

Індивідуальне завдання № 2
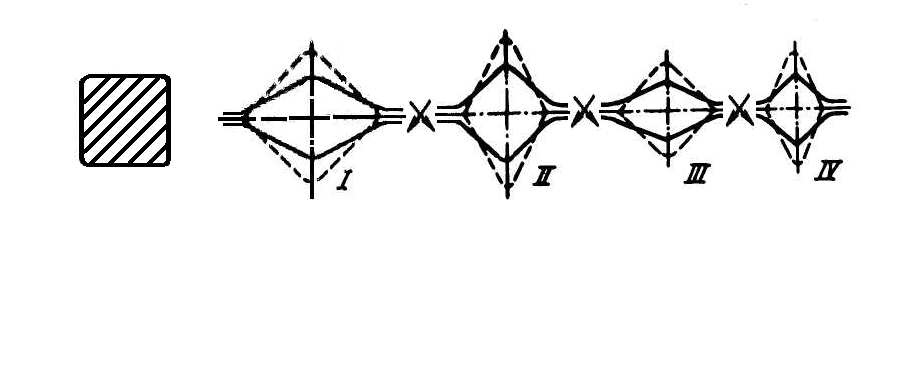
Задача 1: „ Калібрування валків за системою ящичних калібрів ”
Вибираємо систему калібрування :

Рисунок 1 - Калібрування валків за системою ящичних калібрів
Розрахунок ведемо проти ходу прокатки.
Кліть 2
Приймаємо кут захвату α = (15 - 30°)
Визначаємо діаметр валків, що катає :
Дк2 = Дв - h2 – S
Визначаємо обтиск в кліті :
∆h2 = Дк( 1 – cosα )
Визначаємо висоту вихідної смути :
Н2 = b1 = h2 + ∆h2
Визначаємо коефіциент тертя :
f2 = k1*k2*k3*(1,05 – 0,0005* T2 )
де к1 – коефіцієнт, враховуючий матеріал валків; для сталевих – к = 1, для чавунових – к = 0,8,
к2 – коефіцієнт, враховуючий матеріал смуги; для м’яких сталей к = 1, для легованих к = 1,
к3 - коефіцієнт, враховуючий швидкість прокатування: при прокатуванні з V = 0 – 2 м/с – к = 1,
Поширення смуги визначаємо за формулою Бахтінова:
![]()
Визначаємо ширину вихідної суми :
В2 = h1 = b2 - ∆b2
Кліть 1
Приймаємо кут захвату α = (15 - 30°)
Визначаємо діаметр валків, що катає :
Дк1 = Дв - h1 – S
Визначаємо обтиск в кліті :
∆h2 = Дк( 1 – cosα )
Визначаємо ширину вихідної смути :
B0 = h1 + ∆h1
Визначаємо коефіциент тертя :
f2 = k1*k2*k3*(1,05 – 0,0005* T1 )
Поширення смуги визначаємо за формулою Бахтінова:
![]()
Визначаємо висоту вихідної суми :
H0 = b1 - ∆b1
Висновок: H0 х B0 = …….
Вихідні данні.
Варіант |
а2 мм |
Д0 мм |
Т, °С |
∆t, °С |
|
|
100 |
800 |
1210 |
20 |
|
|
95 |
800 |
1210 |
20 |
|
|
90 |
800 |
1210 |
20 |
|
|
85 |
800 |
1210 |
20 |
|
|
80 |
800 |
1210 |
20 |
|
|
75 |
800 |
1210 |
20 |
|
|
70 |
800 |
1210 |
20 |
|
|
65 |
500 |
1210 |
20 |
|
|
60 |
500 |
1210 |
20 |
|
|
55 |
500 |
1210 |
20 |
|
|
50 |
500 |
1200 |
15 |
|
|
45 |
500 |
1200 |
15 |
|
|
40 |
500 |
1200 |
15 |
|
|
35 |
500 |
1200 |
15 |
|
|
30 |
500 |
1200 |
15 |
|
|
35 |
500 |
1200 |
15 |
|
|
30 |
500 |
1200 |
15 |
|
|
25 |
350 |
1200 |
15 |
|
|
20 |
350 |
1200 |
15 |
|
|
15 |
350 |
1200 |
15 |
Варіант |
а2 мм |
Д0 мм |
Т, °С |
∆t, °С |
|
|
10 |
350 |
1190 |
10 |
|
|
8 |
350 |
1190 |
10 |
|
|
7 |
350 |
1190 |
10 |
|
|
90 |
500 |
1190 |
10 |
|
|
85 |
500 |
1190 |
10 |
|
|
80 |
500 |
1190 |
10 |
|
|
75 |
500 |
1190 |
10 |
|
|
70 |
500 |
1190 |
10 |
|
|
65 |
500 |
1190 |
10 |
|
|
60 |
500 |
1190 |
10 |
Задача 2: „ Калібрування валків за системою ромб - квадрат”
Вибираємо схему прокатки.
Визначаємо площу перетину готового квадрату, враховуючи заокруглення в калібрі: при при а < 100 мм: F0 = (а0)2 ;
Визначаємо діаметр валків, що катає: Dк2 = Dо – h2/2 + S.
Аналогічно визначаємо розміри квадратного калібру 0: hк0 = bк0 = 1,41 * а0;
Визначаємо сумарний коефіцієнт витягування металу в клітях 1, 2:

Визначаємо коефіцієнти витягування в клітях 1, 2: µкв2 = µр1 =

Площа перетину смуги після прокатки в кліті 1: F0 = F2 · µкв2 ;
Поширення ромбічної смуги в квадратному калібрі визначаємо по графікам Чекмарьова (мал. 18, 19, 20): Δb2 = f (D0,а2, µкв2)
Визначаємо розміри ромбічного калібру:
висота: hр1 = bк2 – Δb2;
Ширина: bр1 = 2 Fр1 / hр1;
Простір на поширення металу в ромбічному калібрі: Δ bр1 = bр1 - hк0;
Фактичне поширення квадратної смуги в ромбічному калібрі:
![]()
Порівнюємо фактичне поширення металу в калібрі з простором на поширення та робимо висновок: - в разі переповнення калібру: Δ bр1' < Δ bр1, тобто розміри проміжного квадрату вибрані вірно, переповнення металу в калібрі не відбудеться.
Задача 3: „ Калібрування валків за системою овал - квадрат”
Вибираємо схему прокатки.

Розрахунок ведемо проти ходу прокатки.
Визначаємо розміри заготовки та її площу:
hк0 = bк0 = 1,41*а0 ; F0 = (a0)2 ;
Визначаємо сумарний коефіцієнт витягування металу в клітях 1, 2:
Визначаємо коефіцієнти витягування в клітях 1, 2:
![]()
![]()
![]()
Визначаємо площу овального калібру 1: F1 = F2 · µ2 ;
Визначаємо розміри овального калібру 1 : Поширення овальної смуги у квадратному калібрі визначаємо по графікам Чекмарьова (мал. 38 - 41): Δb2 = f (D0,а2, µ2);
Висота овальної смуги: h1 = b2 – Δb2 ;
Ширина овальної смуги: b1 = 3F1 / 2h1 ;
6. Робимо перевірку.
Простір на поширення металу в калібрі 1: Δb1 = b1 – а0 ;
Фактичне
поширення металу в калібрі 3:
![]()
Порівнюємо фактичне поширення металу в калібрі з простором на поширення та робимо висновок: - в разі переповнення калібру: Δ bр1' < Δ bр1, тобто розміри проміжного квадрату вибрані вірно, переповнення металу в калібрі не відбудеться.
Вихідні данні для задач 2,3.
Варіант |
а0 мм |
а2 мм |
Д0 мм |
|
|
20 |
7 |
350 |
|
|
25 |
8 |
350 |
|
|
30 |
20 |
350 |
|
|
30 |
10 |
350 |
|
|
35 |
25 |
350 |
|
|
35 |
15 |
350 |
|
|
40 |
30 |
500 |
|
|
45 |
35 |
500 |
|
|
50 |
30 |
500 |
|
|
55 |
35 |
500 |
|
|
60 |
40 |
500 |
|
|
65 |
45 |
500 |
|
|
70 |
50 |
500 |
|
|
75 |
55 |
500 |
|
|
80 |
60 |
500 |
Варіант |
а0 мм |
а2 мм |
Д0 мм |
|
|
85 |
65 |
500 |
|
|
90 |
70 |
800 |
|
|
95 |
75 |
800 |
|
|
100 |
80 |
800 |
|
|
100 |
70 |
500 |
|
|
105 |
85 |
800 |
|
|
105 |
75 |
500 |
|
|
110 |
90 |
800 |
|
|
110 |
80 |
500 |
|
|
115 |
95 |
800 |
|
|
115 |
85 |
500 |
|
|
115 |
60 |
500 |
|
|
120 |
100 |
800 |
|
|
120 |
90 |
500 |
|
|
120 |
85 |
500 |
Задача 4: „ Розрахунок швидкісного режиму прокатки на сортовому стані”
Розрахунок ведемо проти прокатки
Визначаэмо площі початкової та кінцевої заготовок:
F4 = 0,98•a4 2
F0 = a0 2
3. Визначаємо сумарний коефіцієнт витягування:
![]()
![]()
Розподіляємо коефіцієнти витягування по клітях: :
μΣ = μ1 • μ1 • μ3 • μ4
Визначаємо
довжину розкату:
![]()
Визначаємо
машинний час прокатування заготовки:
![]()
Визначаємо
час пауз між проходами:
![]()
Визначаємо цикл прокатки: Тц = Σt м1-4 + Σtп1-3
Будуємо графік прокатки – графік Адамецького.
Визначаємо
годинну практично можливу продуктивність
стану:
![]()
Де: Кв – коефіцієнт використання стану, Кв = 0,9 – 0,95
Кф – фабрикаційний коефіцієнт, який враховує витрати металу в обрізь та на угар.

