

Пожарная безопасность технологических процессов / Artemiev -Pozharnaya bezopasnost tekhnologicheskikh processov. Chast-2 2008
.pdfФрезерование – это процесс обработки изделий на фрезерных станках многолезвийным режущим инструментом – фрезой. Для обработки заготовок используют: цилиндрические, концевые, торцевые, фасонные, шпоночные фрезы, а при изготовлении зубьев шестерен – модельные дисковые, пальцевые или червячные.
По сравнению с процессом точения процесс фрезерования имеет следующие особенности: в работе одновременно участвует несколько лезвий, поэтому фрезерование является более производительным способом обработки, чем точение; каждый зуб фрезы работает периодически, а корпус ее большей частью имеет значительную массу, что способствует лучшему охлаждению лезвий. Фрезе сообщается главное вращательное движение, а обрабатываемой детали – поступательное или вращательное движение подачи.
Фрезерование проводят на фрезерных станках. Внешний вид консольного горизонтального фрезерного станка приведен на рисунке 1.4.
Рисунок 1.4 − Фрезерный консольный горизонтальный станок:
1 – хобот; 2 – шпиндель; 3 – подвеска; 4 – консоль; 5 – станина; 6 – каретка; 7 – стол.
Шлифование – это процесс обработки заготовок резанием при помощи шлифовального круга и является чистовой и отделочной операцией, обеспечивающей высокое качество обработанной поверхности и точность обработки – инструмента, имеющего форму тела вращения и состоящего из абразивных зерен и связующего их материала. При вращении круга наиболее выступающие из связки зерна, контактируя с заготовкой, снимают с ее поверхности тонкие стружки. Большинство из них, сгорая, образуют пучок искр. Шлифование осуществляется при больших скоростях резания (70 м/с и выше) снятием стружки с малой площадью сечения при этом температура в рабочей зоне может достигать 1500 оС.
11

Шлифование выполняют на шлифовальных станках, основные узлы которого показаны на рисунке 1.5. Шлифовальный круг 1 устанавливают и закрепляют на шпинделе шлифовальной бабки 3. Круг и заготовка 2 приводятся в движения электрическими или гидравлическими приводами, управляемыми оператором посредством пульта или панели 7.
Горючую среду в процессах механической обработки металлов образовывают жидкости систем смазки режущего инструмента (водно-масляные эмульсии, индустриальные масла, керосин и др.); масла гидравлических систем станков и оборудования; смазки защищающие металл от коррозии; упаковочные материалы (ткань, бумага, древесина) и другие горючие вещества и материалы.
Рисунок 1.5 − Основные узлы круглошлифовального станка:
1 – шлифовальный круг, 2 – заготовка; 3 – шлифовальная бабка; 4 – задняя бабка; 5 – стол или суппорт; 6 – станина, 7 – панели, 8 – шпиндельная бабка;
9 – патрон; 10 – центр.
Основными источниками зажигания в процессах механической обработки металлов являются:
− теплота трения, в результате чего происходит нагревание режущего инструмента, заготовки и отходов металла. Степень разогрева их зависит от скорости резания; величины подачи режущего инструмента; качества заточки инструмента и свойств обрабатываемого материала. При нормальных режимах обработки выделяющееся тепло не представляет опасности, т.к. оно почти все отдается в окружающую среду, а нагретые режущий инструмент и обрабатываемая деталь имеют низкую температуру. С повышением скорости резания и увеличением скорости подачи инструмента, снижением качества заточки режущего инструмента количество выделяющегося тепла увеличивается. В этом случае инструмент, деталь, стружка могут разогреваться до опасных температур, что может привести к воспламенению горючих материалов, находящихся в контакте с ними;
12
−нагрев и воспламенение приводных ремней оборудования при их проскальзывании;
−искры удара в случае нарушения взаимного положения подвижных и неподвижных деталей механизмов;
−теплота самовозгорания отходов металла и обтирочных материалов, пропитанных маслом;
−искры и электрические дуги при механическом повреждении изоляции электрических кабелей, подключенных к электродвигателям станков;
−тепловое проявление неисправного электрооборудования, осветительных и силовых сетей (короткие замыкания, перегрузки, большие переходные сопротивления);
−открытый огонь при грубых нарушениях противопожарного режима (курение, применение факелов, паяльных ламп, сварочные и другие огневые ремонтные работы).
Распространению пожара в цехах механической обработки металлов способствуют горючие конструкции зданий, технологические коммуникации, воздуховоды систем вентиляции, разлившиеся горючие жидкости и др.
Особенности пожарной опасности процессов механической обработки магния, титана, циркония и их сплавов.
