную структуру при обязательном дополнительном легировании элементами, повышающими стойкость против образовании трещин.
Вид термообработки сварных соединений из разнородных аустенитных сталей определяется условиями их работы, типом конструкции и марками свариваемых сталей. При сварке конструкций из термически неупрочняемых сталей, предназначенных для работы в интервале умеренных температур при отсутствии требований к снятию сварочных остаточных напряжений, термообработку можно не проводить. Если же по условиям работы конструкции необходимо снятие остаточных сварочных напряжений, то проводят стабилизацию при температуре 800— 850° С.
ОСОБЕННОСТИ ТЕХНОЛОГИИ И ТЕХНИКИ СВАРКИ СТАЛЕЙ
РАЗНОГО СТРУКТУРНОГО КЛАССА
Возможные сочетании сталей различных структурных классов в сварных соединениях можно подразделить на две группы: I — сварные соединения перлитных сталей с высокохромистыми сталями мартенситного, мартенситно-ферритного и ферритного классов; II — сварные соединения перлитных сталей с аустенитными хромоникелевыми коррозионно-стойкими и жаропрочными сталями.
При сварке перлитных сталей с 12%- хромистыми сталями с целью обеспечения наибольшей пластичности шва применяют сварочные материалы перлитного класса. В этом случае в переходных участках со стороны высоколегированной стали с содержанием до 5% Crсохраняется высокая пластичность и вязкость. Для снижения размеров диффузионных прослоек перлитный наплавленный металл должен легироваться определенным количеством карбидообразующих элементов.
Температуру предварительного подогрева соединения следует выбирать (рассчитывать) по характеристикам высоколегированной (12%- хромистой) стали так же, как и режим термообработки, но для уменьшения размеров диффузионных прослоек температура отпуска должна быть принята минимально возможной.
При сварке перлитных сталей с 17—28%- хромистыми сталями использование электродов перлитного класса нецелесообразно из-за чрезмерного легирования шва хромом из высокохромистой стали и потери им вследствие этого пластичности. Поэтому наиболее подходящими будут сварочные материалы ферритно-аустенитного класса, обеспечивающие достаточную стабильность металла шва даже при наличии значительного проплавления перлитной стали. При таких сочетаниях сталей могут быть также допущены аустенитные электроды, однако при этом следует учитывать структурную неоднородность соединения. Термообработка после сварки в этом случае не нужна.
При сварке перлитных сталей с аустенитными всегда следует применить аустенитные сварочные материалы, обеспечивающие получение наплавленного металла с таким запасом аустенитности, чтобы с учетом расплавления и участии в формировании шва низколегированной составляющей (перлитной стали) обеспечить в высоколегированном шве аустенитную структуру. Приблизительно необходимый состав наплавленного металла дли получения шва, обладающего такой структурой, может быть определен по диаграмме Шеффлсра с учетом участил в формировании шва долей основного и дополнительного металлов.
Большой запас аустенитности металла шва позволяет предотвратить образование малопластичных участков с мартенситной структурой в корневых швах и слоях, примыкающих к перлитной стали. Разнородные соединения из перлитной и аустенитной сталей термообработке, как правило, не подвергают, так как режимы термообработки, улучшающие свойства зоны термического влияния одной из свариваемых сталей, не оказывают положительного действия на другую сталь или ухудшают те или иные ее свойства.
Кроме того, из-за разности коэффициентов линейного расширения перлитной и аустенитной сталей высокий отпуск приведет лишь к перераспределению остаточных напряжений, а не к их снятию. При изготовлении сварных узлов из металла большой толщины, обладающих высокой жесткостью, могут произойти хрупкие разрушении по зоне сплавления перлитной стали с аустенитным швом. Для предотвращения этих разрушений необходимо применять сварочные материалы с повышенным содержанием никеля.
Если спаривается перлитная закаливающаяся сталь с аустенитной, то на кромки закаливающейся стали проводят наплавку аустенитнымн электродами с предварительным или сопутствующим подогревом, обеспечивающим необходимую скорость охлаждения околошовной зоны. При этом сварочные материалы должны обеспечить получение наплавленного металла с повышенным содержанием никеля. Затем проводит отпуск деталей с наплавленными кромками для устранения закалки в околошовной зоне.
После этого детали из перлитной стали с наплавленными кромками сваривают с аустенитной сталью на режимах, оптимальных для последней без предварительного подогрева. При такой технологии отпадает необходимость в последующем отпуске.