

подбираемые операции должны выполняться на станках, которые расположены недалеко друг от друга;
устанавливается величина периода оборота, или периода обслуживания, линии.
Под периодом оборота линии понимается промежуток времени, в течение которого достигается равенство выпуска по всем операциям, а каждый период обслуживания линии завершает полный цикл обслуживания закрепленного за ней оборудования.
Наиболее целесообразным на машиностроительных предприятиях является период оборота для крупных деталей 30 мин — 1 ч, для средних — 1-2, для мелких - 4-8 ч;
определяется порядок работы оборудования и очередность его обслуживания рабочими. При этом в целях минимизации межоперационных заделов при определении порядка работы оборудования и очередности их обслуживания необходимо стремиться к:
параллельной (одновременной) работе оборудования на смежных операциях;
доведению до минимума таких сочетаний смежных операций, которые требуют создания оборотных заделов к началу (концу) периода.
При построении регламента работы прямоточных линий следует ориентироваться на удобное расположение станков для многостаночного обслуживания, на рациональные маршруты и частоту переходов рабочих от станка к станку;
рассчитываются межоперационные оборотные заделы. Во-первых, по всем парам смежных операций (в автоматических линиях по парам смежных автоматизированных блоков) рассматриваются межоперационные заделы. В каждой паре смежных операций период работы оборудования расчленяется на фазы. В фазу входит отрезок времени, в котором никаких изменений в выполнении смежных операций нет. Любое изменение в работе (рабочий переходит на другую операцию; дополнительное подключение в работу рабочего или единицы оборудования; остановка станка) свидетельствует о начале новой фазы. По продолжительности фазы могут быть различными.
Далее производится расчет изменений межоперационного задела по фазам:

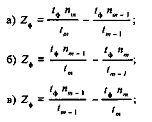
где Z — изменение межоперационного задела между двумя смежными операциями m - 1 и m за время фазы t ; t— продолжительность фазы, мин; tm_,, t — штучное время на смежных т - 1 и т операциях, мин; пт-1» "„, — количество параллельно работающего оборудования.
Если изменение межоперационного задела между двумя смежными операциями т - 1 и т положительно, то на данной фазе происходит возрастание задела и эпюра задела будет во времени повышаться.
Отрицательное значение Zф свидетельствует о снижении межоперационного задела за время рассматриваемой фазы.
Данные расчета переносятся в принятом масштабе на график. Изменение заделов каждой последующей фазы должно быть продолжением графика предшествующей фазы.
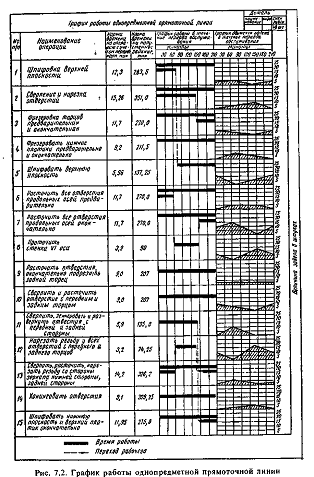
Равноценное значение межоперационного задела на начало и конец периода свидетельствует о правильности расчета и построения графика движения заделов. График работы прямоточной линии представлен на рис. 7.2. Расчет технологического, страхового, транспортного и межлинейных заделов для прямоточной линии аналогичен их расчету для непрерывно-поточной линии.
Расчеты календарно-плановых нормативов в серийном производстве. Основным календарно-плановым нормативом в серийном производстве является нормативный размер партии предметов труда (деталей, заготовок). Все последующие нормативы являются производными от величины партии деталей.
Для расчета нормативного размера партии предметов труда требуется их группировка в зависимости от трудоемкости обработки, материалоемкости, габаритных размеров, затрат времени на наладку. Эти признаки определяют выбор метода расчета партии деталей, которые можно подразделить на две группы. К первой группе относится метод установления партии исходя из временных параметров. Определяющим здесь является соотношение подготовительно-заключительного времени и времени обработки партии деталей на рабочем месте. Расчет может вестись по формуле
где n — минимальная величина партии предметов труда, шт.; t — норма подготовительно-заключительного времени, приходящегося на партию, мин, tшг — норма штучного времени с учетом выполнения норм, мин; а — коэффициент допустимых потерь на переналадку оборудования.
Коэффициент допустимых потерь на переналадку колеблется от 0,03 до 0,10 в зависимости от числа операций, закрепленных за рабочим местом, и вида оборудования.
Если на производственном участке применяется оборудование, требующее значительного времени на наладку (агрегатные станки, автоматы и полуавтоматы), то в качестве отправного критерия при установлении нормативной величины партии следует принимать такое соотношение между подготовительно-заключительным временем и вре-
менем обработки партии деталей на ведущих операциях технологического процесса, которое соответствует допустимому проценту потерь на наладку. Ведущей операцией, по которой должен проводиться расчет минимального размера партии, следует считать операцию с наибольшим отношением подготовительно-заключительного времени к штучному.
Если на производственном участке применяется оборудование, не требующее значительного времени на наладку, то отправным критерием при установлении нормативной величины партии должна служить непрерывность выполнения каждой операции по меньшей мере в течение смены. В этом случае размер партии определяется по наиболее производительной операции, характерной для данного технологического процесса, и должен быть как минимум равен сменной либо при высокой производительности соответствующего оборудования — полусменной выработке деталей. При этом следует дополнительно определять продолжительность обработки партии по наиболее трудоемким операциям, чтобы избегать чрезмерного увеличения длительности производственного цикла.
Последующая корректировка минимального размера партии должна привести ее в соответствие с потребностью в деталях для выполнения плана производства. Для обеспечения периодического изготовления деталей необходимо, чтобы установленный размер партии укладывался в объем задания целое число раз или был кратен этой величине.
Данный метод используется при расчете размера партии деталей типа нормалей, изготовляемых на оборудовании со сложной наладкой и большим подготовительно-заключительным временем.
Для трудоемких деталей с высокой стоимостью исходных материалов предъявляются более высокие требования к расчету партии с точки зрения учета затрат, связанных с запуском партии в обработку, полезного использования оборудования, затрат по хранению задела, производительности труда рабочих, потерь от связывания средств в незавершенном производстве, стойкости инструмента. В этом случае используется вторая группа методов расчета по формуле
![]()
где 3s — затраты на запуск одной партии деталей (на наладку и другие работы по подготовке к запуску), р.; N — размер годового объема выпуска для данных деталей, шт.; С, — полная себестоимость одной детали, р.; К.( — нормативный коэффициент, учитывающий затраты на хранение заделов (доля от их стоимостной оценки составляет в среднем 0,2). Полученный размер партии корректируется с учетом производственных условий, наличия площадей для хранения задела и лимита незавершенного производства.
Величина размера партии влияет на целый ряд технико-экономических показателей. Так, увеличение размера партии способствует лучшему использованию оборудования и повышению производительности труда рабочих за счет как сокращения подготовительно-заключительного времени в среднем на одну деталь, так и ускорения обработки, благодаря более длительному непрерывному повторению одних и тех же предметов труда. В то же время увеличение партии создает дополнительную потребность в производственных и складских площадях, увеличивает длительность производственного цикла, замедляет оборачиваемость оборотных средств в незавершенном производстве.
Для тех случаев, когда потребность в деталях достаточно равномерна, их изготовление должно носить четко периодический характер. В этих условиях устанавливается периодичность запуска партии в производство по формуле

где h. — периодичность запуска партии предметов труда j-го наименования, дн.; п. — величина партии предметов труда j-то наименования, шт.; N — среднедневная потребность в предметах труда j-то наименования, шт. Для упрощения оперативного планирования и регулирования хода производства, а также для создания условий ритмичной работы на каждом производственном участке целесообразно унифицировать полученные значения периодичности запуска и изготовления разных деталей: свести их к двум-трем вариантам или же принять единую периодичность для всех деталей, обрабатываемых на данном участке. На практике используются следующие значения унифицированной периода Личности: 6М, ЗМ, М, М/2, М/4, М/8, где М — размер месячного задания по деталям данного наименования. серийном производстве рассчитываются цикловые, складские t межцеховые и сквозные заделы опережения.
Цикловые заделы включают партии узлов, деталей, заготовок, запущенные в производство, но еще не законченные обработкой на той или иной технологической стадии. При их расчете определяется количество партии одноименных деталей (узлов, заготовок), которые должны находиться в процессе обработки в каждый данный момент времени, по формуле
Z — цикловой задел по предметам труда j-го наименования, шт.; Т — длительность производственного цикла изготовления или сборки партии деталей j- го наименования, дн.; N. — среднесуточная потребность сборки в деталях у'-го наименования, шт.
Расчет циклового задела может основываться на ранее установленных нормативных величинах периодичности изготовления партий соответствующих деталей h и длительности производственного цикла их обработки.
Нормативные цикловые заделы на любую дату можно определить непосредственно из календарных графиков работы производственных участков.
Складские заделы устанавливаются для необходимости резерва на случай возможного опоздания изготовления очередной партии. При равномерном расходовании деталей для питания дальнейших технологических стадий производства складской задел Z рассчитывается по формуле
где Z . — складской задел по предметам труда 7-го наименования, шт.; nj1, nj2 — величина партии предметов труда j-го наименования цеха-поставщика и цеха-потребителя соответственно, шт.; Zстр — страховой задел предметов труда j-го наименования.
Складские заделы могут устанавливаться методом статистического моделирования на основе данных фактических отклонений в сроках изготовления предметов труда в условиях данного производственного участка.
Нормативная величина переходящих цикловых и складских заделов на 1-е число месяца может быть точно исчислена на основе конкретного графика, определяющего календарные сроки запуска и выпуска партий деталей по отдельным участкам (цехам).
Нормативная величина незавершенного производства включает цикловой и складской заделы. В стоимостном выражении она определяется по формуле

где ZM , — незавершенное производство по предмету труда j-го наименования, р.; С — себестоимость предмета труда j-го наименования, р.; К,s — коэффициент, учитывающий скорость нарастания затрат при изготовлении предметов труда >го наименования (в укрупненных расчетах Кн f = 0,,5).
Расчеты календарио-плановых нормативов в единичном производстве. Основным календарно-плановым нормативом в единичном производстве является длительность производственного цикла изготовления заказа. Расчет его проводят в порядке, обратном ходу технологического процесса, от заключительной выпускающей фазы до запуска материалов в обработку в заготовительных цехах предприятия.
Сначала разрабатывается календарный график монтажной (общий) и узловой сборки изделия, который называется циклограммой сборки.
Наиболее эффективно построение циклограммы сборки при помощи сетевых методов планирования. Создается сетевая модель сборочного процесса, показывающая последовательность выполнения отдельных работ монтажа изделия, порядок вхождения узлов и подузлов, возможность параллельного выполнения работ. После этого устанавливается продолжительность выполнения отдельных работ на основе нормативной трудоемкости отдельных операций сборочного процесса по формуле
где Ти — длительность выполнения работы, ч; Г сб — нормативная трудоемкость сборочной операции, ч; РМс6 — число рабочих, занятых на данной сборочной операции, чел.; К ( — плановый коэффициент выполнения норм выработки; i= 1, ..., m — количество операций.
Далее рассчитываются параметры сетевой модели и определяется критический путь, т. е. длительность производственного цикла выполнения сборочного процесса изделия. От даты выпуска изделия параметры сетевого графика привязывают к календарю и устанавливают сроки выполнения отдельных работ. Расчеты производятся с помощью ЭВМ.
После определения длительности производственного цикла выполнения сборочного процесса рассчитывается длительность цикла механической обработки деталей с целью установления начальных сроков запуска деталей в механическую обработку и обеспечение своевременного их изготовления и подачи на сборку в соответствии с циклограммой сборочных работ.
Цикл изготовления деталей в единичном производстве устанавливается по ведущим деталям каждого изделия или каждого узла комплекта. Ведущие детали — это детали, отличающиеся наибольшей трудоемкостью и многооперационностью обработки. Они определяются по каждому из обрабатывающих цехов, комплектующих сборку данного изделия. Расчет длительности производственного цикла изготовления партии ведущих деталей производится по формуле, применяемой при последовательном виде движения предметов труда (см. гл. 4).
Изготовление остальных деталей соответствующего заказа (узла) выполняется параллельно в календарном отношении с обработкой ведущей детали.
С работой механических цехов переплетаются работы термических и гальванических цехов, в которых длительность пребывания деталей устанавливается укрупиенно для каждого захода деталей в эти цехи с учетом технологических операций и обрабатываемого материала по данным наблюдений и замеров фактического времени.
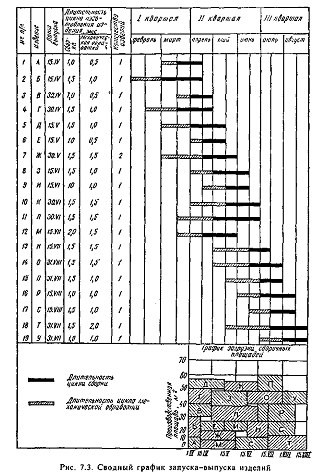
Цикл обработки деталей служит основой для определения сроков производства заготовок и установления общей продолжительности цикла изготовления по данному заказу в целом. С этой цепью составляется цикловой график выполнения заказа, который является важнейшим документом межцехового оперативного планирования в единичном и мелкосерийном производстве. При составлении циклового графика учитываются межцеховые перерывы и устанавливаются календарные опережения отдельных частичных процессов изготовления изделий по отношению к сроку их выпуска. Затем строится сводный график запуска-выпуска всех изделий, предусмотренных производственной программой на очередной плановый период (рис. 7.3). Отправными точками при его построении являются намеченные сроки выпуска изделий по плану. При этом загрузка производственных площадей и оборудования работами рассчитывается с учетом выполнения различных заказов, проходящих в один и тот же календарный период через соответствующие стадии производства. Сводный график выполнения заказов должен обеспечивать полную увязку в работе технических и производственных подразделений предприятия.
7.4. ОПЕРАТИВНО-ПРОИЗВОДСТВЕННОЕ ПЛАНИРОВАНИЕ В МАССОВОМ ПРОИЗВОДСТВЕ
На начальной стадии оперативно-производственного планирования производится календарное распределение годовой (квартальной) программы выпуска по месяцам. В условиях массового (крупносерийного) производства порядок календарного распределения следующий:
устанавливается характер распределения выпуска отдельных изделий на протяжении планируемого года. При этом возможны следующие варианты:
а) равномерный выпуск изделий на протяжении года, пропорциональный числу рабочих дней по месяцам (используется при стабильной потребности в данных изделиях);
б) равномерно нарастающий (или убывающий) выпуск, пропорциональный числу рабочих дней (применяется при растущей (или снижающейся) потребности в данных изделиях);
в) нарастающий выпуск по параболе при освоении новых изделий;
учитываются сроки выпуска изделий разных модификаций, изготовляемых в массовом порядке, оговоренные договорами с потребителями;
производится распределение изделий исходя из конкретных условий производства, договорных обязательств и определяется темп выпуска изделий;
проводятся проверочные расчеты загрузки оборудования и осуществляется корректировка расчетов.
В массовом производстве наибольшее распространение получила система оперативного планирования производства по ритму выпуска. С помощью этой системы обеспечивается слаженный ход работы всех звеньев производства путем выравнивания их производительности к такту (ритму) выпуска готовой продукции. При планировании по ритму выпуска основной планово-учетной единицей является деталь, а для механосборочных и сборочных цехов — агрегат или готовая машина (изделия). Одновременно эти цехи получают и подетальные расшифровки производственных заданий, где определяется количество деталей каждого наименования, которое должно быть получено и изготовлено цехом для обеспечения планируемого выпуска агрегатов или изделий. Объем задания цехам по каждой детали определяется в штуках. Для расчета используется цепной метод или метод цеховых спецификаций. При цепном методе расчет ведется обратно ходу технологического процесса, последовательно от сборочных (выпускающих) к обрабатывающим, а затем к заготовительным цехам, т. е. в соответствии с планом сбыта (реализации) продукции сначала устанавливается задание выпуска готовой продукции сборочным цехам. Далее определяется количество деталей, узлов и агрегатов, которое должно быть подано в сборочный цех, затем в механический и т. д. Программное задание по выпуску деталей и узлов каждого наименования рассчитывается по каждому цеху так, чтобы оно обеспечивало потребность в этой детали (узле) в последующем по ходу технологического процесса для запуска ее в обработку. Учитываются также поставки на сторону и необходимое пополнение межцехового задела. Расчет ведется по формуле

где ВПвы1|(, — объем выпуска i-го наименования детали, узла (продукции) в натуральном выражении в j-м цехе; ВГ1зав(j+1)— объем выпуска /-го вида детали, узла продукции, предназначенный к запуску в производство в последующем по ходу технологического процесса (j+1)-м цехе; i= 1,..., т — виды продукции; Кя ц — коэффициент выхода деталей i-го вида в j-м цехе; ВП/сг — объем выпуска деталей i-го вида на сторону в j-м цехе; Нл з. —- нормативный уровень межцехового задела по i-й детали между цехами j и j + 1 на начало планового периода; Нф w — фактический уровень межцехового задела между цехами j и j+1
Программа по запуску каждой детали ВПзаи у определяется исходя из потребности выпуска и необходимого пополнения внутрицехового задела до нормы:
![]()
где Нн uj — нормативный уровень циклового задела по данной детали в j-м цехе на начало планового периода; Нф uJ — фактический уровень циклового задела по данной детали в j-м цехе.
Производственные задания по цехам методом цеховых спецификаций составляются одновременно по всей совокупности цехов на основе цеховых спецификаций применяемости деталей, в которых показано, какое количество деталей по каждому наименованию идет на тот или иной узел машины. Имея программу выпуска машин и узлов и цеховые спецификации, подсчитывают потребность в каждом виде узлов и деталей по цехам и предприятию в целом. При этом планы цехов корректируются с учетом восполнения заделов до нормативной величины. Разработка планов по цехам сопровождается расчетами загрузки и пропускной способности оборудования.
На предприятиях массового производства разработка цеховых но- менклатурно-календарных планов осуществляется на ЭВМ. Номенклатурно-календарные планы включают: шифр или индекс детали и количество деталей на машину для различных модификаций;
шифр цеха-потребителя, которому сдается изготовленная деталь; шифр поставщика заготовки или полуфабриката;
количество деталей на выпуск машин, запасных частей, на сторону;
нормативная и фактическая величина межцехового задела по деталям;
общее количество к сдаче.
При этом каждому цеху устанавливаются три плана:
получения, составляется в разрезе цехов-поставщиков;
изготовления, составляется по участкам цеха-изготовителя;
сдачи, составляется в разрезе цехов-потребителей.
К месячным планам дополнительно выдаются коррективы в результате дополнительных заданий, временного отставания от плана или снижения спроса. Устанавливаются сменнно-суточные графики сдачи основной продукции.
В массовом производстве основным звеном планирования, регулирования и учета выпуска продукции является поточная и автоматическая линии, работа которых регламентируется установленным тактом. Кроме такта устанавливаются темп работы линии и каждого рабочего места, периодичность подачи заготовок на первую операцию, виды заделов на линии, порядок их расходования и восполнения.
При планировании работы поточных и автоматических линий плановики цеха в случае необходимости вносят коррективы в темпы изготовления и сдачи деталей, а также в графики работы линий. Если фактическое положение значительно отклоняется от запланированного, то составляются временные графики, которые могут менять расстановку рабочих по операциям, маршрут и чередование многостаночной работы, сроки восполнения заделов.
7.5. ОПЕРАТИВНО-ПРОИЗВОДСТВЕННОЕ ПЛАНИРОВАНИЕ В СЕРИЙНОМ ПРОИЗВОДСТВЕ
Календарное распределение выпуска в серийном производстве проходит ряд этапов.
Распределяются по месяцам те изделия, выпуск которых запланирован на протяжении всего года. При этом выбирается вариант распределения, рассмотренный при массовом производстве.
Определяется полезный фонд времени оборудования и площадей, необходимый на обработку и сборку данной номенклатуры изделий.
Определяется остаточная часть фонда времени для изготовления других изделий, предусмотренных программой выпуска. Эти изделия распределяются в календарном отношении в соответствии со сроками, указанными договорными обязательствами.
Все изделия, срок выпуска которых лежит в близких интервалах времени, разбиваются на несколько комбинаций или наборов, более или менее равномерно загружающих оборудование, с таким расчетом, чтобы максимально сократить количество различных номенклатурных позиций, закрепляемых в отдельные месяцы.
Каждый набор изделий закрепляется за определенным отрезком планового периода. Причем желательно периодическое повторение одинаковых сочетаний изделий на протяжении года, что создает благоприятные предпосылки для ритмичной работы. Последовательный запуск наборов изделий должен исчерпать номенклатуру и объем выпуска по годовой программе.
Проводятся проверочные расчеты загрузки оборудования при различных комбинациях операций.
В серийном производстве применяются следующие системы оперативно-производственного планирования (ОПП):
планирования по цикловым комплектам;
планирования по заделам;
непрерывного ОПП по опыту Новочеркасского электровозостроительного завода;
планирования по комплектовочным номерам или машинокомплектам и др.
Основной планово-учетной единицей для обрабатывающих цехов являются цикловой (групповой) комплект деталей и заготовок, условный комплект или сутко-комплект деталей и заготовок; для выпускающих цехов (сборочных) — во всех случаях изделия или партия изделий.
Для межцехового планирования по цикловым комплектам исходными документами являются номенклатурно-календарный план производства изделий на год и массив информации о составе циклового комплекта, в котором перечисляются все входящие в него детали и приводятся календарно-плановые нормативы для каждой детали и всего комплекта в целом. Плановые сроки запуска — выпуска цикловых комплектов по каждому цеху устанавливаются на основе заданных сроков выпуска готовых изделий по плану, установленной очередности подачи комплектов на сборку и нормативной длительности производственных циклов. Эти сроки лежат в основе составления производственных программ цехам.
В производственной программе перечисляются все изделия и цикловые комплекты, подлежащие изготовлению в данном цехе в планируемом квартале. По каждому из них устанавливаются количество и сроки выпуска по месяцам.
Планы работы участков при этой системе представляют собой календарные планы запуска-выпуска партий деталей, закрепленных за данным участком и входящих в групповые комплекты, предусмотренные месячным планом.
Система планирования по цикловым комплектам способствует ритмичному ходу производства и значительно сокращает время пролежива- ния деталей. Ее целесообразно применять в условиях устойчивого серийного производства при значительных циклах сборки партий изделий.
Самая распространенная вследствие своей гибкости система — это система планирования по заделам. При данной системе заранее определяется расчетный уровень задела по деталям, полуфабрикатам и узлам для каждого цеха. Задача заключается в поддержании заделов на этом расчетном уровне. Эта система имеет ряд модификаций, к которым относятся «система Р-Г» и система оперативно-производственного планирования. В основе «системы Р-Г» лежит определение показателя обеспеченности Р-Г, где Р — разряд обеспеченности, показывающий, на сколько дней цех (участок) обеспечен деталями (полуфабрикатами), а Г — группа опережения, показывающая время опережения начала изготовления данного полуфабриката по сравнению со временем выпуска готовой продукции. Разность между разрядом обеспеченности и группой опережения показывает, насколько обеспеченность выше (ниже) нормальной потребности.
Объем задания по каждой детали определяется в днях (пятидневках) комплектного обеспечения вьгауска конечной продукции предприятия.
Новочеркасская система ОПП включает разработку следующих этапов:
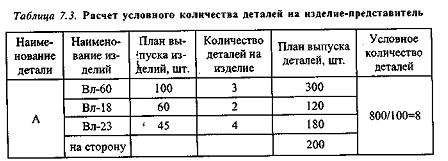
устанавливается ведущее изделие — условный представитель, т. е. изделие, которое преобладает в производственной программе и постоянно изготавливается на протяжении всех месяцев планируемого периода примерно в одинаковых количествах. Все остальные изделия как бы условно комплектуют это ведущее изделие. На этой основе производится расчет условного комплекта деталей на изделие- представитель.
Пример расчета условного количества деталей А на изделие-представитель электровоз ВЛ-60 приведен в табл. 7.3;
производится расчет необходимых опережений по каждой детали по всем технологическим переделам и на этой основе определяется размер заделов, который должен быть обязательным и неснижаемым, поэтому он как бы «снимается» с учета. Это дает возможность установить единый календарный график-задание в условных машино-комп- лектах для всех цехов, не дифференцируя задание согласно календарным опережениям. Таким образом, все цехи работают над закрытием единого номера комплекта;
3) для того чтобы ежедневно иметь информацию о выполнении каждым цехом плана по комплектации выпуска изделий, используются картотека и график пропорциональности.
Картотека пропорциональности представляет собой стеллаж, разделенный по горизонтали на ячейки в соответствии с количеством дней в месяце. Над каждой ячейкой стеллажа указаны календарная дата и номер изделия, подлежащий выпуску в этот день по графику. В ячейки раскладываются карточки, заведенные на каждую деталь, и комплектующие данное изделие под соответствующим номером. В них указаны номер детали, наименование, количество, которое необходимо на один комплект, наиболее рациональная величина партии и др. Карточки помещают в те секции, которые соответствуют номеру изделия, укомплектованного данными деталями. Если производство комплекта началось, карточки изымаются из картотеки и выдаются в производство. На картотеке остается лишь обобщающая карточка данного комплекта, которая после его изготовления отправляется для учета в бухгалтерию. Таким образом, все карточки, находящиеся в ячейках влево от сегодняшнего дня, относятся к отстающим деталям. Причем, если в них остались карточки со всей документацией, значит работа над этими комплектами даже не начата. Если же остались в ячейках только обобщающие карточки, то производство комплектов начато, но не завершено. Комплекты готовы, и работа выполняется в пределах графика, если ячейки прошлых дней пустые. Для характеристики отставания применяется показатель сутко-позиции, определяемый умножением по каждой отстающей детали на количество суток отставания и суммированием затем по всем деталям.
В целях обобщенной характеристики комплектности работы всех цехов создается график пропорциональности, который составляется на основании данных картотеки пропорциональности. Он прост и нагляден. Стрелка на графике устанавливается для каждого цеха против дня и номера изделия, полностью укомплектованного продукцией, обеспечивающей выпуск конечных изделий. Отставание от графика оценивается в «наименованиях — днях», которым соответствует отставание одной детали на один день.
Для эффективного применения Новочеркасской системы ОПП необходима достаточно устойчивая номенклатура продукции в значительных количествах. Это дает возможность не корректировать часто расчет условного комплекта и обеспечить ритмичное производство. Ее недостаток — значительный неснижаемый уровень задела по каждой детали по каждому технологическому переделу.
Система оперативно-производствениого планирования по комплектовочным номерам предусматривает группировку деталей (полуфабрикатов) в зависимости от конкретного их включения в изготовляемую продукцию. При этом определяются календарные опережения продвижения комплекта по различным стадиям производства исходя из продолжительности изготовления той детали (полуфабриката), длительность цикла производства которой наибольшая.
Применение данной системы наиболее эффективно в условиях крупносерийного производства продукции ограниченного ассортимента.
В серийном производстве в зависимости от обеспеченности сборки деталями рассчитывается показатель очередности по каждому наименованию детали O по формуле
где L — фактическое наличие деталей в заделе; Nl — суточная потребность в деталях; — остаточный цикл партии деталей.
Организация внутрицехового оперативного планирования зависит от особенностей серийного производства (регулярности повторения партий, степени устойчивости условий работы и др.).
В цехах крупносерийного производства производственные задания доводятся в виде пооперационных планов-графиков, регламентирующих размер партии, очередность их запуска и сроки прохождения по операциям технологического процесса. Эти графики лежат в основе составления календарных планов-графиков для каждого рабочего места. Доведение заданий до рабочих мест может быть оформлено в виде выписки из таких графиков. Для повышения качества работы и сокращения ее трудоемкости разработка подетально-пооперационных планов-графиков и заданий для отдельных рабочих мест автоматизируется и выполняется на ЭВМ.
Планово-диспетчерское бюро цеха совместно с мастерами разрабатывает по участкам сменно-суточные задания на все смены следующих суток. В это задание включаются прежде всего работа, не выполненная за прошлые периоды, срочные работы и работы согласно графику производства. В сменно-суточные задания должны включаться только те работы, которые полностью обеспечены материалом, заготовками, инструментом, документацией и т. д. Разработанные сменно- суточные задания по участкам мастер доводит до рабочих мест. В условиях крупносерийного производства сменные задания составляются преимущественно в виде сменного задания-рапорта, причем должен строго соблюдаться регламент изготовления деталей, предусмотренный пооперационными стандарт-планами.
Одновременно с выдачей задания цехам, участкам выполняются проверочные расчеты загрузки оборудования и площадей, так называемые объемные расчеты по ведущим производственным участкам или по «узким местам», пропускная способность которых лимитирует требуемый объем выпуска.
Объемные расчеты ведутся по формулам

