

Виды зубофрезерования:
попутное;
встречное.
Попутное эффективнее встречного т.к. создает более благоприятные условия стружкообразования, меньшие колебания сил резания, меньшие вибрации, повышает стойкость инструмента, дает лучшую чистоту обработки.
Достоинства обработки червячными фрезами:
Высокая производительность, т.к процесс обработки непрерывный, в обработке одновременно участвуют несколько зубьев фрезы.
Для нарезания колес одного модуля с разным числом зубьев можно использовать один инструмент;
Высокая точность;
Недостатки:
сложность инструмента;
необходимость применения специальных станков;
Невозможность обработки зубчатых колес, не имеющих выхода для фрезы и колес с внутренним зубчатым зацеплением.
В зависимости от модуля обработку ведут за 1 ход (при m до 2,5 мм), или за 2-3 хода (при m >2,5 мм).
3. Зубодолбление.
Зубодолбежные головки.
Оборудование - долбежные станки.
Инструмент - головка с модульными долбежными резцами (число резцов равно числу впадин).
Движения:
Движение резания – возвратно поступательное перемещение заготовки;
Подача (мм/дв.х.) – одновременное перемещение всех резцов к центру заготовки.
Область применения – массовое производство.
Недостатки – дорогостоящий инструмент.
Достоинство – высокая производительность.
Зубодолбление.
Оборудование: зубодолбежные станки.
Инструмент:
долбяк (цилиндрический прямозубый и косозубый).
долбяк-гребенка.
фасонные резцы.
Обрабатываемые детали: цилиндрические прямозубые и косозубые колеса, блочные колеса, колеса с внутренним зацеплением.
Оснастка: для косозубых колес – специальные копиры.
Достигаемая точность – 7-8 степень.
Движения (обрабатывают по методу обката):
Движение резания – возвратно – поступательное перемещение долбяка.
Подачи: круговая подача долбяка, согласованная с вращением заготовки; радиальное врезание.
Достоинства: высокая производительность, простота инструмента.
Повышение производительности обеспечивается применением на одной оправке нескольких долбяков, совмещает несколько проходов при обработке колес с крупным модулем.
Для колес 7 степени точности с m>3 для черновой обработки применяют фрезерование, для чистовой – долбление.
4. Зубострогание.
Применяется для нарезания прямозубых конических колес, в серийном и массовом производстве.
Оборудование: зубострогальные станки.
Инструмент: зубострогальные резцы.
Точность: 7-9 степень, шероховатость Ra 1,6…6,3 мкм;
Движения:
Движение резания - возвратно-поступательное перемещение резцов;
Движение обката - кинематически связанное вращение заготовки и люльки с инструментом;
Делительное движение - отвод резцов от заготовки (возврат люльки в исходное положение) и поворот колеса на один или два зуба;
Зубострогание характеризуется: простотой применяемого инструмента и низкой производительностью.
Колеса с m до 4мм обрабатываются за одну операцию, с m >4мм – за две (черновую и чистовую).
5. Протягивание круговыми протяжками.
Применяется для обработки конических колес с круговым профилем зуба (колеса не взаимозаменяемы с эвольвентными).
Недостатки:
высокая стоимость;
специальное оборудование.
Достоинства - высокая производительность (применяется в массовом производстве);
Оборудование - специальные станки;
Инструмент - круговые протяжки (резцовая головка);
Точность: 8-9 степень.
Колеса с m<5 нарезаются одной протяжкой, а с m>5 – двумя.
Работа по методу копирования.
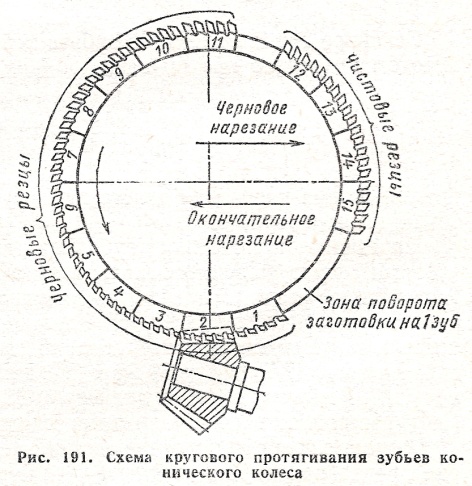
Цикл работы:
При повороте на 4 блока, протяжка на медленной подаче перемещается из т.О в т.А вдоль образующей конуса. Осуществляется врезание на небольшую глубину;
При вращении 6 следующих блоков без продольной подачи, врезание за счет радиального подъема резцов на полную глубину впадины.
Перемещение протяжки из т.А в т.В, при этом резцы 11 блока снимают оставшийся припуск.
При прохождении сектора между 11 и 12 секциями происходит снятие фасок с боковых сторон и дна вращающимися резцами;
Перемещение из т.В в т.С – чистовая обработка резцами 12-15 секций;
Делительный поворот заготовки на зуб при перемещении из т.С в т.О при прохождении участка между 15-1 секциями;
Обработка повторяется.
Урок 25