

новая папка / ТФО-каз
..pdfа) қалың брус үшін (таратушы) |
|
|
|
|
|
|
||||||||||||||
|
|
|
|
1 |
|
|
Т |
|
Е Т |
1 |
Т |
2 |
|
; |
|
|
(5.8) |
|||
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||
|
|
|
|
|
|
|
1 |
f |
F |
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
б) жұқа брустар үшін (сығушы) |
|
|
|
|
|
|||||||||||||||
|
|
|
|
2 |
|
|
Т |
Е Т |
1 |
Т |
2 |
|
, |
|
|
(5.9) |
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||
|
|
|
|
|
|
|
|
1 |
|
f |
F |
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
мұндағы |
|
Т1 –Т2 |
- құйма брустарының серпімді күйге өтуі сәтіндегі |
|||||||||||||||||
|
|
|
|
температуралар айырымы; Т |
- қорытпаның түзулік шө- |
|||||||||||||||
|
|
|
|
гу коэффициенті; |
Е - серпімділік модулі; |
f - жұқа брус- |
||||||||||||||
|
|
|
|
тық қимасы ; F - қалың бруыстың қимасы. |
||||||||||||||||
|
|
Схемадан (5.4-сурет) |
жуықтап есептеулер үшін |
жеткілікті деп |
||||||||||||||||
Т |
кр |
Т |
max |
қабылдауға болады, мұндағы T |
|
- брустар торлары темпе- |
||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
max |
|
|
|||
ратураларының ең жоғарғы айырымы.
Бұл шаманы есептеу жолымен тауып алуға болады. Суынатын қалыптағы құйма мен оның бөлімінің ағымдағы температурасы мына формуламен (2.7 формуладан) анықталатыны белгілі:
|
0 |
|
|
k |
|
.
(5.10)
Қалың және жұқа өзекшелер үшін торларды былай жазуға болады:
мұндағы
|
1 2 0 |
k |
|
K |
, |
|
|
1 |
2 |
(5.11) |
|||
|
|
|
||||
1 , 2 |
- сәйкесінше қалың және жұқа брустың ағымдағы темпера- |
|||||
турасы;
k1, k2 - қалың және жұқа брустың суыну коэффициенттері Температуралардың ең жоғарғы айырымы шамасын тауып аламыз:
|
|
|
|
|
|
|
|
|
|
1 |
|
|
|
ln |
K1 |
; |
|
|
|
|
|
|
(5.12) |
||||
|
|
|
|
max |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||
|
|
|
|
|
|
|
K1 K2 |
|
|
K2 |
|
|
|
|
|
|
|
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||
|
|
|
|
|
|
|
|
|
|
|
K1 |
|
|
|
K2 |
|
K2 |
ln |
K2 |
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||
|
|
|
|
|
|
|
|
|
|
K2 K1 |
|
ln |
|
K2 K1 |
|
K1 |
; |
(5.13) |
|||||||||
1 |
2 |
|
0 |
|
|||||||||||||||||||||||
|
|
max |
|
|
|
|
|
|
|
|
|
|
|
K1 |
|
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
K2 |
|
|
R1 |
|
X деп белгілейміз. |
|
|
||||||||||
|
|
|
|
|
|
|
|
|
|
K1 |
R2 |
|
|
|
|||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
Сонда былай жазуға болады:
|
|
|
|
|
|
|
X 1 X |
x |
|
|
|
|
|
|
|
|
|
|
|
|
|||
1 |
2 |
0 |
x 1 |
, |
(5.14) |
||||||
|
|
max |
|
|
|
|
|
|
|||
мұндағы R1, R2 – сәйкесінше қалың және жұқа өзекшелердің келтірілген өлшемдері;
1 - қалың өзекше температурасы;
83
|
2 |
|
-жұқа өзекше температурасы.
Теңдіктен (7) температуралар айырымы, одан қалдық кернеулер
шамасы қалың және жұқа өзекше мен 0 |
температураға байланысты бола- |
ды. |
|
5.3.4 Құйылып алынған бұйымдарда ішкі кернеулердің түзілуі
Құймалардағы ішкі кернеулердің ықпалы теріс деп есептеледі. Олардың теріс ықпалы әсерінен құймалар мынадай жағадайларға тап болуы мүмкін.