где Т— объем работ (в часах); Q. — объем работ по позиции i; i - 1,..., m
количество позиций в номенклатурном задании; / — норма времени на операцию (позицию); h — пропускная способность оборудования (участка), ч; л — количество оборудования данного типоразмера; Фа
действительный фонд времени работы оборудования, ч; Kio — коэффициент загрузки оборудования; — пропускная способность сборочного участка, м2; П — размер производственной площади, м2.
7.6. ОПЕРАТИВНО-ПРОИЗВОДСТВЕННОЕ ПЛАНИРОВАНИЕ В ЕДИНИЧНОМ ПРОИЗВОДСТВЕ
Календарное распределение в единичном и мелкосерийном производстве включает:
распределение изделий согласно срокам, предусмотренным договорами;
подбор изделий, имеющих конструктивно-технологическую общность, для параллельного изготовления с таким расчетом, чтобы можно было организовать партионную обработку общих деталей. Выпуск таких изделий закрепляется за определенным месяцем в рамках сроков договора;
анализ загрузки оборудования для изготовления изделий, имеющих конструктивно-технологическую общность, и подбор изделий для параллельного выпуска, дополняющих их, с таким расчетом, чтобы наиболее полно загрузить оборудование и площади;
максимальную концентрацию выпуска определенного вида изделий в течение ограниченного интервала времени, что сокращает номенклатуру одновременно изготовляемых изделий;
проверку расчетов загрузки оборудования и площадей при различных комбинациях сочетаний изделий на выпуск по отдельным месяцам и корректировку намеченного распределения;
проверку полученного календарного распределения с точки зрения равномерности выпуска;
корректировку расчетов и получение наиболее эффективного варианта календарного плана.
Для единичного производства характерно применение двух систем оперативно-производственного планирования — позаказной и комплектно-узловой. Планирование производства унифицированных и нормализованных деталей осуществляется по так называемой системе планирования «на склад». Целесообразность применения той или иной системы планирования (позаказной и комплектно-узловой) определяется длительностью производственного цикла сборки изделия или заказа. При сравнительно непродолжительном цикле сборки, не превышающем примерно один месяц, применяется позаказная система планирования, сущность которой заключается в том, что все необходимые детали для узловой и монтажной сборки изделия подаются заблаговременно и комплектуются перед началом сборочных работ. Согласование отдельных звеньев производственного процесса изготовления деталей при данной системе планирования осуществляется путем организации своевременной подготовки и запуска изделий в обработку на основе циклового графика выполнения заказа применительно к заданному сроку выпуска. Планово-учетной единицей работы сборочных цехов является заказ на изготовление одного или нескольких изделий для обрабатывающих и заготовительных цехов — комплект деталей или заготовок на заказ. Оперативные производственные задания цехам устанавливаются на основе сводного объемно-календарного годового графика и годовой программы выпуска изделий, распределенной по плановым периодам. Основным периодом, на который разрабатывается задание, является двухмесячный период. Это способствует непрерывности производственного планирования. Номенклатура заказов и объем работы по второму месяцу подвергаются необходимым уточнениям перед его началом и в таком виде входят в состав очередного двухмесячного задания. Состав заказов, включаемых в оперативную производственную программу, определяется:
обусловленными сроками исполнения заказов по договорам;
установленным порядком прохождения заказов по цехам;
запланированными опережениями по цикловым графикам;
степенью фактической подготовленности заказа к запуску в плановом месяце в производство в данном цехе, в частности состоянием заделов по заказам, переходящим от предыдущего месяца. Таким образом, в оперативном задании содержится полный перечень заказов, подлежащих завершению в текущем месяце (план выпуска), и перечень заказов, подлежащих запуску в производство (план запуска). Помимо перечня заказов, цеховой номенклатурно-календарный план содержит данные о трудоемкости работ по каждому заказу, планируемому на месяц.
Вместе с перечнем заказов, планируемых к запуску и выпуску, цехам выдаются: комплект нормативно-плановых документов в виде производственных спецификаций по каждому заказу, а также по отдельным производственным подразделениям цеха, комплект маршруты о-техноло- гических карт и другой первичной документации. При сборке сложных, многодетальных изделий с большой степенью расчлененности и длительным производственным циклом сборочных операций целесообразно применять комплектно-узловую систему планирования. Согласование отдельных звеньев производственного процесса изготовления изделий при данной системе планирования достигается путем организации своевременной подготовки и запуска узловых комплектов изделия в обработку на основе циклового плана выполнения заказа применительно к заданному сроку выпуска. Планово-учетной единицей в данных условиях является не заказ, а узловой комплект деталей, или технологический узел, включающий все детали, необходимые для сборки конструктивных узлов на том или ином этапе (очереди) технологического процесса сборки изделия. Узловые комплекты, на которые делятся изделия, подаются на сборку в дифференцированные сроки, определяемые на основе сетевого или циклового графика сборки изделий, расчлененного на несколько технологически последовательных этапов (очередей). Все обрабатывающие цехи должны сдавать узловые комплекты изделий, необходимые для каждой очереди сборки, к одному сроку — к ее началу. Этот срок устанавливается календарным опережением начала данной очереди сборки по отношению к сроку выпуска готовых изделий.
Для унифицированных узлов и деталей применяется система планирования «на склад». Регулирование запуска происходит из состояния складского задела с таким расчетом, чтобы обеспечить своевременное восполнение задела для бесперебойного питания сборки меняющейся номенклатуры изделий. Система предусматривает сохранение задела по каждой детали в конкретном пределе между точками максимума и минимума. Максимальный задел соответствует минимальному плюс размер партии выпуска деталей. Минимальный является страховым или гарантийным заделом. Нарушение границ свидетельствует об отклонениях параметров движения процессов от запланированных. Таким образом, заделы являются показателями состояния производственного потока и обеспечивают возможность поддержания нормального режима работы на последующих звеньях производства.
Система «на склад» применяется на практике в нескольких модификациях. Основные из них:
система с фиксированным размером партии запуска. Она предусматривает восполнение заделов на одну и ту же фиксированную величину, равную размеру партии, но запуск осуществляется через интервалы времени, определяемые моментом, когда заделы достигают «точки заказа»;
система с фиксированной периодичностью запуска, но при варьирующих размерах запуска, определяемых как разность между максимальной величиной оборотного задела и фактическим наличием деталей в оборотном заделе на складе.
Первая модификация требует непрерывного текущего учета и контроля за движением заделов на складе, для второй достаточен периодический контроль и выявление остатков.
Более целесообразной представляется первая модификация по следующим соображениям:
постоянный контроль за «пульсацией» задела позволяет судить о том, насколько выдерживаются границы эффективного протекания производственного процесса;
запуск партиями обоснованного размера связан с определенным экономическим эффектом, которым нельзя пренебрегать;
в первой модификаци страховой задел меньше, чем во второй.
При составлении квартальных и месячных номенклатурно-кален-
дарных планов, как и в серийном производстве, производятся расчеты загрузки и пропускной способности оборудования.
Разработка месячных планов производственных заданий участкам начинается с детализации цеховой программы, в которой задание выражается числом комплектов деталей на заказ или узел. Детализация производится на основании конструкторско-технологических спецификаций на изделие.
Основными вопросами оперативно-календарного планирования на
участке являются: определение сроков запуска деталей в производство, которые необходимы для осуществления своевременной технической подготовки производства; проверка обеспеченности цеха заготовками и полуфабрикатами и соответствующая корректировка сроков подачи заготовок, полуфабрикатов па планам выпуска цехов-поставщиков; проверка правильности выданных цеху лимитов на материалы и своевременной достатки материалов в цех. Исходными данными для определения запуска служат заданные сроки сдачи комплектов деталей на заказ или узел, предусмотренный цеховым заданием, а также нормативные данные о длительности производственного цикла соответствующих деталей.'
В единичном производстве большое значение имеет сменно-суточное планирование. Сменно-суточные задания разрабатываются как для участков или смен в целом, так и для отдельных рабочих мест. В них уточняются задания на данную смену или сутки по номенклатуре, количеству, срокам, рабочим местам. Основная задача разработки сменно-суточных планов на производственных участках состоит в том, чтобы обеспечить своевременный запуск в обработку и продвижение деталей по рабочим местам в течение предстоящих суток в соответствии с производственным заданием на месяц.
При составлении сменных заданий на очередные сутки прежде всего проверяется выполнение плана за предыдущие сутки (смену) и фактическое состояние работ по сравнению с предусмотренным по графику. При этом учитываются такие обстоятельства, как вывод того или иного станка в ремонт, отсутствие того или иного рабочего по болезни или вследствие отпуска и т. п.
Действенность сменно-суточных планов должна быть обеспечена полной и своевременной оперативной подготовкой производства. В сменно-суточное задание включаются только те работы, которые полностью подготовлены к их выполнению в течение предстоящего дня (смены). Проверка подготовленности работ имеет особо важное значение при планировании запуска деталей в производство. В работе по оперативной подготовке производства принимают участие все вспомогательные хозяйства цехи: материальные и инструментальные кладовые, транспортные и ремонтные бригады и др.
7.6. ОПЕРАТИВНОЕ РЕГУЛИРОВАНИЕ ПРОИЗВОДСТВА И ЕГО ОРГАНИЗАЦИЯ
В процессе выполнения плана должны постоянно осуществляться оперативный учет, контроль и текущее оперативное руководство ходом производства. Оперативный учет необходим для координации и регулирования работы производственных подразделений, для предотвращения и устранения возможных отклонений от графиков.
Метод непрерывного наблюдения, контроля и регулирования производственного процесса, основанный на календарных планах и использующий технические средства для сбора и анализа информации, получил название диспетчеризации.
Диспетчеризация является органической частью оперативного планирования производства, выполняет следующие функции:
а) непрерывный учет хода выполнения установленного графика производства и сменно-суточных заданий;
б) принятие оперативных мер по предупреждению и устранению отклонений от плана и сбоев в ходе производства;
в) выявление, анализ и устранение причин отклонений от установленных плановых заданий и календарных графиков производства;
г) координацию текущей работы взаимосвязанных звеньев производства в целях обеспечения ритмичного хода работы по установленному графику;
д) организационное руководство оперативной подготовкой всего необходимого для выполнения сменно-суточных заданий и календарных графиков производства.
Всю текущую работу по диспетчеризации выполняет персонал контрольно-диспетчерской службы (сменные дежурные диспетчеры и операторы), находящиеся в подчинении у главного диспетчера предприятия. Диспетчеры имеют оперативную связь с каждым рабочим местом.
В основе диспетчерской службы лежат принципы оперативности и профилактичносги. Оперативность предполагает постоянное и непрерывное получение информации и оперативное вмешательство в ход производства. Однако между моментом возникновения ситуации и поступлением информации всегда проходит определенное время (иногда значительное). Поэтому очень важно, чтобы контроль и регулирование осуществлялись в темпе производственного процесса. Диспетчеризация должна носить профилактический, предупредительный характер. Она должна заранее выявлять все сбои и помехи в ходе производства и принимать немедленные меры к их устранению. Профилактичность, т. е. предупреждение отрицательных последствий и принятие мер по предупреждению сбоев в производстве, имеет первостепенное значение, поэтому это основная задача диспетчерской службы.
Оперативный контроль. Действенность диспетчерского руководства обеспечивается при соблюдении:
четкой организации оперативного планирования производства;
своевременной и точной оперативной информации о фактическом выполнении планов-графиков изготовления и выпуска продукции и о всех неполадках, возникающих в текущей работе;
3) быстрого и четкого выполнения распоряжений диспетчерского руководства.
Важное условие диспетчерского руководства — ответственность и преемственность оперативного руководства производством.
Оперативный контроль за ходом производства включает:
контроль выполнения номенклатурного плана предприятия и плана отгрузки продукции;
контроль заделов на межцеховых складах, а также межцеховых передач заготовок, деталей, узлов;
контроль оперативной подготовки производства;
наблюдение за работой отстающих участков и цехов.
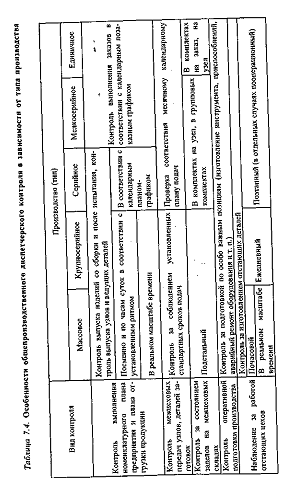
Особенности диспетчерского контроля в зависимости от типа производства приведены в табл. 7.4. Он отличается прежде всего составом объектов наблюдений.
В единичном производстве основным объектом диспетчерского контроля за ходом производства являются сроки выполнения важнейших работ по отдельным заказам. Диспетчерский контроль осуществляется в этих условиях применительно к разработанным цикловым планам-графикам выполнения заказов. Он предусматривает систематическую проверку своевременности запуска-выпуска заготовок, деталей и узлов по отдельным этапам их изготовления, а также своевременности комплектования деталей и узлов для окончательного монтажа и выпуска готовой машины в установленные планом сроки.
Важнейшим условием бесперебойного выполнения производственных заданий в этих условиях является своевременная и комплектная техническая подготовка, а также сопровождающая ее оперативная подготовка всего необходимого для выполнения заказа. Диспетчерское руководство производством должно осуществлять текущую увязку работы органов технической подготовки, участвующих в последовательных стадиях разработки заказов, а также руководить комплектованием технологического оснащения и необходимых материалов.
В условиях серийного производства главными объектами диспетчерского наблюдения и контроля являются установленные по плану сроки запуска-выпуска партий заготовок и деталей на всех участках производства, состояние складских заделов деталей и заготовок и степень комплектной обеспеченности сборочных единиц в соответствии с графиком. В зависимости от характера серийного производства диспетчерский контроль может осуществляться либо применительно к стандартным графикам межцеховых подач по отдельным цехам и планам- графикам работ производственных участков, либо применительно к установленным на очередной месяц срокам комплектования узлов, обработки деталей и производства заготовок. Так, при использовании системы планирования по заделам основными объектами диспетчерского контроля являются степень укомплектованности изделий, которая устанавливается на основании данных картотеки пропорциональности, и показатель отставания в сутко-позициях, определяемый из графика пропорциональности.
В условиях массового производства диспетчерское наблюдение и контроль осуществляются с помощью суточных и часовых графиков работы над соблюдением установленного такта и нормы заделов на всех стадиях производственного процесса.
Кроме специфических, такие объекты диспетчерского наблюдения и контроля, как наличие необходимых материалов, бесперебойная работа оборудования, выполнение внеплановых срочных заказов, свойственны любому типу производства.
Диспетчер должен обеспечивать систематическую проверку наличия в производственных цехах требуемых материалов и заготовок. При этом подача всего необходимого на производственные участки и к отдельным рабочим местам средствами внутрицехового транспорта должна осуществляться под наблюдением диспетчера и в ряде случаев по его прямому распоряжению.
Для этого диспетчерский персонал должен быть наделен достаточными полномочиями, дающими возможность осуществлять текущее распорядительство и маневрирование имеющимися на производстве резервами (страховые запасы материалов, заделы заготовок и деталей, резервное оборудование и т. п.) и применять другие средства, необходимые для устранения перебоев и регулирования хода производства.
Для обеспечения непрерывности и преемственности в оперативном руководстве производством должны быть организованы четкий порядок дежурств диспетчера, ответственная сдача и приемка смен. В зависимости от условий работы предприятий в практике организации диспетчерской службы применяется двоякий режим дежурств диспетчеров: круглосуточный и посменный.
Сдавая дежурство, диспетчер отчитывается о выполнении суточного (сменного) задания по выпуску готовых изделий, а также важнейших агрегатов, узлов и деталей, распоряжений главного диспетчера или начальника производства, о ликвидации отставания или «узких мест», возникших в его дежурство. Эти сведения оформляются рапортом (отчетом) сменного диспетчера.
Приступая к дежурству, диспетчер должен проверить состояние работы по выполнению графика производства и выпуска продукции, проверить обеспеченность выполнения суточного плана необходимыми материалами, ознакомиться с оперативным отчетом диспетчера предыдущей смены, обратить особое внимание на реализацию мер по ликвидации отставания от графика, устранению неполадок в ходе производства.
Важным элементом работы диспетчерского аппарата завода являются диспетчерские совещания, на которых разбираются несогласованные взаимные претензии цехов, решаются вопросы координации всех производственных звеньев и ликвидации неполадок и отклонений от графика. Эти совещания проводятся в строго установленные сроки, его участники не отвлекаются от своих рабочих мест, что достигается применением диспетчерских коммутаторов. Последние являются важным средством технического оснащения диспетчерской службы.
Дежурный диспетчер завода получает операционную информацию о ходе производства и его обеспеченности. Эта информация поступает как из информационно-вычислительного центра предприятия (ИВЦ), оборудованного электронно-вычислительными машинами, так и непосредственно от производственных участков и с рабочих мест, снабженных датчиками и сигнальными устройствами. На основании поступающих сведений диспетчер осуществляет оперативный контроль и регулирование хода производства.
В условиях применения ЭВМ функции оперативного планирования, учета и регулирования тесно переплетаются.
Техническое оснащение диспетчерской службы. Контроль и регулирование в реальном масштабе времени возможно лишь на основе применения современного технического оснащения диспетчерской службы.
В практике диспетчеризации на предприятиях применяются следующие виды технического оснащения: а) административно-производственная связь (специальная телефонная, телеграфная, фототелеграфная и радиосвязь); б) поисковая, вызывная и производственная сигнализация; в) средства отображения процессов производства и управления (диспетчерские пульты, промышленное телевидение, контрольные доски-графики и картотеки, звукозаписывающая аппаратура, дисплеи и др.).
Специальная диспетчерская телефонная связь отличается от обычной тем, что в ней применяются коммутаторы, позволяющие подключить к диспетчерскому пункту ряд абонентских точек и вести одновременно переговоры с ними. Для этого используются диспетчерские коммутаторы (общезаводские или цеховые). Диспетчерские коммутаторы обычно рассчитаны на 40, 60, 70 и более абонентских точек. Общезаводской коммутатор позволяет диспетчеру и оператору вести независимо друг от друга одновременные разговоры с несколькими абонентами; диспетчеру — разговаривать с помощью не только микротелефонной трубки, но и настольного микрофона и репродуктора (громкоговорящий прием); проводить диспетчерские совещания с любым количеством участников (в пределах емкости коммутатора) и вести циркулярную передачу сообщений, т. е. передавать их одновременно в несколько пунктов.
Для дистанционной передачи различных сводок, рапортов, графиков, диспетчерских распоряжений используются факсы. Для двусторонней связи с перемещающимся объектом применяются пейджеры, мобильные телефоны, радиофоны.
Поисковая сигнализация служит для целей быстрейшего нахождения на территории предприятия и вызова требуемого работника. С этой целью на рабочих местах и в различных точках предприятия устанавливаются устройства для подачи звуковых, световых или комбинированных сигналов. Каждому работнику, разыскиваемому поисковой сигнализацией, присваивается определенный сигнал. При необходимости отыскать того или иного работника все устройства дают сигнал, присвоенный данному работнику. В ответ на этот сигнал работник немедленно должен связаться с диспетчером завода. Для этих целей применяются и селективные беспроволочные устройства индивидуального вызова.
Вызывная сигнализация предназначена главным образом для организации текущего оперативного обслуживания рабочих мест и участков. При помощи вызывной сигнализации рабочий имеет возможность передать в диспетчерский пункт цеха или непосредственно обслуживающему участку условный сигнал о необходимости срочной доставки материалов, инструмента, а также вызвать контролера, наладчика, смазчика и т. п. Для этого на рабочих местах или возле группы рабочих мест устанавливается датчик-манипулятор. Определенные импульсы датчика посылаются в диспетчерский пункт на особое табло, где возникает условный сигнал, какая именно помощь должна быть немедленно оказана тому или иному рабочему месту.
Производственная сигнализация представляет собой различного рода счетные и регистрирующие приборы, которые автоматически передают показания с рабочих мест на диспетчерский пункт. С помощью автоматической сигнализации диспетчер получает сведения о начале и конце работы конвейера, простоях оборудования, выработке отдельных производственных агрегатов, часовом выпуске изделий и т. п.
На крупных автомобильных заводах создаются системы, позволяющие осуществлять диспетчеризацию в реальном масштабе времени, главной особенностью которых является разработка интегрированной базы данных всего предприятия с возможностью доступа к различным массивам информации. Работа системы осуществляется в режиме «советчика» (составление сменно-суточных заданий на сборку автомобилей, на изготовление и подачу узлов на главный конвейер, выявление дефицита), а также в режиме «запрос-ответ». Во втором режиме система дает возможность диспетчерскому персоналу в любое время получить информацию о ходе изготовления изделий, главных узлов и командной номенклатуры деталей, о степени обеспеченности сборки машин, о работе сборочных конвейеров, автоматических линий и т. п.
Система осуществляет следующие функции:
учет номенклатуры выпускаемых изделий в цехах основного производства;
учет времени простоев контролируемого оборудования в пределах фонда рабочего времени;
сигнализацию о причинах простоев контролируемого оборудования.
Для сбора информации на контролируемом технологическом оборудовании устанавливаются датчики. Пульты ручного ввода осуществляют взаимодействие системы с персоналом производственных цехов. В каждом цехе установлены конденсаторы сигналов, подключенные к петлевой линии связи, охватывающей группу цехов.
Информация выдается системой в АСУ П. Система позволяет на основании вырабатываемой ею информации вести оперативный контроль и управление производством.
Использование в процессе диспетчерского контроля и оперативного руководства производством комплекса технических средств сигнализации и связи возможно при соответствующем устройстве и оснащении рабочего места диспетчера и оператора в диспетчерском пункте. Для этого применяются так называемые диспетчерские пульты, представляющие собой стол специального устройства с вмонтированными в него приборами и аппаратурой связи, сигнализации и дистанционного контроля. Обычно диспетчерский пульт оборудуется также диспетчерским щитом, на котором располагаются контрольные графики и другие приспособления для наглядного оперативного учета и наблюдения за ходом производства.
Оснащение диспетчерской службы телевизионными установками позволяет диспетчерскому аппарату и руководству завода дистанционно наблюдать за работой участков. Телевизионные камеры устанавливаются в цехах на особо ответственных участках, а пульт управления — в центральном диспетчерском бюро. Диспетчер, нажав кнопку, может включить нужную камеру и проследить за работой участка.
Использование комплекса современных технических средств в сочетании с ЭВМ значительно повысили эффективность оперативного управления производством,
В зависимости от? специализации, производственной структуры предприятий, масштабов выпуска продукции, принятых систем планирования и других причин состав работ и расчетов в АСУП на каждом предприятии может быть различным.
Независимо от этого некоторые из них по форме, содержанию и методике решения выполняются на всех машиностроительных предприятиях, т. е. являются стандартными, другие — только на раде предприятий. Имеют место и оригинальные решения задач планирования и управления. Конкретное выражение перечисленных выше признаков для одних и тех же задач, но выполняемых на разных предприятиях позволяет выявить степень типизации их решения и тем самым определить по каждой функциональной подсистеме перечень типовых задач, т. е. используемых при определенных условиях организации, планирования производства и управления предприятием, и стандартных, для которых эти условия одинаковы на всех предприятиях.
Как конечные, так и промежуточные результаты выполненных работ и расчетов несут свою «функциональную нагрузку», т. е. используются для принятия решений по управлению тем или иным объектом, для целей учета, контроля, анализа или служат дополнительной исходной информацией при решении других задач.
Многие из работ и расчетов АСУП, особенно из числа комплексных и сложных задач планирования и управления, включают отдельные элементы, которые многократно используются при решении других задач.
Каждый расчет, как и непосредственно блок, имеет четкое и однозначное определение (название), которое по существу выражает какую-то цель. Например, расчет нормативного размера партии запуска деталей в обработку, формирование программы запуска деталей и т. д. Однако, несмотря на однозначность в названии работ, выполняемых для аналогичных или одинаковых объектов, их методическое решение может быть осуществлено различными способами. Это объясняется многообразием типов производства, разновидностью организации производственных процессов, систем планирования, методов решения задач и т. д.
Система блоков, из которых должны компоноваться АСУП или отдельные подсистемы для различных условий применения, представляет собой по существу набор методик решения задач управления производственно-хозяйственной деятельностью предприятия с программами их реализации на ЭВМ.
В оперативно-производственном планировании особое внимание уделяется автоматизированной системе управления сборочным производством.
Основная задача управления сборкой состоит в определении оптимальной очередности запуска на сборку изделий различных модификаций в условиях различных производственных ситуаций, а также в обеспечении сборки этих модификаций в установленной очередности деталями, узлами, которые должны быть поданы в определенный момент в требуемое место.
Для решения этих задач автоматизированная система управления сборочным производством обеспечивает:
составление графиков сборки изделия и подборки главных узлов;
непрерывный учет хода производства по всем этапам главной сборки;
управление системой подвесных толкающих конвейеров;
контроль за наличием деталей и узлов на складах;
своевременную регистрацию отклонений от запланированного хода производства;
запрос и выдачу справок о текущем состоянии производства;
обработку данных и выдачу сопроводительной документации на изделие.
Автоматизированная система управления сборочным производством как самостоятельная система взаимодействует с АСУП. Ежедневно она выдает в АСУП сменно-суточные графики подачи главных узлов, информацию о дефиците узлов и деталей, подаваемых на главный конвейер, и о фактическом выпуске изделий.
Непрерывный учет в процессе сборки изделий ведется по отдельным технологическим переходам, таким, как запуск на сборку, выход со сборочной линии и т. п. Данные по учету вводятся с терминальных устройств. Оперативный учет ведется в разрезе зон, на которые разделены производственные подразделения, в реальном масштабе времени.
Управление системой позволяет осуществлять синхронизированную подачу главных узлов в определенные зоны сборочных линий в соответствии с очередностью сборки изделий конкретных наименований.
Система автоматически осуществляет транспортировку, хранение и сортировку всех главных узлов.
Контроль за наличием деталей и узлов на складах и регулирование их подачи в цех ведутся по дефициту. Система составляет и обновляет учетные списки состояния складов, контролирует заделы по минимальному и максимальному уровням.
Контроль за отклонениями, такими, как сборка незапланированных изделий, отклонение от минимального уровня заделов и др., в ходе производства осуществляется системой в реальном масштабе времени. В случае возникновения сбоев информация автоматически выводится оператору системы на телетайп отклонений для принятия экстренных мер по их ликвидации.
Запрос и выдача справок о ходе производства осуществляется в процессе сборки. Выдачу справок о ходе производства система осуществляет в реальном масштабе времени автоматически. Системой предусмотрены локальная обработка данных по управлению главной сборкой и выдача отчетных документов о состоянии:
производства по технологическим переходам по окончании смены, суток, месяца;
запасов мелких узлов, деталей и главных узлов. Значительно упростить работу с информационными ресурсами позволяют возникшие и развивающиеся в результате эволюции гиперсети Интернет-технологии. Для оперативно-производственного планирования и регулирования хода производства особо важное значение имеет осуществляющийся перенос этих технологий на корпоративные сети и сети предприятий и учреждений. Так возникли интрасети и сети по технологии Интернет. В отличие от Интернет, по самой своей природе являющегося средой передачи данных для массового использования, интрасети — системы с ограниченным кругом пользователей (как правило, их пользователи — работники одного предприятия или организации). Позаимствованные у Интернет технологии, их простой и удобный интерфейс делают интрасети весьма перспективными для предприятий, в том числе д ля целей оперативно-производственного планирования и регулирования производством. Открывающиеся возможности структуризации корпоративных информационных ресурсов и предоставление доступа к ним нужным сотрудникам может привести к существенному росту эффективности работы с информацией. Это в свою очередь повысит эффективность принимаемых решений и эффективность предприятия в целом. Важно, что в пределах предприятия, корпорации, учреждения возникает возможность унификации программного инструментария, что в масштабах глобальной информационной системы практически невозможно.
Тесты
1, Оперативно-производственное планирование заключается:
а) только в разработке конкретных производственных заданий на год, квартал, месяц подразделениям предприятия;
б) в разработке конкретных производственных заданий на год, квартал, месяц подразделениям предприятия и в оперативном регулировании хода производства;
в) только в разработке конкретных производственных заданий на месяц, декаду, сутки как для предприятия в целом, так и его подразделениям;
г) в разработке конкретных производственных заданий на месяц, декаду, суткн подразделениям предприятия в оперативном регулировании хода производства;
д) в разработке конкретных производственных заданий на месяц, декаду, сутки как для предприятия в целом, так и его подразделениям, и в оперативном регулировании хода производства.
Что не относится к оперативно-производственному планированию?
а) разработка годовой (квартальной) программы выпуска продукции;
б) распределение годовой (квартальной) программы выпуска продукции по месяцам;
в) разработка календарно-плановых нормативов;
г) составление календарных графиков изготовления и выпуска продукции;
д) объемно-календарные расчеты.
Что включает межцеховое оперативное планирование?
а) только доведение до производственных участков и рабочих мест производственных заданий и разработку календарных планов-графиков (декадные, недельные, сменно-суточные);
б) то же, что и вариант ответа а), а также текущую работу по оперативной подготовке производства, оперативному контролю и регулированию хода производства;
в) только установление цехам взаимосвязанных производственных заданий, вытекающих из производственной программы предприятия;
г) то же, что и вариант ответа в), а также координацию работы цехов по выполнению этой программы.
Что включает внутрицеховое оперативное планирование?
(Варианты ответа см. к тесту 3.)
Какой этап не включает формирование производственных заданий цехам?
а) расчет объема реализуемой продукции;
б) установление номенклатуры узлов и деталей на планируемый период с помесячной разбивкой;
в) расчет размера задания по каждой номенклатурной позиции плана;
г) установление соответствия заданий номенклатурно-календарного плана производственной мощности цехов.
Назовите календарно-плановые нормативы для массового типа производства.
а) нормативный размер партии деталей и периодичность запуска, заделы цикловые и складские;
б) такт поточной линии, графики режима работы поточных линий, заделы внутрилинейные и межлинейные;
в) длительность производственного цикла изготовления изделий, сводный график запуска-выпуска*, объемно-календарные расчеты;
г) такт поточной линии, нормативный размер партии деталей и длительность производственного цикла изготовления изделий.
Назовите календарио-плановые нормативы для серийного типа производства.
(Варианты ответа см. к тесту 6.)
Назовите календарио-плановые нормативы для единичного типа производства.
(Варианты ответа см. к тесту 6.)
Внутрилинейные (цикловые) заделы и en реры в и о-поточного производства состоят из:
а) транспортного, оборотного, складского и страхового заделов;
б) транспортного, технологического и складского заделов;
в) технологического, транспортного и страхового заделов;
г) технологического, транспортного, оборотного и страхового заделов.
Межлинейные (межцеховые) заделы непрерывно-поточного производства состоят из:
(Варианты ответа см. к тесту 9.)
Что не является задачей построения нормативного графика прерывного потока?
а) подбор операций для выполнения одним рабочим;
б) установление величины периода оборота или периода обслуживания линии;
в) определение порядка работы оборудования и очередности его обслуживания рабочими;
г) расчет межоперационных оборотных заделов;
д) расчет внутрилинейных (цикловых) заделов.
Расчет изменений межоперацнониого задела между двумя смежными операциями m - 1 и m за время фазы г. производится по формуле
![]()
где t — продолжительность фазы, мин; tm_,, — штучное время на смежных m- 1 и m операциях, мин; ,, nт — количество параллельно работающего оборудования.
13. Величин» партии деталей определяется по формуле:

Где t — норма подготовительно-заключительного времени, приходящегося на партию, мин; tKJ — корма штучного времени, мин; а — коэффициент допустимых потерь на переналадку оборудования.
Увеличение размера партии деталей вызывает (иайти неправильный ответ):
а) лучшее использование оборудования;
б) дополнительную потребность в производственных и складских площадях;
в) повышение производительности труда рабочих;
г) уменьшение длительности производственного цикла;
д) замедление оборачиваемости оборотных средств.
15.Периодичность запуска партии в производство определяется по формуле:

где N — среднедневная потребность в предметах труда j-го наименования, шт.; n1 — величина партии предметов труда j-го наименования, шт.
16. В серийном производстве рассчитывают заделы:
а) цикловые, сквозные опережения, транспортные межцеховые;
б) цикловые, складские межцеховые, сквозные опережения;
в) сквозные опережения, складские межцеховые;
t
n
Назовите систему оперативно-производстве и и ого планирования, характерную для массового производства:
а) по ритму выпуска;
б) по заделам; ;
в) по комплектовочным номерам;
г) по цикловым комплектам;
д) Новочеркасская система.
Определите объем выпуска продукции i-го наименования в натуральном выражении в j-м цехе:
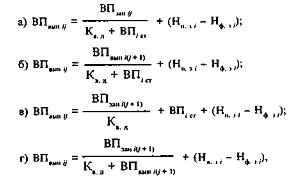
где ВП1))>11Л<|>— объем выпуска i-го наименования продукции, предназначенный к запуску в производство в последующем по ходу технологического процесса (J + 1)-м цехе; ВП— объем запуска продукции i-го наименования вj-м цехе;
ВП— объем выпуска i-го наименования продукции в последующем по ходу технологического процесса {j + 1)-м цехе; Kя — коэффициент выхода деталей i- го наименования в j-м цехе; ВП|С1 — объем выпуска продукции i-го вида на сторону в j-м цехе; Ни )( — нормативный уровень межцехового задела по i-й продукции между цехами j и j + I на начало планового периода; Ф,t — фактический уровень межцехового задела между цехами j и j + 1.
Программа по запуску продукции /-го наименования ву-м цехе определяется по формуле:
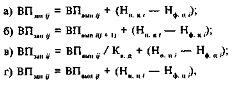
где Нн 11( и Hф — нормативный и фактический уровень циклового задела продукции /-го наименования в j-м цехе.
В основе системы «Р-Г» лежит определение показателей:
а) Р (группы опережения) — Г (разряда обеспеченности);
б) Р (разряда обеспеченности) — Г (группы опережения);
в) Р (группы опережения) + Г (разряда обеспеченности);
г) Р (разряда обеспеченности) + Г (группы опережения).
Норматив «Р» системы «Р-Г» определяется:
а) делением суточной потребности на остаток деталей, имеющийся на начало планового периода;
б) умножением остатка деталей, имеющегося к началу планового периода, на пятидневную или суточную потребность в ней;
в) делением остатка деталей, имеющегося к началу планового периода, на пятидневную или суточную потребность в ней;
г) делением остатка деталей, имеющегося к началу планового периода, на плановую потребность в ней;
д) по длительности производственного цикла изготовления партии деталей и времени межцеховых передач и создания страховых заделов.
Как определяется норматив «Г» системы «Р-Г»?
(Варианты ответа см. к тесту 21.)
Какой этап не включается в разработку Новочеркасской системы ОПП?
а) устанавливается ведущее изделие — условный представитель;
б) производится расчет необходимых опережений по каждой детали по всем технологическим переделам и определяется размер кеснижаемых заделов;
в) устанавливается единый календарный график — задание в условных машинокомплектах для всех цехов;
г) определяется разность между разрядом обеспеченности и группой опережения.
Назовите систему оперативно-производственного плаиироваиия, характерную для единичного типа производства:
а) по ритму выпуска;
б) по заделам;
в) по заказной;
г) по цикловым комплектам.
Диспетчеризация — »то:
а) метод разработки конкретных производственных заданий на месяц, декаду, сутки подразделениям предприятия и регулирования хода производства;
б) метод разработки конкретных производственных заданий на год, квартал, месяц подразделениям предприятия и регулирования хода производства;
в) метод непрерывного наблюдения, плакирования и контроля хода производства, основанный на использовании технических средств для сбора и анализа информации;
г) метод непрерывного наблюдения, контроля и регулирования хода производства, основанный на календарных планах и использующий технические средства для сбора и анализа информации.
В основе диспетчеризации лежат принципы:
а) оперативности и профилактичности;
б) оперативности й плановости;
в) научности и пр<$филактичности;
г) научности и оперативности.
На действенность диспетчерского руководства не оказывает влияния соблюдение условия:
а) четкая организация оперативного планирования;
б) четкая организация службы маркетинга;
в) своевременная и точная оперативная информация;
г) быстрое и четкое выполнение распоряжений диспетчерского руководства;
д) ответственность и преемственность оперативного руководства.
Основными объектами диспетчерского контроля за ходом производства в единичном производстве являются:
а) сроки выполнения важнейших работ по отдельным заказам;
б) суточные и часовые графики работы, установленные такт и заделы;
в) сроки запуска-выпуска партий деталей и степень комплектной обеспеченности сборочных единиц;
г) сроки выполнения важнейших работ по отдельным заказам, такт и заделы.
Основными объектами диспетчерского контроля за ходом производства в серийном производстве являются:
(Варианты ответа см. к тесту 28.)
Основными объектами диспетчерского контроля за ходом производства в массовом производстве являются:
(Варианты ответа см. к тесту 28.)
Под ритмичной работой предприятия понимается:
а) четкое соблюдение графика изготовления и поставки продукции потребителям;
б) систематическое выполнение предприятием плана выпуска продукции соответствующего ассортимента и качества по заранее установленному графику;
в) систематическое выполнение всеми подразделениями предприятия плана выпуска продукции соответствующего ассортимента и качества по заранее установленному графику.
32.Коэффициент ритмичности определяется по формуле:

Где
![]() - плановый выпуск продукции за анализируемый
i-й
период в на-
- плановый выпуск продукции за анализируемый
i-й
период в на-
i= I
туральном выражении; А; — недовыполнение плана по выпуску продукции в
натуральном
выражении в отдельный i-й
период времени;
![]() - фактический выпуск продукции в пределах
плана за анализируемый i-й
период в натуральном выражении; ; =
1, ..., m — количество дней
за анализируемый период.
- фактический выпуск продукции в пределах
плана за анализируемый i-й
период в натуральном выражении; ; =
1, ..., m — количество дней
за анализируемый период.
Глава 8 организация подготовки производства к выпуску новой продукции
8.1. СУЩНОСТЬ И ЭТАПЫ ОСУЩЕСТВЛЕНИЯ ПОДГОТОВКИ ПРОИЗВОДСТВА
Быстрые перемены во вкусах, технологии и состояние конкуренции вынуждают предприятия прилагать максимум усилий, чтобы обеспечить потребителя новыми товарами, или модифицировать существующие.
Современное предприятие, функционируя в сложной общественно- экономической среде, должно постоянно создавать и внедрять различного рода инновации, обеспечивающие его эффективность в рыночной экономике.
Под инновациями (нововведениями) понимаются вновь созданный материал, продукция или технология, впервые внедряемые в производство.
Внедрение инноваций нарушает внутреннее равновесие производства, но создает экономическую основу для его перехода в новое качество, а именно: в новое равновесное состояние.
Чем быстрее осуществляется инновационный процесс, тем выше вероятность того, что инновация принесет положительные результаты.
В современной теории инноватики выделяют понятие «жизненный цикл продукции».
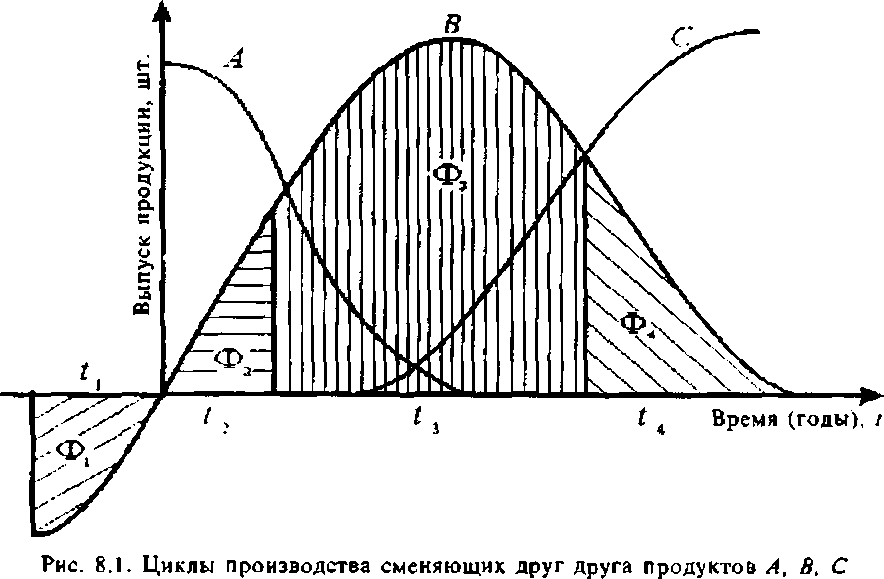
Жизненный цикл инновации-продукта состоит из четырех фаз: исследовательской Ф,, технической подготовки Ф,, стабилизации объемов производства промышленной продукции Ф3 и снижения объемов производства и продаж Каждая инновация-продукт (поколение техники) проходит в своем развитии обособленный жизненный цикл. В рыночных условиях по мере старения продукта происходит снижение экономических результатов. Это и побуждает к внедрению новых инноваций.
Последовательно сменяющие друг друга во временной отрезок < - 1у три поколения техники А. В и С, а также фазы жизненного цикла для продукции В отражены на рис. 8.1. Из рис. 8.1 следует, что доход предприятия зависит от ускорения первых двух фаз жизненного цикла и правильного распределения усилий между сменяющими друг друга продуктами. Первые две фазы жизненного цикла составляют понятие подготовки производства. Они связаны с большим риском.
Подготовка производства представляет собой деятельность раз- личных коллективов по разработке и реализации в производстве инноваций-продуктов для удовлетворения постоянно растущих запросов потребителей. Она включает:
цикл научных исследований;
техническую подготовку производства.
Содержанием исследовательской стадии подготовки производства являются научные исследования и разработки, связанные с теоретическим обоснованием основных закономерностей технического прогресса. Научно-исследовательские работы (НИР) обусловлены возникновением потребности общества, государства в выполнении продукцией (техникой) новых функций. Они могут носить фундаментальный, поисковый или прикладной характер.
Результатом фундаментальных исследований являются открытия и накопление общих знаний путем изучения законов природы и обще-
ственного развития. Появляются изобретения — новые технические решения в различных областях народного хозяйства, принципиально отличающиеся от известных в мировой практике.
Поисковые научно-исследовательские работы проводятся для изучения возможности применения в прикладных исследованиях результатов фундаментальных исследований.
Прикладные исследования и опытно-конструкторские работы осуществляются после проведения поисковых научно-исследовательских работ. Они имеют четкую программу проведения, конкретные цели, экономические расчеты и сроки выполнения.
Основным звеном для проведения научных исследований являются научно-исследовательские институты (НИИ) и организации (НИО), такие, как отраслевые НИИ, научные учреждения Академии наук, НИО при предприятиях, комплексные научные учреждения — научно- производственные объединения, специализированные НИО.
Предприятие может создать новую продукцию путем приобретения патента или лицензии на производство чужого товара со стороны либо благодаря собственным усилиям за счет создания исследовательских подразделений, занимающихся фундаментальной и поисковой НИР. Тогда предприятия приобретают статус научно-производственного.
Основными структурными звеньями предприятия, в котором проводятся научно-исследовательские работы, являются технические лаборатории, решающие целый комплекс задач:
выполнение НИР по созданию и внедрению прогрессивных технологических процессов;
проведение НИР по разработке и внедрению новых видов сырья, материалов, новой техники, автоматизации производственных процессов;
внедрение в производство результатов НИР, выполняемых научно-исследовательскими институтами.
В процессе цикла научных исследований возникают новые идеи, которые должны пройти всестороннюю проверку.
При создании новой продукции зарубежные экономисты рекомендуют ориентироваться на вероятность коммерческого успеха идей, которые вносятся в план научно-исследовательских и опытно-конст- рукторских работ, в 2,5 %. Отечественные исследования показывают, что вероятность того, что новая идея превратится в коммерческий успех, равна всего 1 %.
Высокий процент неудач новой продукции объясняется различными причинами, прежде всего дефектами самой продукции, более высокими, чем предполагалось, издержками и недостаточностью анализа рынка.
Риск увеличивается в прямой зависимости от степени новизны продукта и от того, насколько технология его производства и распределения отличается от опыта предприятия в этой области.
Основным фактором успеха нового продукта является наличие на предприятии эффективной системы технической подготовки производства, охватывающей все этапы создания и освоения новой техники (СОНТ).
Под технической подготовкой производства понимается комплекс технических, организационных и экономических мероприятий, обеспечивающих создание и освоение развернутого производства новых изделий в заданных масштабах. Это самостоятельный этап подготовки производства, осуществляемый непосредственно на предприятии путем проведения работ по реализации фундаментальных и поисковых научных исследований в производстве. Указанные стадии подготовки производства диалектически взаимосвязаны. Необходимость такой взаимосвязи вытекает из органичного единства науки и производства.
Техническая подготовка производства включает:
создание новых и совершенствование ранее освоенных видов продукции;
проектирование новых и совершенствование действующих технологических процессов;
внедрение новых видов продукции и технологических процессов в промышленное производство;
организацию и планирование работ по технической подготовке производства.
На организацию работ технической подготовки производства оказывают влияние масштаб производства изделий, сложность и точность их изготовления, степень конкретной преемственности изделий, уровень стандартизации, объем кооперирования и другие факторы.
Выполнение работ по технической подготовке производства на предприятии осуществляется отделами главного конструктора, главного технолога, металлурга, энергетика, планирования подготовки производства, лабораториями на основании требований Международного стандарта OCT В37.001.507-88, регламентирующего перечень работ Единой системы технической подготовки производства (ЕСТПП).
Основным организатором и координатором этих работ на предприятии является главный инженер, в ведении которого находятся все работы технического направления.
Техническая подготовка состоит из нескольких этапов:
проектно-конструкторской;
технологической
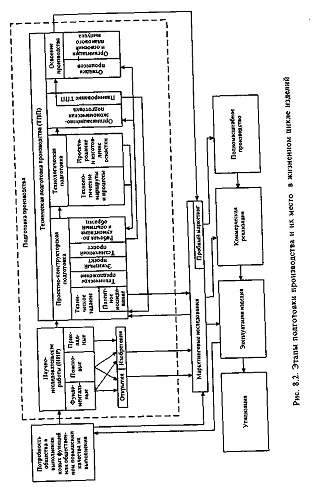
организационно-экономической подготовки;
промышленного освоения новых изделий
Эти этапы подготовки производства диалектически взаимосвязаны в процессе проектирования, разработки и освоения производства новой продукции.
Этапы технической подготовки производства, ее место в подготовке производства и жизненном цикле продукции отражены на рис. 8.2.
8.2. ПРОЕКТНО-КОНСТРУКТОРСКАЯ ПОДГОТОВКА ПРОИЗВОДСТВА
Проектно-конструкторская подготовка производства (ПКПП) включает проектирование новой продукции и модернизацию ранее производившейся в соответствии с ЕСКД, а также разработку проекта реконструкции и переоборудования предприятия или отдельных его подразделений.
Содержание и объем ПКПП в основном зависят от цели ее проведения (модернизация существующей или разработка новой продукции), типа производства, сложности и характера продукции.
Результаты проектно-конструкторской подготовки оформляются в виде технической документации — чертежей, рецептур химической продукции, спецификаций материалов, деталей и узлов, образцов готовой продукции и др.
Основными этапами проектно-конструкторской подготовки производства по разработке новых и модернизации производившихся изделий являются:
разработка технического задания;
разработка технического предложения;
составление эскизного проекта;
разработка технического проекта;
разработка рабочей документации на опытные образцы, установочные серии для серийного или массового производства.
Проектирование нового изделия начинается с разработки технического задания (ТЗ). Этот важный этап, выделяемый из непосредственно конструкторских работ, осуществляется разработчиком на основе исходных требований к продукции, предъявляемых заказчиком. Предприятия могут также предвидеть спрос на какую-либо продукцию в будущем, который они должны удовлетворять и к удовлетворению которого должны подготовиться. Техническому заданию предшествуют маркетинговые исследования.
В техническом задании определяются: наименование и область применения изделия; основание для разработки; цель и назначений разработки; технические требования; экономические показатели; необходимые стадии и этапы работ; порядок контроля и приемки.
Техническое задание включает изучение патентов, литературных источников, установление основных параметров нового изделия, планирование конструкторской подготовки производства, составление сметной калькуляции по разрабатываемой теме, предварительный анализ экономической эффективности проектируемой конструкции. Как видно из перечня приведенных работ, созданию новой продукции предшествует большая подготовительная работа.
Техническое задание в установленном порядке согласуется с заказчиком и предопределяет возможность начала процесса конструирования.
Техническое предложение — это совокупность конструкторской документации, которая должна содержать техническое и технико-эко- номическое обоснование целесообразности разработки изделия на основе изучения и анализа выпущенных в нашей стране и за рубежом изделий-аналогов и передовых методов их изготовления. Здесь же рассматриваются различные варианты возможных решений изделия с учетом патентных материалов, включая их сравнительную оценку и предложения по выбору оптимального варианта изделия.
Любое новое техническое решение должно иметь технико-эконо- мическое обоснование. С этой целью на каждой стадии конструкторской подготовки производства осуществляется сравнительный технико- экономический анализ, результаты которого по мере получения новой информации уточняются. Критериями технико-экономического анализа могут быть: показатели технологичности конструкции (материало- и трудоемкость, себестоимость и др.), затраты, годовой экономический эффект, экономический эффект в течение срока службы изделия и др. Выбор критерия сравнительного технико-экономического анализа зависит от целей и задач конкретной конструкторской разработки.
Помимо прогнозирования себестоимости и экономической эффективности новых изделий на ранних стадиях проектирования рассматривается предполагаемый срок службы разрабатываемых изделий, чтобы обоснованно оценить долговечность основных узлов и ведущих деталей конструкции.
В процессе разработки эскизного проекта создается конструкторская документация, в которой содержатся принципиальные конструктивные решения, дающие общее представление об устройстве и принципе работы изделия, а также данные, определяющие назначение, параметры и габаритные размеры изделия.
Содержанием эскизного проекта являются: разработка принципиальной схемы изделия, кинематических, гидравлических и других схем, общая компоновка изделия; разработка эскизных чертежей общих видов; лабораторное макетирование; составление спецификаций сборочных единиц, анализ патентной чистоты конструкции и оценка ее экономической эффективности.
На этой стадии решаются вопросы:
обеспечения принципов агрегатности с целью возможности организации промышленной сборки и испытания каждого агрегата;
обеспечения принципов преемственности в разрабатываемой конструкции наиболее совершенных изделий, применяемых в издели- ях-аналогах;
обеспечения максимально возможной унификации и высокой степени применения стандартных сборочных единиц и деталей;
выявления новых оригинальных конструкций и решений, требующих отработки и применения новых технологических методов и процессов, и т. д.
Таким образом, сущность эскизного проекта — разработка первоначального наброска будущей конструкции. Эскизный проект должен быть защищен у заказчика. При создании простейших конструкций стадия эскизного проектирования как самостоятельная отсутствует и конструктор после получения технического задания приступает непосредственно к разработке технического проекта.
Технический проект представляет собой совокупность конструкторских документов, которые содержат окончательные технические решения, дающие полное представление об устройстве проектируемого изделия.
Содержанием технического проекта являются: расчеты на прочность, жесткость, долговечность и т. д.; разработка компоновочных чертежей, чертежей агрегатов, сборочных единиц и ответственных деталей; маркетирование; составление технических условий на эксплуатацию и спецификаций; экономическое обоснование проекта.
Помимо уточнения и конкретизации конструкции на этой стадии решаются вопросы:
обеспечения простоты конструкторских решений и принципа взаимозаменяемости сборочных деталей;
обеспечения удобства и простоты выполнения работ по герметизации, сборке, монтажу, контролю;
выбора материалов, покрытий, видов термообработки с учетом условий их эксплуатации;
обеспечения элементов технологичности основных деталей: рациональности конструктивных форм, получения деталей и заготовок прогрессивными методами;
проведения технологического экспериментирования по утвержденному плану обработки.
Технический проект рассматривается либо специальной комиссией, либо научно-техническим советом. После его утверждения конструктор приступает к рабочей документации с учетом всех внесенных изменений и дополнений.
В состав рабочей документации входят: чертежи всех деталей и сборочных единиц; схемы сборочных единиц, комплексов, комплектов; спецификации сборочных единиц, комплексов, комплектов, покупных изделий; технические условия; документы, регламентирующие условия эксплуатации и ремонта машины.
На стадии рабочей документации заканчивается отработка конструкции изделия на технологичность.
Здесь решаются вопросы:
обеспечения простоты конструктивных решений всех деталей изделия;
выбора рациональной точности обработки, шероховатости поверхностей деталей;
рациональности простановки размеров с точки зрения выбора баз обработки и измерения;
применения прогрессивных методов получения деталей и заготовок;
ограничения номенклатуры и типоразмеров, применяемых резьб, посадок, диаметров, длин и т. д.;
применения рациональных методов и средств контроля и т. д.
При подготовке производства продукции, предназначенной для
серийного и массового производства, предусматриваются три этапа разработки конструкторской рабочей документации:
опытного образца;
установочной серии;
установившегося производства.
Опытный образец изделия изготавливается в условиях опытного производства или в специальных мастерских в полном соответствии с рабочими чертежами и техническими требованиями. Производству опытного образца предшествует соответствующая технологическая подготовка его изготовления.
Собранный образец изделия поступает на испытание. Программа испытаний устанавливает жесткие требования к проведению проверки сборочных единиц, деталей, отдельных параметров работы образца при различных режимах, включая критические нагрузки. При. этом выявляг ются недостатки конструирования отдельных элементов, проверяется технологичность изделия и т. д. После испытания при выявлении дефектов конструктор вносит изменения в рабочие чертежи, по которым изготавливаются новые детали и проводятся повторные испытания.
При положительных результатах испытаний опытного образца и подтверждении соответствия конструкции требованиям технических условий изделие считается принятым и передается для изготовления установочной серии. Сдачей установочной серии приемочной комиссии завершается процесс отработки конструкции и формируется документация установившегося серийного или массового производства.
На стадии разработки рабочей документации по результатам проведения приемочных испытаний и принятия опытного образца определяется проект оптовой цены и экономический эффект от производства и использования новой продукции.
Конкретные работы, выполняемые на стадии проектно-конструкторской подготовки производства, могут отличаться от рассмотренных в зависимости от сложности конструкции, степени ее унификации, уровня кооперирования, типа производства. Например, эскизный проект часто объединяют с техническим. Для единичного производства не производятся работы, связанные с изготовлением и испытанием опытного образца. А для крупносерийного и массового типов производства предусматривается, как уже отмечалось, три этапа разработки рабочей документации.
Требования, предъявляемые к проектированию новой и модернизации основной продукции:
непрерывное совершенствование качества продукции — повышение ее мощности, надежности, долговечности, прочности, легкости, улучшения внешнего вида и т. п.;
повышение уровня технологичности конструкции, под которой понимается облегчение процесса изготовления продукции и возможность применения прогрессивных методов изготовления при заданном объеме производства. Это обеспечивает лучшее использование производственных ресурсов при изготовлении продукции;
снижение себестоимости новой продукции, достигаемое за счет упрощения и совершенствования конструкции, замены дорогих материалов более дешевыми, снижения эксплуатационных затрат, связанных с применением продукции;
использование при проектировании продукции существующих стандартов и унифицированных полуфабрикатов;
эргономические требования.
Эргономические требования к промышленному изделию — это требования к размерам, форме, цвету изделия и элементам его конструкции, к их взаимному расположению, которые обусловливаются эргономическими свойствами человека и устанавливаются с целью оптимизации его деятельности. С помощью эргономических требований обеспечивается охрана труда, техника безопасности, а также удобство при эксплуатации и ремонте новых изделий.
На современном этапе внедрение и эксплуатация новой техники и технологии создает проблемы, неразрешимые средствами только технических и медицинский наук. Необходимы рекомендации психологов, физиологов, по соблюдению гигиены труда, дизайна и объединение их в общую систему требований к содержанию и характеру труда человека в системе «человек — техника — среда» (СЧТС). На основе теории и методологии такого объединения и возникла в 20-е гг. XX ст. эргономика (от гр. ergon — работа, nomos — закон, «закон работы»).
Эргономика — наука, изучающая человека и его деятельность в условиях современного производства с целью оптимизации орудий, условий и процесса труда. Главными целями эргономики являются:
безопасность труда;
повышение эффективности системы «человек — техника — среда»;
комфортность — удовлетворенность человека результатами своего труда и обеспечение условий для развития личности человека в процессе труда.
Эргономику формируют следующие групповые показатели:
антропометрические, регламентируют соответствие машины размерам и форме тела работающего человека, подвижности частей тела и другим параметрам;
гигиенические, характеризуют метеорологические условия микроклимата и ограничение воздействия вредных факторов внешней среды;
физиологические и психофизиологические, характеризуют те эргономические требования, которые определяют соответствие СЧТС силовым, скоростным, энергетическим, зрительным, слуховым, осязательным возможностям и особенностям человека;
психологические отражают соответствие машины возможностям и особенностям восприятия памяти, мышления, психомоторики человека.
Пронализировав данные показатели, можно дать дифференциальную и комплексную эргономическую оценку СЧТС.
Эргономические разработки включены в ЕСКД. Они проводятся по всем стадиям — от разработки технического задания на создание СЧТС до изготовления и испытания опытного образца.
На стадии разработки технического задания эргономист-психолог решает вопрос об эргономических требованиях, предъявляемых к будущей СЧТС исходя из анализа данных по эксплуатации прототипов.
При обосновании выполнения каждого этапа проектно-конструкторской подготовки проводится эргономическая экспертиза. Это комплекс научно-технических и организационно-методических мероприятий по оценке выполнения в проектных, предпроектных и рабочих документах и в образцах СЧТС эргономических требований технического задания, нормативно-технических и руководящих документов.
8.3. ПАТЕНТНО-ЛИЦЕНЗИОННАЯ ДЕЯТЕЛЬНОСТЬ
ПРЕДПРИЯТИЯ
На крупных предприятиях, занятых проектированием и созданием новых конструкций и технологических процессов, создаются патентные отделы (бюро), в функции которых входит патентно-лицензионная работа, в том числе отбор изобретений для патентования создаваемых конструкций, помощь изобретателям в оформлении заявок на авторское свидетельство и др. Функции патентного отдела предприятий представлены на рис. 8.3.
Патент — это документ, предоставляющий его владельцу исключительное право на пользование изобретением. Иными словами, изобретение без согласия обладателя патента использовать никто не может. Согласие обычно выражается путем выдачи (продажи) лицензии (разрешения) на частичное использование или полную переуступку патентных прав.
Проведение патентных исследований предусматривает определение на основе патентной информации технического уровня продукции, тенденций ее развития, патентоспособности и патентной чистоты.
Порядок проведения патентных исследований призван обеспечить высокий технический уровень разрабатываемой продукции и ее конкурентоспособность на мировом рынке.
Он включает в себя: разработку задания на проведение патентных исследований, разработку регламента (области проведения) поиска информации, поиск и отбор патентной, научно-технической, в том чис-
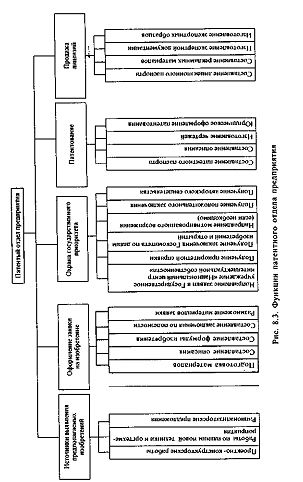
ле конъюнктурно-экономической, информации, систематизацию и анализ отобранной информации, обобщение результатов и составление отчета о патентных исследованиях.
При проведении патентных исследований выявляется целесообразность патентования за границей отечественных изобретений, которые могут бьггь в дальнейшем предметом экспорта или объектом лицензионного договора. Сигнал о целесообразности патентования изобретения за границей должен поступать от организации (предприятия), в которой оно сделано, или от самого изобретателя. Это одна из задач патентных отделов (бюро) предприятий и организаций. Несвоевременность патентной защиты за рубежом ведет к безвозмездному использованию отечественных изобретений иностранными фирмами.
В случае получения за границей патента на изобретение, на основе которого созданы машины, приборы или другие виды продукции, они могут беспрепятственно экспортироваться в страны выдачи патента. Если же патентование не было произведено, то экспортируемая продукция должна быть проверена на патентную чистоту. Обладающими патентной чистотой в отношении какой-либо стороны называются такие объекты, на которые не распространяется действие патентов на изобретения и свидетельств на промышленные образцы, выданных патентным ведомством этой страны.
Обеспечение патентной чистоты — необходимый этап технической подготовки производства, в результате которого составляется официальный документ — патентный формуляр. Он является свидетельством, позволяющим решить вопрос о возможности (по патентным соображениям) поставки данного изделия за границу или о передаче документации на это изделие. Патентный формуляр включает сведения обо всех основных элементах (агрегатах, узлах) рассматриваемой конструкции, указываются иностранные прототипы (аналоги) конструкции, учтенные при разработке, авторские свидетельства, иностранные патенты, заявки на изобретения, используемые в процессе проектирования или оформленные в результате разработки. Формуляр должен содержать также сведения о наличии и сроке действия иностранных патентов, лишающих данный элемент или конструкцию в целом патентной чистоты.
Проверка обеспечения патентной чистоты вновь создаваемой и предназначенной к экспорту продукции наряду с подготовкой предложений об охране сделанных в организациях изобретений путем подачи заявок на изобретения, а затем патентования за границей является основной задачей патентных отделов (бюро) научно-исследовательских и конструкторских подразделений предприятия. Изделия, вывезенные за границу с нарушениями патентных законов, могут быть арестованы, а на страны, допустившие такой вывоз, может быть наложен штраф
для возмещения ущерба, причиненного патентовладельцу. Переуступка патентных прав производится на основе лицензионных договоров.
8.4. ТЕХНОЛОГИЧЕСКАЯ ПОДГОТОВКА ПРОИЗВОДСТВА
Технологическая подготовка является вторым этапом технической подготовки производства. Она осуществляется на основе регламентации стандартов ЕСТПП.
Технологическая подготовка производства ТПП представляет собой совокупность взаимосвязанных процессов, обеспечивающих технологическую готовность предприятия к выпуску изделий заданного уровня качества при установленных сроках, объеме выпуска и затратах.
Главной задачей ТПП является проектирование рациональных и прогрессивных способов изготовления изделий для их выпуска в кратчайшие сроки и с минимальными затратами.
Основное содержание технологической подготовки производства составляют: выбор заготовок, подбор типовых технологических процессов; проектирование последовательности и содержания технологических операций; выбор средств механизации и автоматизации технологических процессов; проектирование и изготовление новых средств технологического оснащения производства; проектирование планировки производственных участков; оформление рабочей документации на технологические процессы; внедрение технологических процессов.
Технологи предприятия осуществляют технологическое проектирование, определяют «ведущую группу оборудования», производят расчеты производственной мощности предприятия. В бюро нормативов ОГТ разрабатываются подетальные нормы расхода материалов, отражающие затраты исходных материалов на одну деталь при установленном технологическом процессе с учетом всех отходов и потерь, а также сводные нормы расхода материалов на изделие, служащие для целей планирования и распределения материальных ресурсов.
В конструкторских бюро ОГТ проектируется специальная оснастка в зависимости от особенностей изделия и оборудования.
Объем и степень детализации технологических разработок зависят от объема выпуска изделий и типа производства, сложности и важности изготовляемых изделий.
Технологическое проектирование начинается с разработки маршрутной технологии, которая заключается в определении последовательности выполнения основных операций и закреплении их в цехах за определенными группами оборудования.
Таким образом, по маршрутной технологии за каждым цехом и участком закрепляются обрабатываемые виды продукции, указываются оборудование, инструменты, разряды работ, устанавливаются нормы времени, специальность рабочих и т. п.
В индивидуальном и мелкосерийном производстве, на предприятиях с простой технологией, а также при изготовлении опытного образца изделий разработка технологических процессов обычно ограничивается маршрутной технологией.
В серийных производствах после маршрутной технологии разрабатывается пооперационная технология, в массовом она доводится до тру- доприемов, трудодействий. Поэтому затраты на ТПП в единичном производстве составляют 25 % от всей технической подготовки производства, в серийном — 50, а в крупносерийном и массовом — до 75 %.
Основными требованиями, которые предъявляются к разрабатываемым технологическим процессам, являются:
прогрессивность процесса;
применение наиболее производительных технологических методов в соответствии с имеющимся на предприятии оборудованием;
соответствие техпроцессов типам производства;
максимальная автоматизация и механизация процессов обработки деталей;
высокая производительность труда, низкая себестоимость изготовления изделий и т. д.
Следует отметить, что разработка технологии только основных процессов не обеспечивает рациональной организации всего производственного процесса. Рациональная организация требует комплексной технологии, охватывающей как основные, так и вспомогательные и обслуживающие процессы.
Важное значение в проведении работ по технологической подготовке производства имеет разработка и применение типовых технологических процессов.
Типизация технологических процессов базируется на классификации объектов производства и разработке для каждой классификационной группы деталей нескольких типовых технологических процессов с технико-экономическими данными, характеризующими экономичность каждого варианта. Она предполагает ограничение числа применяемых технологических операций посредством отбора и внедрения на однохарактерных работах наиболее эффективных и проверенных на опыте процессов.
Применение типовых технологических процессов снижает трудоемкость изготовления продукции, сокращает длительность производственного цикла, улучшает качество продукции, сокращает количество инструментов и оснастки, упрощает технологическую документацию, снижает затраты на подготовку производства и себестоимость изготовляемой продукции.
Разработанный технологический процесс оформляется в виде комплекта технологической документации и утверждается в установленном порядке. Утвержденный техпроцесс строго обязателен для всех подразделений и работников предприятия. Его нарушение влечет за собой появление брака, ухудшение качества, срыв ритмичности работы предприятия.
Важной задачей технологической подготовки является правильный выбор варианта технологического процесса, главный критерий которого — минимальная технологическая себестоимость, т. е. сумма издержек, непосредственно связанных с технологическим процессом.
Технологическая себестоимость включает только те элементы затрат на изготовление изделия, величина которых различна для сравниваемых вариантов. Необходимо иметь в виду, что минимальная технологическая себестоимость не всегда является единственным и решающим критерием. Предпочтение может быть отдано варианту, который уменьшает расход дефицитных материалов, сокращает длительность производственного цикла, решает перспективные задачи развития предприятия, экологические проблемы и т. п.
Величина технологической себестоимости выпуска продукции С включает переменные расходы на единицу продукции а, годовой размер которых пропорционален объему выпуска продукции П, и условно-постоянные расходы b, годовой объем которых практически не зависит от объема выпуска продукции, т. е. С — аП + Ь.
Целесообразность применения намеченного варианта технологического процесса по сравнению с другими можно выразить следующим образом:
где индексы 1,2 — базовый и намеченный варианты соответственно.
Критическая программа Пк — это такой объем выпуска продукции, при котором два сравниваемых варианта технологического процесса одинаково экономичны.
Графически величина П^ представлена точкой пересечения прямых С, и Сг (рис. 8.4). Из графика видно, что если заданная программа П < Пк, то целесообразно применять 1-й вариант, а если П > П , то 2-й вариант.
Аналитически критическая программа определяется формулой
![]()
Выбор варианта технологического процесса может быть осуществлен графоаналитическим методом.
Пример построения графа (рис. 8.5). Допустим, первая операция процесса может выполняться по трем вариантам технологии. Тогда из начальной вершины должны выходить три дуги, заканчивающиеся вершинами 2, 3 и 4. Если вторая операция может выполняться по двум вариантам технологии, то из вершин 2, 3 и 4 будет выходить по две дуги, заканчивающиеся вершинами 5 и б. Операций (дуг), переводящих деталь из одного состояния в другое, в этом случае будет шесть: X2.5 X2.6 X3.5 X3.6 X4.5 X4.6
Если третья операция процесса выполняется по четырем вариантам технологии, то из вершин 5 и б выйдет по четыре дуги: X5.7 X'5.8, X5.9, X'5 .10, Х6.7, Х6.8 X6.9, Х6.10). Четвертая операция в вершине П закончит граф

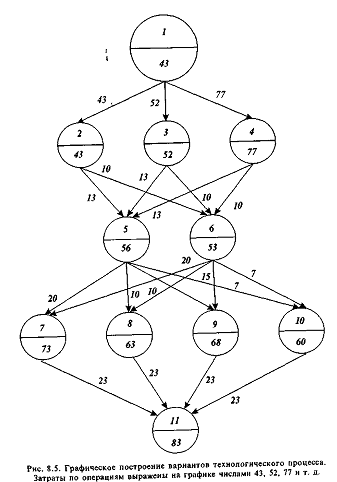
Для каждой операции (дуги) определяется технологическая себестоимость, состоящая из переменных и условно-постоянных затрат. Выбор оптимального варианта технологического процесса сводится к выбору маршрута в графе, имеющего минимальную суммарную технологическую себестоимость.
При большом количестве операций выбор оптимального технологического процесса по графу затруднителен, удобнее составлять и заполнять матрицу связей между состояниями деталей (вершинами). По строкам и колонкам матрицы фиксируются номера всех состояний (вершин графа) по порядку. Пример заполнения матрицы по данным графа приведен в табл. 8.1.
Совершенствование технологической подготовки производства связано с проведением научно-исследовательских и экспериментальных работ по внедрению перспективной, энергосберегающей, безотходной технологии, с разработкой унифицированных (типовых и групповых) технологических процессов, с осуществлением унификации технологической оснастки, нестандартного оборудования и нестандартной измерительной аппаратуры.
8.5. ОРГАНИЗАЦИОННО-ЭКОНОМИЧЕСКАЯ ПОДГОТОВКА ПРОИЗВОДСТВА
Проектно-конструкторская и технологическая подготовка производства реализуется на стадии организационно-экономической.
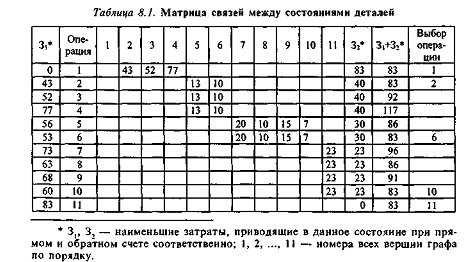
Организационно-экономическая подготовка (ОЭПП) производства представляет собой комплекс мероприятий по обеспечению процесса производства новых изделий всем необходимым, а также по организации и планированию технической подготовки производства.
Первое направление предусматривает в соответствии с технологическим процессом определение потребности предприятия в дополнительном оборудовании, рабочих кадрах, материальных и топливно- энергических ресурсах; непосредственное обеспечение производства новой продукции нужным оборудованием, инструментами, приспособлениями; перестройку производственной, а при необходимости и организационной структуры, информационной системы; осуществление подготовки, переподготовки и повышения квалификации кадров, оформление договорных отношений с поставщиками и потребителями продукции и т. д.
На этой стадии решаются вопросы специализации и кооперирования цехов, проектируется организация обслуживания рабочих мест, организация ремонтного, инструментального, энергетического, транспортного и складского хозяйств, рассчитываются необходимые материальные, трудовые, финансовые, календарио-плановые нормативы, разрабатывается соответствующая технологическому процессу и типу производства система оператнвно-производственного планирования и управления производством, а также система оплаты труда работников предприятия.
На этой стадии разрабатываются плановые калькуляции и цены на новую продукцию, определяется ее экономическая эффективность.
Второе направление ОЭПП осуществляется на основе перспективного и годового планов научно-исследовательских и опытно-конструкторских работ (НИОКР) и внедрения достижений науки и техники в производство. В этих планах предусмотрены:
задания по важнейшим научно-исследовательским и опытным работам;
задания по разработке и изготовлению образцов новых изделий;
задания по механизации и автоматизации производственных процессов и внедрению передовой технологии;
производство новых видов продукции (первые промышленные серии);
перечень продукции, снимаемой с производства;
расчет потребности в материалах, оборудовании, аппаратуре и приборах для проведения данных работ;
задания по разработке и внедрению изобретений, рационализаторских предложений и т. п.
По этим разделам плана приводятся перечень мероприятий, исполнители, источники и размеры финансирования, сроки выполнения с разбивкой по этапам, расчет экономической эффективности.
Формирование проекта этого плана осуществляют отделы главного конструктора, технолога и металлурга. Цехи и отделы предприятия подают заявки на разработку тем в центральные заводские лаборатории. Собранные заявки обсуждаются, и для включения в план отбираются темы, которые связываются со стратегическими задачами технического развития предприятия и соответствуют выполнению плана внедрения и освоения новой продукции. Одновременно рассматриваются предложения о научном содружестве с другими научными и проектными организациями.
Отдел (бюро) планирования технической подготовки производства планирует работы как основных служб технической подготовки (ОГК, ОРТ), так и служб предприятия, участвующих в подготовке производства (главного механика, главного энергетика, службы материально- технического снабжения и др.).
В функции отдела (бюро) планирования ТПП входят:
составление перспективных планов подготовки производства новых изделий;
разработка генеральных планов-графиков подготовки производства по каждому объекту;
обобщение мероприятий по предприятию, необходимых для выполнения в срок графиков подготовки производства;
проверка планов и графиков, составляемых техническими службами предприятия;
планирование работ по подготовке текущего производства, связанных с внесением изменений в конструкцию и технологию действующего производства;
учет выполнения подготовки производства по отделам и службам,
контроль и оперативное регулирование работ, производимых в отделах и службах предприятия;
систематизация учетных и опытных данных и разработка нормативов по подготовке производства;
составление отчетных материалов о состоянии и ходе работ по подготовке производства новых изделий.
Отдел (бюро) планирования ТПП находится в непосредственном подчинении главному инженеру предприятия или его заместителю.
В перспективном плане указываются этапы выполнения конструкторских, технологических и других работ, связанных с организацией серийного производства новых изделий, продолжительность работ и сроки их окончания исходя из стратегических целей предприятия. На основе перспективного плана составляются генеральные (сводные) планы - графики подготовки производства на каждое новое изделие. Генеральный план-график составляется после окончания технического проекта, начиная со стадии разработки рабочих чертежей изделия, что обеспечивает большую степень точности всех расчетов и определения сроков.
Оперативное планирование технической подготовки производства имеет своей целью организацию выполненных конкретных работ в установленные сроки с доведением планов до каждой службы, бюро и исполнителей.
Оперативные планы составляются на очередной этап работы или плановый месяц. На основании конкретного перечня работ уточняются данные об объеме, трудоемкости и составе исполнителей для выполнения определенного этапа в срок, предусмотренный генеральным графиком
8.6. ПЛАНИРОВАНИЕ ТЕХНИЧЕСКОЙ ПОДГОТОВКИ
Задачей планирования технической подготовки производства является установление последовательности и объема работ и потребного состава работников, распределение этих работ по подразделениям и исполнителям, составление смет затрат на подготовку, обоснованное определение сроков выполнения работ, координирование и регулирование процесса работ и тем самым достижение равномерной загрузки подразделений и исполнителей, комплектного хода подготовки и минимальной продолжительности цикла подготовки производства.
При планировании ТПП рассчитываются:
трудоемкость подготовки производства по отдельным этапам;
сроки подготовки производства новой продукции;
затраты на подготовку производства.
Исходными данными при планировании являются; перечень новых видов продукции, нормативные сроки их освоения и плановые нормативы для определения объема затрат и трудоемкости по каждому виду работ.
Для определения нормативов производится классификация продукции:
1) по степени новизны:
группа I — продукция без существенных конструктивных изменений, ей присваивается коэффициент (к = 1);
группа II — продукция с использованием базовой модели и значительным удельным весом унифицированных деталей (к = 1,2); 212
группа III — продукция, которая требует новых разработок с новыми размерными данными (к = 1,3);
группа IV — новая по конструктивному исполнению продукция (K= 1,5);
группа V — принципиально новая продукция (к - 1,7).
2) по степени сложности конструкции. Она включает также пять групп — от А (самых простых конструкций) до Д (самых сложных конструкций).
В конструкцию новых машин входят оригинальные, покупные, унифицированные и нормализованные детали. Наибольших затрат труда при проектировании требуют оригинальные детали, которые принимаются при расчете трудоемкости за единицу (ka = 1). Остальные приравниваются к ним при помощи коэффициентов: для покупных ки = 0,5, для унифицированных — Ky, - 0,25, для нормализованных — кн = 0,2.
Нормативы трудоемкости устанавливают на одну оригинальную (условную) деталь в нормо-часах. Для рабочего проекта они приведены в табл. 8.2.
Для расчета общей трудоемкости проектирования Т определяют трудоемкость проектирования одной условной детали с учетом степени новизны г и умножают ее на количество условных деталей П .
Пример. Новая машина относится к группе сложностии Гик группе 1ГГ новизны. В ее конструкцию входят: 500 оригинальных, 300 покупных, 200 унифицированных и 100 нормализованных деталей. Определить трудоемкость ее проектирования.
Решение. Определяем количество условных (оригинальных) деталей, входящих в новую машину:
![]() условных
деталей.
условных
деталей.
Из табл. 8.2 видим, что трудоемкость проектирования одной условной детали, относящейся к группе Г, равна
![]()
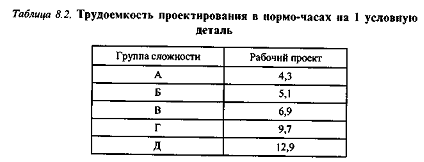
Тогда общая трудоемкость проектирования новой машины равна: Т = 12,6 • 720 = 9072 н/ч.
Для расчета длительности ТПП определяются последовательность выполнения работ, сроки выполнения отдельных этапов и разрабатывается график ТПП.
Плановый срок (период) по отдельным этапам технической подготовки производства Тп определяется по формуле
![]()
где l — суммарная трудоемкость работ по данному этапу, н/ч; ЧР — численность работников, занятых выполнением работ по данному этапу, чел.; Д — средняя продолжительность рабочего дня, ч; Ки — коэффициент выполнения норм (при сдельной оплате).
Документами, регламентирующими содержание и сроки выполнения ТПП, служат циклограммы, линейные планы-графики, сетевые графики.
Для контроля комплектности хода технологической подготовки производства деталей для определенной сборочной единицы составляются графики (рис. 8.6).
Для разработки графиков необходимо заранее установить последовательность выполнения отдельных этапов работ, возможности их перекрытия во времени с целью сокращения цикла ТПП и трудоемкость отдельных работ.
Календарные ленточные графики подготовки производства разрабатываются в порядке, обратном последовательности стадий подготовки производства. Исходным моментом при этом является целевой срок освоения изделия, от которого последовательно откладываются сроки выполнения работ к начальному этапу. Если оказывается, что выполнение работ на том или ином этапе выходит за пределы намеченного срока, разрабатываются мероприятия по сокращению циклов отдельных работ и их большему перекрытию во времени.
Ленточный график технической подготовки производства разрабатывается в случае, если объектами подготовки являются относительно простые изделия и вся подготовка производства проводится на предприятии. Для контроля сроков выполнения ТПП на таком графике наносятся параллельные линии, отражающие фактическое выполнение тех или иных стадий и этапов работ с указанием процента их выполнения.
Ленточным графиком присущи следующие недостатки:
♦ невозможно показать взаимосвязь отдельных работ, поэтому трудно оценить значимость каждой отдельной работы для достижения конечной цели;
трудно отразить динамичность современных разработок, скорректировать весь график в связи с изменением сроков выполнения какой-либо работы, показать, как изменяются сроки завершения работ, что нужно сделать, чтобы не отодвинуть срок всей ТПП;
не отражается неопределенность, присущая НИР, ПКР, а также испытанию опытного образца.
При подготовке производства сложных изделий, особенно когда в разработке принимают участие значительное число различных организаций, согласование отдельных взаимосвязанных в определенной последовательности работ, их учет, контроль и регулирование на основе ленточного графика затруднительны.
Наиболее эффективным методом планирования и оперативного регулирования ТПП является метод сетевого планирования и управления (СПУ). Этот графоаналитический метод позволяет на основе системного подхода ко всем соисполнителям четко скоординировать весь комплекс работ технических, производственных и экономических подразделений, направленных на качественное и ускоренное выполнение заданий по ТПП. Применяемый в СПУ график представляет собой графическую модель комплекса работ, отражающую последовательность