Магний, титан, цирконий и их сплавы также подвергают точению, сверлению, фрезерованию, шлифованию. Для этого используется стандартное технологическое оборудование, применяемое для механической обработки металлов. Повышать пожарную опасность процессов механической обработки магния, титана, циркония и их сплавов будет способность их образовывать взрывоопасные смеси пыли с воздухом, склонность этих пылей к электризации и
самовозгоранию в контакте с водой и маслами.
Магний – это серебристо-белый металл. Удельный вес 1,74 г/см3, темпе-
ратура плавления 650 °С. Пыль магния с воздухом образует взрывоопасные смеси. НКПР пыли магния 20 г/м3. Пыль магниевых сплавов воспламеняется от маломощных источников зажигания, загорается даже от искры, горение носит взрывной характер. Во влажной среде, в контакте с маслом, пыль и стружки магния склонны к самовозгоранию. Пыль магния склонна к электризации. Маг-
ний реагирует с водой с выделением водорода.
Титан – это серебристо-белый металл. Удельный вес 4,5 г/см3, температура плавления 1165 оС, химически стойкий. Пыль титана при повышенной температуре, особенно в виде тонкой стружки и в порошкообразном состоянии, легко реагирует с кислородом, галогенами, серой. Пыль титана склонна к само-
возгоранию в контакте с маслами, во взвешенном состоянии взрывоопасна. Цирконий – это серебристо-белый металл. Удельный вес 6,45 г/см3, тем-
пература плавления 1852 оС. Твердый, химически стойкий. При горении разлагает воду, взвешенная в воздухе пыль взрывоопасна.
13
1.1.1 Требования пожарной безопасности при проведении процессов механической обработки металлов
Специфические требования пожарной безопасности при проведении процессов механической обработки металлов (регламентируют [37]):
−не допускается нарушать режим обработки, использования в работе неисправного и неправильно заточенного инструмента, а также станков, не приспособленных для обработки данного материала;
−металлическую стружку, промасленные обтирочные материалы необходимо по мере накопления убирать в металлические ящики с плотно закрывающимися крышками и по окончании смены удалять из производственных помещений в специально отведенные места;
−необходимо контролировать исправность и эффективность работы систем охлаждения и смазки станков.
Специфические требования пожарной безопасности при механической обработке изделий из магниевых и титановых сплавов
(регламентируют [37]):
−обработка магниевых сплавов должна вестись только острым, правильно заточенным инструментом, исключающим возможность повышенного
трения и загорания от перегрева (температура отводимой стружки не должна превышать 200 оС). Не допускается работать с подачей менее 0,06 мм или скоростью резания более 100 м/мин;
−процесс механической обработки должен проводиться, как правило, без применения смазочно-охлаждающих жидкостей (в технически обоснованных случаях для охлаждения допускается применение минерального масла свободного от кислот и воды);
−при мокром шлифовании следует применять масло или масляную
смесь. Масло должно быть свободным от минеральных кислот и иметь температуру вспышки не ниже 150 оС;
−станки и рабочие места должны очищаться от стружки и пыли не реже 2-3 раз в смену. Стружку и отходы магниевых сплавов следует собирать в специальную закрытую или герметичную тару, имеющую надпись «Отходы магния» и устанавливаемую на расстоянии не менее 6 м от станков;
−уборка рабочих мест от магниевой стружки и пыли должна производиться способом, исключающим появление пыли и аэрозолей в воздухе рабочей зоны;
−запрещается смешивать отходы магниевых сплавов с отходами других металлов. Загрязненная стружка должна собираться в отдельные металлические ящики с крышками и удаляться в отведенное для их сбора место;
−спецодежда работающих по обработке магниевых сплавов должна систематически очищаться от осевшей магниевой пыли, проветриваться, храниться в металлических шкафах и стираться не реже одного раза в неделю;
−отходы титановых сплавов должны храниться в герметичной таре в специально отведенном сухом помещении;
14
−промасленная мелкая стружка и пыль титановых сплавов по мере накопления должны утилизироваться на специально отведенной площадке;
−взаимодействие магния с водой должно быть исключено на всех этапах технологического процесса производства;
−подручники и кожухи шлифовальных станков, на которых производится обработка деталей из магниевых сплавов, должны быть изготовлены из цветного металла;
−при шлифовании шлам титановой пыли следует удалять во влажном состоянии и высушивать в специально отведенном месте. Отходы титана в мелкоизмельченном состоянии, покрытые маслом, необходимо обезжиривать;
−сушка и обезжиривание шлама титановой пыли осуществляются в соответствии с технологическими инструкциями, утвержденными руководством организации;
−для шлифования и полирования деталей из магниевых сплавов необходимо использовать абразивные материалы, не содержащие искрообразующих включений.