1. Құймалардың суынуы кезінде таратушы ішкі кернеулердің әсерінен ыстық және суық жарықшақтардың түзілуі.
Теориялық тұрғыдан жарықшақтар кезкелген температуралар аралықтарында түзілуі мүмкін. Бірақ, көбінесе суық жарықшақтар құйманың сынуы аяқталған сәтте 200 – 20 ºС температуралар облысында түзіледі. Құймалардың массивті элементтерінде суынудың бастапқы кезеңінде неғұрлым, суық сыртқы қабаттарында ыстық жарықшақтар түзіледі. Бүтіндей цилиндр тәрізді құймаларда жарықшақтар суынудың аяқталуына қарай ішкі беттерде түзіледі.
Бұл кезде жарықшақтар тек ішкі кернеулер ықпалымен ғана емес, сол сияқты, олардың шөгудің тежелуімен болған кернеулермен (көбінесе өзекшемен) бірігіп әрекеттесуінен де келтірілуі мүмкін. Жарықшақтардың түзілуі қалыпқа құйманың жеткізілуі кезінде де, қыздырғышпен құйғыштар мен үстемелерді шабу кезінде де жергілікті қызу немесе үздіксіз ауада суыну нәтижесінде құйманы қалыптан алғаннан кейін де орын алуы мүмкін.
2. Ішкі кернеулер ықпалымен симметриялы емес пішінді құймалардың қақырауы.
Симметриялы емес пішінді құймалар суынуы біркелкі болмаған жағдайда, температуралар айырымының өсуіне пропорционал иіледі. Егер бұл деформация қорытпаның серпімділік шегінен асып кетпесе, суынудың соңында құйма бастапқы кездегі пішініне қайтып келеді. Қалып иілуге кедергі жасағандықтан, ол құйманың бір немесе екі бөлігінде пластикалық деформацияның болуына әкеледі, нәтижесінде суыну соңында құйма қисық сызықты болып қалады.
3.Термиялық өңдеу үшін қыздырған кезде қалдық және температуралық кернеулердің біріккен әрекетінен құймалардың қақырауы және қирауы.
Термиялық өңдеу үшін құймаларды қыздырған кезде жұқа бөліктер қалың бөліктерге қарағанда, жоғарғы жылдамдықпен қызады. Бір келкі емес қыздыру белгілері бойынша қалдық кернеулермен, ал бірігіп әрекет етуі қақырау және жарықшақтардың түзілуіне сәйкес келетін температуралық кернеулердің түзілуіне әкеледі.
84
4.Жарықшақтардың түзілуі және бұйымдардың қирауы. Немесе олардың есептеумен салыстырғанда төменгі жүктеу кезіндегі
пластикалық деформациясы.
Қалдық кернеулер тиімсіз таралған кезде олардың эксплуатациондық жүктеуден болатын кернеумен қосылуы, бұйымның серпімді кедергі шегін төмендетеді, осының салдарынан пластикалық деформация немесе морт сынғыш материалдар болған кезде жарықшақтықтың пайда болуы және қирауы болады.
5. Механикалық өңдеу жүргізген кезде құйылып алынған бұйымдардың қақырауы.
Металдың кернеулі күйлерін (әдіптер) алу кезінде бұйым көлеміндегі қалдық кернеулердің тепе-теңдігі бұзылады да, олардың қайта таралуы деформацияның (қисаю) болуына әкеп соғады.
6.Бұйымның эксплуатациялау кезінде қалдық кернеулер релаксациясы салдарынан баяу деформациялануы (қақырауы).
Серпімді деформация бөлігінің пластикалық деформацияға баяу ауысуы нәтижесінде өлшемің дәлдікті жоғалтуға әкелетін ішкі кернеулердің қайта таралуы және бұйымның қақырауы болуы мүмкін; ол ішкі жүктеу болмаған кезде жүреді.
5.3.5Қалдық кернеулер шамаларына әсер ететін факторлар, оларды азайту тәсілдері
Теңдік бойынша қалдық кернеулер шамасы қорытпаның физикамеханикалық қасиеттерімен (Е серпімділік модулі және α түзулік ұлғаю коэффициентімен) және қима аудандарының қатынасы мен күштің өзара әсерлесуінде болатын құйма бөлшектері температураларының айырымы қатынасымен анықталады.
