

2.2.3 Расчет режимов сварки.
Расчет сварочных параметров для сварки по технологии STT отличается от расчета сварочных параметров MAG/MIG сварки, хотя процессы схожи и родственны.
Для установки стабильного процесса сварки по технологии STT необходимо правильно подобрать значения пикового и базового тока при установленной подаче проволоки. Предназначение пикового и базового тока описаны в разделе 1.4 данного курсового проекта. Точных методик расчета этих токов нет, все методики установки пикового и базового тока имеют рекомендательный характер.
Из условий энергетического равновесия процесса сварки, скорость подачи проволоки должна быть равна скорости ее плавления, расчет пикового и базового тока будем вести путем нахождения среднего тока (Iср) по методикам расчета сварочного тока MAG сварки[11]. Данная методика позволяет найти ток соответствующий подаче проволоки согласно энергетического равновесия процесса сварки.
2.2.3.1. Расчет режимов сварки продольного шва муфты П2.
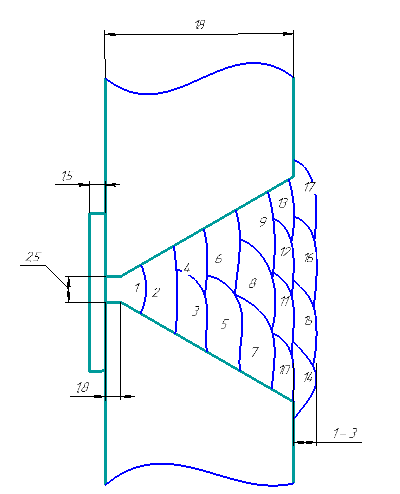

Рисунок 9- Схема заварки продольного шва муфты П2.
Расчет сварочных параметров начнем с подбора пикового и базового тока для корневого прохода. Для этого рассчитаем средний ток Iср. На рисунке 9, корневой проход обозначен под номером 1.


Рисунок 10- Схема сварного шва нанесенная на миллиметровую бумагу.
Iср находим по формуле 1.1 [11]
Iср = (80-100)hр , А, (1)
где hр – расчетная глубина проплавления (должна быть менее толщины подкладной пластины) менее 1,5 мм.
Выбираем значение сварочного тока
Icр=90×1,4= 126 А.
Рассчитаем плотность тока(j) для заданного диаметра электродной проволоки(dэ).
dэ = 1,145 мм,
j =
 ,
А/
,
А/ (2)
(2)
j =
 = 138,5 A/
= 138,5 A/ ,
,
Определяем скорость сварки
Vсв = А /Iср, м/ч, (3)
где коэффициент А (А·м/ч)
выбирают в зависимости от диаметра
электродной проволоки из табл. 4[11].
А = 2000 А‧м/ч
Vсв = 2000/126= 15,9 м/ч.
Ориентировочно определяем скорость подачи электродной проволоки
Vпп =
 ,м/ч
(4)
,м/ч
(4)
где Fн –
площадь сечения металла, наплавленного
на выбранном режиме,мм2 ( приблизительную
площадь сечения металла определим путем
нанесения схемы сварного шва на
миллиметровую бумагу в соответствующем
масштабе (рис. 10), в нашем случае Fн
= 12,2
 ),
),
ψ – коэффициент потерь металла, %,(из-за низких потерь металла процесса STT, данный коэффициент, учитывать при расчетах не будем).
Vпп =
 = 188,5 м/ч = 3,15 м/мин.
= 188,5 м/ч = 3,15 м/мин.
Ориентировочно определяют расход углекислого газа при сварке в СО2
Q= 10+( )
, л/мин (5)
)
, л/мин (5)
Q=10+( )=
12 л/мин
)=
12 л/мин
Определим коэффициент формы провара ψпр[12]
ψпр=е/(H+hр) (6)
где e - ширина валика (по рис.16) равна 5 мм;
Н - высота валика (по рис.16) равна 4 мм.
ψпр=5/(4+1,4)=0,93
Из [12] коэффициент формы провара должен находится в пределах 0,8-4, в нашем случае ψпр равен 0,93, что удовлетворяет показателю, данному в [12].
Для нахождения базового и пикового тока воспользуемся практическими измерениями, сделанными при сварке корневого прохода с зазором на весу (рис.11).
Из осциллограммы видим, что при установке пикового значения равного 420 амперам, действительное значение пикового тока не превышает значение в 375 ампер. По этому значения пикового тока будем считать постоянными и устанавливать на панели сварочного источника следует 420 ампер и более. Увеличение данного параметра на панели источника не приводит к действительному увеличению значения пикового тока, скорее всего это вызвано низким напряжением и частотой питающей сети. Уменьшать значения пикового тока мене 375 ампер не рекомендуется, т.к это приводит к сильному разбрызгиванию и выпуклости сварного валика.
Значения тока Пинч-эффекта, тоже следует считать постоянными т.к. уровни токов заданы аппаратно, а время действия данного тока, при стабильном протекании процесса, неизменно.
Время и ток ball – постоянны.
Значения fuse учитывать не будем из-за незначительного действия данного режима.
Описание процесса STT приведено в разделе 1.4 данного курсового проекта.
В итоге для установки сварочных параметров на источника STT-II нам необходимо рассчитать базовый ток по ранее рассчитанному среднему току сварочного процесса.

