

Міністерство освіти і науки України
Індустріальний технікум ДГМІ
Методичні вказівки до виконання індивідуальних завдань з дисципліни
“Технологічні процеси виробництва
прокатної продукції на ВАТ „АМК”
для студентів спеціальності:
5. 090404 “Обробка металів тиском”
Алчевськ
2009
Розробив: Гончарова І.О. – викладач першої категорії
Розглянуто і схвалено на засіданні
комісії спеціальних металургійних
дисциплін
протокол № ___ від________ 2009 р
Голова комісії_____________ Сопова Н.В.
Зміст.
Задача 1: „ Розрахунок схеми кантування блюмів та слябів”. Задача 2: „ Розрахунок режиму обтискування слябів”. Задача 3: „Розрахунок швидкісного режиму прокатки на блюмінгу ”.
Задача 1:„ Калібрування валків за системою ящичних калібрів ”. Задача 2: «Розрахунок системи калібрування валків за системою калібрів “ромб - квадрат”». Задача 3 «Розрахунок системи калібрування валків за системою калібрів “овал - квадрат”». Задача 4 „ Розрахунок швидкісного режиму прокатки на сортовому стані ”. Задача 5 „ Розрахунок швидкісного режиму прокатки на БЗС ”.
Задача 1 - 3 “ Розрахунок схем прокатки товстих листів в умовах реверсивного стану ”.
Задача 1 “ Розрахунок режиму обтискування товстих листів в умовах реверсивного стану”. Задача 2 “Розрахунок швидкісного режиму прокатування на товстолистовому стані”.
|
4
6
6
7
9
10
11
13
14
17
18 19
|
Індивідуальне завдання № 1
Задача 1: „ Розрахунок схеми кантування блюмів та слябів ”
Вибір режиму обтискування.
При виборі режиму обтиску на обтискному стані треба звертати увагу на припустимий кут захвату, котрий залежить від хімічного складу сталі:
Для легованих сталей α = 26
Для звичайних сталей α = 25
Для високолегованих сталей α = 24
Величина максимального обтиску визначається по формулі:
Δh = Dк сер (1- cos αmax)
Середній діаметр валків, що катає:
Dк сер = 0,9 Dо – hк сер
Середня висота калібрів:
![]()
де h1, h 2, h3 - висоти калібрів;
n – число калібрів на валках.
Величина середнього обтискування за прохід приймається рівною 93 – 98 % від максимального обтискування.
Δhсер = Δhmax (0,93 – 0,98)
Величину сумарного обтискування визначаємо по формулі:
ΣΔhH = (H - h) + 0.15(B - b)
ΣΔhB = (B - b) + 0.15(H - h)
де h, b – розміри блюму;
H, B – розміри зливку.
Визначаємо кількість проходів:
![]() ;
; ![]()
отримані числа приймаємо цілими, з урахуванням того, що сума проходів повинна бути непарною: Σn = nH + nB
визначаємо обтискування по сторонам:
ΔhH = ΣΔhH / nН ; ΔhВ = ΣΔhВ / nВ
Вибираємо схему кантувань, враховуючи сумарну кількість проходів по сторонам.
калібри |
1 |
2 |
3 |
Номер проходу |
|
|
|
Обтискаєма сторона |
|
|
|
При виборі схеми кантувань необхідно пам’ятати:
В останньому калібрі робимо тільки один прохід.
В другому калібрі кантувати не дозволяється, тому прокатування ведеться тільки по одній стороні.
При передаванні розкату з калібру в калібр заготовка обов’язково кантується.
Кантування відбувається тільки після парного проходу
Вихідні данні.
Висоти калібрів: h1 = 100 мм; h2 = 210 мм; h3 = 210 мм.
Матеріал валків – сталь легована;
Матеріал зливку – сталь спокійна;
Швидкість прокатування – 2 м/с.
Стан – 1250.
№ варіанту |
Зливок, мм |
Сляб, мм |
Блюм, мм |
температура |
|
|
|
110 х 1100 |
250 х 250 |
1230 |
|
|
|
120 х 1200 |
260 х 260 |
1230 |
|
|
|
130 х 1000 |
270 х 270 |
1230 |
|
|
|
140 х 800 |
280 х 280 |
1230 |
|
|
|
150 х 850 |
290 х 290 |
1230 |
|
|
|
160 х 900 |
300 х 300 |
1230 |
|
|
|
170 х 1000 |
310 х 310 |
1230 |
|
|
|
180 х 1200 |
320 х 320 |
1230 |
|
|
|
190 х 1050 |
330 х 330 |
1230 |
|
|
|
200 х 800 |
340 х 340 |
1230 |
|
|
|
210 х 800 |
350х 350 |
1230 |
|
|
|
210 х 900 |
360 х 360 |
1230 |
|
|
|
220 х 700 |
370 х 370 |
1230 |
|
|
|
230 х 750 |
380 х 380 |
1230 |
|
|
|
240 х 850 |
390 х 390 |
1230 |
|
|
|
250 х 950 |
400 х 400 |
1230 |
|
|
|
260 х 800 |
260 х 260 |
1230 |
|
|
|
270 х 900 |
270 х 270 |
1230 |
|
|
|
280 х 700 |
280 х 280 |
1230 |
|
|
|
290 х 750 |
290 х 290 |
1230 |
|
|
|
300 х 900 |
300 х 300 |
1230 |
|
|
|
310 х 1000 |
310 х 310 |
1230 |
|
|
|
320 х 1050 |
320 х 320 |
1230 |
|
|
|
110 х 700 |
330 х 330 |
1230 |
|
|
|
230 х 750 |
380 х 380 |
1230 |
|
|
|
240 х 850 |
390 х 390 |
1230 |
|
|
|
250 х 950 |
400 х 400 |
1230 |
|
|
|
260 х 800 |
260 х 260 |
1230 |
|
|
|
270 х 1000 |
270 х 270 |
1230 |
|
|
|
220 х 800 |
340 х 340 |
1230 |
Задача 2: „ Розрахунок режиму обтискування слябів”
Розрахунок ведемо для двох перших проходів прокатування слябів згідно схемі кантувань, отриманих в ІЗ № 1.