Запрещается:
−обрабатывать детали из титаномагниевых сплавов на обдирочношлифовальных станках;
−производить заточку инструментов и обработку изделий из черных металлов на станках, предназначенных для обработки изделий из магниевых сплавов;
−удалять пыль из зоны обработки сжатым воздухом;
−производить в помещениях работы, связанные с применением открытого огня;
−пользоваться воздушно-пенными огнетушителями или водой на участке обработки магниевых сплавов.
1.2Пожарная безопасность процессов механической обработки
древесины
Для проведения процессов механической обработки древесины (пиления, строгания, фрезерования, точения, долбления, шлифовки) применяются деревообрабатывающие станки, которые в зависимости от назначения делятся на следующие группы: для раскроя древесных материалов; черновой и чистовой обработки заготовок.
Раскрой – это распиловка пиловочного сырья (кряжей, бревен), пиломатериалов (брусьев, досок) в продольном или поперечном направлении, а также удаление пороков древесины. Для раскроя используют лесопильные рамы, ленточнопильные и круглопильные станки. Лесопильные рамы применяют в основном для распиловки пиловочного сырья. В качестве режущего инструмента в лесопильных рамах используют рамные пилы.
15

В круглопильных станках режущий инструмент – круглые пилы, количество которых определяет тип станка: однопильный, двухпильный или многопильный.
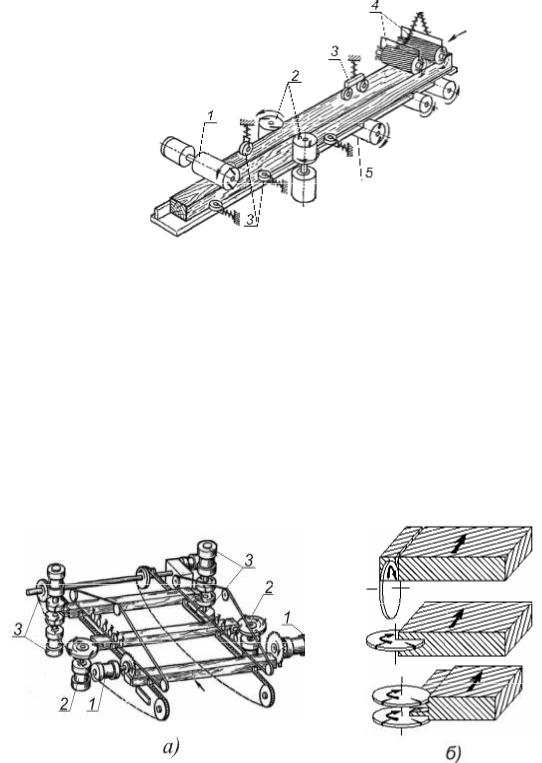
На ленточнопильных станках (рисунок 1.6, а) режущий инструмент – ленточная пила 2 (пильная лента), которая надевается на шкивы 1, 5 и натягивается с помощью грузового рычажного механизма 6. Распиливаемое бревно укрепляется на тележке 4, имеющей передвижные стойки с захватами 3.
а) |
б) |
Рисунок 1.6 − Ленточнопильный станок:
а − схема устройства; б − общий вид.
Ленточнопильные станки применяют и для продольной распиловки пиломатериалов на более тонкие сортаменты, а также для криволинейного раскроя. Принцип их действия такой же, как при раскрое – пиловочного сырья.
В результате раскроя пиломатериалов получают черновые заготовки, которые подвергаются дальнейшей механической обработке, заключающейся в создании базовых поверхностей, обработке остальных поверхностей и кромок, торцовке заготовок на точный размер по длине. Эти операции осуществляют на круглопильных торцовочных и продольно-фрезерных станках. В круглопильных торцовочных станках (рисунок 1.7) пильный диск 1, защищенный металлическим кожухом 2, укрепляется на суппорте 3, который совершает возвратнопоступательные движения подачи и отвода пилы.
Рисунок 1.7 − Круглопильный торцовочный станок.
16

В зависимости от назначения продольно-фрезерные станки бывают фуговальные, рейсмусовые и четырехсторонние. Режущий инструмент на фрезерных станках – ножевой вал (ножевая головка), в котором укреплены плоские ножи. Общий вид фуговального станка и схема действия приведены на рисунке 1.8, (а, б). Станок имеет ножевой вал 1, расположенный между двумя плоскими столами: задним 2, находящимся на уровне режущих кромок ножей, и передним 3, уровень которого ниже на толщину снимаемого слоя. Вдоль столов с правой стороны установлена направляющая линейка 4, которая служит опорой для базирующей поверхности.
Рисунок 1.8 − Фуговальный станок:
а − общий вид; б − схема устройства и работы.
Рейсмусовые станки (рисунок 1.9) имеют ножевой вал 2, расположенный над столом 5, по которому проходит заготовка. Своей базирующейся плоскостью, обработанной на фуговальном станке, она прижимается к столу и подающими валиками 1 и 3 проталкивается под ножевым валом. Холостые валики 4 служат для уменьшения сил трения между столом и заготовкой. Заданный размер заготовки устанавливается подъемом или опусканием стола.