Рисунок 11- Осциллограмма процесса STT( при установке параметров: базовый ток-50 А, пиковый ток-425А, скорость подачи проволоки 3,6 м/мин.)
Согласно осциллограмме Iср процесса STT будет равен
Iср =
 , А. (7)
, А. (7)
где tph – время действия тока Пинч-эффекта (1,72) мС;
Iph – средний ток Пинч-эффекта (281) А;
tp – время действия пикового тока + tailоut (3,08) мС;
Ip – средний пиковый ток + падающий ток tailоut (147) А;
tb- время действия ball (0,375) мС;
Ib-
ток ball (10)
А;
tbg – время базового тока (3,36) мС;
Ibg
–базовый ток (50) А;
Т-время переноса одной капли электродной проволоки ( 8,56) мС.
При расчетах не учтено изменение временных интервалов при изменении скорости подачи проволоки.
Пользуясь формулой (7) получим формулу расчета базового тока
Ibg
=( Iср Т-
Т- ,
А (8)
,
А (8)
Ibg
= (126 /3.36
= 42 А.
/3.36
= 42 А.
Полученные режимы сварки корневого прохода занесем в таблицу 18.
Расчет сварочных параметров для заполняющих проходов (2-9).
Для исключения непроплавления, возьмем расчетную высоту валика H=3 мм. Для расчета глубины проплавления hр2 воспользуемся формулой (6). Используем коэффициент формы провара ψпр = 1,8. Ширина валика е = 8,5 мм.
ψпр=е/(H+hр2)
hр2
=
 – H, мм
(9)
– H, мм
(9)
hр2
= - 3 = 1,72 мм.
- 3 = 1,72 мм.
Воспользовавшись формулой (1) найдем Iср2
Icр2
= 90 1.72=
155 А
1.72=
155 А
Определяем скорость сварки по формуле (10)
Vсв = , м/ч (10)
, м/ч (10)
где Ан - коэффициент наплавки
ρ – плотность наплавленного
металла ( ρ=7.8 г/ )
)
Площадь шва Fн2
= 21
 =0,21
=0,21
 (рис.16)
– для валика 2.
(рис.16)
– для валика 2.
Ан = 3+0,08
Ан = 3+0,08 =13,8
=13,8
Vсв =
 = 13 м/ч
= 13 м/ч
Определяем скорость подачи проволоки по формуле (4)
Vпп
=
 = 265,2 м/час =4,4 м/мин.
= 265,2 м/час =4,4 м/мин.
Определяем скорость подачи газа Q по формуле (5)
Q
= 10 +
 12.5 л/мин.
12.5 л/мин.
Базовый ток
определяем по формуле (8)
Ibg
= (155 /3.36
= 115 А.
/3.36
= 115 А.
Пиковый ток более 420 ампер и режим tailout = 0-10.
Расчетные режимы заполняющих проходов занесем в таблицу 15.
Рассчитаем режимы сварки заполнений 10-12 и облицовочных валиков.
Возьмем расчетную высоту валика H=2 мм. Для расчета глубины проплавления hр3 воспользуемся формулой (9). Используем коэффициент формы провара ψпр = 2. Ширина валика е = 7 мм.
hр3
=
 - 2 = 1,5 мм.
- 2 = 1,5 мм.
Воспользовавшись формулой (1) найдем Iср2
Icр2
= 90 1.5=
135 А
1.5=
135 А
Определяем скорость сварки по формуле (10)
Vсв = , м/ч
, м/ч
где Ан - коэффициент наплавки
ρ – плотность наплавленного
металла ( ρ=7.8 г/ )
)
Площадь шва Fн3
=
12,5÷15
 =0,125÷0,15
=0,125÷0,15
 (рис.16)
(рис.16)
Ан = 3+0,08
Ан = 3+0,08 =12,43
=12,43
Vсв =
 = 17,2÷14,3 м/ч
= 17,2÷14,3 м/ч
Определяем скорость подачи проволоки по формуле (4)
Vпп
=
 = 209 м/час = 3,5 м/мин.
= 209 м/час = 3,5 м/мин.
Определяем скорость подачи газа Q по формуле (5)
Q
= 10 +
 12 л/мин.
12 л/мин.
Базовый ток определим по формуле (8)
Ibg
= (135 /3.36
= 64 А.
/3.36
= 64 А.
Пиковый ток более 420 ампер и режим tailout = 0-5.
Расчетные режимы заполняющих проходов 10-12 и облицовочных проходов занесем в таблицу 15.