Рис. 8.6. График комплектности хода технологической подготовки производства:
I — разработан маршрут; 2 — разработана технологическая карта; 3 — спроектировано и изготовлено оснащение; 4 — закончена отладка, процесс
принят целиком
и логическую взаимосвязь между работами. При построении сетевого графика предварительно составляют перечень событий и работ.
Работами
называют любые процессы, действия,
приводящие к достижению определенных
результатов (событий). Работы в СПУ
бывают действительные, т. е. требующие
затрат времени, и фиктивные (зависимости),
т. е. не требующие затрат времени. На
графике работа обозначается стрелкой
12
) , зависимость
— пунктирной стрелкой. Продолжительность
работы записывается на стрелке.
Событиями называют результаты произведенных работ. В отличие от работы, имеющей протяженность во времени, событие представляет собой только момент окончания работы. Каждое событие может быть отправным моментом для начала последующих работ. Обозначается событие кругом. Код работы формируется номерами начального i и
конечного у событий:
Любая последовательность работ в сетевом графике, в котором конечное событие одной работы совпадает с начальным событием следующей за ней работы, называется путем. В сетевом графике различают несколько видов путей:
от исходного события до завершающего (I-C) — полный путь;
от исходного события до данного (I- (i(j)) — путь, предшествующий данному событию;
от данного события до завершающего (i(j) - С) — путь, последующий за данным событием;
между двумя какими-либо промежуточными событиями (i, J) — путь между событиями i и j;
путь между исходным и завершающим событием, имеющий наибольшую продолжительность (I-C )— критический путь.
Правила построения сетевых графиков.
Не должно быть тупиковых событий, из которых не выходит ни одна работа.
Не должно быть хвостовых событий, в которые не входит ни одна работа.
Не должно быть замкнутых контуров.
Из одного и того же события могут входить и выходить много работ.
При построенини сетевого графика необходимо продумать следующие вопросы:
какие работы могут (должны) быть закончены прежде, чем можно начать другую работу?
какие работы можно вести параллельно с данной?
возможность начала каких работ зависит от завершения данной?
Первичная сеть строится на основе перечня событий и работ. Построение может производиться от исходного к завершающему событию или наоборот. По каждой работе сетевой модели определяется нормативное время ее выполнения, минимальная, максимальная и наиболее вероятная оценка времени.
К основным параметрам сети относятся: продолжительность критического пути, резервы времени событий, резервы времени работ.
Резерв времени событий Т — это такой промежуток времени, на который может быть отсрочено наступление этого события без нарушения сроков завершения разработки в целом. Определяется как разность между поздним и ранним сроками наступления события:

Критический путь проходит через события, имеющие нулевой резерв времени, и работы, у которых полный резерв времени равен нулю.
Полный резерв времени (работы) Тп определяется как разность между поздним сроком свершения конечного события, работы Тп, продолжительностью данной работы T и ранним сроком свершения события Т :
![]()
Свободный резерв времени работы Т равен
![]()
где
Т - максимальное время раннего срока
свершения j-го события:
![]()
Размещение значений расчетных параметров сетевой модели показано на рис. 8.7.
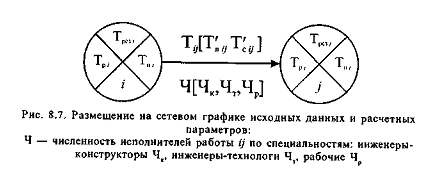
Важной особенностью СПУ является возможность заблаговременно предвидеть отклонения от плана, что дает руководителям резерв времени для разработки мероприятий по их локализации.
Оптимизация сетевого графика производится с применением математических методов и ЭВМ и направлена на сокращение продолжительности критического пути, на экономное расходование ресурсов, четкое разграничение ответственности между отдельными исполнителями и руководителями работ и предупреждение отставания в выполнении работ. Оптимизация сетевого графика производится путем:
разделения какой-либо работы на несколько работ, выполняемых параллельно;
перераспределения ресурсов, т. е. путем перевода части исполнителей с ненапряженных работ на работы критического пути, выполняемые параллельно с первыми работниками тех же специальностей;
изменения срока начала и окончания работ ненапряженных путей в пределах полного резерва.
Планирование процессов создания и освоения новой техники включает в себя составление сметы затрат, в которой расшифровываются и обосновываются необходимые затраты по соответствующим статьям. Для планирования себестоимости каждой темы, связанной с подготовкой производства новых изделий, смета составляется по калькуляционным статьям, а для планирования всей хозяйственной деятельности предприятия — по экономическим элементам.
8.8. НАПРАВЛЕНИЯ СОВЕРШЕНСТВОВАНИЯ ТЕХНИЧЕСКОЙ ПОДГОТОВКИ ПРОИЗВОДСТВА
Цикл от возникновения идеи до организации выпуска изделий потребителям не должен превышать трех лет даже для самых сложных образцов техники. Более длительные сроки приведут к тому, что новая техника морально устареет еще до начала ее серийного выпуска.
Для сокращения цикла СОНТ, повышения экономической эффективности создаваемой продукции главными направлениями являются интеграция конструкторско-технологнческих решений, унификация, нормализация, стандартизация и др.
1. Интеграция копструкторско-технологических решений (КТР) на всех стадиях проектирования. КТР представляет собой совокупность конструкционных элементов проектируемого изделия, изготовляемого из конкретных материалов, собираемого из определенных деталей, узлов, и конкретных технологических операций и процессов, обеспечивающих требования, предъявляемые к новому изделию.
При системе КТР конструктор трудится совместно с технологами и рабочими, что ликвидирует существующий барьер между конструированием, разработкой технологии и изготовлением новой продукции. Уменьшается при этом и число ошибок, поскольку каждый непосредственно остро чувствует свою персональную ответственность перед соисполнителями.
Методика разработки КТР предусматривает:
планирование структуры изделия и классификацию его составных элементов по конструктивным признакам с учетом стандартизации и унификации;
классификацию и системное упорядочение технологических процессов, оборудования и оснастки, обеспечивающих реализацию конструкций;
установление соответствия между конструкторским и типовым производственно-технологическим решениями;
синтез классификатора КТР, типовых для изделий данного вида;
разработку содержательной части массива КТР;
разработку методов поиска, оценки эффективности и оптимизации КТР при проектировании изделий для всех иерархических уровней.
На базе формирования и применения КТР осуществляется переход к технологически ориентированному проектированию новых изделий и больших технологических систем, банк данных которых используется в системах автоматизированного проектирования САПР.
2. Широкое примечете унификации, нормализации, стандартизации и типизации конструкторских, технологических и организационных решений. Конструкторская унификация представляет собой приведение продукции и ее элементов к единой форме, размерам, структуре.
Нормализация предполагает использование в конструкции изделия известных и ранее разработанных деталей — нормалей (болтов, гаек, шайб, винтов и т. п.), которые изготавливаются в широком ассортименте на специализированных заводах или в собственных цехах предприятия по имеющимся рабочим чертежам и технологическим процессам.
Унификация и нормализация являются базой агрегирования, т. е. создания изделий путем их компоновки из ограниченного числа унифицированных элементов и конструкционной преемственности. Таким образом, в конструкции нового изделия используются уже освоенные в производстве детали и сборочные единицы.
Стандартизация — это установление норм и требований к физическим и размерным величинам производимых изделий, полуфабрикатов, сырья и материалов. Эти нормы и требования оформляются в виде документов, называемых стандартами.
Обновление стандартов и технических условий должно происходить оперативно. Все большую роль должна играть так называемая опережающая стандартизация, позволяющая конструкторам учитывать при проектировании перспективные требования к изделиям ближайшего будущего.
Унификация и стандартизация технологического оснащения заключается в целесообразном ограничении конструктивных разновидностей оснастки и ее частей целесообразным минимумом. Наиболее широкое применение этого принципа заложено в использовании в мелкосерийном и единичном производстве универсально сборных приспособлений (УСП). УСП собираются из нормализованного комплекта взаимозаменяемых деталей. Используя эти детали, можно собрать приспособление средней сложности, затратив меньше одной смены, в то время как длительность разработки специального приспособления и его изготовления в 50 раз больше. После того как отпала необходимость в использовании данного УСП, оно разбирается, и его составные части могут быть применены для сборки других УСП.
Одной из форм стандартизации является типизация — сведение к целесообразному минимуму наиболее рациональных типов, видов, марок продукции, конструкций машин, оборудования, приборов и других изделий, а также технологических процессов. Например, типизация конструкции машин позволяет из большого количества определенных машин, узлов и агрегатов выбрать обладающие наилучшими эксплуатационными и экономическими качествами и на их базе организовать специализированное массовое или крупносерийное производство. Для типовых конструкций характерным является широкое применение стандартных и нормализованных агрегатов, узлов и деталей.
При выборе наилучшего варианта унификации оценка эффективности может быть проведена по обобщенному коэффициенту унификации и стандартизации:

где Ку — коэффициент унификации, равный отношению номенклатуры унифицированных элементов в конструкции ту, шт., ко всей номенклатуре типоразмеров элементов в конструкции т. шт.; Кс — коэффициент стандартизации, определяемый отношением номенклатуры стандартизованных элементов в конструкции тс, шт. к т, шт.
В среднем по машиностроению уровень унификации конструкций составляет 20 %. Использование в проектируемых изделиях до 70-80 % унифицированных и стандартных элементов конструкции сокращает цикл технической подготовки производства на 15-25 %.
Для создания новых конструкций изделий необходимо обеспечить максимально возможную производственную и эксплутационную технологичность конструкций. Производственная технологичность конструкции — это степень соответствия конструкции изделия оптимальным производственно-технологическим условиям его изготовления при заданном объеме выпуска. Эксплуатационная технологичность конструкций проявляется в сокращении затрат времени и средств на техническое обслуживание и ремонт изделий, зависящих от так называемой ремонтопригодности конструкции — ее приспособленности предупреждать, обнаруживать и устранять отказы и неисправности.
Повышение Ку с улучшает технологичность конструкции и приводит к снижению себестоимости. При принятии решений о целесообразном уровне унификации одним из основных учитываемых факторов является объем выпуска по модели, на базе которой она проводится, и соотношение постоянных и переменных затрат. Себестоимость снижается при увеличении объема выпуска элементов конструкции одного наименования, поскольку уменьшаются постоянные затраты, приходящиеся на единицу продукции, а в некоторых случаях, при более прогрессивной технологии, снижаются и переменные затраты.
3. Проведение многовариаитного сравнительного технико-экономического анализа, в том числе и функционально-стоимостного (ФСА ). ФСА — это технико-экономический метод нахождения по специальной программе резервов снижения затрат на производство и эксплуатацию продукции путем исследования основных и вспомогательных функций объекта анализа и инженерного поиска наиболее экономичных технических решений их осуществления.
Важнейший этап в методике ФСА — работа с функциями и их анализ. Функция с позиции ФСА — это действие (воздействие), которое должен (может) выполнять анализируемый объект.
Анализируемыми объектами ФСА могут быть изделия, процессы, структуры, а также их составные части. Для реализации ФСА необходимо ответить на следующие вопросы:
Что представляет собой объект?
Какую точно функцию он выполняет?
Каковы фактические затраты на реализацию этой функции?
Каковы максимально допустимые затраты на реализацию этой функции?
Что другое может сделать «это» более экономичным?
Сколько «это» будет стоить?
Рассматривая ФСА как процесс совершенствования конкретного объекта, выделяют семь последовательных этапов выполнения работ: подготовительный, информационный, аналитический, творческий, исследовательский, рекомендательный, этап внедрения. Каждый из этапов в свою очередь состоит из работ и процедур, которые в совокупности представлены в рабочем плане ФСА.
ФСА продолжает и развивает многие положения традиционного технико-экономического анализа, использует достижения ряда научных дисциплин, моделирования, теории принятия решений, теории систем, программирования и др. Главным в методике ФСА, определяющим его сущность, являются:
функциональный подход к объекту анализа; стоимостная оценка установленных функций; минимизация стоимости функций на основе коллективного поиска нового, более экономичного варианта осуществления каждой необходимой функции.
С помощью ФСА установлено, что только от 20 до 30 % стоимости любой технической системы (станка, узла, техпроцесса) и организационной системы идет на выполнение ее основных функций, связанных с удовлетворением потребностей. Примерно половина затрат на систему (объежт) идет на выполнение различных вспомогательных функций, а 5-12 % стоимости объекта являются вообще не нужными, ибо не связаны ни с какими требуемыми функциями.
4. Автоматизация конструкторских и технологических работ, использование систем автоматизированного проектирования САПР и моделирование процессов СОИ Т. В суммарных затратах технической подготовки производства большой удельный вес занимают различные расчеты, вычисления, выполнение графической части проекта, часто носящие рутинный характер. Например, для подготовки производства легкового автомобиля нужно выполнить до 10 тыс. рабочих чертежей.
Для повышения производительности конструкторского и технологического труда необходима их всеобщая компьютеризация, а также использование различных средств механизации и автоматизации, например автоматических графопостроителей, шаблонов, приборов, преобразующих ортогональные проекции в аксонометрические и перспективные, эффективной копировально-множительной техники для размножения конструкторской и технологической документации и др.
Использование компьютеров ставит на более высокую ступень информационно-поисковое обслуживание конструкторов и технологов, отбор необходимых информационных материалов, чертежей, стандартов, патентов, а также работы, связанные с хранением, учетом, поиском и размножением документации. В процессе создания и освоения новой техники они перестраивают существующую систему организации, планирования, учета и отчетности по подготовке производства на научной основе с применением современных математических методов.
Главная роль компьютеров в этих работах заключается в возможности качественно нового подхода к вопросу оптимизации конструкций изделий и технологических процессов, основанного на многовариантном решении задач в процессе проектирования.
Важное направление эффективности ТПП — создание и использование автоматизированных систем АСТПП, являющихся подсистемой АСУП.
АСТПП состоит из функциональных систем, выделенных в соответствии с задачами, решаемыми в процессе технологической подготовки производства:
системы автоматизированного проектирования технологических процессов (САПРТП);
системы автоматизированного проектирования технологического оснащения (САПРТО);
системы автоматизированного проектирования производственных подразделений (САПРОП);
системы управления ТПП (АСУ ТПП).
5. Интеграция подготовки производства с маркетинговыми исследованиями. Производство новой продукции — наиболее рискованная область деятельности. Около 20 % новой продукции производственного назначения и 40 % потребительских товаров-новинок, выведенных на рынок, терпят неудачу. В связи с этим особое значение должно быть уделено интеграции подготовки производства с маркетинговыми исследованиями.
Маркетинговые исследования должны проводиться на всех стадиях жизненного цикла продукции.
Основные функции маркетинга заключаются в координации научно-исследовательских и опытно-конструкторских работ, комплексном исследовании рынка сбыта, сервиса, формировании спроса и стимулирования сбыта для достижения главной цели — завоевания возможно большей доли рынка и продления жизненного цикла продукции.
Потребность в усилении связи технической подготовки производства с маркетинговыми исследованиями вызвана также необходимостью прогнозирования масштабов выпуска новой продукции в условиях рынка. При этом новизна продукции должна рассматриваться по отношению к новой потребности, к новому потребителю, к старому товару и к новому рынку.
От качественного и эффективного проведения маркетинговых исследований зависят конечные результаты ТПП, выражающиеся в продолжительности жизненного цикла продукции. Известно, что ошибка «ценой» в 1 %, допущенная в результатах проведенных НИР вызывает лавинообразное нарастание потерь = 10 % в ТПП, 100 % — в производстве и 1000 % — в эксплуатации.
Это обусловливает необходимость проведения после ТПП перед полномасштабным производством пробного маркетинга, в результате которого окончательно определяется положение товара на рынке и отношение к нему потребителя (см. рис. 8.2).
При переходе к выпуску новой продукции основные затраты приходятся не на научные исследования, которые занимают не более 10 % суммарных затрат, а на техническую подготовку производства и организацию сбыта — от 70 до 90 %. Кроме того, стремление сократить сроки и затраты на ТПП не должны привести к созданию конструкций низкого качества. Иначе это требует многочисленных доработок в процессе освоения новой продукции и, как следствие, быстрого снятия такой продукции с производства. Хотя при производстве новых товаров в краткосрочном периоде ухудшаются экономические показатели работы предприятия, поскольку увеличиваются издержки и нарушается ритмичность производства, в долгосрочном периоде существует прямая зависимость между финансовой устойчивостью предприятия и его инновационной деятельностью.
8.8. ОРГАНИЗАЦИЯ ПРОМЫШЛЕННОГО ОСВОЕНИЯ НОВОЙ ПРОДУКЦИИ
Необходимым этапом подготовки производства является освоение новой продукции, представляющей собой совокупность разнообразных процессов и работ, в процессе которых осуществляются проверка и отработка конструкций и технологии до установленных технических требований, освоение новых форм организации производства. Во время освоения новой продукции достигаются плановые объемы производства, намеченные экономические показатели и технико-экономические параметры выпускаемой продукции.
Период освоения новой продукции начинается с изготовления опытного образца и завершается серийным производством продукции.
Промышленное производство характеризуется большим разнообразием применяемых методов и этапов освоения новых видов продукции (рис. 8.8).
Каждому этапу освоения соответствует определенное содержание работ, зависящее от различных производственных и организационно- экономических условий на данном предприятии.
Выверка новой конструкции представляет собой совокупность работ по проверке, отладке и доводке конструкции изделия и технологии ее изготовления с внесением необходимых уточнений и изменений в целях достижения требований, зафиксированных в технической документации на изделие.
Наладка производства предусматривает переход от опытного производства к серийному (массовому). Осуществляется внедрение разработанных технологических процессов, форм организации производства и труда, проводится работа по стабилизации качества изготовления деталей и сборочных единиц.
В период достижения проектных экономических показателей выполняются работы, связанные с доведением норм расхода материальных ресурсов, трудоемкости, себестоимости и других экономических показателей до проектного уровня за счет роста квалификации рабочих, повышения уровня оснащенности, снижения потерь от брака.
В процессе освоения выпуска новых видов продукции выделяют техническое, производственное и экономическое освоение.
Началом технического освоения считается получение производственным подразделением технической документации и опытного образца изделия одновременно с заданием приступить к его промышленному изготовлению, а окончанием — достижение технических параметров конструкции, определенных стандартом или техническими условиями.
Рис.
8.8. Периоды освоения промышленного
производства новой продукции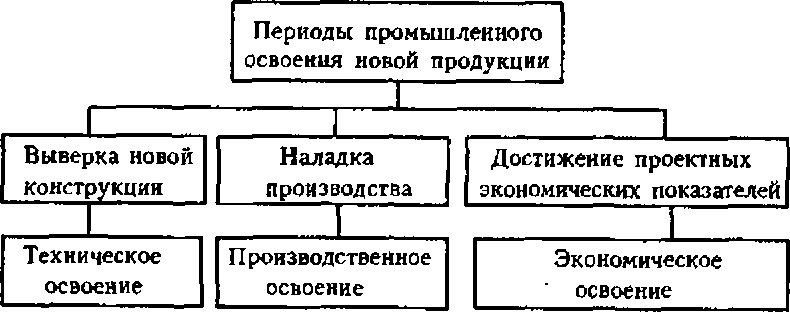
Производственное освоение осуществляется в процессе наладки производства и завершается в условиях, когда все производственные звенья предприятия обеспечивают выполнение установленных объемов выпуска продукции при заданном качестве и необходимой устойчивости производства. В период производственного освоения устраняются «узкие» места, рабочие в полной мере осваивают трудовые операции, стабилизируется загрузка оборудования и рабочей силы.
Экономическое освоение производства новой продукции предполагает достижение основных проектных экономических показателей выпуска изделий. Как правило, затраты на производство первых изделий в несколько раз превышают затраты на серийно выпускаемую продукцию. В последующем происходит резкое снижение этих затрат. Однако с течением времени темпы снижения замедляются и затем становятся незначительными.
Наглядное представление о характере изменения расходов на различных этапах создания новой техники дает график изменения затрат на стадиях подготовки производства и освоения новой продукции. Характер наращивания расходов, связанных с технической подготовкой производства, отнесенных к одному изделию (участок OD), а также характер снижения себестоимости на стадии освоения (участок DE) показаны на рис. 8.9. Расходы на конструкторскую подготовку производства Рк и п до точки А растут постепенно, а затем происходит их более энергичное наращивание, связанное с большими объемами работ на стадии технологической подготовки. Суммарные расходы на конструкторскую и технологическую подготовку производства Я. t на одно изделие показаны в точке В. Организационная подготовка требует увеличения затрат на материальное обеспечение нового производства, связанное с закупкой специального оборудования, созданием заделов, перепланировку цехов, создание транспортных систем и т. д. Завершение этапа (точка D) характеризуется суммарными затратами на подготовку производства Рт л .
В случае полного и высококачественного проведения технической подготовки производства освоение начинается (точка D) с относительно невысокой начальной себестоимости осваиваемой продукции S. Снижение себестоимости идет по пологой кривой Кж, и плановая себестоимость (точка Е) достигается относительно быстро. Период освоения пропорционален отрезку DE.
При неправильно организованной и спланированной подготовке производства имеет место преждевременное начало освоения (точка С), если подготовка еще полностью не завершена, оснащение и оборудование не готовы, а конструкторская подготовка выполнена на недостаточно высоком уровне. В результате начальная себестоимость S' оказывается выше S. Кроме того, наблюдаются резкие колебания себестоимости, соответствующие внесению конструкторских изменений. Кривая освоения характеризуется линией К' Плановая себестоимость в этом случае достигается не в точке D, а позже. Период освоения растягивается. Он пропорционален отрезку CF.
Тенденция снижения себестоимости при освоении производства новой продукции носит, как правило, устойчивый характер, причем объем выпуска является важнейшим фактором ее снижения.
Факторами, определяющими время освоения, являются новизна и сложность изделия, степень обработки технической документации, уровень оснащения, социально-психологический уровень коллектива и т. д. Задача состоит в том, чтобы учесть влияние этих факторов на длительность периода освоения и обеспечить создание необходимых условий по его сокращению.
Существуют две основные формы перехода на выпуск изделий: с остановкой и без остановки производства. В каждой из этих форм выделяются последовательный, параллельный и параллельно-последовательный методы. На выбор метода перехода влияют следующие факторы:
♦ технический уровень осваиваемой продукции, ее отличие от снимаемой с производства;
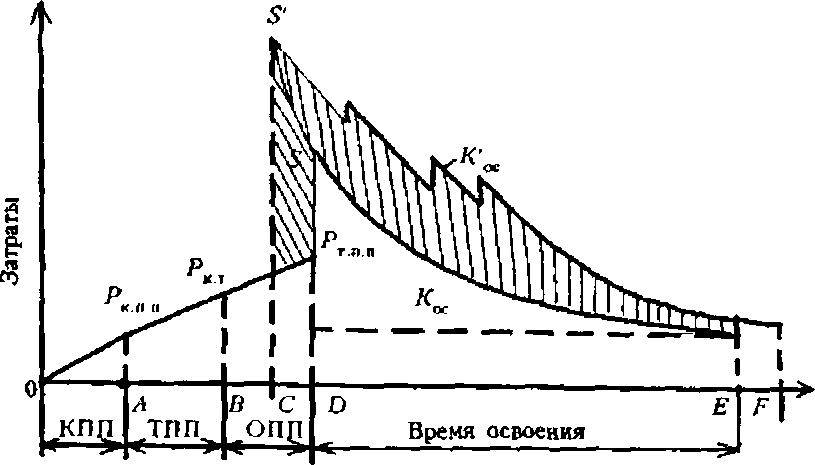
Рис. 8.9. График изменения затрат на стадиях подготовки производства и освоения новой продукции
организационно-технические условия производства: наличие резервных производственных мощностей и площадей, использование стандартных решений в Проектных работах;
организация и планирование технической подготовки производства.
Последовательный метод перехода характеризуется тем, что производство новой продукции начинается после полного прекращения выпуска продукции, снимаемой с производства.
Выделяют прерывно-последовательный и непрерывно-последовательный варианты этого метода. При прерывно-последовательном методе после прекращения выпуска старого изделия С на тех же производственных площадях выполняются работы по перепланировке и монтажу технологического оборудования и транспортных средств, а по их завершении начинается освоение производства нового изделия Н (рис. 8. 10, а). Продолжительность этих работ и определяет величину времени остановки производства — ∆T", в течение которого отсутствует выпуск как новых, так и старых изделий. Это самый неэффективный вариант перехода, так как потери в суммарном выпуске продукции здесь самые высокие. Их долго не удается компенсировать, что не позволяет использовать прерывно-последовательный метод в практике освоения новых изделий.
Непрерывно-последовательный вариант последовательного метода характеризуется тем, что выпуск осваиваемого изделия начинается сразу же после прекращения выпуска изделия, снимаемого с производства, т. е. ∆T= 0 (рис. 8. 10, б). Хотя при этом варианте и возникают потери
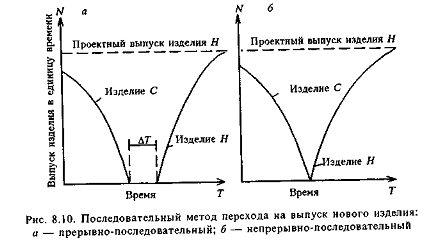
в суммарном выпуске изделий, но они могут быть сведены к минимуму за счет высоких темпов нарастания выпуска осваиваемого изделия. Здесь требуется высокая степень законченности работ по технологической подготовке производства нового изделия к началу его освоения.
Параллельный метод перехода характеризуется тем, что одновременно с сокращением объемов производства старой продукции происходит нарастание выпуска новой. Продолжительность времени совмещения выпуска снимаемой с производства продукции и вновь осваиваемой может быть различной. Этот метод наиболее часто применяется в машиностроении как в массовом, так и в серийном производстве.
Основное его преимущество по сравнению с последовательным методом состоит в том, что удается значительно сократить потери в суммарном выпуске продукции при освоении нового изделия. Применяются разнообразные варианты параллельного метода, различающиеся величинами отрезка ДГ, в течение которого совмещается выпуск старого и нового изделия, темпом нарастания выпуска нового и свертывания старого изделия, количеством дополнительных производственных площадей, оборудования. Один из вариантов параллельного метода характеризуется тем, что суммарный выпуск изделий остается неизменным (рис. 8.11, в), во всяком случае не уменьшается (линия СН на рис. 8.11 характеризует суммарный выпуск продукции). Это предпочтительный вариант, поскольку он позволяет предприятию сохранить за период освоения равномерный выпуск продукции. Этот вариант требует, как правило, дополнительных производственных рабочих, так как трудоемкость осваиваемых изделий выше, чем снимаемых с производства, а также увеличения производственной мощности предприятия. Он широко применяется в условиях массового производства, особенно при реконструкции предприятия. Если же компенсировать повышенную трудоемкость невозможно, дополнительных мощностей нет, предпочтительнее вариант параллельного метода, при котором суммарный выпуск продукции несколько снижается в период освоения нового изделия (рис. 8.11, б). При высоком уровне унификации заменяемого и осваиваемого изделий во многих случаях вообще удается избежать снижения суммарного выпуска.
В условиях массового производства широко применяются параллельно-поэтапный вариант параллельного метода. Процесс обновления выпускаемой продукции выполняется в несколько этапов, в ходе которых осваивается выпуск так называемых переходных моделей П, отличающихся от предшествующей модели конструкций отдельных узлов и агрегатов. На каждом из этапов происходит обновление не конечной продукции предприятия, а только отдельных ее составных элементов (рис. 8.12). Преимущество этого варианта в том, что благодаря ему удается избежать коренной реконструкции предприятия, обеспечить на каждом из этапов равномерный выпуск продукции, снизить затраты на освоение производства. Однако процесс обновления выпускаемых изделий при этом растягивается, что может привести к преждевременному моральному старению новой техники.
При параллельно-последовательном методе перехода (рис. 8.13) на предприятии создаются дополнительные мощности, на которых начинается освоение нового изделия. Отрабатываются технологические процессы, проводится квалификационная подготовка персонала, организуется выпуск первых партий новой продукции. В этот начальный период освоения в основном производстве продолжается выпуск изделий, подлежащих замене. После завершения начального периода освоения происходит кратковременная остановка как в основном производстве, так
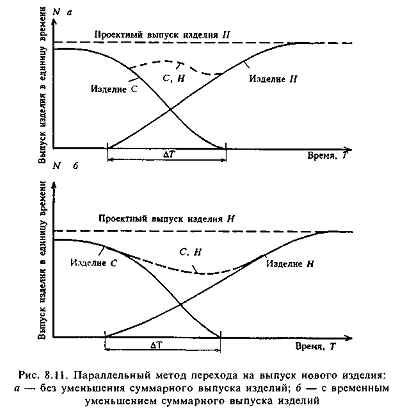
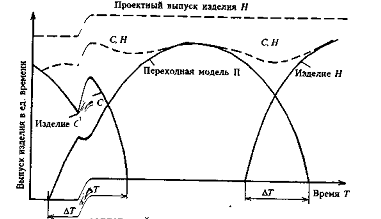
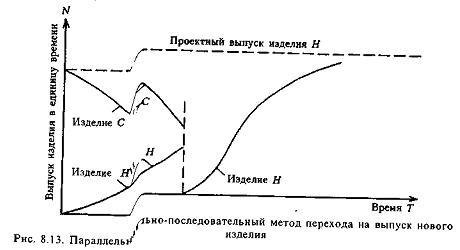
Недостатком этого метода являются очевидные потери в суммарном выпуске продукции за время остановки производства и в начале последующего периода освоения нового изделия в цехах. Кроме того, требуются дополнительные площади для организации временных участков. Однако проведение начального этапа освоения на дополнительных участках позволяет обеспечить высокие темпы нарастания выпуска нового изделия.
Задания для самостоятельной работы
]. Укажите цели технической подготовки производства новой продукции для предприятий, работающих в условиях рынка.
Назовите этапы научно-технической подготовки производства на предприятиях машиностроения.
Расскажите о стадиях конструкторской подготовки производства.
В чем различие стадий технологической подготовки для различных типов производства?
Какими показателями оценивается выбор вариантов технологии и как они рассчитываются?
Какие параметры устанавливают и определяют функциональные подразделения предприятия на этапе оргаиизационно-зкономической подготовки производства?
Что означает эргономика и где учитываются ее требования и показатели?
Объясните основные направления ускорения ТПП.
Охарактеризуйте периоды освоения промышленного производства новой продукции.
Проанализируйте изменение затрат на различных стадиях подготовки производства и освоения новой продукции на конкретном примере.
Какие вы знаете методы перехода на выпуск новых видов продукции? В чем их преимущество и недостатки? Какие факторы оказывают влияние на выбор метода?
Тесты
На какие две части можно разделить подготовку производства?
а) на цикл научных исследований и техническую подготовку производства;
б) на проектно-конструкторскую и техническую подготовку производства;
в) на цикл научных исследований и технологическую подготовку производства;
г) на гсроектно-конструкторскую и организационно-материальную подготовку производства.
Подготовка производства — это:
а) научные исследования и разработки, связанные с теоретическим обоснованием основных закономерностей технического прогресса;
б) деятельность коллективов по разработке и реализации в производстве инноваций;
в) деятельность коллективов по реализации фундаментальных и поисковых научных исследований в производстве;
г) деятельность коллективов по перевооружению и реконструкции предприятий.
Дать понятие технической подготовки производства.
(Варианты ответа см. к гесту 2.)
Что является содержанием научно-исследовательской стадии подготовки производства?
(Варианты ответа см. к тесту 2.)
Что не включает техническая подготовка производства?
а) бизиес-планировакие продукта;
б) организацию и планирование работ по технической подготовке производства изделий;
в) создание и внедрение новых и совершенствование ранее освоенных видов продукции;
г) проектирование и внедрение новых и совершенствование действующих технологических процессов.
Какой этап не включается в техническую подготовку производства?
а) проектно-конструкторский;
б) технологический;
в) организационно-экономический;
г) социологический.
Перечислить все этапы работ проектпо-конструкторской подготовки производства:
а) техническое задание, технические требования, зскизный проект, опытный образец, рабочая документация;
б) техническое задание, технические решения, рабочая документация, опытный образец, установочная серия, приемочные испытания;
в) техническое задание, техническое предложение, эскизный проект, технический проект, рабочая документация;
г) техническое задание, технические условия, эскизный проект, приемочные испытания.
Содержанием проектао-кокструкторской подготовки производства является:
а) выбор заготовок, разработка межцехового маршрута движения деталей, проектирование средств механизации и автоматизации, разработка технологического оснащения производства;
б) проектирование новой продукции и модернизация ранее производившейся, разработка проекта реконструкции и перевооружения предприятия;
в) обеспечение нужным составом оборудования и инструмента, подготовка кадров, проектирование организации и обслуживания рабочих мест, расчет нормативов;
г) проектирование организации и обслуживания рабочих мест.
Что является содержанием технологической подготовки производства?
(Варианты ответа см. к тесту 8.)
Что является содержанием организационно-экономической подготовки производства?
(Варианты ответа см. к тесту 8.)
1). Техническое предложение проектно-конструкторской подготовки производства содержит:
а) окончательные технические решения, которые дают полное представление об устройстве проектируемого изделия и исходные данные для разработки рабочей документации;
б) технические и технико-экономические данные о целесообразности разработки изделия, а также различные варианты возможных решений;
в) принципиальные конструктивные решения, которые дают общее представление об устройстве и принципе работы изделия, а также содержат данные, определяющие назначение, параметры и габаритные размеры изделия;
г) чертежи всех деталей сборочных единиц; схемы сборочных единиц, комплектов; спецификации, технические условия; документы, регламентирующие условия эксплуатации и ремонта машин.
Что содержит эскизный проект?
(Варианты ответа см. к тесту 11.)
Что содержит технический проект?
(Варианты ответа см. к тесту П.)
Что содержит конструкторская рабочая документация?
(Варианты ответа см. к тесту 11.)
Процесс отработки конструкции новой техники и оформления документации установившегося серийного или массового производства завершается:
а) изготовлением и испытанием опытного образца;
б) сдачей опытного образца приемочной комиссии;
в) изготовлением и испытанием установочной серии;
г) сдачей установочной серии приемочной комиссии.
К целям эргономики относятся:
а) комфорт, качество, непрерывность;
б) безопасность, гибкость, качество;
в) эффективность, непрерывность, гибкость;
г) безопасность, эффективность, комфорт.
Какие показатели входят в состав эргономики?
а) психофизиологические, технические, гигиенические, физиологические, экономические;
б) гигиенические, психологические, экономические, технические, социальные;
в) психологические, экономические, социальные, физиологические, антропометрические;
г) антропометрические, психофизиологические, психологические, физиологические, гигиенические.
Какая технология разрабатывается в индивидуальном и мелкосерийном производствах?
а) маршрутная;
б) маршрутная, затем пооперационная;
в) индивидуальная, затем маршрутная;
г) индивидуальная.
Какая технология разрабатывается в серийном и массовом производствах?
(Варианты ответа см. к гесту 18.)
Что представляет собой маршрутная технология?
а) последовательность выполнения основных операций и закрепление их в цехах за определенными группами оборудования;
б) последовательность выполнения основных и вспомогательных операций и определение штучного времени;
в) последовательность выполнения основных, вспомогательных, контрольных и транспортных операций;
г) последовательность выполнения основных операций и разработка типовых процессов.
Что является основным критерием при выборе технологии изготовления новых изделий?
а) прибыль;
б) выручка от реализации;
в) полная себестоимость;
г) технологическая себестоимость.
Под технологической себестоимостью понимается сумма:
а) издержек на производство и реализацию новой продукции;
б) издержек, непосредственно связанных с данным технологическим процессом;
в) издержек на производство новой продукции;
г) переменных издержек, непосредственно связанных с данным технологическим процессом.
23. Технологическая себестоимость С определяется по формуле;
где а — удельные переменные издержки; в — постоянные издержки; П — годовой выпуск продукции.
24.Критическая программ П( определяется по формуле