Рисунок 1.9 − Рейсмусовый станок.
Четырехсторонние продольно-фрезерные станки (рисунок 1.10) имеют четыре ножевых вала: нижний горизонтальный 5, расположенный первым по ходу подачи, формирует нижнюю базовую полость; два вертикальных 2 обра-
17
батывают кромки и верхний 1 придает заготовке заданную толщину. Заготовка подается на обработку валиками 4; для устранения ее вибрации установлены прижимные ролики 3.
Рисунок 1.10 − Четырехсторонний продольно-фрезерный станок.
Полученные из древесины чистовые заготовки подвергаются следующим операциям: нарезанию шипов и проушин, выборке гнезд и отверстий, профилированию (фрезерованию), зачистке поверхности (циклеванию и шлифованию). Шипы и проушины на концах деталей формируются на шипорезных станках. Принцип действия таких станков и схема образования шипов показаны на рисунке 1.11 (а, б). Первыми по ходу подачи располагаются пильные головки 1, предназначенные для торцовки на определенный размер, затем – прорезные головки 2 для образования проушины и, наконец, шипорезные головки 3, образующие боковые грани шипа и его заплечиков.
Рисунок 1.11 – Шипорезный станок.
а – общий вид шипорезного станка; б – схема образования шипов.
18

Высверливание сквозных и несквозных отверстий, образование пазов производится на сверлильных, сверлильно-пазовальных и цепнодолбежных станках, в которых режущими инструментами являются сверла, торцовые фрезы или фрезерные цепочки. Общий вид сверлильного одношпиндельного станка, на котором высверливают круглые отверстия, показан на рисунке 1.12. Деталь устанавливают на столе 1, а сверло закрепляют в шпиндельной головке 2.
Рисунок 1.12 − Общий вид сверлильного одношпиндельного станка.
Обработка прямых и криволинейных поверхностей с выборкой пазов, гребней, фальцев и т.п., т.е. создание определенных профилей, осуществляется на фрезерных станках, в которых в качестве режущих инструментов применяются фрезы. На рисунке 1.13 (а, б) показаны схемы фрезерования криволинейных (а) и прямолинейных (б) поверхностей. Криволинейные поверхности образуются с помощью шаблона, называемого цулагой, кромка которого соответствует форме будущей детали. Шаблон-цулага 1 с зажатой заготовкой 2 надвигается на вращающуюся фрезу 3, которая обрабатывает заготовку по контуру шаблона. Плоские поверхности получаются путем точной установки заготовки по направляющим линейкам: передней 4 и задней 5, соединенных скобой 6, огибающей режущий инструмент.
Рисунок 1.13 − Схемы фрезерования.
а– схема фрезерования криволинейных поверхностей;
б– схема фрезерования прямолинейных поверхностей.
19

Окончательная механическая обработка древесины – это шлифование поверхности шлифовальной лентой, имеющей бумажную или тканевую основу, на которую наклеены абразивные зерна. В зависимости от способа закрепления ленты различают цилиндровые, дисковые и ленточно-шлифовальные станки. У цилиндровых станков лента закрепляется на образующей поверхности цилиндра, у дисковых – на торцовой поверхности плоского диска, у ленточных она натягивается на два или три шкива в виде бесконечного полотнища. На рисунке 1.14 (а, б) показаны общий вид и схема устройства ленточно-шлифовального станка. Шлифование деталей осуществляется двумя узкими лентами, движущимися в разные стороны на барабанах 2, вращающихся от индивидуальных электродвигателей 3.
Рисунок 1.14 − Шлифовальный станок.
а – общий вид ленточно-шлифовального станка; б – схема устройства.
Горючую среду в цехах механической обработки древесины составляют древесина, отходы древесины, масла и смазки в деревообрабатывающих станках. При механической обработке древесины выделяется значительное количество пыли и мелкой стружки, которые более пожароопасны, чем компактная древесина. Древесная пыль, образующаяся при работе шлифовальных станков, способна образовать взрывопожароопасные смеси с воздухом.
Основными источниками зажигания в процессах механической обработки древесины являются:
−теплота трения при перегревах подшипников вентиляторов, транспортеров, электродвигателей станков при нарушении режима их смазки, перекосах валов и пил, загрязнении поверхности пылью или отходами древесины, нагрев
ивоспламенение приводных ремней при проскальзывании. Теплота трения может явиться источником зажигания также при распиловке твердых пород древесины, наличии в ней сучьев, перегрузке и перекосах пил;
−искры удара, которые образуются в случае нарушения взаимного положения подвижных и неподвижных деталей механизмов, а также при наличии в древесине металлических включений: гвоздей, кусочков металла и др.;
20