

1)Метод оценки поверхности
2)Погрешности при установке заготовки. Погрешности установки заготовок для обработки. Требуемое положение заготовки в рабочей зоне станка достигается в процессе ее установки. Процесс установки включает базирование и закрепление. Базирование (ГОСТ 21495 - 76*) - придание заготовке или изделию требуемого положения относительно выбранной системы координат. Закрепление - приложение сил и пар сил к изделию для обеспечения постоянства и неизменности его положения, достигнутого при базировании. Фактическое положение заготовки отличается от требуемого. Отклонение в положении заготовки, возникающее при базировании, называют погрешностью базирования Δεб; при закреплении - погрешностью закрепления Δεз; при установке - погрешностью установки Δεу; причем Δεу = f(Δεб; Δεз). Технологическая база в большинстве случаев при обработке неподвижна относительно установочных элементов приспособления. В некоторых случаях (обработка с установкой в центры, использование люнетов и т. п.) соединение технологическая база заготовки -база установочных элементов приспособления является подвижным. Погрешность установки в этих случаях является переменной во времени величиной Δεу(t).Погрешность установки характеризует отклонение положения конкретной поверхности предмета производства. Так, Δεу при расчетах точности обработки определяется обусловленным отклонением в положении обработанной поверхности, а при расчетах составляющих припуска - отклонением в положении обрабатываемой поверхности заготовки. Во избежание ошибок целесообразно указывать обозначение размера [например, Δεу(h}] или поверхности [например, Δεу(2), где 2 - обозначение поверхности на эскизе обработки], к которым относится погрешность.
Билет №34.1) характеристика стационарной сборки с сочленением рабочих мест.
2)Базирование заготовок в приспособлениях
Если рассматривать тело, условно расположенное для ориентации в прямоугольной системе координат, то оно может свободно перемещаться в.направлениях осей X — Y — Z поступательно и вращаться вокруг этих осей, чем объясняется шесть степеней свободы. Чтобы жестко установить заготовку, необходимо лишить ее шести степеней свободы. На рис 24, а видно, что вокруг координатных осей Х> Y и Z можно построить три плоскости: / — образованная в плоскости X— — Y\ II — в плоскости Y — Z и /// — в плоскости X — Z. Чтобы устранить перемещение тела, необходимо прижать его к трем поверхностям, устраняя при этом свободу шести направлений. В связи с этим плоскости приспособлений, служащие для установки заготовок, называют: I — главной установочной; II — направляющей; III — упорной. Поверхности на заготовках, сопрягаемых при установке с соответствующими плоскостями приспособления, называются: главной установочной базой, направляющей базой и упорной установочной базой.
Для создания нормальных условий при обработке заготовок в приспособлении необходимо ее правильно ориентировать относительно установочной, направляющей и упорной плоскостей. При этом очень важен выбор опор для связывания шести степеней свободы заготовки. Необходимо расположить опоры и приспособления так, чтобы шесть опорных точек создавали жесткую установку. Правильное расположение шести опор получило название правила шести точек. Согласно
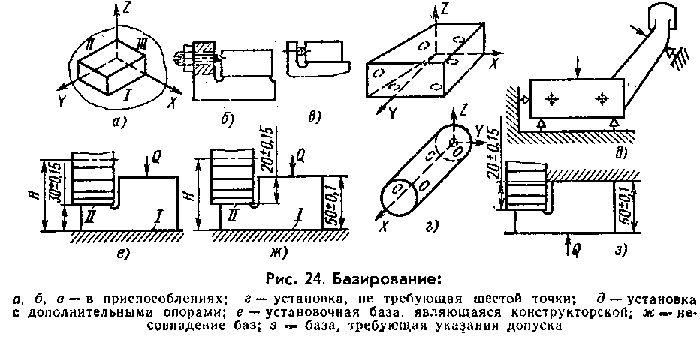
этому правилу установочная поверхность приспособления должна иметь три опорные точки, две направляющие и одну опорную. Увеличение числа опор создает неопределенность положения заготовки. База лишает заготовку трех степеней свободы, обычно такой поверхностью служит поверхность наибольших габаритных размеров (рис. 24, б).
Приспособления для установки заготовок на поверхность наибольших размеров могут иметь три неподвижные опоры или устанавливаться на эту поверхность. В первом случае опоры должны располагаться так, чтобы образуемый ими треугольник был наибольшим. Важно также, чтобы центр тяжести и равнодействующая сила резания зажимных сил находилась внутри треугольника, вершинами которого являются неподвижные опоры. Соблюдение указанных условий создает устойчивость в процессе обработки. Во втором случае допускается установка для обработки небольших заготовок, при этом установочная плоскость должна быть меньше технологической базы (рис. 24, в).Направляющая технологическая база большой длины лишает заготовку двух степеней свободы. Приспособления в этой плоскости имеют две неподвижные опоры. Чем больше расстояние между ними, тем меньше погрешность установки. Упорная технологическая база небольшой длины лишает заготовку одной степени свободы. Приспособления для установки имеют одну опору. При базировании заготовок в приспособлении возможны случаи, когда по условиям обработки отпадает надобность в шести точках (рис. 24, г) или в случае недостаточной устойчивости возникает потребность в дополнительной опоре сверх шести точек (рис. 24, д),
Билет №35