где 6 — постоянные издержки, не зависящие от варианта технологии; br bz — постоянные издержки первого и второго вариантов технологий соответственно; а1 а2 — удельные переменные издержки первого и второго вариантов соответственно.
25.Что понимается под критической программой?
а) объем выпуска продукции, при котором себестоимость и выручка равны;
б) объем выпуска продукции, при котором у двух вариантов технологического процесса прибыль равна нулю;
в) объем выпуска продукции, при котором два варианта технологического процесса одинаково эффективны;
г) объем выпуска продукции, при котором постоянные и переменные издержки равлы.
26.Какие детали, входящие в конструкцию новой машины, приняты за условные?
а) унифицированные;
б) нормализованные;
в) покупные;
г) оригинальные.
27Какого метода перехода на выпуск новых изделий не существует?
а) последовательно-поэтапного;
б) непрерывно-последовательного;
в) параллельно-поэтапного;
г) параллельного;
д) параллельно-последовательного.
28.При последовательном методе перехода на выпуск новых изделий:
а) одновременно с сокращением объемов производства старой продукции происходит нарастание выпуска новой;
б) производство новой продукции начинается после полного прекращения выпуска старой;
в) проведение начального этапа освоения осуществляется на дополнительных участках, после кратковременной остановки в цехах основного производства организуется производство новой продукции;
г) на каждом из этапов происходит обновление отдельных составных элементов продукции.
29.Охарактеризовать параллельный метод перехода на выпуск новых изделий.
(Варианты ответа см. к тесту 28.)
30.Охарактеризовать параллельно-поэтапный метод перехода на выпуск новых изделий.
(Варианты ответа см. к тесту 28.)
31.Охарактеризовать параллельно-последовательный метод перехода на выпуск новых изделий.
(Варианты ответа см. к тесту 28.)
32.Трудоемкость проектирования вновь создаваемой продукции Т определяется по формуле:

где t — трудоемкость проектирования в нормо-часах иа одну условную единицу продукции; к— коэффициент, учитывающий степень сложности конструкции; кп — коэффициент, учитывающий степень новизны изделия; ка — коэффициент приведения деталей, входящих в конструкцию, к оригинальным деталям; Пy — количество условных деталей.
33.Что ликвидирует барьер между конструированием, разработкой технологии н изготовлением новой техники?
а) функциональный подход к проектированию;
б) интеграция конструкторско-технологических решений;
в) типизация технологических процессов;
г)применение унифицированных деталей и сборочных единиц
Задача 8.1. Определить трудоемкость и срок проектирования машины, которая по степени новизны относится к принципиально новым машинам, а по степени сложности конструкции — к группе Г, Машина включает 750 оригинальных деталей, 100 — унифицированных, 150 — нормализованных и 50 — заимствованных. Трудоемкость проектирования на одну условную деталь равна 9,7 н/ч. Численность проектировщиков, работающих в одну смену с коэффициентом выполнения норм 1,1, — 3 человека.
Задача 8.2. Определить, при каком объеме производства продукции первый вариант технологии эффективнее второго. Сравнительные показатели по двум технологиям приведены в табл. 8.1.
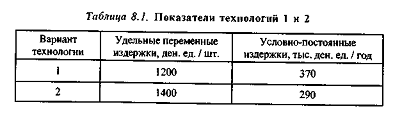
Задача 8.3. Рассчитайте трудоемкость отдельных этапов конструкторской подготовки и составьте календарный график с учетом того, что работа должна быть закончена в 4 месяца. Количество исполнителей принять самостоятельно. Исходные данные приведены в табл. 8.2.
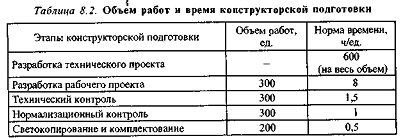
Задача-ситуация 8.4. Выбрать оптимальный вариант технологического процесса фотолитографии с годовым объемом производства 2500 шт. Исходные данные приведены в табл. 8.3.
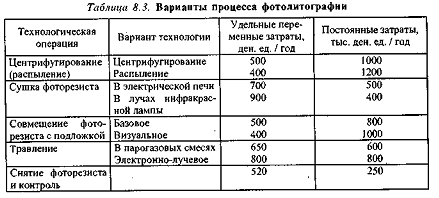
Для решения ситуации построить граф выбора оптимального варианта технологии. Построить к проанализировать графики сопоставления вариантов технологического процесса по каждой операции.
Задача-ситуация 8.5. Выбрать оптимальный вариант технологического процесса изготовления тонкопленочных микросхем в количестве 100 ООО шт. за год на основе данных табл. 8.4.
Для решения ситуации заполнить матрицу с рассчитанными технологическими себестоимостями выполнения операций для различных состояний.
Задача-ситуация 8.6. На производстве осваивается изделие А2 вместо снимаемого А1. Достигнутый предприятием выпуск изделия А! — 500 шт. в месяц. Проектный выпуск изделия А2 — 600 шт. в месяц. На предприятии имеются резервные участки, позволяющие начать выпуск изделия А2 одновременно с сокращением выпуска изделия А1, при этом возможно свести время краткосрочной остановки производства до 0,5 месяца. Изготовление единицы изделия

А1 приносит предприятию прибыль в размере 160 тыс. ден. ед., изделия А2 — 200 тыс. ден. ед.
Оценить экономическую целесообразность использования параллельного либо параллельно-последовательного метода освоения нового вида продукции. Исходные данные по вариантам приведены в табл. 8.5.
Для оценки ситуации построить графики перехода для каждого из методов, по которым определить срок достижения проектного выпуска изделия А2. Определить экономический эффект от выгодного перехода.
Задача-ситуация 8.7. На предприятии планируется освоение нового изделия А2 взамен снимаемого с производства изделия AI. Достигнутый месячный объем выпуска изделия А1 — 1750 шт./мес., проектный выпуск изделия А2 — 2250 шт./мес. Изготовление единицы изделия А2 принесет предприятию прибыль 86 тыс, р., а изделия А1 — 70 тыс. р. прибыли.
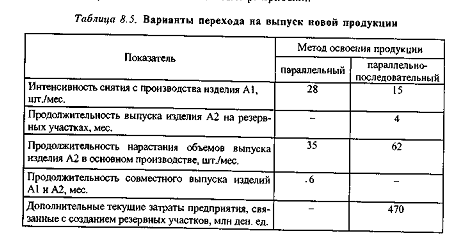
Рассмотреть два возможных варианта перехода на выпуск новых изделий: параллельный и непрерывно-последовательный.
Исходные данные по вариантам приведены в табл. 8.6. Построить графики перехода для каждого варианта, определить экономичный метод перехода для предприятия.
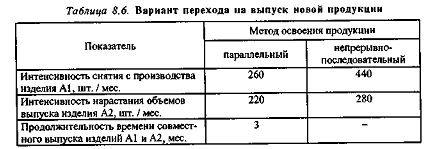
Задача 8.8. Рассчитать параметры сетевого графика непосредственно на графике и табличным методом.
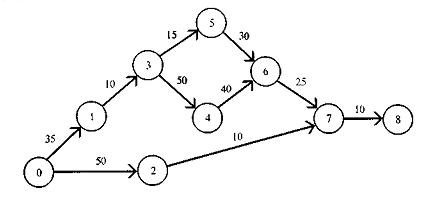
Глава 9 организация инструментального хозяйства
9.1. Состав, задачи и структура организация управления инструментальным хозяйством
Современные промышленные предприятия характеризуются значительным удельным весом механического труда. На них используется множество различных видов инструмента и технологическом оснастки1, число наименований которых на крупных машиностроительных предприятиях доходит до нескольких десятков тысяч. Запас инструмента в денежном выражении может составлять до 40 % от общей суммы оборотных средств. Поэтому работа цехов, участков и рабочих мест зависит от своевременного обеспечения их различным инструментом. От качества и стойкости применяемого инструмента зависят использование материальных ресурсов, производительность труда, себестоимость продукции и другие показатели.
Инструментальное хозяйство — это совокупность общезаводских и цеховых подразделений предприятия (отделов, групп, цехов, участков), занятых определением потребности, приобретением, проектированием, изготовлением, ремонтом и восстановлением инструмента к оснастки, ее учетом, хранением, выдачей в цехи и на рабочие места, техническим надзором.
Инструментальное хозяйство предприятия состоит из следующих подразделений:
1) инструментальный отдел — занимается определением потребности в инструменте, устанавливает нормы его износа, расхода и за-
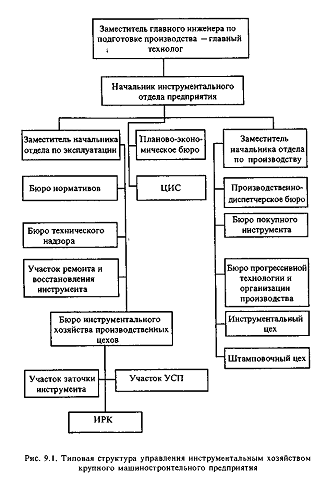
паса, составляет график производства инструмента, организует его ремонт, осуществляет технический надзор за его эксплуатацией и руководит всеми инструментальными службами;
инструментальный цех — осуществляет изготовление (при необходимости ремонт и восстановление) инструмента;
центральный инструментальный склад (ЦИС) — осуществляет прием, хранение, подготовку и выдачу инструмента в инструментально-раздаточные кладовые;
цеховые ни струм ентал ъио-раздапзочные кладовые (ИРК) — получают инструмент из ЦИСа, осуществляют его хранение, выдачу на рабочие места, в заточку и ремонт;
база восстановления инструмента — занимается сортировкой и восстановлением инструмента;
ремонтные отделения (базы, участки) в цехах;
заточные отделения в цехах.
Основными задачами инструментального хозяйства являются:
своевременное снабжение участков и рабочих мест необходимым инструментом;
своевременный ремонт, восстановление и заточка инструмента;
повышение качества инструмента и его рациональная эксплуатация;
снижение затрат на приобретение, изготовление, хранение и эксплуатацию инструмента.
На предприятиях используются следующие формы организации инструментального хозяйства:
централизованная;
децентрализованная;
смешанная.
При централизованной форме создается инструментальный отдел предприятия, который руководит всеми инструментальными службами предприятия. В его состав входит инструментальный цех, изготавливающий инструмент для всех подразделений предприятия. При децентрализованной форме каждый цех предприятия самостоятельно обеспечивает свое производство необходимым инструментом. При смешанной форме организации происходит перераспределение работ между подразделениями инструментального хозяйства; изготовление инструмента осуществляет инструментальный цех, его хранение и распределение — ЦИС, а ремонт и восстановление — цехи основного и вспомогательного производства.
Структура и функции органов управления инструментальным хозяйством определяются типом, характером и масштабом производства. Типовая структура управления инструментальным хозяйством крупного машиностроительного предприятия приведена на рис. 9.1.
Структура органов управления инструментальным хозяйством на средних и малых предприятиях имеет существенные различия. Во-первых, сокращается количество подразделений с соответствующим расширением функции каждого подразделения. Во-вторых, происходит передача некоторых функций другим подразделениям предприятия — отделу главного технолога, отделу снабжения, аппарату инструментального цеха и т. п. Органы управления инструментальным хозяйством в зависимости от численности работающих в инструментальном хозяйстве приведены в табл. 9.1.
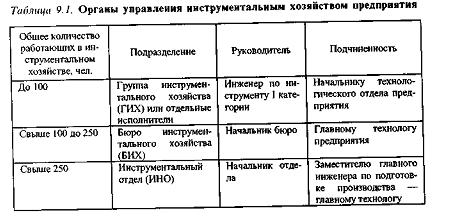
9.2. КЛАССИФИКАЦИЯ И ИНДЕКСАЦИЯ ИНСТРУМЕНТА
Весь инструмент на предприятии классифицируется на определенные группы по следующим характерным признакам: по назначению:
рабочий (осуществляется производственный процесс); вспомогательный (связан с обслуживанием рабочих мест); измерительный (служит для определения свойств и размеров продукции);
приспособления — устройства для закрепления продукции на рабочем месте;
по характеру использования:
специальный (используется на конкретной операции только для определенных изделий);
нормальный (для определенных работ независимо от вида изделий (обычно изготавливается на специальных заводах);
по виду обработки (операции):
литейный, кузнечный, станочный (механическая обработка), сборочный и т. п.;
по виду оборудовать, на котором применяется инструмент: токарный, сверлийный, фрезерный и т. д.; по десятичной системе:
весь инструмент разбирается на 10 групп, группа — на 10 подгрупп, подгруппа — на 10 видов, каждый вид — на 10 разновидностей и т. д. При этом первая цифра обозначает класс инструмента, вторая — подкласс, третья — группу и т. д.
Индексация состоит в присвоении каждому типоразмеру инструмента условного обозначения — шифра, образуемого по специальной системе, соответствующей принятой классификации.
Пример классификации инструмента по десятичной системе приведен в табл. 9.2.
Как видно из табл. 9.2, совмещенному двойному штампу для вырубки статорных листов электродвигателя присвоен индекс 517-34- 06. (Последние две цифры указывают порядковый номер штампа в регистрационном журнале.)

Такая классификация способствует рациональной организации учета и обращения инструмента, упрощает систему планирования, комплектования, хранения и выдачи инструмента на рабочие места, облегчает работу по стандартизации его производства, ремонта и восстановления.
9.3. ОПРЕДЕЛЕНИЕ ПОТРЕБНОСТИ В ИНСТРУМЕНТЕ
Общая потребность в инструменте определяется исходя из его расхода, необходимого для планового выпуска продукции и изменения оборотного фонда инструмента:
где Ио — общая потребность в инструменте на плановый период (год), шт.; Р — расход инструмента на плановую программу выпуска продукции, шт.; Oi( — норматив оборотного фонда инструмента, т. е. нормативная величина запаса инструмента на конец планового периода, шт.; Оф — фактическое наличие оборотного фонда инструмента, т. е. фактическая величина запаса на начало планового периода, шт.
Планирование потребности в инструменте начинается с выявления его номенклатуры, необходимой для выполнения заданной производственной программы.
Номенклатура специального инструмента устанавливается по картам технологических процессов, универсального инструмента в серийном и массовом производстве — по картам применяемости инструмента, а в единичном и мелкосерийном — по картам типового оснащения инструментом рабочих мест. В этих картах указывается процент применения каждого ввда инструмента, т. е. удельный вес машинного времени обработки данным видом инструмента в общем машинном времени работы станка.
Расчет расхода инструмента. В практике предприятий применяются статистические и нормативные методы расчета.
При первом методе расход инструмента на плановый год определяется сначала суммарно в денежном выражении на 1000 р. валовой продукции. Для этого по данным бухгалтерского учета определяется фактический расход инструмента, приходящийся на 1000 р. валовой продукции (или на 1000 ч работы оборудования) по отчетным данным за прошлый период (год).
Умножение этого расхода на валовую продукцию в плановом периоде даст расход инструмента (в рублях), который обязательно должен быть откорректирован с учетом организационно-технических мероприятий, намеченных по сокращению расхода инструмента в плановом году:

где Рр — расход инструмента на плановый год, р.; Нф — фактический расход инструмента на 1000 р. продукции за отчетный год, p.; N— плановый объем валовой продукции, р.; К. — коэффициент, учитывающий снижение расхода инструмента в плановом году в результате внедрения организационно-технических мероприятий.
Аналогично определяется расход инструмента в плановом периоде (в рублях) по фактическому расходу инструмента, приходящегося в отчетном периоде на 1000 ч работы оборудования:
![]()
где Нч — фактический расход инструмента на 1000 ч работы оборудования за отчетный год, ч; Фч — действительный фонд времени оборудования в плановом периоде, ч.
Расход инструмента в натуральном выражении по каждому виду или типоразмеру определяется делением расхода в денежном выражении на среднюю себестоимость (цену) единицы данного вида инструмента Сл: Р = Рр / Сл. Разбивка инструмента по группам, подгруппам и т. д. производится по их удельному весу в общем расходе, определяемому по отчетным данным предприятия.
Расход инструмента в натуральном выражении на весь выпуск валовой продукции в плановом периоде может быть определен по каждому виду и типоразмеру по актам убыли инструмента на 1000 р. валовой продукции в отчетном году:
где Ну —- фактический расход инструмента на 1000 р. продукции за отчетный период (по актам убыли инструмента по каждому типоразмеру), шт.
Статистический метод из-за его неточности может дать значительные погрешности, поэтому применяется он в единичном и мелкосерийном производстве, во вспомогательных цехах, а также для расчета инструмента, по которому трудно установить сроки службы (слесарно- сборочный, мерительный и т. п.).
Наиболее точны нормативные методы расчета по нормам инструмента и по нормам расхода инструмента.
Под нормой инструмента понимается количество инструмента, которое должно одновременно находиться на соответствующем рабочем месте в течение всего планового периода. Расход инструмента на плановый год определяется по формуле

где Нрм — норма инструмента, шт.; РМ = 1, ..., s — число рабочих мест, одновременно применяющих данный инструмент; Т — стойкость инструмента, т. е. срок его службы до полного износа, мес.
По данному методу рассчитывается расход инструмента долговременного пользования (несколько месяцев, год). Выдается он рабочему по инструментальным книжкам и находится у него до полного износа инструмента (универсальный, кузнечный, литейный, универсальный режущий, мерительный, вспомогательный и др.).
Под нормой расхода инструмента понимается количество инструмента данного типоразмера, расходуемого (изнашиваемого) при обработке одной детали или изделия. Для удобства расчета ее определяют на 100 или 1000 деталей (изделий).
Норма расхода инструмента (режущего и абразивного) Нр в массовом и серийном производстве на 1000 деталей определяется по формуле
![]()
где t — машинное время обработки данным инструментом одной детали или изделия, мин; K— коэффициент случайной убыли инструмента; T— время работы инструмента до полного износа, ч.
Машинное время обработки рассчитывается по формуле где t — машинное время обработки данным инструментом по к-й опе-

рации детали (изделия) данного наименования, мин; к = 1,т—число операций, для выполнения которых применяется данный инструмент по детали (изделия) данного наименования.
Формула расчета коэффициента случайной убыли инструмента имеет вид
![]()
где Р — величина, характеризующая случайную убыль инструмента в процентах, определяется по статистическим данным (Р? составляет от 5 до 10 %).
Время работы до полного износа определяется по формул
где L — величина рабочей части инструмента, на которую допускается стачивание, мм; I — величина стачивания за одну заточку, мм; t — время работы инструмента между двумя заточками, ч.
Расход инструмента Р на программу можно рассчитать следующим образом:
или по формуле

где Н — норма расхода инструмента на 1000 деталей (изделий) i-го наименования, шт..; N. — количество деталей (изделий) i-го наименования, подлежащих обработке в плановом периоде, шт.; i=1,..., т — число наименований деталей (изделий), обрабатываемых данным инструментом; n — количество инструмента данного типоразмера, одновременно задействованного на обработке детали i-го наименования.
Расход штампов на программу находится по формуле
![]()
где Дш — план производства штампуемых деталей; Уш — число ударов при штамповке детали; Уд — число ударов при штамповке до полного износа; Пд — число допустимых переточек или ремонтов матриц до полного износа.
Расход мерительного инструмента устанавливается по формуле
![]()
где Дм — детали, подлежащие промерам, шт.; Ч, — число измерений на деталь; Кк — коэффициент выборочного контроля; Нм — норма износа мерительного инструмента, которая представляет собой число промеров до его полного износа.
В единичном и мелкосерийном производстве, где нельзя заранее установить наименование и количество деталей, подлежащих изготовлению данным инструментом, нормы расхода инструмента рассчитываются укрупненным методом, позволяющим значительно упростить технику расчетов и сохранить требуемую точность. Расчет в этом случае предусматривает предварительную группировку оборудования и производится для группы однотипного инструмента на определенные объемы работы (например, на 1000 станко-часов) данной группы технологического оборудования:

где — норма расхода данной группы режущего инструмента на 1000 ч работы оборудования, шт.; Км — коэффициент машинного времени, характеризующий отношение машинного времени к штучному для данной группы оборудования (в единичном производстве он равен 0,4-0,6, в мелкосерийном — 0,75); Кп — коэффициент применяемости данного инструмента, который зависит от вида инструмента, характеристики металлорежущего станка и типа производства. Рассчитывается по каждому изделию и для каждого типоразмера инструмента и заносится в «Карту применяемости инструмента».
Расход данного инструмента в единичном и мелкосерийном производстве будет равен:

где t— количество станко-часов работы данной группы оборудования в плановом периоде.
Каждое предприятие обязано вести систематический контроль за состоянием норм, своевременно осуществлять их корректировки, располагать справочными таблицами соответствующих коэффициентов, учитывающими особенности конкретного производства.
Расчет оборотного фонда инструмента. Для бесперебойного питания цехов и рабочих мест инструментом определяется величина их запасов — оборотный фонд.
Оборотный фонд инструмента в целом по предприятию Оп складывается из запасов инструмента на ЦИСе и оборотных фондов цехов
Оборотный фонд инструмента цеха Оц состоит из запасов в ИРК, инструмента, находящегося на рабочих местах И , в заточке И и ремонте Ир:

Количество инструмента, находящегося в ремонте или заточке определяется по формуле
![]()
где t— продолжительность заточки (ремонта) инструмента, ч; tn . — периодичность под носки инструмента, ч; Ио — количество одновременно работающего инструмента, шт.
Количество инструмента в инструментально-раздаточных кладовых ИирК таково:
![]()
где Na — среднесуточный расход инструмента, шт.; tf t — периодичность поставки инструмента из центрального инструментального склада в инструментально-раздаточные кладовые; Кз — коэффициент страхового запаса инструмента в ИРК.
Количество инструмента на рабочих местах Ир м при его периодической доставке по графику:
![]()
где t t — периодичность подноски инструмента к рабочим местам, ч; t с — периодичность съема инструмента со станка, ч; Ио — количество одновременно работающего инструмента на всех рабочих местах, шт.; РМ — число рабочих мест, на которых одновременно применяется данный инструмент; — коэффициент страхового запаса инструмента на рабочих местах.
При планировании пополнения запасов инструмента на ЦИСе используются две системы: максимум-минимум и на заказ.
Система максимум-минимум. В соответствии с этой системой устанавливаются три уровня запасов: максимальный, минимальный и точка заказа.
Под минимальным уровнем запасов инструмента Zmin понимается такой запас, ниже которого он не должен сокращаться, так как возникнут перебои в снабжении цехов и произойдет остановка производства. Поэтому минимальный запас соответствует величине страхового (резервного) запаса, создаваемого на случай нарушения сроков и объема поставок инструмента. Он определяется по формуле

где Нд — среднедневной расход инструмента данного типоразмера по предприятию в целом, шт.; Вср — число дней срочного изготовления или приобретения очередной партии инструмента.
Максимальный запас Zmax — такое количество инструмента, выше которого он не должен создаваться, так как это приведет к сверхнормативному запасу оборотных средств, сокращению их оборачиваемости, снижению рентабельности. Величина максимального запаса устанавливается при фиксированной периодичности пополнения запаса В _ s и определяется по формуле
где П — величина партии заказа (изготовления) инструмента, шт., т. е. переходящий запас инструмента на ЦИСе, изменяемый от максимальной величины в момент получения очередной поставки партии до ZmiD.
При снижении запаса до определенной величины необходимо выдать заказ на изготовление очередной партии инструмента в инструментальном цехе на получение его со стороны.
Точка заказа Zr s — величина запаса, при достижении которой выдается заказ на очередную партию инструмента. Она должна быть выше минимального (резервного) запаса ЦИСа на величину, за время расхода которой можно изготовить или поставить партию инструмента. Согласно графику (рис. 9.2) точка заказа определяется как