Қорытпаның құрамы мен құрылымы олардың түзулік ұлғаю коэффициенттері мен серпімділік модуліне әсерін тигізеді. Мұндай қасіетеріне әсер ететін басқа да факторлар бар, олар: модифицирлеу, қыздыру, қабырғалар қалыңдықтары мен суыту жылдамдықтары.
Қалдық кернеулер тәуелді болатын негізгі факторға температуралар айырымы жатқызылады. Ол құйма бөліктерінің пішіндері мен өлшемдеріне, қоршаған орта немесе қалыптың жылу физикалық қасиеттерімен анықталатын қорытпаның жылу өткізгіштігі мен суыту жағдайларына байланысты.
Жоғарыда құйма элементтерінің қалың және жұқа элементтері аралықтарындағы температуралардың өзгеруінен түзілетін кернеулердің бөлек, қалыңдық бойынша температуралық өзгерулерден болатын кернеулерді бөлек қарастыру тиімді болатындығы айтылды. Қалың және жұқа қабырғалар араларындағы айырымды Тр деп, неғұрлым қалың қабырғадағы температуралар айырымын Тс деп белгілеп, олардың қаты-
85

насы көмегімен құйманың кернеулі күйін сипаттауға болады:
|
р |
|
|
|
|
|
с |
<< I, болған кезде – құйма қимасы бойынша температуралардың
төмендеуімен келтірілген кернеулерге ие болады.
р >> I, болған кезде – құймалардың қалың және жұқа бөліктеріндегі
с
температуралар айырымымен анықталатын кернеулерге ие болады. Бірінші қатынас қалыңдығы біршама үлкен қарапайым пішінді құй-
малар мен олардың элементтерін сипаттайды, ал екінші қатынас күрделі пішінді жұқа қабырғалы құймаларды сипаттайды. Бұл айырым суыну жылдамдығының кернеу шамасына әр түрлі ықпал етуімен негізделеді.
Қалған барлық жағдайларда қима бойынша температуралардың түсуі құйма қалыңдығы және оның суыну жылдамдығына пропорционал. Қалыңдық пен суыну жылдамдығы неғұрлым жоғары болса, температуралар түсуі және оған сәйкесінше қалдық кернеулер шамасы соғұрлым үлкен болады.
Қалың және жұқа бөліктердің температуралар айырымы, жоғарыда айтылғандай, суыну жылдамдықтары қатынасына пропорционал және олардың абсолют шамасына тәуелділігі төмен. Тәжірибелік мәліметтер бойынша, жоғары температуралар облысында суыну шапшаңдығы жұқа қабырғалы құймаларда қалдық кернеулердің төмендеуіне әкеледі. Бұл кернеу релаксациясы дәрежесінің кернеу қалыптасуының бастапқы кезеңдеріндегі әсерімен түсіндіріледі (5.5-сурет, І және ІІ).
Ішкі кернеулер әрекетінен жағымсыз жағдайлардың болу ықтималдығын төмендету үшін, алдымен, олардың деңгейін төмендетуді қамтамасыз ету керек. Оларға әсер ететін факторларды талдау осы тапсырманы орындаудың бірнеше негізгі тәсілдерін анықтауға мүмкіндік береді: құйма материалын таңдау, рационал конструкция, суытуды реттеу.
Ішкі кернеулерді азайту үшін мүмкіндігінше түзулік сығу коэффициенті төмен, жылу өткізгіштігі мен пластиналылығы жоғары қорытпаны таңдау керек. Мұндағы мүмкіндіктер шектелген.
Құйманың бөлек учаскелерінің суутуы бір біріне тәуелді болып белғілі жылдамдықпен жүзеғе асуы қажет.
Құймалардың қалыпта суынуын реттеуге негізделген температуралар айырымын азайтудың әр түрлі әдістемелері тереңінен зерттеліп, кеңінен қолданылады: тоңазытқыштар және басқа да жасанды суыту құралдары көмегімен құймалардың қалың бөліктерінің суынуын шапшаңдату, жұқа бөліктердің суынуын бәсеңдету. Бұл әдістемелер өте қарапайым және дара өндіріс жағдайлары үшін тиімді. Массалы, конвеерлі өндірісте сатылы басқарылатын тәсіл неғұрлым тиімді, мұнда құйманы қалыптан жоғары температурада алу, әрі қарай бақыланатын температуралы конвеерлі суыту камерасында суытылады.