1 прохід.
Початкова товщина Н0 = ….
Початкова ширина В0 = …..
Величина обтискування ΔhH = … чи ΔhВ = … в залежності від обтискаємої сторони.
Визначаємо товщину розкату після проходу: h1 = Н0 – Δh1
В першому проході відбувається усадка металу, тому поширення Δb1 = 0
Ширина розкату після проходу: В1 = В0
2 прохід.
Початкова товщина Н2= h1 =….
Початкова ширина В2 = В1 = …..
Величина обтискування ΔhH = … чи ΔhВ = … в залежності від обтискаємої сторони.
Визначаємо товщину розкату після проходу: h2 = Н1 – Δh2
В першому проході відбувається усадка металу, тому поширення:
![]()
де f – коефіцієнт тертя металу з валками:
f = к1 к2 к3 (1,05 – 0,0005 Т)
де к1 – коефіцієнт, враховуючий матеріал валків;
к2 – коефіцієнт, враховуючий матеріал смуги;
к3 - коефіцієнт, враховуючий швидкість прокатування.
Т – температура розкату.
Т0 – температура нагріву металу, при досягненні товщини Н = 350 – 360 мм, зниження температури на 15 - 20º, перед останнім пропуском зниження температури на 30º.
Діаметр валків, що катає: Dк = Dо – h1
Де h1 – висота калібру 1.
Ширина розкату після проходу: В2 = В1 + Δb
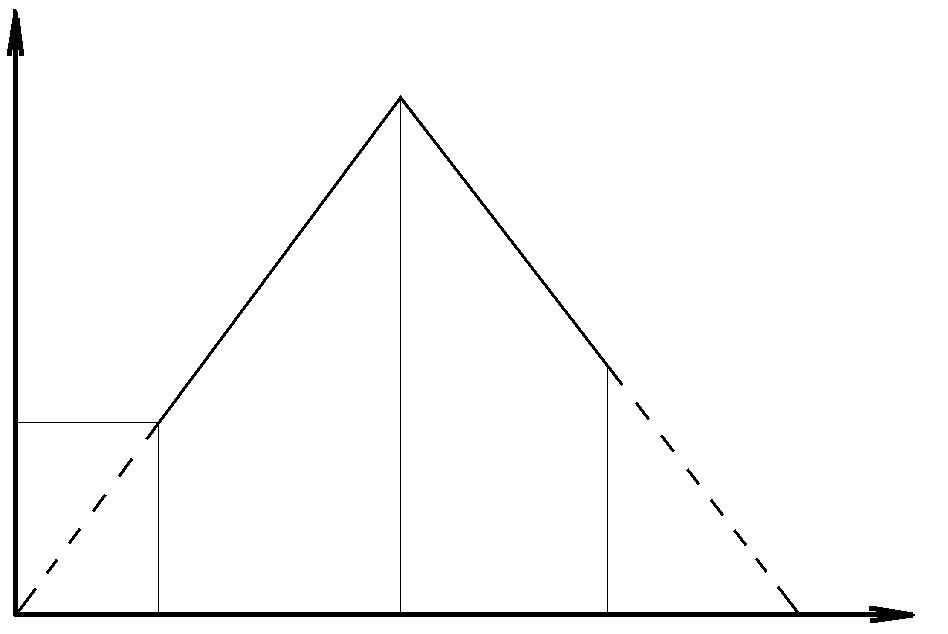
Задача 3: „ Розрахунок швидкісного режиму прокатування слябів”
Розрахувати
швидкісний режим прокатки розкату на
обтискному стані 1250, та зробити креслення
графіку прокатки, якщо відомо:
![]() ;
;
![]() ;
;
![]() ;
;
![]() 40
мм/с2
;
40
мм/с2
;
![]() 60
мм/с2.
60
мм/с2.
Визначаємо максимальну швидкість обертання валків в кожному проході:
![]()
Вибираємо тип діаграми, наприклад, діаграма 1 типа – характеризується тим, що при визначенні швидкості nз здійснюється захват зливка, після чого валки прискорюються до max числа - nmax , а після руху до моменту викиду розкату із валків при nв. Така діаграма застосовується в перших проходах при короткому розкаті та його реверсі.
![]()
![]()

![]()
![]()
![]()
![]()
![]()
Час
розгону валків: ![]()
Час
прискорення валків з металом:
![]()
Час
уповільнення валків з металом:
![]()
Час
зупинки валків:
![]()
Час
пауз при прокатуванні: ![]()
Машинний
час прокатки: ![]()
Діаграму прокатування креслимо в масштабі.