где Ви — время от момента выдачи заказа до поступления очередной партии инструмента на ЦИСе.
Величина Вм равна нормальному сроку изготовления (приобретения) инструмента плюс время на оформление заказа. При снижении запаса на ЦИСе до точки заказа из ЦИСа подаются заявки в инструментальный отдел предприятия
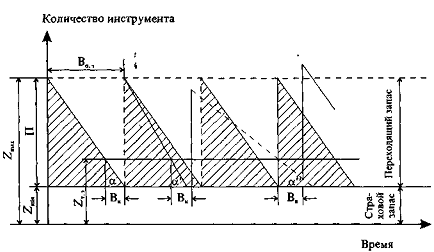
Точка заказа зависит как от цикла выполнения заказа поставщиком или инструментальным цехом предприятия Bif) так и от средней скорости расхода инструмента а (см. рис. 9.2).
Если расход инструмента больше, т. е. а' > а, то очередная партия поставки будет получена с опозданием и придется использовать часть страхового запаса. А если а" < а, т. е. расход инструмента меньше, то очередная партия поставки будет получена раньше достижения Zmi]l и запас в момент поставки превысит Z
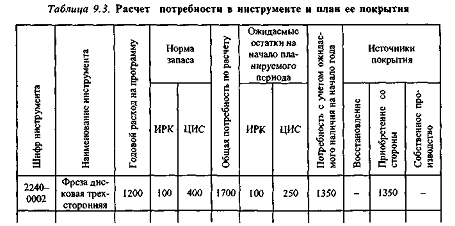
Планирование по системе максимум-минимум организуется для инструмента, расходуемого в больших количествах, в остальных случаях используется система планирования на заказ.
Система планирования на заказ. Она предполагает установление лимита (количества) расхода инструмента за месяц (квартал) по каждому типоразмеру инструмента для всех цехов предприятия. Выдача инструмента цехам производится только в пределах установленного лимита по лимитным картам. Аналогичная карта выдается ЦИС. Для получения инструмента цех предъявляет в ЦИС лимитную карту, в которой кладовщик ЦИС отмечает дату выдачи, количество выданного инструмента, остаток лимита и расписывается. По истечении месяца лимитная карта сдается в бухгалтерию для списания инструмента. Если лимит использован не полностью, в новой лимитной карте указывается его остаток. Такая система дает возможность осуществлять жесткий контроль за расходом инструмента и сократить количество документации по оформлению отпуска инструмента.
Нормирование расходов и определение запасов инструмента являются основой для расчета потребности в инструменте и разработки планов ее покрытия. Расчеты могут быть представлены в форме табл. 9.3.
Особенностью планирования производственного задания инструментальным цехам является резервирование 10-15 % мощности для выполнения срочных заказов на изготовление инструмента.
9.4. Организация производства, ремонта и эксплуатации инструмента
Значительная часть инструмента изготавливается в инструментальных цехах машиностроительных предприятий, которые относятся в основном к индивидуальному и мелкосерийному типу производства. Так, универсальные инструментальные цехи мелкосерийного производства создаются на средних и малых машиностроительных предприятиях, а на крупных—инструментальные цехи универсального типа, изготовляющие нормализованный инструмент методами серийного производства и специальный инструмент мелкими сериями, а также инструментальные цехи, специализированные на производстве определенной группы технологической оснастки: штампы для горячей и холодной штамповки и др.
Основные производственные подразделения инструментальных цехов специализируются как по принципу однородности технологических операций (механическое, сварочное, слесарное, термическое и др.), что характерно для небольших масштабов производства, так и по предметному признаку (отделение резцов, приспособлений, штампов и т. д.).
Ремонт инструмента может осуществляться децентрализованно в производственных цехах, имеющих ремонтную базу, и централизованно в инструментальных цехах. Целесообразность того или иного способа в каждом отдельном случае должна быть обоснована экономическим расчетом.
Ремонтировать частично изношенный или поломанный инструмент необходимо в том случае, если расходы на его ремонт меньше или равны остаточной стоимости инструмента с учетом его износа.
Под восстановлением инструмента понимается ремонт полностью износившегося или пришедшего в негодность и списанного с учета (снятого с эксплуатации) инструмента для придания ему предварительного вида, свойств и размеров или получения из него инструмента другого вида. Затраты на восстановление инструмента обычно меньше, чем цена нового инструмента. До 40 % потребности в инструменте может быть покрыто за счет его восстановления. Снижение затрат по комплекту инструмента на изделие при двукратном восстановлении доходит до 10 %.
Наиболее эффективна организация централизованного восстановления инструмента.
На центральном инструментальном складе сосредоточен учет всего применяемого инструмента, здесь осуществляется количественная приемка инструмента, поступающего со стороны и от собственного производства. Расположение и хранение инструмента должны обеспечить его полную сохранность, быстрое нахождение, механизацию, раздельное хранение годного и изношенного инструмента. Наиболее эффективны автоматизированные ЦИС. Численность персонала ЦИСа и приемно-сортировочных пунктов зависит от объема и характера работы и находится в пределах от 5 человек на небольших предприятиях и до 20 — на крупных, имеющих в своем составе центральный абразивный склад (ЦАС).
Хранение инструмента в ИРК осуществляется в соответствии с принятой системой классификации и условиями производства на данном предприятии, а выдача в цехи — только через ИРК и в соответствии с их лимитами. Учет движения инструмента должен организовываться по картотечной системе с сигнализацией о наличии инструмента на складе по трем уровням нормируемого запаса — максимального, точки заказа и минимального. В карточках по каждому типоразмеру инструмента отражаются его техническая характеристика, уровни запаса и все операции по выдаче и поступлению данного инструмента.
Выдача инструмента на рабочие места и возврат его в ИРК может осуществляться централизованно, т. е. работниками ИРК, и децентрализованно, т. е. каждый рабочий сам получает и сдает необходимый инструмент в ИРК.
Централизованная система «питания» рабочих мест имеет несколько разновидностей. Так, при обслуживании автоматических и поточных линий эта система предусматривает организацию периодической подноски инструмента на рабочие места по заранее разработанному графику, на основе расчета стойкости инструмента. Эта система базируется на следующих основных положениях:
доставка инструмента на рабочие места и возврат его для обмена осуществляется только работниками ИРК;
на рабочие места подается инструмент тех типоразмеров, которые предусмотрены технологическим процессом;
инструмент передается наладчику, который обслуживает станки и сменяет затупившийся инструмент;
принудительная (предупредительная) смена инструмента производится через определенные промежутки времени работы или после обработки установленного количества деталей. В условиях гибкого автоматизированного производства (ГАП) при использовании станков с ЧПУ и типа «Обрабатывающий центр» на линии в цехе должно быть по два экземпляра инструментов: один, используемый на рабочем месте (на станке в «магазине»), и второй — в ИРК цеха. Это необходимо на случай поломки или преждевременного выхода из строя инструментов.
В серийном производстве подноска инструмента на рабочие места часто производится в соответствии с заранее составленным сменным заданием. В этом случае ИРК цеха перед началом смены доставляет соответствующий комплект инструмента на каждое рабочее место на основе копии сменного задания. В течение смены замена инструмента производится работником ИРК по сигналам рабочих. В условиях индивидуального и мелкосерийного производства комплектование и подноска инструмента осуществляется на основе копии рабочего наряда или маршрутного листа. Это способствует удлинению сроков службы инструмента, укреплению трудовой дисциплины, позволяет улучшить нормирование запасов. В единичном и мелкосерийном производстве инструмент могут получать сами рабочие до начала смены. В этом случае для эффективной работы ИРК требуется заблаговременно подготовить инструмент, установить время и организовать его бесперебойную выдачу рабочим. ИРК должна быть расположена по возможности в центре цеха или участка. Однако потери времени из-за ослабления трудовой дисциплины и дополнительных перерывов в работе при децентрализованной системе неизбежны. Это надо учитывать при выборе системы. Наиболее экономичной считается централизованная доставка инструмента на рабочие места с принудительной заменой изношенного инструмента.
Для учета инструмента (режущего, измерительного, специальных приспособлений), выдаваемого для временного пользования в единичном и мелкосерийном производстве, применяются одно- и двухмароч- ная системы.
При одномарочиой системе рабочий получает определенное количество марок-жетонов, на которых нанесен его табельный номер. Рабочий сдает эту марку-жетон в обмен на необходимый ему инструмент, которая помещается в соответствующую ячейку стеллажа ИРК.
Двухмарочпая система предусматривает наличие индексной инструментальной марки, на которой нанесен индекс инструмента, и контрольной доски с табельными номерами рабочих, на которых вывешены марки-жетоны.
При выдаче рабочему инструмента инструментальная марка с индексом инструмента извлекается из ячейки стеллажа ИРК и навешивается под табельным номером рабочего контрольной доски. При этом марка-жетон с табельным номером рабочего помещается в соответствующую ячейку стеллажа ИРК, как и при одномарочиой системе.
Инструмент постоянного пользования (оправки, гаечные ключи и т. п.), который используется на рабочем месте независимо от характера конкретной операции, выдается рабочему на длительный срок по письменному требованию мастера и оформляется распиской в личной карточке или инструментальной книжке рабочего. Таким же образом может быть оформлен и инструмент временного пользования, если рабочий выполняет одну и ту же операцию длительное время. Т. е. инструмент временного пользования практически становится инструментом постоянного пользования.
Весь инструмент, возвращенный с рабочих мест, в ИРК осматривается или проверяется контролером отдела технического контроля, после чего раскладывается по местам хранения. Постоянно используемый инструмент периодически проверяется на рабочих местах. Сложный и точный инструмент проверяется центральной измерительной лабораторией или ее контрольно-проверочными пунктами с обязательной отметкой результатов в паспорте. Инструмент, требующий ремонта или восстановления, передается в соответствующую ремонтную базу (ремонтный участок, восстановительная база, инструментальный цех). Изношенный инструмент на рабочих местах заменяется новым, отремонтированным или восстановленным. Схема обращения инструмента на предприятии отражена на рис. 9.3. Как видно из рис. 9.3, затупленный режущий инструмент передается на участок (в мастерскую) заточки.
Участок заточки инструмента должен примыкать непосредственно к ИРК цеха, что облегчает и упрощает передачу инструмента из ИРК в переточку и последующую его приемку. Наиболее эффективной считается централизованная заточка инструмента. Однако на практике от нее часто отказываются. «Свой» инструмент основные рабочие предпочитают затачивать сами. Кроме того, при организации централизованной заточки инструмента необходимо учитывать, что создание мастерских с количеством заточных станков свыше 80 штук нецелесообразно в связи с большим объемом вспомогательных работ, связанных с сортированием, комплектованием, учетом и транспортировкой инструмента. Количество заточных станков определяется ориентировочно исходя из соотношения: 1 заточный станок на 25 % металлорежущих станков. Для предприятих индивидуального или мелкосерийного производства эти нормы сокращают на 20-25 %.
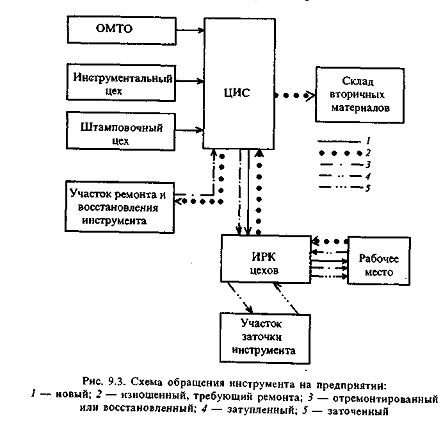
Технический надзор за состоянием и эксплуатацией инструмента осуществляется путем контроля за соблюдением правил его эксплуатации, проведения инструктажа о правилах эксплуатации и хранения инструмента, выявления и устранения причин его преждевременного износа, участия в разработке и контроле за внедрением оргтехмероприятий по сокращению затрат, связанных с его эксплуатацией, разработки и корректировки нормативов расхода и запаса инструмента. Эти функции выполняет сектор технического надзора ИНО, а на небольших предприятиях частично возлагается на производственных мастеров и технологов.
9.5. АНАЛИЗ СОСТОЯНИЯ И НАПРАВЛЕНИЯ СОВЕРШЕНСТВОВАНИЯ ИНСТРУМЕНТАЛЬНОГО
ХОЗЯЙСТВА
Анализ инструментального хозяйства должен носить комплексный характер. Сначала анализируются обобщающие показатели, доля затрат на инструмент в себестоимости продукции, затраты на инструмент, приходящиеся на 1 р. валового выпуска продукции (с выделением затрат на инструмент собственного производства и покупной), величина запасов инструмента (в процентах к месячному расходу), доля затрат на инструмент в оборотных средствах и т. п. Практический интерес представляет анализ показателей трудо- и металлоемкости, а также себестоимости отдельных видов инструмента. Затем производится углубленный анализ, позволяющий выявить причины недостаточно высокого уровня технико-экономических показателей. Объектами анализа являются структура органов управления инструментальным хозяйством, функции отдельных подразделений, техническая, плановая и отчетная документация, информация и документооборот.
В области проектирования технологической оснастки к объектам анализа относятся: типаж проектируемой оснастки с точки зрения возможности использования универсальной вместо специальной; применение стандартных, нормальных и унифицированных узлов, деталей и заготовок, степень совершенства конструкции важнейших видов технологической оснастки; степень прогрессивности технологических процессов; применение типовых технологических процессов; состояние нормативного хозяйства, используемого при планировании и организации конструкторских и технологических работ; состояние чертежного хозяйства; состояние планирования работы и организации труда конструкторов и технологов; система оплаты труда и материального стимулирования на этапе проектирования, реальные затраты труда на проектирование и разработку технологических процессов; методы оценки экономической эффективности, связанные с использованием специальной оснастки; организация технической информации в области стандартизации, нормализации и унификации оснастки, ее проектирования, прогрессивной технологии и производства оснастки на специализированных предприятиях.
В области изготовления технологической оснастки объектами анализа являются: номенклатура изготавливаемой оснастки; уровень специализации инструментальных цехов и участков; состав и состояние оборудования; уровень механизации и автоматизации производственных процессов; качество и особенности оформления технической документации; порядок и качество разработки годовых производственных программ; состояние оперативного планирования (порядок формирования месячных программ; состояние нормативного хозяйства; организация оперативного учета и диспетчеризации и т. д.); организация рабочих мест и их обслуживания; учет затрат на производство оснастки.
В области эксплуатации технологической оснастки объектами анализа являются: состояние и порядок работы складских помещений (ЦИС, ЦАС, ИРК) (обеспеченность площадями и оборудованием, уровень механизации, обеспечение сохранности оснастки, состояние учета движения оснастки, порядок выдачи оснастки и ее проверки после возвращения с рабочих мест, штаты и т. п.); организация заточки режущего инструмента и ремонта оснастки (производственные базы, их состояние и порядок работы, планирование работы, нормативное хозяйство, учет затрат и т. п.); организация технического надзора за эксплуатацией (порядок осуществления надзора и его регламентация, эффективность использования результатов проверки, состояние нормативного хозяйства и порядок корректировки нормативов, состояние работы по анализу причин преждевременного износа технологической оснастки и т. д.).
Особого внимания заслуживает анализ организации восстановления технологической оснастки. В этой области необходимо оценить: объем работ по восстановлению и возможности его максимального увеличения; эффективность восстановления важнейших видов оснастки; состояние и использование восстановительных мастерских ( или других производственных баз, занимающихся восстановлением); состояние планирования работ по восстановлению; систему материального стимулирования в этой области.
Результаты анализа служат базой для разработки мероприятий, направленных на устранение обнаруженных недостатков и повышение эффективности инструментального хозяйства.
В настоящее время почти все отечественные машиностроительные предприятия имеют инструментальные цехи и производят большую часть необходимого инструмента. Для сравнения: в США почти 90 % машиностроительных предприятий не имеют своих инструментальных цехов и весь необходимый инструмент приобретают у специализированных инструментальных предприятий. Эффективность работы инструментального хозяйства машиностроительных предприятий, как правило, ниже, чем специализированных инструментальных предприятий. Это обусловливает целесообразность проведения организационной реструктуризации машиностроительных предприятий, отделение от них инструментальных цехов в самостоятельные специализированные малые предприятия для обеспечения инструментом как собственных нужд, так и нужд других предприятий. Такая реструктуризация сопровождается существенными изменениями в организации, учете, информации и т. п. При этом за инструментальными хозяйствами машиностроительных предприятий остаются такие важные функции, как организация рациональной эксплуатации инструмента, обслуживание основного производства, а при освоении новой продукции — изготовление, отладка и внедрение первоначального комплекта специального оснащения.
Инструментальные цехи предприятий производят около 40 % стандартного и до 100 % специализированного инструмента по самой широкой номенклатуре. При этом инструмент одного и того же назначения изготавливается на родственных предприятиях в самом различном конструктивном исполнении. В связи с этим имеются большие резервы в области нормализации и сокращения номенклатуры специального инструмента при замене его нормальным. Кроме того, сокращение номенклатуры инструмента упрощает и упорядочивает его классификацию, учет, планирование и эксплуатацию.
В свою очередь нормализация инструмента является основой для развития специализированного инструментального производства и дальнейшей централизации всех функций инструментального хозяйства в едином органе — инструментальном отделе предприятия. Это улучшает качество инструмента, создает предпосылки для его эффективного учета и экономного расхода.
Рациональная организация инструментального хозяйства должна стимулировать внедрение в производство прогрессивных видов инструмента, улучшение его качества, что в свою очередь позволит решить ряд вопросов совершенствования организации производства. Например, синхронизация операций при организации поточного производства в значительной мере достигается с помощью разнообразной технологической оснастки и инструмента. Использование специального инструмента создает предпосылки для организации многостаночного обслуживания и совмещения профессий.
Эффективным направлением совершенствования инструментального хозяйства является применение универсально-сборных приспособлений. Из комплекса УСП в 25 тыс. деталей одновременно можно собрать до 300 приспособлений. Цикл сборки приспособления составляет 2-3 ч.
В области проектирования инструмента, кроме широкого использования УСП, УНП, важна также стандартизация и унификация его узлов, деталей, применение типовых технологических процессов.
Необходимо систематическое увеличение объема работ по восстановлению отработанного инструмента, поскольку это обеспечивает большую экономию высококачественных и дорогостоящих инструментальных сталей, высвобождает мощности инструментальных цехов, сокращает сроки подготовки производства, снижает трудоемкость и себестоимость инструмента.
Направления совершенствования организации эксплуатации инструмента предусматривают применение прогрессивных методов снабжения рабочих мест инструментом, упорядочение нормативного хозяйства, ЦИС, ИРК, улучшение оперативного и бухгалтерского учета и на этой основе ужесточение расходных лимитов и норм запаса.
Целесообразно довести до сведения рабочих нормы износа инструмента и разработать эффективную систему стимулирования за экономное расходование инструмента.
Значительные резервы кроются во внедрении хозрасчетных отношений между инструментальным хозяйством, другими подразделениями и предприятием в целом, а также во внедрении передовых систем оперативно-производственного планирования и учета, в совершенствовании технического надзора за состоянием инструмента и соблюдением правил его эксплуатации.
Дальнейшего совершенствования требует система управления инструментальным хозяйством на основе внедрения подсистемы «Инструмент» АСУП (рис. 9.4).
Внедрение подсистемы АСУП «Инструмент» повышает качество управления за счет сокращения сроков обработки и повышения достоверности информации, оптимизации запасов инструмента, снижения простоев оборудования в основном производстве.
В условиях АСУП по инструментальному хозяйству решаются следующие основные задачи:
♦ оперативное управление инструментальной подготовкой производства (формирование месячных планов запуска и выпуска в инструментальных цехах);
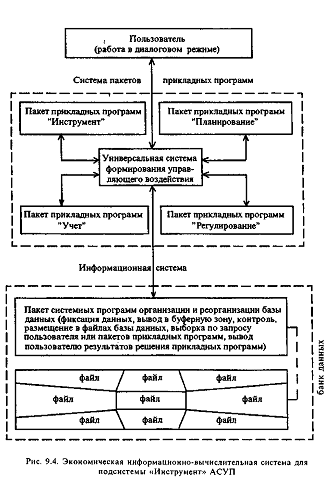
расчет потребного количества инструмента на планируемый период (год, квартал, месяц);
учет движения инструмента по центральному инструментальному складу предприятия;
учет движения инструмента в ИРК;
учет движения инструмента, находящегося в эксплуатации;
учет и анализ выполнения производственного плана по инструментальным цехам и участкам.
Средствами универсальной системы формирования управляющего воздействия (решения) с помощью стандартных в АСУ программных средств в подсистеме «Инструмент» АСУП формируется оптимальное управленческое решение для конкретно возникающих производственных ситуаций.
Следует отметить, что все подразделения, отделы и службы предприятия все больше оснащаются компьютерной техникой, дающей неограниченные возможности совершенствования их деятельности, прежде всего для автоматизированного выполнения планово-учетных работ на основе созданных пакетов прикладных программ, а также программ, разработанных на предприятии. С помощью компьютеров обеспечивается автоматизация планово-экономических решений и повышается их согласованность в результате использования экономико- математических моделей. Через компьютеры организуется поток данных и документации между инструментальным хозяйством, заводоуправлением и другими производственными подразделениями предприятия. Это резко сокращает номенклатуру первичной документации и снижает трудоемкость управленческих работ в службах, цехах и участках инструментального хозяйства предприятия.
Тесты
t. Какая функция не относится к инструментальному цеху?
а) обеспечения производства инструментом;
б) обеспечения ремонта инструмента;
в) сдачи инструмента на ЦИС;
г) руководства работой ЦИС;
Д) обеспечения восстановления инструмента.
2. Что не относится к функции инструментального отдела?
а) определение потребности производства в инструменте;
б) нормирование расхода и запаса инструмента';
в) обеспечение рабочих мест инструментом;
г) составление системы расходов инструментального хозяйства;
д) руководство работой ЦИСа.
Что ие является функцией ЦИС а?
а) оформление прихода инструмента;
б) оформление расхода инструмента;
в) выдача инструмента в ИРК;
г) хранение инструмента;
д) выдача инструмента на рабочие места.
Подразделение, не входящее в состав инструментального хозяйства:
а) инструментальный.отдел;
б) инструментальный цех;
е) мастерсхие по централизованной заточке и текущему ремонту инструмента.
Вспомогательным считается инструмент, который:
а) служит для определения свойств и размеров продукции;
б) предназначен для закрепления продукции на рабочем месте;
в) связан с обслуживанием рабочих мест;
г) осуществляет производственный процесс;
д) используется на конкретной операции только для определенных изделий.
К нормализованному относится инструмент, который:
а) предназначен для выполнения определенной операции при изготовлении конкретных деталей;
б) применяется на определенных работах независимо от вида изделий;
в) подразделяется на классы, подклассы, группы, подгруппы, типы и разновидности;
г) связан с обслуживанием рабочих мест, служит для определения свойств и размеров продукции.
Какой инструмент является специальным?
а) который служит для определения свойств и размеров продукции;
б) который предназначен для выполнения определенной операции при изготовлении конкретных деталей;
в) который применяется на определенных работах независимо от вида нзделий;
г) с помощью которого осуществляется обслуживание рабочих мест.
Что ие входит в состав оборотного фонда инструмента?
а) инструмент на рабочих местах, в заточке и ремонте;
б) страховой запас на ЦИСе;
в) эксплуатационный фонд инструмента;
г) инструмент в ИРК.
9.Что не включает оборотный фонд цеха?
а) инструмент в ИРК;
б) инструмент на ЦИСе:
в) инструмент на рабочих местах;
г) инструмент в заточке;
д) инструмент в ремонте.
10.Как определяется общая потребность в инструменте?
где Р — расход инструмента на программу, шт.; Он — норматив оборотного фонда инструмента, шт.; 0+ — фактическое наличие оборотного фонда, шт.; О., — фактическая величина запаса на начало планового периода, шт.
11.Расход инструмента иа предприятии с единичным и мелкосерийным производством (укрупненный метод) определяется по формуле:
где t— количество станко-часов работы в плановом периоде; Т — стойкость инструмента; Км — коэффициент машинного времени; Ка — коэффициент применяемости данного инструмента; Ку — коэффициент случайной убыли инструмента.
12.Норма расхода инструмента иа 1000 штук деталей определяется:
где tu — машинное время, необходимое для обработки детали, мин; Т — стойкость инструмента; л — число одновременно работающих инструментов; К? — коэффициент случайной убыли инструмента.
13.Расход инструмента данного типоразмера в массовом и крупносерийном производстве определяется по формуле:
где N — количество деталей, подлежащих обработке, шт.; t — норма машинного времени, необходимая для обработки детали, мин; Т — стойкость инструмента, мин; я — чнсло одновременно работающих инструментов; К — коэффициент случайной убыли.
14. Минимальный запас инструмента на ЦИСе определяется по формуле:
где ZM — минимальный запас; П — величина партии изготовления инструмента, шт.; Нд — среднедневной расход инструмента, шт.; Btp — число дней срочного изготовления партии инструмента; В„ — число дней нормального изготовления партии инструмента;
15.«Точка заказа» инструмента на ЦИСе определяется по формуле
16.Максимальный запас инструмента на ЦИСе определяется:
17.Одномарочная система выдачи инструмента не предусматривает:
а) выдачу рабочему нескольких инструментальных марок с табельным номером;
б) сдачу рабочим инструментальной марки в ИРК и получение взамен инструмента;
в) установку марки рабочего в ту ячейку, из которой был взят инструмент;
г) изъятие марки с индексом инструмента из ячейки и установку ее на контрольную доску.
Задачи
Задача 9.1. Объем выпуска продукции на предприятии массового производства характеризуется данными табл. 9.1.
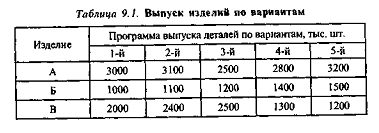
Норма машинного времени, необходимая для обработки детали, на изделие А составляет 3 ч, на изделие Б — 4 и на изделие В — 6 ч. Величина слоя режущей части инструмента, стачиваемого за время переточек, — 6 мм, за одну переточку — 0,2 мм. Время работы между переточками — 4 ч. Одновременно на станке применяется 6 резцов. Коэффициент естественной убыли инструмента — 0,08.
Выяснить плановую потребность предприятия в режущем инструменте.
Задача 9.2. Определить оборотный фонд инструмента на центральном складе на основании следующих данных: дневной расход — 200 шт.; время срочного изготовления (приобретения) — 5 дней; время нормального изготовления (приобретения) — 10 дней; величина партии заказа — 6000 шт.
Рассчитать минимальный и максимальный запас инструмента на складе, «точку заказа».
Задача 9.3. В механическом цехе с массовым характером производства годовой объем выпуска деталей — 300 тыс. шт.; машинное время на деталь — 2 мин. На станке одновременно применяются 3 червячные фрезы, срок службы которых до полного износа — 3000 мин. Коэффициент случайной убыли инструмента — 0,04.
Определить потребность цеха во фрезах.
Задача 9.4. Машиностроительный завод с мелкосерийным характером производства выпускает пять видов изделий (табл. 9.2).
Удельный вес машинного времени в общей трудоемкости продукции равен 85 %. Удельный вес работы данного инструмента в машинном времени по изделиям — 20 %. Величина слоя режущей части инструмента, стачиваемого за время всех переточек, — 6 мм. Величина слоя, стачиваемого за одну переточку, — 0,6 мм. Время работы инструмента между двумя переточками — 2 ч. Коэффициент случайной убыли инструмента — 0,03.
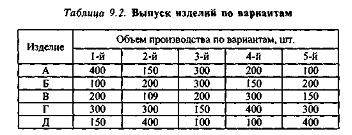
В цехе имеется 60 рабочих мест. На каждом находится 25 единиц инструмента. Его запас в раздаточной кладовой составляет 50 % месячной потребности, запас в заточке — 10, страховой — 5 % .
Рассчитать месячную потребность в инструменте и его оборотный фонд в цехе.
Задача 9.S. Выяснить годовую потребность в штампах для изготовления деталей А и Б (табл. 9.3).
Количество ударов штампа до полного износа — 5000, количество ударов при штамповке детали — 4, число допустимых ремонтов матрицы — 5.
Задача 9.6. Определить оборотный фонд инструмента цеха по следующим исходным данным: сверла конические для обработки деталей применяют 50
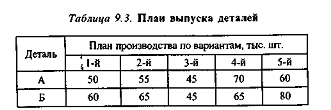
человек по 20 на рабочем месте. Периодичность подноски инструмента на рабочие места — 8 ч, периодичность съема со станка — 8 ч. Одновременно работает 100 шт. инструмента. Коэффициент страхового запаса на рабочих местах равен 1. В цехе ведутся заточка, ремонт и восстановление инструмента, продолжительность заточки — 2 ч. Из центрального инструментального склада завода в инструментально-раздаточную кладовую цеха инструмент поступает 2 раза в месяц, т. е. через 15 дней. Дневной его расход — 15 шт. Коэффициент страхового запаса в ИРК — 0,1.
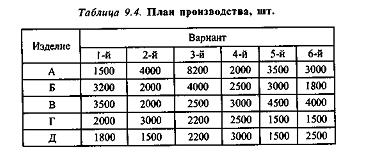
Каков запас инструмента на рабочих места, в ИРК, в ремонте, заточке и цеховой оборотный фонд?
Задача 9.7. Машиностроительный завод с серийным типом производства выпускает 5 видов изделий. Годовой объем производства на плановый год по вариантам приведен в табл. 9.4.
Нормы машинного времени на единицу изделия по вариантам приведены в табл. 9.5.
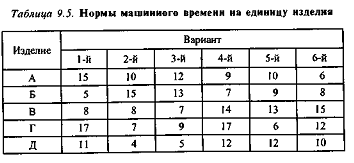
Удельный вес работ сверл в общем машинном времени по изделиям А и Б — 20 Vn, по изделиям В, Г, Д — 30 %. Толщина слоя, снимаемого при переточке, — 2 мм. Величина рабочей части сверла — 36 мм. Время работы сверл между двумя переточками — 4 ч. Коэффициент случайной убыли инструмента — 0,03. Одновременно на стайке применяются 3 сверла. Фактический запас сверл на I октября текущего года — 280 шт. В 4-м квартале текущего года на завод поступило 250 сверл. Страховой и переходящий запасы сверл на ЦИСе — 200 шт. Коэффициент запаса сверл ИРК составляет 0,7 к месячной потребности. Число рабочих мест, где используются сверла, — 40. Среднее количество сверл на одном рабочем месте — 3. Определить потребность завода в сверлах на плановый год.
Задача 9.8. Определить годовой расход сверл н потребность завода в них на следующий год исходя из данных табл. 9.6. Толщина слоя, снимаемого при каждой переточке, — 4 мм, рабочая часть инструмента — 36 мм, стойкость инструмента — 1 ч. Коэффициент преждевременного выхода инструмента нз строя — 0,05. Машинное время обработки одной детали — 5 мин. Планируемый оборотный фонд на начало следующего года — 400 шт. Фактический запас на I октября текущего года — 200 шт. В 4-м квартале текущего года поступит на завод 100 сверл.
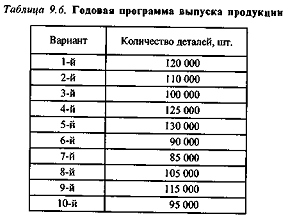
Глава 10 организация ремонтного хозяйства
10.1. Задачи, состав и структура органов управления ремонтным хозяйством
В процессе эксплуатации машины и оборудования подвергаются физическому и моральному износу: теряется работоспособность, точность. Их прежние качества восстанавливаются путем ремонта, под которым понимается возобновление в первоначальной натуральной форме отдельных частей и деталей машин, износившихся в процессе работы предприятия.
Ремонтное хозяйство — это совокупность общезаводских и цеховых подразделений, осуществляющих комплекс мероприятий по ремонту, уходу и надзору за состоянием оборудования, в результате чего решаются следующие задачи:
обеспечивается постоянная рабочая готовность всего оборудования;
удлиняется межремонтный срок оборудования;
повышается производительность труда ремонтных рабочих и снижаются затраты на ремонт.
Практика показывает, что затраты на ремонт и обслуживание оборудования постоянно увеличиваются, растут мощности ремонтных служб и численность ремонтных рабочих. Эти обстоятельства выдвигают задачи организации ремонта оборудования в ряд наиболее актуальных проблем.
Ремонтное хозяйство возглавляется главным механиком предприятия, в функции которого входят:
паспортизация и аттестация оборудования;
разработка технологических процессов ремонта и их оснащения;
планирование и выполнение работ по техническому обслуживанию и ремонту оборудования;
модернизация оборудования;
совершенствование организации труда работающих, занятых в этой службе.
Ремонтное хозяйство состоит из аппарата отдела главного механика, ремонтно-механического цеха (РМЦ), цеховых ремонтных бюро (ЦРБ), службы цехового механика, смазочного и эмульсионного хозяйства, складов оборудования и запасных частей.
Функции, структура и количественный состав различных подразделений отдела главного механика (ОГМ) изменяются в зависимости от масштабов ремонтных работ, особенностей их структуры и специфических особенностей предприятия в целом (производственная структура, схема управления, уровень специализации и т. п.).
В ОГМ обычно создаются следующие структурные подразделения:
конструкторско-технологическое бюро (группа), выполняющее конструкторские и технологические работы, связанные с модернизацией, ремонтом и уходом за оборудованием (проектные работы, организация чертежного хозяйства, разработка технологических процессов, проектирование оснастки и т. п.);
планово-производственное бюро (группа), занимающееся планированием работы цехов ОГМ, материальной подготовкой ремонта, диспетчерским руководством и анализом работы цехов;
бюро (группа) планово-предупредительного ремонта, в обязанность которого входят общее руководство и контроль за соблюдением системы планово-предупредительного ремонта (ППР), разработка планов-графиков ремонта, ведение нормативного хозяйства и т. д.
В составе этого бюро организуются: инспекторская группа; группа учета и хранения оборудования; группа по запасным частям (формирование парка запасных частей, планирования изготовления или приобретения, лимитирование и т. п.); группа ремонтно-смазочного хозяйства и группа кранового оборудования.
В тех случаях, когда объем работ по уходу, надзору и ремонту энергетического оборудования относительно невелик, в составе ОГМ образуется энергогруппа, осуществляющая функции ремонта и технического обслуживания применительно к энергетическому оборудованию. На крупных машиностроительных предприятиях наряду с ОГМ создается самостоятельный отдел главного энергетика (ОГЭ), выполняющий все перечисленные функции. В его подчинении находится электроремонтный цех, выполняющий ремонт энергооборудования.
Ремонтно-механический цех осуществляет ремонт технологического и других видов оборудования и изготавливает запасные части.
Количество, состав и уровень специализации ремонтных цехов зависят от общего объема ремонтных работ, возможности использования услуг специализированных ремонтных предприятий и принятого порядка распределения работы между ремонтными цехами и цеховыми ремонтными базами.
10.2. ФОРМЫ И МЕТОДЫ ОРГАНИЗАЦИИ РЕМОНТА И ТЕХНИЧЕСКОГО ОБСЛУЖИВАНИЯ ОБОРУДОВАНИЯ
Различают три формы организации ремонта: централизованную, децентрализованную и смешанную.
При централизованной форме все виды ремонта и технического обслуживания производит ремонтно-механический цех предприятия.
При децентрализованной форме ремонт и техническое обслуживание оборудования производится силами цеховых ремонтных баз. Здесь же изготавливают новые и восстанавливают изношенные детали и узлы.
При смешанной форме организации ремонта трудоемкие работы, такие, как капитальный ремонт и модернизация оборудования, изготовление запасных частей и восстановление изношенных деталей и узлов, производятся в ремонтно-механическом цехе предприятия, а техническое обслуживание и текущий ремонт оборудования осуществляется в цеховых ремонтных базах. Такой ремонт и обслуживание обычно выполняется комплексными бригадами слесарей, закрепленных за отдельными участками.
В практике работы предприятий чаще всего применяются три метода организации ремонта.
Ремонт по потребности, т. е. по мере остановки станка. Это может вызвать срыв выполнения планового задания, брак продукции и т. д. Увеличиваются время и затраты на ремонт оборудования в связи с износом сопряженных деталей. При этом методе работу ремонта о- механического цеха невозможно планировать.
Метод по дефектным ведомостям, выполняется осмотр оборудования и составляется дефектная ведомость, в которой отражается, что и когда надо ремонтировать. Заранее служба главного механика здесь также не может планировать ремонтные работы.
Третий метод организации ремонтного хозяйства базируется на системах планово-предупредительного ремонта (ППР) и технического обслуживания и ремонта (ТОР). Они представляют собой совокупность организационно-технических мероприятий по уходу, надзору, обслуживанию и ремонту оборудования, по заранее составленному плану. В основе этих систем лежат принципы плановости и профилактики.
Цель этого метода — предупредить остановку оборудования из-за возможных отказов и аварий.
Эти системы включают в себя:
уход за оборудованием основными рабочими в начале и в конце смены, что повышает их ответственность за состояние оборудования. Кроме того, за состоянием оборудования повседневно наблюдают дежурные слесари, электрики, смазчики, устраняющие возникшие мелкие неисправности;
техническое обслуживание, включающее комплекс операций по поддержанию работоспособности оборудования: осмотры выполняются дежурными слесарями 1-2 раза в месяц, промывки, проверки на точность, последние производятся наладчиком или слесарем совместно с представителем отдела технического контроля;
ремонты. Система ППР включает три вида ремонта: малый (М), средний (С) и капитальный (К). В основном она применяется для устаревшего оборудования. Для нового, дорогостоящего оборудования рекомендуется система ТОР, включающая два вида ремонта: текущий (Т) и капитальный (К). Основной же упор в ней сделан на техническое обслуживание оборудования.
Текущий и малый ремонты — это минимальные по объему ремонты, при которых заменяются и восстанавливаются отдельные части (детали, узлы) оборудования, выполняется регулировка его механизмов. Проводятся они на месте и в процессе эксплуатации оборудования в нерабочее время. Цель таких ремонтов — обеспечить работоспособность оборудования до очередного планового ремонта.
При среднем ремонте производится частичная разборка агрегата изношенных деталей и узлов. По своему объему он занимает промежуточное положение между малым и капитальным ремонтами. При системе ТОР он не производится.
Капитальный ремонт — это наибольший по объему и сложности вид ремонта. При нем полностью разбирается оборудование, заменяются все изношенные детали и узлы, производится регулировка механизмов для восстановления полного или близко к полному ресурса. Обычно он сопровождается модернизацией оборудования.
Под модернизацией оборудования понимается внесение в конструкцию машин изменений с целью частичной ликвидации последствий морального износа. Типовые проекты модернизации оборудования разрабатываются в централизованном порядке предприятиями, изготавливающими данное оборудование. Проекты частичной модернизации могут разрабатываться силами машиностроительных предприятий, эксплуатирующих соответствующее оборудование.
Выбор формы обновления оборудования производится путем составления капитальных вложений, себестоимости продукции и производительности оборудования по вариантам: капитальный ремонт, модернизация, новое оборудование.
Очевидно, что если затраты на капитальный ремонт меньше затрат на новое оборудование К(, себестоимость производства продукции на станке после капитального ремонта Ср ниже, чем себестоимость ее изготовления на новом оборудовании См, а производительность отремонтированного стайка П больше производительности нового П1(, то капитальный ремонт экономически целесообразен.
Однако на практике производительность оборудования после капитального ремонта ниже, а себестоимость продукции выше, чем у нового. Поэтому необходимо рассчитать потери на эксплуатационные расходы Э за период Т работы оборудования — от окончания ремонта до начала следующего ремонта по формуле
Эти потери на эксплуатационных расходах сопоставляются с экономией на капитальных затратах. Капитальный ремонт эффективен, если экономия на капитальных затратах больше потерь на эксплуатационных расходах, т. е. экономическая целесообразность капитального ремонта выражается в виде неравенства
![]()
Модернизация оборудования целесообразна в том случае, если потери на эксплуатационных расходах за период службы модернизированного оборудования, вызванные более высокой себестоимостью изготовления продукции по сравнению с себестоимостью ее изготовления на новом оборудовании (правая часть неравенства), меньше разницы между затратами на новое оборудование и модернизацию старого (левая часть неравенства), т. е.

где Пм — производительность модернизированного оборудования.
10.3. Нормативная база и планирование ремонтных работ
При системах ППР и ТОР объемы и содержание работ планируются и строго соблюдаются независимо от фактического состояния оборудования. Эти системы базируются на точно установленных нормативах.
Нормативы системы ППР. К нормативам системы ППР относятся: длительность ремонтного цикла и его структура, продолжительность межремонтного и межосмотрового периодов, категория сложности ремонта и ремонтная единица, нормы затрат рабочего времени, материалов и простоев оборудования в ремонте. Все нормативы дифференцированы по группам оборудования.
Ремонтный цикл — это промежуток времени от ввода оборудования в эксплуатацию до капитального ремонта или между двумя капитальными ремонтами. Он измеряется оперативным временем работы оборудования. Время простоя в ремонте в цикл не включается. Ремонтный цикл Тр ц определяется по формуле

где Фо — нормативное время работы станка в течение ремонтного цикла, ч (для металлорежущих станков Фо = 16 800 ч); β1, β2, β3 β4, β5, β6 — коэффициенты, учитывающие: тип производства (для массового и крупносерийного — 1, для серийного — 1,3, для мелкосерийного и единичного — 1,5); род обрабатываемого материала для металлорежущих станков нормальной точности (при обработке стали — 1,0, алюминиевых сплавов — 0,75, чугуна и бронзы — 0,8); условия эксплуатации оборудования (для металлорежущих станков в нормальных условиях механического цеха при работе металлическим инструментом — 1,1, для станков, работающих абразивным инструментом без охлаждения, — 0,7); тип оборудования (для легких и средних металлорежущих станков — 1,0, для крупных и тяжелых — 1,35, для особо тяжелых и уникальных — 1,7); возраст оборудования и долговечность соответственно.
Структура ремонтного цикла, т. е. перечень последовательных работ по ремонту и техническому обслуживанию оборудования, приведена в табл. 10.1.
Межремонтный период Тм — это время (в месяцах) между двумя очередными ремонтами, определяемое по формуле

где nс, nm — число средних и малых ремонтов на один ремонтный цикл соответственно.
Межосмотровый период То — это время (в месяцах) между очередными ремонтом и осмотром, рассчитанное по формуле
![]()
где па — число осмотров за один ремонтный цикл.
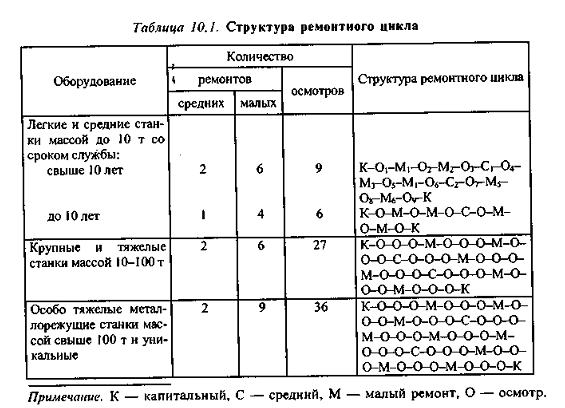
Для оценки сложности ремонта оборудования, его ремонтных особенностей введена категория сложности ремонта R, которая определяется по техническим характеристикам оборудования на основе расчетных формул. В каждой группе оборудования один из агрегатов принят за эталон, которому по системе ППР (ТОР) установлена категория сложности ремонта.
Так, для металлообрабатывающего станочного парка за эталон принята ремонтная сложность токарно-винторезного станка 16 К 20, с наибольшим диаметром обрабатываемой детали 400 мм и расстоянием между центрами 1000 мм. Станку-эталону по системе ППР присвоена
я категория сложности по механической части, а по системе ТОР —
я. Категорию сложности любого станка устанавливают путем сопоставления его со станком-эталоном. Категория сложности оборудования записывается в его техническом паспорте.
Для планирования и расчетов объема ремонтных работ вводится понятие «ремонтная единица» — r (р. е.), т. е. показатель, характеризующий нормативные затраты на ремонт оборудования первой категории сложности. Таким образом, категория сложности ремонта R показывает, во сколько раз трудоемкость ремонта данной модели оборудования превышает трудоемкость ремонтной единицы г. Для каждого отдельного оборудования категория сложности ремонта и соответствующее этому оборудованию число ремонтных единиц совпадают, т. е. R = г1.
Нормы затрат труда по видам ремонта и профилактических операций устанавливаются на одну ремонтную единицу в зависимости от вида работ (табл. 10.2).
Нормы расхода материалов при ремонте оборудования определяются расчетным методом. Единые нормативы расхода материалов при ремонте оборудования установлены на углеродистые и легированные стали, стальное литье, фасонный прокат, цветные металлы и т. п.
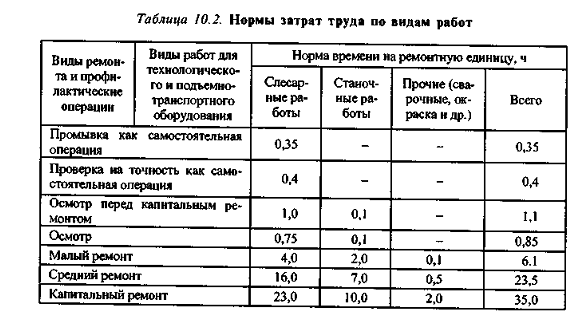
Расход материалов на ремонт металлорежущего оборудования согласно Единой системе ППР устанавливается в процентах к основной заработной плате ремонтных рабочих (табл. 10.3).
Ремонтная сложность устанавливается отдельно по механической и электрической части.
За единицу ремонтной сложности механической части принята ремонтная сложность условного оборудования, трудоемкость капитального ремонта которого в условиях среднего ремонтно-механического цеха составляет 50 ч.
За единицу ремонтной сложности электрической части принята ремонтная сложность условного оборудования, трудоемкость капи-