86
5.3.6 Құймалардағы ішкі кернеулерді зерттеу әдістемелері
Құймалардағы ішкі кернеулерді өлшеу үшін механикалық әдістемелер тиімді қолданылады. Ол әдістемелер зерттелетін денені қиратып және бұл кезде түзілетін деформацияны механикалық, оптикалық аспаптар, сол сияқты, кернеу тензометрі көмегімен өлшеуге негізделеді.
Механикалық әдістемелер денені толығымен немесе жарымжартылай қиратумен байланысты болуы мүмкін. Біріншісі барлық дене көлеміндегі кернеуді, екіншісі – беттік және онда жатқан қабаттардағы кернеуді анықтауға мүмкіндік береді.
Толығымен қиратумен байланысты әдістемеге кезкелген пішінді дене үшін қолданылатын босату әдістемесі жатқызылады. Ол бұйымның кішкене бөліктеріндегі серпімді деформацияны көрші денелермен байланыстан ажыратуға негізделген (мысалы, бағандарды кесу немесе сверломен тесу).
Қалдық кернеулерді зерттеу кезінде арнайы үлгілер құймасын, шөгу торларын жиі қолданады, торлар әр түрлі пішінді болуы мүмкін, оның ішінде кеңінен қолданылатыны – бір қалың және екі жұқа брустан тұратын үш звенолы тік бұрышты торлар және дөңгелекше торлар, олардың диаметр бойынша белдігі бар дөңгелек, оның қалыңдығы дөңгелек қалыңдығынан айырықша болады (5.6-сурет).
Үш звенолы түзу бұрышты тордың артықшылығы, оның өзекшелерінде ұзындығы бойынша тұрақты сығу және созу кернеулері ғана болады. Мұны арқалықтар қалыңдығын өте жоғары ету арқылы алуға болады. Арқалықтар қатаңдығы төмен болған кезде, ол майысып, жіңішке өзекшелер онымен қоса майысады. Дөңгелекті торларда да дөңгелек майысады да, нәтижесінде оның әрбір қимасында созушы және сығушы кернеулер, ұзындығы бойынша айнымалы кернеулер әсер етеді. Шөгу торларында қалдық кернеулерді анықтау қалың өзекшені кесумен және осы кезде жүретін деформацияны өлшеумен байланысты.
Өлшенген деформация кернеуге қайта есептеледі, ол үшін тор материалының серпімділік модулін білу керек. Ол арнайы дайындалған үлгілерді сынаумен немесе тор дөңгелегі деформациясы және гидравликалық престе сығу кезіндегі жүктеумен келтірілген деформация араларындағы қатынасы бойынша анықталады.
Алынған қатынас бойынша серпімділік модулі мен қалдық кернеуді есептеп алуға болады.
87

5.6-сурет. Тік бұрышты және дөңгелекті шөгу торлары
Арқалықтар деформациясын ескермей есептеу былай жүргізіледі. Барлық тор көлемінде орнатылған тепе-теңдік жағдайында:
2 |
2 |
f |
|
1 |
F |
|
|
|
|
;
|
|
|
|
1 |
F |
|
|
|
|||
|
|
|
|
|
|
|
2 |
|
2 |
f |
|
|
|
|
|||
,
(5.15)
мұндағы |
F - қалың брус қимасы; |
|
|||||||||
|
|
f - жұқа брус қимасы; |
|
|
|||||||
|
|
1 – қалың брустағы кернеу ; |
|
||||||||
|
|
2 – жұқа брустағы кернеу. |
|
||||||||
σ 2 |
кернеулері 2 |
жұқа брустарда серпімді деформациялардың бо- |
|||||||||
луына әкеледі, σ 1 кернеулері |
|
1 |
|
қалың брустарда серпімді деформация- |
|||||||
лардың болуына әкеледі. |
|
|
|
|
|
|
|
||||
1 |
1 |
; |
2 |
|
2 |
|
. |
(5.16) |
|||
Е |
Е |
|
|||||||||
|
|
|
|
|
|
|
|
|
|||
Брустар өлшемдерінің абсолют өзгеруі |
1 және 2 серпімді де- |
||||||||||
формация шамасына сәйкес келеді: |
|
|
|||||||||
|
1 2 |
1 |
|
2 |
. |
|
(5.17) |
||||
|
|
|
|
|
|
||||||
2 –ні |
|
|
|
|
|
|
|
|
|
||
1 арқылы көрсетіп, мынаны аламыз: |
|
||||||||||
|
G |
F |
|
||
1 |
|
|
|||
|
|
|
|
|
|
|
|
2 f |
|
||
бұдан |
|
|
|
|
|
|
|
|
|
2 f |
|
1 |
|
|
|
|
|
F |
|
||||
|
|
|
|
||
G |
|
1 |
|
|
|
1 ,
,
(5.18)
(5.19)
мұндағы , - тордың жұқа және қалың брустарының ұзындығы;
88

Е - серпімділік модулі.