Вихідні данні.
![]() ;
;
![]() ;
V1
= 7 м/с, V2
= 9 м/с, V3
= 12 м/с, V4
= 17 м/с.
;
V1
= 7 м/с, V2
= 9 м/с, V3
= 12 м/с, V4
= 17 м/с.
Варіант |
а0 мм |
а2 мм |
Д0 мм |
|
|
120 |
100 |
800 |
|
|
120 |
90 |
500 |
|
|
120 |
85 |
500 |
|
|
115 |
95 |
800 |
|
|
115 |
85 |
500 |
|
|
115 |
60 |
500 |
|
|
110 |
90 |
800 |
|
|
110 |
80 |
500 |
|
|
105 |
85 |
800 |
|
|
105 |
75 |
500 |
|
|
100 |
80 |
800 |
|
|
100 |
70 |
500 |
|
|
95 |
75 |
800 |
|
|
90 |
70 |
800 |
|
|
85 |
65 |
500 |
|
|
80 |
60 |
500 |
|
|
75 |
55 |
500 |
|
|
70 |
50 |
500 |
|
|
65 |
45 |
500 |
|
|
60 |
40 |
500 |
|
|
55 |
35 |
500 |
|
|
50 |
30 |
500 |
|
|
45 |
35 |
500 |
|
|
40 |
30 |
500 |
|
|
35 |
25 |
350 |
|
|
35 |
15 |
350 |
|
|
30 |
20 |
350 |
|
|
30 |
10 |
350 |
|
|
25 |
8 |
350 |
|
|
20 |
7 |
350 |
Задача 5: „ Розрахунок швидкісного режиму прокатки на БЗС”
Константи калібрування для всіх клітей визначаємо: С3 =С4/1,02;
С2 = С3/1,02,
С1 = С2/1,02
Константа калібрування: С4 = F4 · Dк4 · n4 , звідти:
4. Розподіляємо коефіцієнти витягування по клітях: :
μΣ = μ1 • μ2 • μ3 •μ4
5. Визначаємо площі калібрів:
F3 = F4 • μ4 = 3025 • 1,09 = 3297,25 мм2
F2 = F3 • μ3 = 3297,25 • 1,09 = 3594 мм2
F1 = F2 • μ2 = 3594 • 1,17 = 4204,98 мм2
Визначаємо частоту обертання валків для інших клітей:
Визначаємо швидкість прокатування:

Вихідні данні.
Варіант |
а4 мм |
С4 |
μΣ1-4 |
П4 |
Д0 мм |
|
|
20 |
0,038 |
1,55 |
120 |
350 |
|
|
25 |
0,035 |
1,65 |
125 |
350 |
|
|
30 |
0,034 |
1,75 |
132 |
350 |
|
|
30 |
0,033 |
1,78 |
133 |
350 |
|
|
35 |
0,032 |
1,85 |
156 |
350 |
|
|
35 |
0,031 |
1,95 |
125 |
350 |
|
|
40 |
0,03 |
1,905 |
147 |
500 |
|
|
45 |
0,028 |
2,25 |
145 |
500 |
|
|
50 |
0,027 |
2,35 |
123 |
500 |
|
|
55 |
0,026 |
2,45 |
159 |
500 |
|
|
60 |
0,025 |
1,55 |
123 |
500 |
|
|
65 |
0,024 |
2,56 |
125 |
500 |
|
|
70 |
0,058 |
2,69 |
145 |
500 |
|
|
75 |
0,059 |
2,657 |
169 |
500 |
|
|
80 |
0,06 |
3,65 |
145 |
500 |
|
|
85 |
0,065 |
3,65 |
123 |
500 |
|
|
90 |
0,068 |
3,24 |
147 |
800 |
|
|
95 |
0,069 |
3,26 |
159 |
800 |
|
|
100 |
0,07 |
3,25 |
123 |
800 |
|
|
100 |
0,075 |
3,15 |
156 |
500 |
|
|
105 |
0,08 |
3,45 |
148 |
800 |
|
|
105 |
0,085 |
3,65 |
145 |
500 |
|
|
110 |
0,09 |
3,25 |
123 |
800 |
|
|
110 |
0,095 |
2,98 |
126 |
500 |
|
|
115 |
0,098 |
2,54 |
145 |
800 |
|
|
115 |
0,097 |
2,65 |
95 |
500 |
|
|
115 |
0,096 |
2,45 |
85 |
500 |
|
|
120 |
0,094 |
2,12 |
75 |
800 |
|
|
120 |
0,093 |
3,54 |
66 |
500 |
|
|
120 |
0,092 |
3,98 |
55 |
500 |