

34. Печатание металлизированными красками, тиснения (бескрасочные и фольгой).
Для улучшения зрительного эффекта некоторой печатной продукции (поздравительные открытки, книжно-журнальные обложки, этикетки, рекламные издания, и пр.) на оттисках получают изображения, имитирующие цвет благородных металлов. Этот эффект достигается печатанием металлизированными красками, бронзированием оттисков или теснением металлизированной фольгой.
1. Печатание металлизированными красками. Этот способ аналогичен печатанию обычными красками и проводится с использованием обычных печатных машин красками, содержащими мелкодисперсные порошки бронзы или алюминия. Для достижения требуемого эффекта сначала наносится грунтовое изображение (желтое или серо-голубое), а поверх него печатают металлизированными красками с тех же печатаных форм.
2. Бронзированние оттисков — процесс нанесения на отдельные участки изображения оттиска мелко дисперсного порошка бронзы или алюминия, которые имитируют благородные металлы. После получения основного печатного изображения и закрепления краски традиционными способами печати наносят грунтовое изображение. Не давая высохнуть этому изображению, на поверхность наносят в избытке металлизированный порошок (величина его частиц не превышает 20–60 мкм). Его частицы прилипают к слою грунтовой краски, а избыток порошка удаляется. Оставшийся порошок после высыхания грунтовой краски прочно удерживается на ней. Для закрепления эффекта и предохранения слоя от внешних воздействий, бронзированные оттиски лакируют, при этом увеличивается яркость изображения.
Бронзированние оттисков производят в специальных машинах, работающих автономно либо «в линию» с обычной печатной машиной.
3. Бескрасочное тиснение — это процесс получения изображений за счет деформации оттисков под воздействием давления и нагревания. Для отделки оттисков применяют только рельефное тиснение, в результате которого изменяют фактуру всей поверхности или делают рельефными отдельные участки изображения.
В первом случае процесс называют гренированием (придание поверхности, какой либо фактуры) и осуществляют в каландрах.
Во втором случае процесс называют рельефным или конгревным тиснением, применяющимся для отделки листовой продукции и переплетных крышек.
4. Тиснение металлизированной фольгой — это процесс горячего переноса при определенном давлении металлизированной пленки с промежуточной основы на оттиск.
35. Комплектовка изданий и блоков
Комплектовка блока — сборка блока из отдельных тетрадей, обеспечивающая порядковую нумерацию страниц всего издания.
2 способа комплектовки: вкладкой и подборкой.
Способ выбирают при проектировании конструкции издания и технологии изготовления печатных форм, последняя предусматривает для каждого из этих способов комплектовки разные спуски полос.
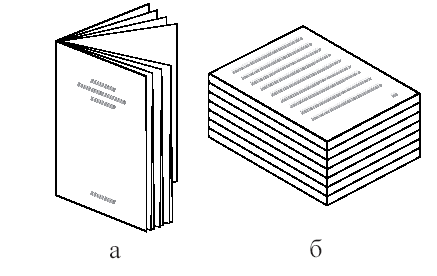
Рис. 5. Виды комплектовки блоков:
а — вкладкой, б — подборкой.
Комплектовка изданий вкладкой. При этом способе (рис. 5) тетради вкладывают одна в другую, а за тем их помещают в обложку, т.е. комплектуется все издание. Этот способ комплектовки широко используется при изготовлении малообъемных, простых по конструкции книжно-журнальных изданий с кратким сроком службы. Он обеспечивает простоту изготовления изданий малым количеством операций.
Комплектовка блоков подборкой. Книжно-журнальные блоки для соединения их после скрепления с обложкой или переплетной крышкой комплектуют обычно подборкой – тетради накладывают последовательно друг на друга в стопку. Этот способ позволяет комплектовать блоки любого объема, использовать различные способы их скрепления и по-разному обрабатывать корешки блоков.
Комплектовка блоков изданий средних, больших и массовых тиражей ведется на подборочных автоматических машинах, а блоки малых тиражей часто подбирают вручную с использованием некоторых механизированных приспособлений. Подборочная (часто называется листоподборочная) машина (рис. 6) состоит из ряда однотипных подборочных секций (1), вдоль которых перемещается подборочный транспортер (2). Каждая из секций имеет магазин для тетрадей и механизмы их подачи из магазина на транспортер. Число секций в машине обычно от 12 до 36.
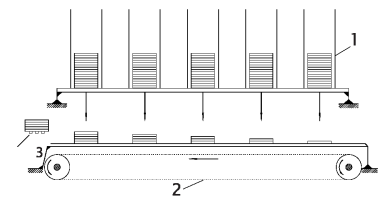
Рис. 6. Схема комплектовки блоков на подборочной машине
В магазины загружают стопки тетрадей в порядке последовательности их комплектовки. Во время работы транспортер непрерывно движется, механизмы подачи предают на него одновременно из всех магазинов по одной обычно нижней тетради. За время одного цикла работы машины транспортер совершает путь от одного магазина к другому. При этом наложенные на него тетради оказываются напротив очередных магазинов (первая тетрадь – против второго, вторая против третьего и т.д.). Таким образом, в конце образуется подобранный блок, который выводным устройством предается на приемный стол (3). Правильность подборки автоматически контролируется по корешковым меткам тетрадей.