Дөңгелекше тордағы кернеуді анықтау мына формула бойынша
жүргізіледі:
|
4 r |
, |
|||
П |
2 |
8 R |
|||
|
|
||||
|
|
|
|
||
мұндағы, R - тор дөңгелекшесінің орташа радиусы; |
|||||
r - қима радиусы; |
|||||
|
- қалдық деформация. |
||||
Торлардағы Б өлшемі штангенциркульмен, ал Б1 |
|||||
жүргізіледі (5.6-сурет). |
|
||||
(5.20)
– өлшеу үстелінде
е2Е=
2
1 2 |
F2 |
- жұқа және қалың өзекшелердің сәйкес кернеулері. |
|
F |
|||
|
|
||
|
1 |
|
Үлгінің кернеулі деформациялы күйін бұзбай ішкі кернеулерді өлшеу мүмкіншілігі балкалар мен өзекше тәрізді жүйелердің статикалық сұрақтарын шешу үшін қолданылатын амалдың көмегімен алынады.
Абсолют қатаң арқалығы бар тік бұрышты тордың бір арқалығын қандай да қозғалмайтын тірекке, ал екінші арқалықтың еркін орын ауыстыруына мүмкіндік туғызамыз. Әрине, бұдан тордағы ішкі кернеулердің түзілу жағдайлары өзгермейді. Егер қозғалмайтын арқалықты бөлсек, бұл кезде шеткі өзекшелерді қозғалмиайтын тірекпен жалғасқан күйінде, ал ортадағы өзекше шеті мен тірек ортасына күш өлшеуіш қойса, жүйенің кернеулі күйі өзгермейді.
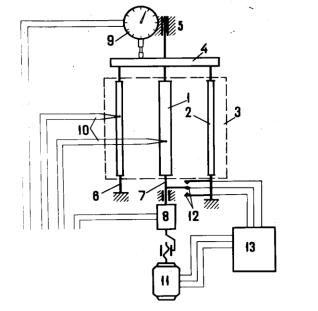
5.7-суретте ішкі кернеулердің даму үрдісін зерттеуге арналған қондырғының принципиалдық схемасы келтірілген. Қалыпқа 3 үлгі салынады, ол шөгу торында қалың 1 және жұқа 2 өзекше түрінде болады. Олар бір бірімен қатан 4 өзекшемен біріктіріледі. 1, 2 өзекшелер ұштары тіректегі 5 жүйенің жалпы шөгуі бағытында еркін қозғала алатын бір шетінен көлденең жұқа өзекшелердің қарама-қарсы ұштары тіректерге 6 қозғалмайтындай етіп бекітіледі. Қалың өзекшенің шеті қысқыш арқылы 7 аспап корпусында бекітілген күш датчигіне 8 жалғанады.
Үлгіде өрбитін ішкі күштер шамасы 8 датчикпен бекітілген аспаппен жазылады. Орын ауыстыру датчигінің 9 көмегімен үлгінің шөгуін тіркеуге болады. Өзекшелер температуралары термопаралармен 10 бақыланады.
Орналасуын датчигі 12 мен 13 түрлендіруіш 11 электр қозғалтқышқа сигнал түзеді. Сол сигнал арқылы қозғалтқыш 7 қысқышты қозғалтай бір орнында ұстап тұрады.
89
Өзі жазатын аспапқа
5.7-сурет. Ішкі кернеуді есептеуге арналған аспаптың принципиалдық схемасы
90
Әдебиеттер
1.Исин Д. К., Смолькин А.А., Исағұлов А.З., Егоров В.В. Металдар технологиясы және металл танудың тест тапсырмалары бар қысқаша курсы. Алматы, Ғылым. 2000.
2.Исин Д.К., Исағұлов А.З. Қатты дене физикасы. – Қарағанды : Қар-
МТУ, 2004.
3.Абдуллаев Ж. Жалпы физика курсы. Оқу құралы – Алматы: Ана тілі, 1991.
4.Рахимбеков З. Материалдар кедергісі. Алматы. Республикалық баспа кабинеті. 1999.
5.Баландин Г. Ф. Теория формирования отливки. – М.: МГТУ им. Баумана, 1998.
6.Козлов Л. Я., Вдовин К. Н., Тен Э. Б. и др. Производство стальных отливок. – М.: МИСИС, 2003.
7.Гуляев Б. Б. Теория литейных процессов. – Л.: Машиностроение,
1976.
8.Константинов Л. С., Трухов А. П. Напряжения, деформации и трещины в отливках. – М.: Машиностроение, 1981.
91
|
|
Мазмұны |
|
|
КІРІСПЕ.................... |
…………….............................................................. |
3 |
1. |
ГИДРАВЛИКАЛЫҚ ҮРДІСТЕР..…..………..…….……………….…...... |
5 |
|
1.1 |
Металдар балқымаларының қасиеттері. ……………..………............. |
5 |
|
1.2 |
Қалыптың металмен толтырылу үрдісі, қалыптың |
|
|
|
толтырылу уақытының есебі……………..……………......……..….... |
6 |
|
1.3 |
Жұқа қабырғалы құймалардың қалып кеңістігіндегі |
|
|
|
балқыманың жүрісі, қалыптың толтырылуы……………...…….…...12 |
||
1.4 |
Қорытпа ағынындағы металл емес |
|
|
|
бөлшектердің қозғалысы және олардан арылу.. ……………..….....14 |
||
2. |
ҚҰЙМА МЕТАЛЫНЫҢ СУЫНУЫ ЖӘНЕ ҚАТУЫ.. ………………….16 |
||
2.1 |
Құйма мен қалыптың жылу алмасуы……………..………………... |
16 |
|
2.2 |
Төменгі жылу алмасу кезіндегі (қалыпта және ауада) |
|
|
|
дененің (кұйманың) суыну үрдісін есептеу………….………………17 |
||
2.3Құймалардың қатаю үрдістерін талдау.
Реттік және көлемдік қатаю……………..……….……..…………….19
2.4Құйманың қатаюын есептеу……………..….…………..……………24
3. ҚҰЙМАНЫҢ КРИСТАЛДЫҚ ҚҰРЫЛЫМЫНЫҢ ҚАЛЫПТАСУЫ…...28
3.1 Кристалдану үрдісінің негізгі заңдылықтары……….……………….28
3.2 Кристалдану үрдісін реттеу ықпалының тәсілдері……………….....34 3.3 Құйылып алынған бұйымдардағы ликвация……………..…….…...40
4. ҚҰЙМА ҚАТАЮЫ КЕЗІНДЕГІ МЕТАЛДЫҢ КӨЛЕМДІК ШӨГУІ…....41
4.1Металдар мен қорытпалардың шөгуі туралы жалпы мағлұматтар..41
4.2Құйылып алынған бұйымдардағы көлемдік шөгу ақауларының түзілу механизмі……………..………………..…........42
4.3Үстемелер, олардың конструкциясы және есептеуі……..………….47
4.4Үстемелерді жасау тәсілдерін жетілдірудің негізгі бағыттары…….54
4.5Үстеме жұмысының қарқындылығын арттыру әдістемелері………57
5. ҚАТАЙҒАН ҚҰЙМАНЫҢ СУЫНУЫ КЕЗІНДЕГІ ШӨГУ ҮРДІСТЕРІ..61
5.1Құйма элементтерінің түзулік шөгуі.……………..………………...61
5.2Шөгу механикалық тежелген кездегі деформация және кернеу….62
5.3Құймалардағы ішкі кернеулер…………….……………..…………...67 Әдебиет-
тер……………..……………………………………………………..89
92