тального ремонта которого в условиях среднего ремонтно-механического цеха составляет 12,5 ч.
Нормативы простоя устанавливаются для определенных условий (состав ремонтной бригады, технология ремонта, организационно-технические условия и т.п.) и дифференцируются для оборудования неавтоматизированного производства и вывода оборудования в ремонт по участкам. Они устанавливаются для различных видов ремонтов и ремонтных операций и различной сменности работы ремонтных бригад.
Единой системой ППР предусматриваются нормы продолжительности простоя оборудования в ремонте в сутках, приведенные в табл. 10.4.
Единой системой ППР установлены также нормативы по межремонтному обслуживанию. Объем работ по межремонтному обслуживанию не может быть точно регламентирован и определен. В связи с этим количество рабочих (станочников, слесарей, смазчиков, шорников) определяется по нормам обслуживания.
Согласно Единой системе ППР установлены следующие нормы обслуживания на одного рабочего в смену Н: на слесарные работы — 1650 р. е., станочные — 500, смазочные — 1000 и шорные — 300 р. е. Ремонт оборудования, лимитирующий производство, должен производиться в три смены. К такому оборудованию относится тяжелое, особо тяжелое, уникальное и подъемно-транспортное.
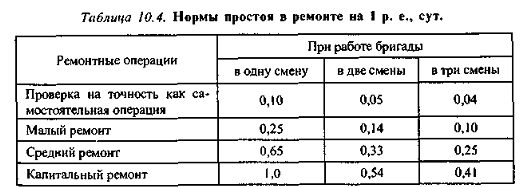
Планирование ремонта оборудования. В плане ремонтных работ определяются следующие основные показатели:
виды и сроки ремонта по каждому станку и агрегату;
объем ремонтных работ по цехам и предприятию на месяц и год;
численность ремонтных рабочих и рабочих, занятых обслуживанием оборудования, и фонд их заработной платы;
количество и стоимость материалов;
простои оборудования в ремонте;
себестоимость ремонтных работ.
Виды и сроки ремонта по каждому станку определяются при разработке планов-графиков проведения ремонтных работ (табл. 10.5).
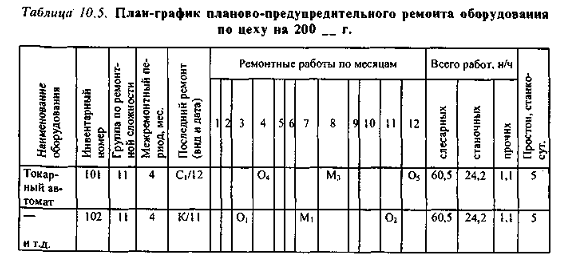
Исходными данными плана-графика являются дата и вид последнего ремонта, структура ремонтного цикла и длительность межремонтного или межосмотрового периода.
Чтобы определить вид ремонта станка в плановом периоде, по структуре ремонтного цикла необходимо посмотреть, какой ремонт или осмотр следует после последнего вида ремонта. Так, по станку с инвентарным номером 101 (см. табл. 10.5) после последнего, первого среднего, ремонта С, следует четвертый осмотр 04, за ним — третий малый Mv а за М3 следует О, (см. первую структуру ремонтного цикла в табл. 10.1).
Для определения срока ремонта от даты последнего ремонта надо отсчитать число межосмотрового (межремонтного) периода. Если То = 4 мес., то по станку инв. номер 101 осмотр четвертый будет производиться спустя четыре месяца после среднего первого С, ремонта, т. е. в четвертом месяце (в апреле) планового года. За четвертым осмотром 04 через четыре месяца, т. е. в августе (восьмой месяц), следует третий малый М, ремонт и в декабре (12-й месяц) пятый осмотр 05.
В плане-графике отражается также трудоемкость ремонтных работ по каждому станку.
Чтобы определить трудоемкость ремонтных работ любого станка Т/( норму времени на одну ремонтную единицу данного вида ремонта (см. табл. 10.2) необходимо умножить на категорию сложности ремонта данного станка:
где R. — группа ремонтной сложности i-го станка; qt — норма времени на одну ремонтную единицу, ч.
Так, для станка инв. номер 101, у которого группа ремонтной сложности 11 (см. табл. 10.5) трудоемкость слесарных работ на плановый год составит
0,75 • 11 + 4 • 11 + 0,75 • 11 = 60,5 ч; трудоемкость станочных работ — 0,1 • 11+2,11+0,1•11 = 24,2 ч; трудоемкость прочих работ — 0,1 • 11 = 1,1 ч.
Простои оборудования из-за ремонта Пр определяются по нормам простоя в ремонте (см. табл. 10.4) и количеству ремонтных единиц (категории сложности) ремонтируемого оборудования по формуле
где Ни — норма простоя оборудования на 1 р. е., сут.
Годовой план-график ремонта оборудования служит основанием для разработки месячных оперативных планов-графиков и расчета технико- экономических показателей. На основании плана-графика разрабатываются задания ремонтным бригадам и базам и ведется техническая и организационная подготовка к ремонту. Контроль за выполнением пла- нов-графиков ремонта возлагается на отдел главного механика.
Объем ремонтных работ и технического обслуживания в течение ремонтного цикла рассчитывается по количеству и сложности установленного оборудования, продолжительности и структуре ремонтного цикла, утвержденным нормам затрат труда на единицу ремонтной сложности по формуле
![]()
где
Qp
— объем ремонтных работ и технического
обслуживания в течение цикла, н/ч;
nс,nм,
nа
— число средних, малых ремонтов и
осмотров соответственно;
q
qc,
qut
qa,
— нормы времени на одну ремонтную
единицу соответственно капитального,
среднего, малого ремонта и осмотра,
н/ч;
![]() — количество ремонтных единиц по всем
группам оборудования (суммарная
категория сложности оборудования), р.
е.
— количество ремонтных единиц по всем
группам оборудования (суммарная
категория сложности оборудования), р.
е.
Количество ремонтных единиц по всем группам оборудования рассчитывается по формуле
где n. — количество установленного обрудования i-й группы, шт.; i = - 1,..., m — количество групп оборудования; Rt — категория сложности ремонта оборудования i-й группы, соответствующая количеству ремонтых единиц данного оборудования, р. е.
Среднегодовой объем ремонтных работ и технического обслуживания рассчитывается по формуле
![]()
где Т ц — длительность ремонтного цикла, годы.
По формуле (10.1) определяется объем ремонтных работ по их видам: слесарных Qp , с, станочных Qp r о и прочих Qp г . Для этого значения qK, qc, qu, qo необходимо взять из табл. 10.2 соответственно для слесарных, станочных и прочих работ.
Объем ремонтных работ на год, рассчитанный по формуле (10.1), уточняется на основе годового плана-графика ремонта оборудования.
Вычисленная трудоемкость ремонтных работ и технического обслуживания является основой для определения численности ремонтных рабочих:
где Фд — действительный годовой фонд времени одного рабочего, ч; Кж — коэффициент выполнения норм выработки; ЧРс, ЧРст, ЧРп — среднесписочная численность слесарей, станочников и прочих ремонтных рабочих соответственно.
Численность рабочих по техническому обслуживанию оборудования — дежурных слесарей ЧРв с и электриков ЧРв 1 — определяется по нормам обслуживания на рабочего в смену Н

![]()
где
С — количество смен; Кя
— коэффициент приведения явочной
численности к списочной;
![]() —
общее количество ремонтах единиц
оборудования соответственно по
механической и электрической части, р.
е.
—
общее количество ремонтах единиц
оборудования соответственно по
механической и электрической части, р.
е.
Норма обслуживания на рабочего в смену Но6 согласно ЕСППР установлена: на слесарные работы 1650 р. е., станочные— 1500, смазочные — 1000 и шорные — 300 р. е.
Годовой
объем работ по межремонтному обслуживанию
по видам работ
![]() определяется
на основе плановой численности по
формуле
определяется
на основе плановой численности по
формуле
![]()
Тарифный фонд заработной платы Зт ремонтных рабочих определяется по нормативной трудоемкости ремонтных работ и средней тарифной ставке или путем умножения численности рабочих на фонд времени в год и на среднюю тарифную ставку:
где Qp.r— годовой объем ремонтных работ, н/ч; Тст — средняя часовая тарифная ставка, р.

где ЧР — численность ремонтных рабочих, чел.
За качественное выполнение работ по ремонту и уходу за оборудованием выплачивается премия:
![]()
где П — размер (сумма) премии, р.; Пмр — процент премии за выполнение показателей премирования к тарифному фонду заработной платы.
Потребность в материалах для ремонта и межремонтного обслуживания определяется исходя из объема ремонтных работ и норм расхода материалов по формуле
![]()
где
ƛ — коэффициент, учитывающий расход
материалов на осмотры и межремонтное
обслуживание; Н. — норма расхода
материалов на одну ремонтную единицу
при капитальном ремонте;
![]() —
сумма ремонтных единиц оборудования,
подвергаемого в течение планового
периода соответственно капитальному,
среднему и малому ремонту; α, β —
коэффициенты, характеризующие отношение
между нормой расхода материалов
соответственно на средний и капитальный
ремонт а и малый и капитальный ремонт
р.
—
сумма ремонтных единиц оборудования,
подвергаемого в течение планового
периода соответственно капитальному,
среднему и малому ремонту; α, β —
коэффициенты, характеризующие отношение
между нормой расхода материалов
соответственно на средний и капитальный
ремонт а и малый и капитальный ремонт
р.
Потребность в запасных частях Р ч определяется в общем виде следующим расчетом:
![]()
где Н|( — годовая норма потребности в новых запасных частях на единицу данного вида оборудования при его загрузке в одну смену, шт.; Ни — количество повторно используемых запасных частей данного вида на единицу оборудования в среднем за год за счет их восстановления, шт.; О — среднегодовой парк данного вида оборудования, ед.; С — число смен.
После определения всех затрат, необходимых для ремонтных работ, рассчитывается себестоимость ремонта оборудования с выделением затрат на капитальный ремонт. Себестоимость ремонта определяется по следующим статьям: вспомогательные материалы, покупные изделия (запасные части), заработная плата с начислениями, цеховые расходы, общехозяйственные расходы. Все эти расходы включаются затем в статью «Общепроизводственные расходы» или «Расходы на содержание и эксплуатацию оборудования», которые являются одной из калькуляционных статей затрат на производство продукции предприятия.
Финансирование затрат на капитальный ремонт оборудования осуществляется за счет амортизации и прибыли предприятия (фонд накопления).
Затраты на текущий ремонт и техническое обслуживание оборудования финансируются за счет текущей себестоимости продукции.
Организация и техническая подготовка ремонта оборудования. Ремонтные работы могут производиться специализированными ремонтными заводами, заводами-изготовителями оборудования и заводами, эксплуатирующими оборудование. Основными типами специализированных ремонтных предприятий являются:
ремонтные предприятия, специализированные на ремонте однотипного оборудования;
ремонтные предприятия универсального типа;
ремонтные предприятия смешанного типа;
фирменные ремонтные базы.
Целесообразность организации централизованного ремонта оборудования основывается на: выборе объектов производства; определении потребности в нем (объема работ); выборе типа предприятия и определении места его расположения; выполнении системы проектных расчетов с экономическим обоснованием; определении подчиненности специализированного предприятия и его взаимоотношений с заказчиками (обслуживаемыми предприятиями).
Среди различных вариантов создания и размещения ремонтных предприятий особо следует выделить создание специализированных ремонтных баз.
Такая форма организации ремонтных работ обладает рядом преимуществ. Организация ремонта оборудования на заводе-изготовите- ле или специализированном ремонтном предприятии объединения позволяет оценить степень совершенства конструкции и технологии производства данного вида оборудования, устранить типовые недостатки, имеющие место при эксплуатации оборудования. Предприятие- изготовитель получает возможность оценить реальную величину затрат, связанных с эксплуатацией и ремонтом оборудования, и принять меры к их максимальному сокращению.
Ремонтная база завода-изготовителя должна создавать всю необходимую техническую и нормативную документацию, которая может быть положена в основу создания сети специализированных ремонтных предприятий.
Важным вопросом в организации ремонта является производство сменных деталей.
В практике используются следующие основные варианты организации производства сменных деталей: на специализированных предприятиях по производству соответствующего оборудования; на подетально специализированных предприятиях; на специализированных ремонтных заводах; на заводах, эксплуатирующих оборудование. Наиболее перспективными и эффективными являются первые два варианта. Выбор наиболее эффективного в каждом случае варианта организации производства сменных деталей и узлов может быть осуществлен на основе общепринятой оценки технико-экономического обоснования проектных решений.
При выполнении ремонтных работ на промышленных предприятиях необходимо стремиться к максимальной концентрации однотипных работ на определенных участках РМЦ. Они должны создаваться и оборудоваться в полном соответствии с задачами, которые перед ними поставлены, и объемом работ, подлежащих выполнению. При производстве ремонтных работ преобладает бригадная форма организации труда, причем наиболее эффективно использование специализированных ремонтных бригад. Используются и комплексные бригады, на которые возлагается выполнение всех работ по техническому обслуживанию и ремонту оборудования на закрепленном за бригадой производственном участке. Такая форма организации ремонтных работ повышает ответственность ремонтных рабочих за состояние оборудования, но не всегда обеспечивает максимальную производительность труда, минимальные простои и затраты на ремонт. 284
Время простоя оборудования в ремонте сокращается при использовании прогрессивных методов ремонта, в первую очередь узлового и последовательно-узлового.
Сущность узлового метода состоит в том, что узлы и механизмы, требующие ремонта, снимают и заменяют новыми или заранее отремонтированными.
При последовательно-узловом методе узлы, требующие ремонта, заменяются запасными (оборотными) не одновременно, а последовательно во время перерывов в работе станка (например, в нерабочие смены). Этот метод применим для ремонта оборудования, имеющего конструктивно обособленные узлы, которые могут быть отремонтированы и испытаны раздельно.
Применение этих методов позволяет сократить до минимума простои оборудования в ремонте, повысить качество ремонта и сократить затраты на ремонт в связи с возможностью наиболее рациональной организации ремонта узлов и механизмов. В условиях автоматизированного производства это единственный путь выполнения ремонтов без остановки производства.
Эффективность ремонтов обеспечивается четкой организацией технической подготовки ремонта.
Техническая подготовка ремонта включает разработку технологии ремонта различных моделей оборудования, технологических процессов изготовления сменных деталей (в случае отсутствия централизованного их снабжения), ремонта и восстановления деталей и узлов, проектирования технологической оснастки.
Основной технической документацией, применяемой при организации ремонта, являются: альбомы чертежей на сменные детали, узлы и механизмы, проекты модернизации оборудования, а также паспорта и инструкции по уходу за оборудованием и его эксплуатации.
Альбомы чертежей на сменные детали используются, например, при планировании потребности и производства сменных деталей; разработке технологии изготовления, ремонта и восстановления сменных деталей; проведении работ по нормализации и унификации; формировании парка запасных деталей; внедрении заменителей и т. п.
Почти вся документация обычно поступает от заводов-изготовителей оборудования. Заводы, эксплуатирующие оборудование, лишь пополняют технический архив в случае отсутствия той или иной документации или корректировки исходной документации.
Опыт показывает, что около 80 % общего объема ремонтных работ является постоянным и одинаковым для оборудования одной и той же модели, одного и того же вида ремонта. В этих условиях основным технологическим документом может стать типовой технологический процесс ремонта одномодельного оборудования.
В тех случаях, когда ремонтные операции по своему содержанию аналогичны соответствующим операциям, выполняемым при изготовлении нового оборудования, задача состоит в том, чтобы максимально использовать прогрессивную технологию основного производства при ремонте оборудования. Чем выше степень концентрации однотипных ремонтных работ, тем выше эффективность внедрения прогрессивной технологии. Что касается специфических ремонтных работ, то совершенствование технологии их выполнения идет по пути максимальной механизации процессов, многократного использования деталей (металлизация, сварка, использование метода ремонтных размеров и т. п.), широкого использования заменителей металла, высокопроизводительного оборудования, повышения оснащенности технологических процессов, введения операций, повышающих износоустойчивость деталей, и т. п.
Материальное обеспечение ремонта состоит в своевременной подготовке всех необходимых материалов, сменных деталей, узлов и механизмов и создании парка запасных деталей. Своевременный завоз материалов, полуфабрикатов, готовых изделий и сменных деталей обеспечивается отделом снабжения с учетом сроков вывода оборудования в ремонт, установленных планом-графиком.
Важным вопросом в организации ремонта оборудования является образование и регулирование парка запасных деталей. Запасными называют сменные детали, которые экономически целесообразно хранить в запасе, поддерживаемом на строго определенном уровне. Запасные детали хранятся на складе. Регулирование их запасов на складе производится по системе «максимум-минимум».
Контроль за состоянием парка запасных частей может осуществляться с помощью коэффициента оборачиваемости парка запасных деталей. Его снижение до 0,3 и ниже служит сигналом о необходимости пересмотра структуры парка запасных деталей. Максимальная величина запаса, как правило, не должна превышать трехнедельной потребности.
Среди подготовительных работ особое место занимает составление ведомости дефектов. Чем точнее она составлена, тем более четко будет организован ремонт оборудования. К числу подготовительных работ относится также составление спецификации сменных деталей, обеспечение технической и плановой документацией, необходимой технологической оснасткой, материалами, полуфабрикатами и запасными частями.
При организации ремонта оборудования особого внимания требуют уникальное оборудование и автоматические и поточные линии. Обычно эти работы выполняются специализированными бригадами.
Подготовка оборудования к выводу в ремонт должна производиться с особой тщательностью, нередко за 2-3 месяца до начала ремонта. Необходимо максимально расширять фронт работы и обеспечивать непрерывность ремонта, широко использовать средства механизации и узловой метод ремонта. К ремонту автоматических линий часто привлекаются наладчики, обслуживающие эти линии. Отремонтированные узлы, как правило, предварительно испытываются на холостом ходу и под нагрузкой до монтажа на станке.
В зависимости от конструктивных особенностей и структуры автоматических и поточных линий производится последовательный ремонт агрегатов или участков или одновременный вывод в ремонт всей линии.
При ремонте оборудования, входящего в состав поточной линии, нередко используется резервное оборудование (дублеры) или оборудование для обходной технологии. Ремонт поточных линий может производиться без остановки производства методом последовательного вывода агрегатов с предварительным созданием заделов.
Существенным резервом сокращения затрат на ремонт и простоев оборудования в ремонте является многократное использование деталей. Существует несколько способов, разновидностей многократного использования деталей: восстановление первоначальных размеров с помощью металлизации или наплавки изношенных поверхностей; перевод в очередной ремонтный размер (дорогостоящих и трудоемких деталей); использование деталей-компенсаторов, позволяющих добиться требуемого сопряжения дорогостоящих и трудоемких деталей путем использования простых и дешевых деталей-компенсаторов (планок, втулок, разрезных вкладышей, пружин и т. п.). Применение деталей- компенсаторов позволяет устранить влияние износа регулировкой, использование изношенных деталей в качестве заготовок при изготовлении сменных деталей другого наименования или размера.
Следует отметить, что восстановление изношенных деталей в ряде случаев обеспечивает резкое повышение износоустойчивости восстановленных поверхностей и, следовательно, увеличение сроков службы деталей.
Передача оборудования в ремонт определяется месячным планом- графиком. Перед отправкой в ремонт оборудование должно быть соответствующим образом подготовлено (очистка от грязи и охлаждающей жидкости, освобождение площади для производства ремонтных работ и т. п.). Ответственность за подготовку оборудования к ремонту возлагается на мастера или начальника участка (цеха).
Передача оборудования после ремонта производится после его приемки представителем отдела технического контроля. Акт приемки подписывается по истечении испытательного срока работы оборудования. Объективным свидетельством надлежащего качества ремонта являются карты статистического контроля, заполненные в течение испытательного срока.
Типовое положение о системе ППР содержит перечень специальных дополнительных требований, которые должны соблюдаться при эксплуатации станков повышенной, высокой и особо высокой точности, электроэрозионных станков, уникального, крупного, тяжелого и особо тяжелого оборудования, оборудования автоматических и поточных линий, подъемно-транспортного, гидравлического оборудования и пневмооборудования. Этими требованиями руководствуются при организации межремонтного обслуживания данных видов оборудования.
Наблюдение за состоянием оборудования осуществляется дежурным персоналом отдела главного механика. Контроль за состоянием оборудования возлагается на специальную инспекторскую группу ОГМ. Эта работа включает: проверку качества ухода (смазки, уборки и т. п.) за оборудованием и соблюдение установленных режимов работы; анализ причин преждевременного выхода оборудования в ремонт, проверка выполнения требований, занесенных в журнал передачи смен.
Механик цеха и работники инспекторской группы имеют право принимать все необходимые меры вплоть до остановки оборудования в случаях нарушения правил нормальной эксплуатации оборудования.
Проверка качества дежурного обслуживания возлагается на ремонтного мастера или цехового механика.
Проверку на точность и приемку оборудования из ремонта производят контролеры ОТК при участии представителя цеха, эксплуатирующего оборудование.
Ответственность за сохранность оборудования, его комплектность, правильную эксплуатацию, надлежащий уход и своевременный ремонт несет администрация цехов (начальники цехов, начальники смен, участков, мастера). Механики цехов, инспекторы ОГМ и инспекторы по оборудованию ОГЭ должны участвовать в работах по инвентаризации оборудования, руководить ремонтными бригадами, контролировать ход выполнения планов-графиков ремонта оборудования и их соответствие фактически выполненному объему ремонтных работ по каждому запланированному оборудованию, анализировать причины преждевременного выхода оборудования из строя, осуществлять технический надзор за консервацией бездействующего оборудования.
10.5. Анализ и пути совершенствования организации ремонтного хозяйства
Цель анализа ремонтного хозяйства — выявить достижения и недостатки в этой области, наметить пути ликвидации недостатков и мероприятия по совершенствованию системы ППР на предприятии.
При анализе состояния ремонтного хозяйства рекомендуется:
выявить возможность использования услуг специализированных предприятий по разработке технической документации, выполнения работ по капитальному ремонту; изготовления запасных и сменных деталей;
оценить обоснованность принятого на заводе распред еления работ между ремонтными цехами и цеховыми ремонтными базами, имея в виду обеспечение максимальной концентрации однотипных ремонтных работ и организацию на этой основе специализированных участков и бригад;
проанализировать структуру ОГМ и выяснить возможность четкого выполнения соответствующих функций каждым подразделением ОГМ (обеспеченность штатами, наличие четких должностных инструкций, организация труда ИТР и служащих, использование средств механизации труда управленческого и обслуживающего персонала и т. д.);
выявить недостатки в системе планирования (оценка степени обоснованности плановых заданий, система показателей, методы их учета и анализа, состояние нормативного хозяйства, организация диспетчерского руководства и т. п.);
оценить состояние ремонтных баз (состав и количество оборудования, степень прогрессивности технологических процессов, организация рабочих мест и технического обслуживания, подготовка к ремонту, система планирования, выполнение плана ремонтных работ, технико-экономические показатели и т. д.);
проанализировать состояние организации межремонтного обслуживания (распределение обязанностей, наличие технической документации и инструктивных материалов, техническое оснащение дежурного персонала; типовые недостатки в организации межремонтного обслуживания и их последствия, качество ухода за оборудованием, организация технического надзора и т. д.);
выяснить недостатки в применяемой системе оплаты труда, методов материального и морального стимулирования и порядке определения материальной ответственности исполнителей за ущерб, нанесенный производству.
Глубина анализа каждого из перечисленных направлений зависит от того, насколько велики резервы, связанные с устранением выявленных недостатков, и реальные возможности мобилизации этих резервов.
Анализ состояния ремонтного хозяйства сопровождается анализом показателей, характеризующих деятельность ремонтной службы. К числу таких показателей относятся: простои оборудования в ремонте (с выделением внеплановых U связанных с авариями и поломками) как абсолютная величина в часах (сутках) и относительная на единицу ремонтной сложности; затраты на ремонт (абсолютные, по сравнению с планом) и относительные (себестоимость ремонта одной ремонтной единицы по видам ремонта); затраты на межремонтное обслуживание — абсолютные и относительные (на единицу ремонтной сложности); показатели, характеризующие выполнение запланированного объема ремонтных работ и соблюдение плановых сроков вывода оборудования в ремонт и ввода его в эксплуатацию. Все эти показатели связаны с основными технико- экономическими показателями работы предприятия. Их следует рассматривать в динамике (за ряд лет) и при анализе сравнивать с плановыми, нормативными показателями родственных и передовых предприятий и специализированных ремонтных заводов. Результат анализа этих показателей используется для оценки общих достижений и недостатков в работе предприятия. Такого рода анализ обычно выполняется при подведении итогов работы предприятия за год, квартал, месяц и при составлении тактических и стратегических планов.
Надо сказать, что ремонт и обслуживание оборудования на отечественных предприятиях поставлены еще неудовлетворительно.
Низкий уровень специализации ремонтных работ приводит к тому, что на ряде крупных машиностроительных заводов 50-60 % общего объема капитального ремонта производится децентрализованно в цеховых ремонтных базах с изготовлением большей части запасных деталей на низком техническом уровне. Децентрализация ремонтного хозяйства приводит к тому, что ремонт одномодельного оборудования осуществляется параллельно в нескольких цеховых мастерских одного и того же завода. При этом цеховые механики вынуждены выполнять техническую подготовку одних и тех же работ в различных вариантах. В результате стоимость изготовления запасных частей намного дороже, чем в станкостроении, а ремонт оборудования в ряде случаев оказывается экономически невыгодным.
Основными направлениями совершенствования ремонтного хозяйства являются:
♦ организация централизованного ремонта оборудования. Например, в Чехии капитальный ремонт почти всего оборудования осуществляется на централизованных ремонтных предприятиях, в результате чего стоимость капитального ремонта не превышает 60-80 % стоимости нового станка;
создание ремонтных баз на предприятиях-изготовителях оборудования, что повышает заинтересованность в качестве своего оборудования;
организация специализированного производства запасных частей к оборудованию. Так, отечественное станкостроение выпускает только 2 % запасных деталей от стоимости оборудования, в то время как в США их выпуск достигает более 20 %;
централизация ремонта и обслуживания оборудования непосредственно на промышленных предприятиях. Она предусматривает подчинение главному механику всех ремонтных баз предприятия и ликвидацию двойного подчинения цеховых баз главному механику и начальнику цеха, повышение ответственности главного механика за качественное состояние оборудования, за выполнение плана ремонта и экономические показатели ремонтного хозяйства;
проведение организационной реструктуризации машиностроительных предприятий, предполагающей выделение ремонтного хозяйства в самостоятельное малое предприятие, специализирующееся на ремонте технологического оборудования для нужд данного машиностроительного и других предприятий. Это позволит значительно повысить эффективность ремонтного производства в целом;
механизация ручных ремонтных работ, особенно слесарных. Оснащение ремонтно-механических цехов высокопроизводительным универсальным и специальным оборудованием, обеспечение ремонтных бригад подъемно-транспортным оборудованием. Это направление особенно важно, так как на ремонтных работах все еще низок уровень механизации и высок уровень ручного труда, что требует больших затрат труда и высокой квалификации ремонтных рабочих;
применение современных средств технической диагностики состояния оборудования. Так, повреждения станков с ЧПУ диагностирует сама ЭВМ;
внедрение прогрессивных методов, технологических процессов и организационных форм выполнения ремонтных работ. К числу прогрессивных методов ремонта в первую очередь относится узловой и последовательно-узловой;
организация восстановления деталей и узлов. Восстановление деталей позволяет добиться сокращения расхода металла при ремонте деталей до 60-90 %. Себестоимость восстановленных деталей нередко составляет 10-25 % стоимости новой детали. Наиболее целесообразна организация специализированньк баз восстановления при ремонтных заводах;
совершенствование технической подготовки ремонта, включающей разработку типовых технологических процессов, а также материальное обеспечение;,
эффективное использование специализированных ремонтных бригад по ремонту и межремонтному обслуживанию оборудования, за которыми закреплены отдельные участки или группы оборудования независимо от цеховой принадлежности. Такие бригады создаются в составе от 5 до 10 человек слесарей и одного станочника на каждые 1000-2000 р. е. установленного оборудования при его работе в две смены. Эти бригады входят в состав корпусных ремонтных баз (КРБ);
совершенствование планирования, включающего составление планов-графиков ремонта. При этом эффективными являются использование сетевого метода планирования ремонта, систематический контроль и корректировка нормативной базы систем ППР и ТОР с учетом всех внутренних и внешних факторов;
дальнейшее совершенствование системы планово-предупреди- тельного ремонта. Система ППР и ТОР должны корректироваться на предприятиях с учетом их специфики и местных условий хозяйствования. При этом основное внимание должно быть уделено профилактическим мероприятиям, техническому обслуживания оборудования, а не ремонту. Необходимо стимулировать прекращение ремонта устаревшего оборудования, ускорение его обновления.
Так, на ряде предприятий автомобильной промышленности получила распространение инспекционная система технического обслуживания и ремонта оборудования, при которой проведение ремонта зависит не от срока эксплуатации оборудования, а от фактической потребности в нем. Такая потребность устанавливается технической инспекцией, которая дает оценку техническому состоянию оборудования и подает заявки на его ремонт;
установление хозрасчетных отношений между ремонтным хозяйством и другими подразделениями и предприятием в целом. Разработка системы материального поощрения и материальной ответственности за результаты труда;
внедрение нормативной сдельно-премиальной системы оплаты труда, при которой начисление сдельного фонда заработной платы производится за нормативную отчетную, а не за фактическую трудоемкость ремонтных работ. При этом ликвидация аварий, возникших в течение гарантийного периода по вине бригады, осуществляется ею бесплатно и сверх утвержденного плана работ;
внедрение автоматизированной системы управления ремонтным производством.
Подсистема АСУП «Ремонт» является частью единой системы управления предприятием (АСУП), имеющей свой управляющий центр (ОГМ) и свои объекты управления (РМЦ, ЭРБ, КРБ и др.), систему прямых и обратных связей, комплекс информации и соответствующих технических средств для ее обработки.
К числу мероприятий, способствующих повышению эффективности ремонтного производства и качественному внедрению подсистемы АСУП «Ремонт» на предприятиях, следует отнести изучение и распространение опыта передовых предприятий по организации корпусных ремонтных баз, действенных хозрасчетных отношений между ремонтными службами предприятия и основным производством, эффективных форм оплаты труда ремонтников.
Подсистема АСУП «Ремонт» является функциональной подсистемой управления, когда при соответствующем организационно-административном делении отдел главного механика является главным координирующим центром и необходимым звеном в комплексной системе управления предприятием. Внедрение этой подсистемы дает возможность с помощью применения ЭВМ и математических методов определить оптимальную стратегию обслуживания и ремонтов оборудования, оптимальную концентрацию объемов работ и концентрацию оборудования для условий специализированного производства ремонтных работ и т. д.
С помощью АСУ следует создать такую организацию ремонта и обслуживания станочного парка предприятий, при которой распределение трудовых, материальных и финансовых ресурсов между РМУ и ЦРБ было бы оптимальным, а простои оборудования минимальными.
На основании данных обследования работы ремонтных подразделений разрабатывается экономико-организационная модель управления ремонтным производством, составляются унифицированные формы документов, строится схема документооборота и разрабатывается модель информационных связей, выбираются и разрабатываются эко- номико-математические методы и модели для механизации и автоматизации экономических расчетов, определяется необходимое количество и состав технических средств. Экономико-организационная модель является основой создаваемой подсистемы ремонтного производства, определяет принципы ее функционирования и организационные основы системы управления, а также учитывает необходимость широкого развития хозрасчетных отношений, более полного использования материального стимулирования.
При проектировании АСУП «Ремонт» необходима разработка взаимоувязанного комплекса работ для разрешения основных проблем ремонтного хозяйства. Этот комплекс работ ориентируется на создание функциональных управляющих подсистем и необходимых для их функционирования обеспечивающих подсистем.
Функциональные подсистемы реализуют функции управления по технической подготовке ремонтного производства, перспективному, технико-экономическому и оперативному планированию, учету, отчетности и анализу хозяйственной деятельности, контролю и регулированию работы ремонтных подразделений.
К обеспечивающим подсистемам относятся: экономико-организационная, информационная, подсистема математического и технического обеспечения.
Успешность функционирования подсистемы АСУП «Ремонт» зависит от того, насколько полно и точно проведены следующие этапы работ: разработка общих положений; предпроектное (диагностическое) обследование работы ремонтных подразделений; техническое проектирование; рабочее проектирование; внедрение подсистемы.
Экономическое обоснование целесообразности внедрения подсистемы АСУП «Ремонт» должно сопровождаться расчетом экономической эффективности.
Тесты
При узловом методе ремонта узлы:
а) ремонтируются одновременно;
б) ремонтируются последовательно во время перерывов в работе станка;
в) заменяются заранее отремонтированными;
г) ремонтируются одновременно и последовательно.
Чтобы определить вид очередного ремонта станка, надо знать:
а) последний вид ремонта станка и межремонтный период;
б) последний вид ремонта станка, межремонтный период и структуру ремонтного цикла;
в) последний вид ремонта станка и структуру ремонтного цикла;
г) последний вид ремонта станка, ремонтный цикл и структуру ремонтного цикла.
За единицу ремонтной сложности механической части оборудования принимается ремонтная сложность условного оборудования, трудоемкость капитального ремонта которого в условиях среднего ремонтно-механнческого цеха составляет:
а) 50 ч;
б) 12,5 ч;
в) 125 ч;
г) 150 ч.
Годовой объем ремонтных работ равен:

Где
![]() „ — нормы времени на одну ремонтную
единицу соответственно капитального,
среднего, малого ремонта н осмотров,
н/ч;
„ — нормы времени на одну ремонтную
единицу соответственно капитального,
среднего, малого ремонта н осмотров,
н/ч;
![]() — суммарная категория сложности
оборудования; Тм — межремонтный
период, мес.; Тр и — длительность
ремонтного цикла, лет; Тл —-
межосмотровой период, мес.
— суммарная категория сложности
оборудования; Тм — межремонтный
период, мес.; Тр и — длительность
ремонтного цикла, лет; Тл —-
межосмотровой период, мес.
При централизованной форме организации ремонта:
а) капитальный ремонт производится в ремонтно-механическом цехе предприятия, а остальные виды ремонта и техническое обслуживание — силами цеховых ремонтных баз;
б) все виды ремонта и технического обслуживания выполняются силами цеховых ремонтных баз;
в) все виды ремонта и технического обслуживания производит ремонтно- механический цех предприятия;
г) все виды ремонта производит ремонтно-механический цех предприятия, а техническое обслуживание выполняется силами цеховых ремонтных баз.
6. Межремонтный период Тм определяется как:
Где
![]() — сумма малых, средних, капитальных
ремонтов и осмотров в структуре
ремонтного цикла соответственно; Тр
„ — длительность ремонтного цикла,
мес.
— сумма малых, средних, капитальных
ремонтов и осмотров в структуре
ремонтного цикла соответственно; Тр
„ — длительность ремонтного цикла,
мес.
Межосмотровый период определяется как: (Варианты ответа см. к тесту 6.)
Что надо знать, чтобы определить очередную дату ремонта?
а) дату последнего ремонта станка и ремонтный цикл:
б) дату последнего ремонта станка и структуру ремонтного цикла;
в) дату последнего ремонта, межремонтный период и структуру ремонтного цикла;
г) дату последнего ремонта станка и межремонтный период.
Что понимается под ремонтным циклом?
а) период работы между осмотром и капитальным ремонтом;
б) период работы между капитальными ремонтами;
в) период работы между очередными ремонтами;
г) период работы между осмотром и текущим ремонтом.
За единицу ремонтной сложности электрической части оборудования принимается ремонтная сложность условного оборудования, трудоемкость капитального ремонта которого в условиях среднего электроремонтного цеха составляет!
а) 50 ч; i
б) 125 ч;
в) 12,5 ч;
г) 150 ч.
При последовательно-узловом методе ремонта:
а) отдельные узлы заменяются запасными — заранее отремонтированными или новыми;
б) узлы ремонтируются одновременно;
в) узлы ремонтируются последовательно во время перерывов в работе стайка;
г) узлы ремонтируются и одновременно и последовательно.
Что собой представляет структура ремонтного цикла?
а) совокупность следующих в определенном порядке ремонтных и профилактических операций в период между двумя капитальными ремонтами;
б) совокупность следующих в определенном порядке ремонтных и профилактических операций в период между двумя текущими ремонтами;
в) совокупность следующих в определенном порядке только ремонтных работ в период между двумя капитальными ремонтами;
г) совокупность следующих в определенном порядке только ремонтных работ в период между осмотром и капитальным ремонтом.
13. Трудоемкость ремонта станка определяется как
где r — категория сложности ремонта станка; q — нормы времени на 1 ремонтную единицу; R — ремонтная единица; Фх — действительный фонд времени работы станка.
14.Что включает в себя система планово-предупредительного ремонта?
а) осмотры, промывку, смазку, проверку на точность, текущие и капитальные ремонты;
б) осмотры и текущие ремонты;
в) осмотры, промывку, смазку и капитальные ремонты;
г) текущие и капитальные ремонты.
15. Какие факторы не определяют ремонтный цикл?
а) вид обрабатываемого материала;
б) класс точности оборудования;
в) вид применяемого инструмента;
г) вид ремонта.
Задачи
Задача-ситуация 10.1. На предприятии установлены станки, состав, количество и ремонтная сложность которых приведены в табл. ЮЛ.
Все станки по типу относятся к средним с нормативным временем работы в течение ремонтного цикла — 16 800 ч. Коэффициенты, учитывающие тип оборудования, — 1,25, тип производства (серийный) — 1,3, род обрабатываемого материала — 1,0, долговечность — 1,1, тип применяемого инструмента — 0,7, возраст — 0,8. Структура ремонтного цикла для всех станков одинакова: К-О-О-Т-О-О-Т-О-О-С-О-О-Т-О-О-Т-О-О-К. Нормативы на одну ремонтную единицу приведены в табл. 10.2.
Режим работы предприятия двухсменный, действительный годовой фонд времени работы оборудования — 4004 ч. Удельный вес оперативного времени в действительном фонде составляет 70 %.
Оценить возможность организации на данном предприятии специализированных бригад по ремонту и обслуживанию оборудования, если нормы дежурного обслуживания (количество оборудования в единицах ремонтной сложности иа одного рабочего) слесаря — 400 р. е., электрика — 800 р. е. Коэффициент вы-
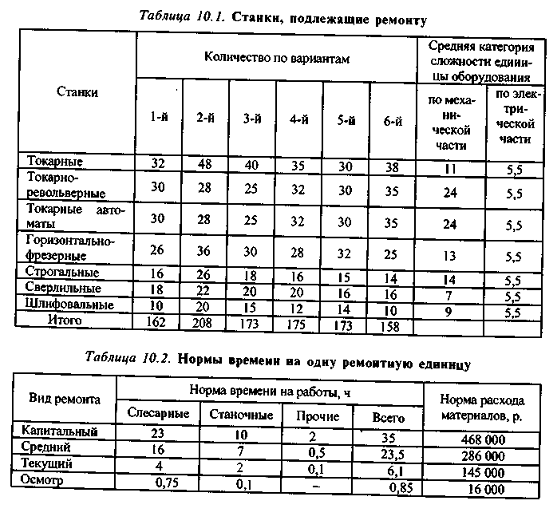
полнения норм обслуживания дежурными слесарями — 1,1, дежурными электриками — 1,05. Коэффициент выполнения норм выработки слесарными рабочими — 1,05, станочниками — 1,15, прочими ремонтными рабочими — 1,0. Номинальный фонд времени рабочего по плановому балансу — 262 дня. Плановые невыходы — 27 дней. Средняя продолжительность рабочего для — 7,8 ч.
2. Построить график ремонта оборудования на плановый год (включая осмотры) для пяти токарных автоматов, последний вид и дата ремонта которых приведены в табл. 10.3.
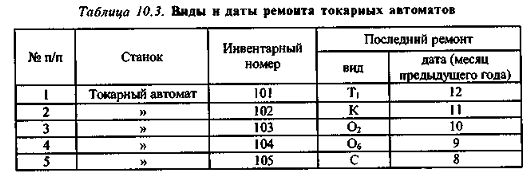
Задача 10.2. Рассчитать годовой объем ремонтных работ в механическом цехе, если согласно графикам в данном году производятся ремонты, приведенные в табл. 10.4.
Нормативы времени (в часах) на одну ремонтную единицу даны в табл. 10.5.
Определить число ремонтных работников в цехе, если плановый годовой фонд времени рабочего равен 1800 ч. Нормы времени на одну ремонтную единицу приведены в табл. 10.2.
Задач» 10.3. Структура ремонтного цикла легкого токарно-револьверкого станка следующая; К-Т-Т-С-Т-Т-С-Т-Т-К. Рассчитать длительность ремонтного цикла и межремонтных периодов станка, выпущенного в 2000 г. (10 месяц) и работающего в условиях механического цеха крупносерийного производства на операции обточки алюминиевых втулок. Станок 7-й категории ремонтной сложности работает в две смены. Построить график ремонтов станка. Определить трудоемкость ремонтных работ. Значения коэффициентов, необходимых для определения ремонтного цикла, следующие: β1 = 0,75; β2, = 1,1; β3, = 1,2; β4 = 1,7; β5=1; β6=1
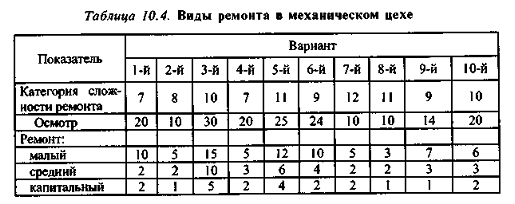
Удельный вес оперативного времени в годовом фонде времени станка составляет 80 %.
Задача 10.4. Станок металлорежущий повышенной точности (β = 1,5). категория по массе средняя (β = 1,0), используется для обработки заготовок из различных материалов (β = 0,75) металлическим инструментом (β = 1,0). Установлен в сентябре 2001 г. В структуре ремонтного цикла пять текущих ремонтов и шесть технических обслуживании. Режим работы двухсменный, действительный годовой фонд времени — 4000 ч. Удельный вес оперативного времени в действительном фонде составляет 80 %.
Определить для станка длительность ремонтного цикла, межремонтного и межосмотрового периода. Составить график выполнения ремонтов и техобслуживания до капитального ремонта.
Задача 10.5. Составить график ремонта оборудования, используя исходные данные табл. 10.5.
Ремонтный цикл — 6 лет, его структура: К-1; С-2; М-6; 0-9

Задача 10.6. Рассчитать продолжительность ремонта (в днях) исходя из следующих данных: ремонт агрегата выполняют 4 человека, которые работают в две смены; продолжительность смены — 8 ч; средний процент выполнения норм выработки — 110; трудоемкость работ по ремонту агрегата — 5020 н/ч.
Задача 10,7. Определить месяц ремонта расточного станка и вид этого ремонта на плановый год, если известно, что последний средний первый ремонт был произведен в октябре предпланового года. Длительность ремонтного цикла — 6 лет. В его структуре 6 малых, 2 средних и 1 капремонт.
Задача 10.8. В цехе установлено 30 токарно-винторезных станков I6K20. По структуре ремонтного цикла все прошли в ноябре текущего года малый ремонт 2. В структуре ремонтного цикла один капитальный, два средних и шесть малых ремонтов. Длительность межремонтного периода 8 месяцев. Рассчитать плановый годовой объем ремонтных работ и численность ремонтных рабочих, если действительный фонд времени одного рабочего — 1800 ч, коэффициент выполнения норм - 110 %. Нормы времени на одну ремонтную единицу приведены в табл. 10.2.
Г л а в а 11 ОРГАНИЗАЦИЯ ЭНЕРГЕТИЧЕСКОГО ХОЗЯЙСТВА
11.1. Значение и задачи энергетического
ХОЗЯЙСТВА
Любой технологический процесс требует определенного расхода топлива, электрической и тепловой энергии, поэтому промышленные предприятия являются крупнейшими потребителями различных видов топлива и энергии. В промышленности расходуется примерно половина всего топлива и две трети энергии. В качестве топлива предприятия используют уголь, кокс, мазут, дрова и древесные отходы, природный газ, диоксид углерода (например, для сварочного производства). С развитием научно-технического прогресса и ростом производства потребление энергии систематически растет. Растет и доля затрат на энергоресурсы. Доля энергозатрат в себестоимости продукции доходит до 40-45 %.
За XX век количество энергии, затрачиваемое на единицу промышленной продукции в развитых странах мира, возросло в 10-12 раз. В связи с этим повышается роль энергетического хозяйства в обеспечении бесперебойного функционирования производственного процесса, повышается его значение с целью снижения издержек производства и повышения уровня рентабельности промышленных предприятий.
Энергетическое хозяйство промышленного предприятия — это совокупность энергетических установок и вспомогательных устройств с целью обеспечения бесперебойного снабжения предприятия различными видами энергии и энергоносителей, таких, как натуральное топливо (газ, мазут и др.), электрический ток, сжатый воздух, горячая вода, конденсат.
К основным видам промышленной энергии относятся: тепловая и химическая энергия топлива, тепловая энергия пара и горячей воды, механическая энергия и электроэнергия.
Основными задачами энергетического хозяйства являются надежное и бесперебойное обеспечение предприятия всеми видами энергии установленных параметров при минимальных затратах.
Энергообеспечение предприятия имеет специфические особенности, обусловленные особенностями производства и потребления энергии:
производство энергии, как правило, должно осуществляться в момент потребления;
энергия должна доставляться на рабочие места бесперебойно и в необходимом количестве. Перебои в снабжении энергией вызывают прекращение процесса производства, нарушение технологии;
энергия потребляется неравномерно в течение суток и года. Это вызвано природными условиями (летние и зимние периоды, день, ночь) и организацией производства;
мощность установок по производству энергии должна обеспечивать максимум потребления.
По характеру использования энергия бывает: технологической, двигательной (силовой), отопительной, осветительной и санитарно-вен- тиляционной. Для промышленных предприятий наибольшее значение имеет потребление энергии на двигательные и технологические цели. В качестве двигательной силы технологического и подъемно-транспортного оборудования используются главным образом электроэнергия и в небольшом количестве пар и сжатый воздух.
Различные виды энергии и энергоносителей применяются на всех стадиях технологии производства изделия. При этом единство и взаимообусловленность технологии и энергетики — наиболее характерная черта большинства производственных процессов промышленного предприятия. В число потребителей электроэнергии необходимо отнести и такие участки производства, как слаботочные средства связи: телефоны, радио, диспетчерская связь.
На всех предприятиях-энергопотребителях должен быть составлен энергетический паспорт, который является нормативно-хозяйственным документом, утвержденным по единой государственной форме. В таком паспорте отражаются все основные сведения об энергохозяйстве предприятия и производится оценка эффективности использования топливно-энергетических ресурсов по объектам предприятия.
11.2. ЭНЕРГООБЕСПЕЧЕНИЕ ПРЕДПРИЯТИЯ. СТРУКТУРА И ФУНКЦИИ ЭНЕРГЕТИЧЕСКОГО ХОЗЯЙСТВА
Энергообеспечение большинства промышленных предприятий построено на централизованной системе, когда они получают энергоносители со стороны: электроэнергию — от энергетической системы (через заводскую понизительную подстанцию) или от заводской электростанции, связанной с энергетической системой; пар — по тепловой сети районной энергетической системы при заводской теплоцентрали; газ — из сети дальнего газоснабжения природным газом.
Потребляемые предприятием энергоресурсы могут производиться и на самом предприятии: электроэнергия — на заводской электрической станции, пар и горячая вода — в котельных, генераторный газ — на газогенераторной станции.
Распространен и комбинированный вариант обеспечения энергоресурсами, когда часть энергии покрывается за счет ее обеспечения от собственных установок, а часть — централизованно. Наиболее экономичной формой энергоснабжения крупных промышленных предприятий является включение заводской ТЭЦ в энерготехническую систему. В таком случае в часы, когда предприятию требуется дополнительное количество энергии, оно забирает ее из энергосистемы. Это избавляет изолированные заводские электростанции от необходимости иметь дополнительные мощности для обеспечения максимальной нагрузки в часы пик, когда же падает потребность в электроэнергии, такая станция может отдавать избыточную электроэнергию в энергосистему.
Энергетическое хозяйство предприятия выполняет следующие функции:
обеспечение предприятия всеми видами энергии;
наблюдение за строгим выполнением правил эксплуатации энергетического оборудования;
организация и проведение ремонтных работ;
организация рационального использования и выявления резервов по экономии топлива и энергии;
разработка и осуществление мероприятий по реконструкции и развитию энергетического хозяйства предприятия.
Состав и размеры энергетического хозяйства предприятия зависят от характера и масштабов производства, применяемых технологических процессов, особенностей энергоснабжения.
Энергетическое хозяйство предприятия подразделяют на две части: общезаводскую и цеховую. Общезаводскую часть образуют генерирующие, преобразовательные установки и общезаводские сети. К цеховой части энергохозяйства относятся первичные энергоприемники, цеховые преобразовательные установки и внутрицеховые распределительные сети.
Общезаводская часть энергохозяйства объединяет ряд цехов: электросиловой (или электростанция), теплосиловой, газовый, электромеханический, слаботочный. Примерный состав цехов и выполняемые ими функции приведены в табл. 11.1.
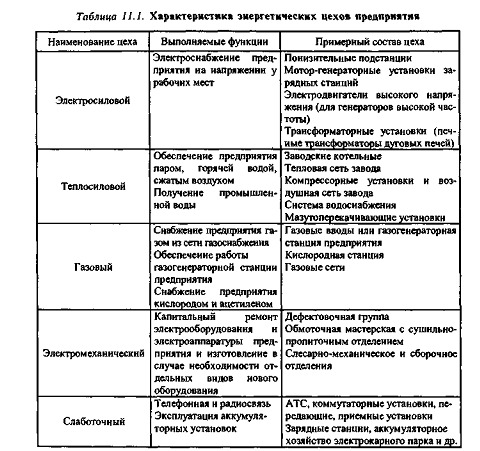
Большое влияние на состав и размеры энергетического хозяйства оказывает энергетика района. Районные ТЭЦ освобождают промышленные предприятия от необходимости производить энергию, обеспечивая их более дешевой электро- и теплоэнергией. В этом случае на предприятии создаются только трансформаторные подстанции.
Энергетическое хозяйство крупных промышленных предприятий находится в ведении главного энергетика. Отдел главного энергетика включает бюро (группы) энергоиспользования, энергооборудования, а также электрическую и тепловую лаборатории. Лаборатории организуют и проводят исследовательскую работу по снижению расхода топлива и энергии, разрабатывают и внедряют рациональные режимы работы энергетического оборудования, разрабатывают технически
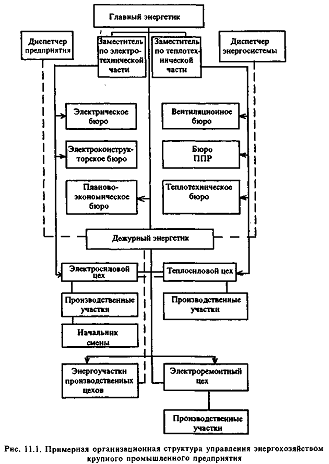
обоснованные нормы потребления энергии и контролируют их выполнение, осуществляют контроль за производством и использованием энергии и энергоносителей на всех установках предприятия.
Главный энергетик подчинен главному инженеру предприятия. На небольших предприятиях, где энергетическое хозяйство значительно проще, оно находится в ведении главного механика.
Определение штатов органов управления энергетическим хозяйством предприятия производится в зависимости от потребляемой энергетической мощности, потребления теплоэнергии, сжатого воздуха и воды. На энергетических хозяйствах крупных предприятий в течение смены назначаются дежурные инженеры-энергетики, руководящие эксплуатацией всего энергохозяйства. Их задача — обеспечение бесперебойного питания предприятия необходимыми энергоносителями. На небольших предприятиях дежурным обычно назначается один из бригадиров участка энергохозяйства.
Внутри энергетических цехов вьщеляют: сменный персонал, ведущий непосредственную эксплуатацию оборудования, и ремонтно-монтажный персонал, руководимый инженером или мастером, который выполняет все ремонтные и монтажные работы в энергетическом хозяйстве.
Примерная организационная структура управления энергохозяйством крупного промышленного предприятия представлена на рис. 11.1
11.3. ЭНЕРГЕТИЧЕСКИЕ БАЛАНСЫ ПРЕДПРИЯТИЯ
Основой рациональной организации энергетического хозяйства на предприятии является планирование производства и потребления энергоносителей на основе энергетических балансов, отражающих равенство подведенной и полезной энергии и потерь. Энергобаланс является отражением закона сохранения энергии в условиях конкретного производства. Он состоит из двух частей: приходной, характеризующей ресурсы энергии всех видов, и расходной, где показывается распределение энергоресурсов по направлениям потребления, включая потери (например, в сетях) и отпуск на сторону. Приходная и расходная части баланса должны быть равны.
Общий вид энерготехнического баланса:
![]()
где Wnp з — объем производимой энергии; Wi|otp s — объем потребляемой энергии; W с — потери в сетях и преобразовательных установках.
Различают сводный (например, топливно-энергетический) и частные балансы отдельных энергоресурсов, плановые и отчетные. Частными могут быть электробаланс выработки и потребления электрической энергии, топливный баланс добычи, переработки (получения со стороны) и распределения (использования) топлива; тепловой — выработки теплоты и ее Потребления и др. На предприятиях по каждому подразделению определяют ресурсы и направления использования всех видов энергии. Электроэнергию распределяют по потребителям силовой и осветительной нагрузки.
Энергетические балансы входят в группу материальных балансов предприятия. Классификация энергетических балансов приведена в табл. 11.2.
Перспективные балансы составляются на длительный срок и используются при проектировании, реконструкции производства и развитии энергохозяйства предприятия. Составляются они в соответствии со стратеги-
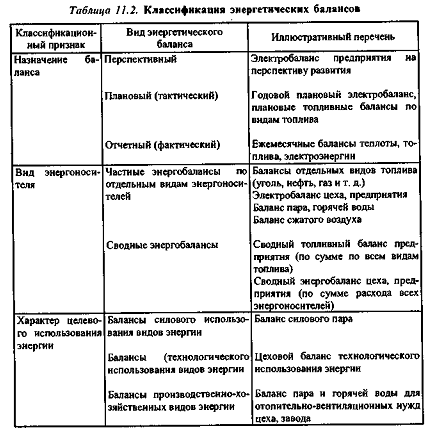
ческим планом развития предприятия, предусматривающим коренные изменения в технологических процессах, в объеме производства, номенклатуре продукции, в объеме и структуре кооперирования. Учитываются также перспективы изменения в топливно-энергетической системе данного района. Стратегические энергобалансы являются основой для проектирования рациональных схем энергоснабжения предприятия, обоснования сооружения новых и реконструкции существующих энергоустановок.
Основной формой планирования потребления и использования энергоносителей на предприятии являются годовые тактические балансы. Их задача — обосновать, во-первых, потребность предприятия в топливе и энергии для выполнения плана по выпуску продукции (расходная часть баланса), а во-вторых, наиболее рациональные способы покрытия этой потребности за счет выработки энергии на собственных генерирующих установках, получения топлива и энергии извне, использования вторичных энергоресурсов (приходная часть баланса).
Для анализа выполнения плановых балансов, оценки работы в области рационализации энергохозяйства, экономии топлива и энергии составляют отчетные (фактические) балансы. Для их составления необходим хорошо организованный и точный учет расхода топлива и энергоносителей. Пример годового баланса электроэнергии приведен в табл. 11.3. По вертикальному разрезу статьи баланса группируют как по участкам производства, так и по направлению использования
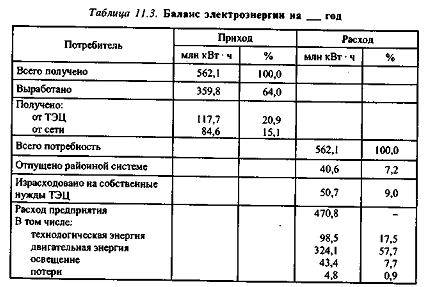
энергии. Выделяются потери энергии в заводских сетях. Горизонтальный разрез отражает весь внутренний оборот энергии данного вида (или энергоносителей), включая выход и использование вторичных энергетических ресурсов и расходов энергии на собственные нужды генерирующих и преобразующих установок.
Составлению расходной части баланса предшествуют:
расчет потребности подразделений предприятия во всех видах топлива и энергии;
определение допустимых потерь энергии в заводских цехах и преобразовательных установках;
определение суммарного потребления энергии.
Составлению приходной части баланса предшествуют:
определение производственных ресурсов своих генерирующих установок и возможности получения топлива и энергии извне;
проектирование режимов работы своих генерирующих установок в порядке разбивки суммарных графиков нагрузки между агрегатами;
определение потребности за счет собственного производства, а также использования вторичных энергоресурсов.
Кроме того, разрабатываются балансы генерирующих установок предприятия, а также баланс топлива по отдельным видам и маркам. Главная цель энергобаланса — определение степени полезного использования энергии и поиск путей снижения потерь, рационализация энергопотребления. Разработка нормализованного энергетического баланса как раз и учитывает возможности рационализации и оптимизации энергопотребления и снижения потерь в механизмах и электрических сетях.
Нормализованный энергобаланс как завершающий этап анализа фактического баланса служит основой для оценки резервов экономии энергоресурсов на предприятии.
Общие резервы экономии энергоресурсов подразделяются на текущие, осуществляемые с малыми затратами в текущем периоде, и перспективные, реализация которых возможна в отдаленной перспективе (3-5 и более лет) за счет проведения мероприятий, требующих дополнительных затрат.
Текущие
резервы определяются путем сравнения
фактического энергобаланса объекта с
его энергобалансом, составленным на
базе технически обоснованных отдельных
потерь. Текущие резервы экономии
энергии
![]() можно
определить по формуле
можно
определить по формуле
где i = 1,..., п — число мероприятий, направленных на снижение потерь; j = 1, ..., m— число объектов, где внедрены мероприятия; ∆Wif ∆Wy — потери энергии в каждом j- м объекте соответственно до и после проведения i-го мероприятия.
Перспективные резервы определяются сравнением нормализованного, перспективного, экономически обоснованного энергобаланса с учетом его качественных изменений и нормализованного энергобаланса, учитывающего проведение мероприятий, направленных на снижение потерь на ближайший период {до 5 лет) или на более длительный срок.
11.4. ПЛАНИРОВАНИЕ ПОТРЕБНОСТИ В ЭНЕРГИИ
Общая потребность предприятия в конкретном виде топлива или энергии Э определяется по формуле
![]()
где Эп — норма расхода силовой и технологической энергии на единицу товарной продукции, кВт ч, кДж/м3; П — планируемый объем производства в натуральном выражении; Э — расход энергии на освещение; Эо — расход энергии на отопление; Эв — расход энергии на вентиляцию; Эпр — потребность энергии на прочие нужды; Эст — отпуск на сторону; Эс — потери в сетях предприятия.
В результате расчета общей потребности устанавливается лимит по видам топлива и энергии в натуральном и стоимостном выражении для предприятия в целом.
Общий расход энергии по предприятию принято делить на две части — переменную и постоянную. Переменную часть, т. е. зависящую от объема выпускаемой продукции, составляет расход всех видов энергии на двигательные и технологические цели. Постоянная часть, т. е. не зависящая от объема выпускаемой продукции, — это расход энергии на освещение, отопление, привод вентиляционных устройств и др.
Расход энергии по переменной части Э определяется по формуле

где Н — сводная норма расхода энергии на 1000 р. товарной продукции; Вт п — плановый объем товарной продукции, тыс. р.
Годовой расход силовой электроэнергии Эд определяют по установленной мощности силовых токоприемников и коэффициентов спроса, использования по времени и мощности:

где Мд — суммарная установленная мощность по группе оборудования, кВт; Фд — действительный годовой фонд времени работы оборудования, ч; Км — коэффициент, учитывающий загрузку оборудования по мощности; коэффициент, учитывающий неравномерность использования оборудования по времени; К, и Кг — коэффициенты, учитывающие соответственно КПД двигателей и потери в сети.
Примерные значения данных коэффициентов приведены в табл. 11.4.
Суммарная установленная мощность потребителей силовой энергии Му определяется по формуле

где Pi — номинальная (по паспорту) мощность электродвигателей i-й группы оборудования; n. — количество электродвигателей i-Й группы оборудования; i = 1, ...,n — группы оборудования.
Годовой расход электроэнергии на освещение определяют по нормам расхода на 1 м2 площади здания, а годовое количество часов работы светильников принимают в зависимости от количества часов работы в сутки (коэффициента сменности) и дней в году по формуле
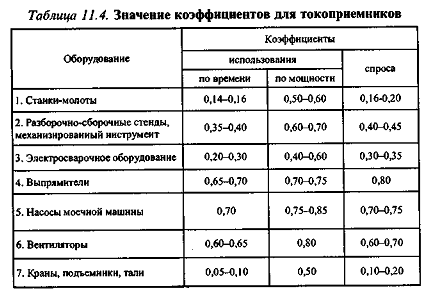
где I — количество светильников данного типа; М, — мощность светильника, Вт; — продолжительность осветительного периода, ч.
Общую потребность предприятия в электроэнергии определяют по объектам и видам работ, подразделениям (участкам, цехам) и целевому назначению — потребность силовой энергии на двигательную силу технологических и подъемно-транспортных устройств, на технологические процессы (электросварку, электроплавку, электролиз и т. п.), освещение, собственные нужды электростанции (освещение, вентиляция, водопровод, подача топлива и т. д.) и отпуск электроэнергии на сторону, в том числе непромышленному хозяйству.
11.5. НОРМИРОВАНИЕ И УЧЕТ ЭНЕРГОРЕСУРСОВ
Определение потребности промышленного предприятия в энергоносителях базируется на использовании прогрессивных норм расхода, которые устанавливаются как в целом по предприятию (укрупненные нормы), так и по отдельным агрегатам, рабочим местам, участкам и цехам (дифференцированные нормы).
Основным видом норм являются удельные нормы расхода на единицу продукции (индивидуальные). Они устанавливаются по типам или отдельным топливо- и энергопотребляющим агрегатам, установкам, машинам и технологическим схемам применительно к определенным условиям производства продукции (работ). Эти нормы являются технологическими и служат для расчета групповых норм расхода топлива и энергии, а также для оценки эффективности использования энергии. Индивидуальные нормы состоят из полезного расхода (полезной энергии) и потерь энергии. Величина полезного расхода определяется на основе нормативной энергетической характеристики или расчета энергетического баланса.
Конкретный состав нормы расхода топлива и энергии устанавливается соответствующими отраслевыми методиками и инструкциями, разрабатываемыми с учетом особенностей данного производства. Производственные изменения состава норм не допускаются.
Объемы потерь (пусковых, от неполного сгорания, с конденсатом, с пролетным паром, в окружающую среду и т. д.) рассчитываются отдельно в соответствии с установленным графиком работы агрегата в календарном времени и относятся к объему выпуска продукции. Приведем примеры расчета индивидуальных норм,
1. Индивидуальная норма на сушку древесины — на основе разработки энергетического (теплового) баланса сушильной установки, имеющего в данном случае следующий формализованный вид:

где Q — фактический расход пара в сушильной установке; Qn — полезный расход пара, получаемый от суммирования расхода на нагрев материала и на испарение влаги; AQk — потери тепловой энергии с конденсатом; AQn я — потери тепловой энергии с пролетным паром; AQac — потери тепловой энергии в окружающую среду.
Индивидуальная норма расхода тепловой энергии на 1 м5 древесины Ня д рассчитывается по формуле
![]()
где ∆Q'n я — сверхнормативные потери тепловой энергии с пролетным паром; — пусковые расходы тепловой энергии; Vц — объем полезной загрузки камеры плотной древесины.
2. Индивидуальные нормы на производство электрической и тепловой энергии тепловыми электростанциями являются технологическими нормами расхода условного топлива для определенного типа оборудования на конечные виды продукции — отпуск электрической и тепловой энергии.
Нормы расхода на отпуск электрической энергии Ни з [кВт ■ ч] рассчитываются по формуле
![]()
а на отпуск тепловой энергии Нн. т [Дж] — по формуле
![]()
где Nya — норматив удельного расхода условного топлива на отпущенный киловатт-час электроэнергии, определяемый зависимостью удельного расхода потребляемого энергоресурса от мощности (производительности) энергоиспользующего оборудования при расчетных параметрах его работы, устанавливаемых в процессе эксплуатации при нормализованных условиях; АГ—норматив удельного расхода условного топлива по котлоагрегату (нетто) на 1 кДж; α β — показатели, учитывающие влияние комбинированного производства электроэнергии и теплоты на удельные расходы топлива по отпуску электрической и тепловой энергии соответственно; к0, к1 к2, к3 — коэффициенты, учитывающие соответственно изменение топливного режима, отклонение параметров от нормативной энергетической характеристики, допуск на нерасчетные влияния, расходы энергии на пуски, остановки.
Индивидуальные нормы расхода утверждаются предприятиями (объединениями). На их основе рассчитываются групповые нормы расхода топлива и энергии, т. е. планируемые количества топливно-энер- гетических ресурсов на производство единицы объема одноименной продукции (работ) по уровням планирования: народное хозяйство, министерство, объединение, предприятие. Важнейшие групповые нормы расхода:
условного топлива на электроэнергию, отпускаемую с шин тепловых электростанций;
сухого скипового кокса на 1 т передельного чугуна;
условного топлива на производство 1 т клинкера и др.
Общепроизводственные нормы расхода топлива и энергии — плановое количество энергии на основные и вспомогательные нужды производства (общепроизводственное цеховое и заводское потребление на отопление, освещение, вентиляцию и др.). В этих нормах учитываются технически неизбежные потери энергии в преобразователях, тепловых и электрических сетях предприятия (цеха), отнесенные на производство данной продукции (работы).
Технологическая норма расхода топлива и энергии — плановое количество топлива, тепловой и электрической энергии на основные и вспомогательные технологические процессы производства данного вида продукции (работы), на поддержание технологических агрегатов в горячем резерве, их разогрев и пуск после текущих ремонтов и холодных простоев. В этих нормах учитываются также технически неизбежные потери энергии при работе оборудования. Технологические нормы расхода могут быть индивидуальными и групповыми.
Для оперативного учета расхода автомобильного бензина и дизельного топлива и текущих расчетов с водителями на автотранспортных предприятиях, а также для расчета групповых норм расхода топлива по хозяйственным объектам всех уровней планирования используются линейные нормы расхода. Это норма расхода автомобильного бензина или дизельного топлива автомобилей данной марки или модели на 100 км пробега или осуществления одного транспортного процесса. Такие нормы устанавливаются едиными для всех предприятий и организаций и являются индивидуальными отраслевыми нормами.
Учет энергоресурсов предполагает:
регистрацию первичных показателей количества и качества всех видов энергии, как вырабатываемой и отпускаемой на сторону, так и получаемой со стороны и расходуемой на предприятии;
оперативный учет расхода энергии с помощью приборов учета в соответствии с утвержденными технически обоснованными нормами ее расхода;
внесение на основании показаний измерительных приборов поправок на параметры энергоносителей, полученные расчетным путем;
определение расхода энергии расчетным способом по тем цехам и производственным участкам, где по каким-либо причинам отсутствуют приборы учета.
Регистрация первичных показателей энергоносителей и их оперативный учет, а также первичный учет нагрузок производится по показаниям измерительных приборов (самопишущих или периодической записи). Эти показатели фиксируются в первичной документации учета энергии.
К первичной документации учета энергии относятся: суточные ведомости эксплуатации агрегатов, оперативные журналы, графики нагрузок, программы самопишущих приборов и др. Все показатели документации, характеризующие качество обслуживания оборудования и его техническое состояние, фиксируются в суточных ведомостях через 0,5-1 ч.
Вторичные документы отражают итоговые и средние показатели работы оборудования за смену и сутки. Это ведомости и суточные рапорты по эксплуатации установок и энергохозяйства. На основании вторичной документации составляются месячные энергобалансы, квартальные технические отчеты по эксплуатации, подводятся и анализируются итоговые показатели.
При организации электропотребления на предприятиях необходимо: во-первых, осуществлять учет потребляемой энергии на технологические нужды и на освещение раздельно;
во-вторых, каждый цех должен иметь отдельный учет активной и реактивной энергии по счетчикам, установленным на вводах;
в-третьих, все крупные электроприемники внутри цеха (компрессоры, насосы, крупные станки) должны обеспечиваться индивидуальным учетом потребления энергии.
Предприятия, получающие электроэнергию для производственных нужд от энергосистем, оплачивают ее стоимость по двухставочному тарифу, состоящему из годовой платы на 1 кВт заявленной (абонированной) потребителем максимальной мощности, участвующей в максимуме нагрузки энергосистемы и платы за 1 кВт • ч отпущенной активной электроэнергии. Под заявленной мощностью понимается абонированная потребителем наибольшая получасовая электрическая мощность, совпадающая с периодом максимальной нагрузки энергосистемы.
Плата за 1 кВт • ч установлена за отпущенную потребителю активную электроэнергию, учтенную расчетным счетчиком на стороне вторичного напряжения головного абонентского трансформатора. Если счетчик установлен на стороне вторичного напряжения, т. е. после головного абонентского трансформатора, то установленная плата за 1 кВт ч отпущенной потребителю электроэнергии при расчетах умножается на коэффициент (например, 1,025). Стоимость электроэнергии (в рублях), получаемая предприятием от энергосистемы 3 , рассчитывается по формуле
![]()
где Ц.. — основная плата за 1 кВт присоединенной мощности, р./год; М — мощность трансформаторов и высоковольтовых линий, кВт; L^ — дополнительная плата по основному тарифу за израсходованный 1 кВт * ч, p.; W — активный расход электроэнергии, учтенной счетчиком, кВт • ч; В — коэффициент, учитывающий скидку с тарифа или надбавку к нему.
Двухставочный тариф экономически поощряет потребителей к снижению мощности и максимума нагрузки за счет уплотнения и выравнивания графиков, но при этом усложнены расчеты с потребителем.
Тарифы на энергию дифференцируются по видам, параметрам, удаленности теплоносителей и по другим признакам.
По двухставочному тарифу оплачивают промышленные и приравненные к ним потребители, а с присоединенной мощностью до 7540 кВт — по одноставочному тарифу. Достоинствами одноставочного тарифа являются: простота расчета, минимум измерительных приборов (используется счетчик активной нагрузки). Размер платы по одноставочному тарифу 3 о определяется как произведение цены за единицу энергии на ее общее потребленное количество за данное время:

Где Ц – тариф на электроэнергию р/кВт *ч; W – объем потребляемой энергии, кВт
Недостаток одноставочного тарифа – экономическая незаинтересованность потребителей в выравнивание графиков за счет снижения пиков нагрузки, это облегчает условия работы и улучшает экономические показатели энергосистемы в целом. Поэтому важно стимулировать снижение пиков нагрузки у потребителей и выравнивание графиков т .е. уменьшить затраты на покупку электроэнергии у других электросистем.
Стоимость 1 кВт*ч электроэнергии получаемой от собственной электростанции Ц можно определить по формуле

где Зэ с — общие затраты на производство электроэнергии собственными электростанциями; W — суммарное количество расходуемой энергии, кВт • ч; Кя — коэффициент использования энергии.
11.6. АНАЛИЗ И ПУТИ РАЗВИТИЯ ЭНЕРГЕТИЧЕСКОГО ХОЗЯЙСТВА
Работа энергетического хозяйства оценивается системой технико- экономических показателей, которая должна всесторонне охватывать энергетику предприятия как в отношении экономичности производства и потребления энергии, так и в отношении различного рода структурных соотношений, характеризующих энергетический баланс предприятия.
Технико-экономические показатели энергохозяйства объединяют в следующие группы:
показатели экономичности производства и распределения энергии. К ним относят удельные расходы топлива на производство электроэнергии и теплоты, коэффициенты полезного действия генерирования электрической и тепловой энергии, удельный расход электрической энергии на 1000 м1 сжатого воздуха, удельный расход электроэнергии или топлива на тонну жидкого металла или годного литья, на тонну поковок, на одну деталь или на одну операцию и т. д.;
показатели себестоимости энергии и удельной величины энергетических затрат. Например, себестоимость 1 кВт ч электрической энергии, 1 МДж тепловой энергии, 1000 м3 сжатого воздуха;
показатели энерговооруженности, в частности электровооруженности, вооруженности тепловой энергией, показатели вооруженности первичными энергоресурсами — топливом.
При анализе работы энергетического хозяйства выявляются:
эффективность режима энергопотребления производства, цеха, агрегата;
характер работы технологических установок во времени (в течение суток, дней недели и месяца, летом и зимой и т. п.);
рациональность структуры распределения и учета потребления энергоносителей с оценкой источников их поступления и потребления;
эффективность распределения расхода всех видов энергоносителей по предприятию;
взаимосвязь показателей расхода энергоносителей обследуемого производства со смежными технологическими производствами;
фактические и нормативные потери энергоносителей в распределительных сетях и системах;
случаи аварийности в системах производства, потребления и распределения энергоносителей на предприятии.
Последнему направлению на предприятиях не уделяется должного внимания. В то же время анализ аварийности только в системах внутреннего электроснабжения ряда отечественных предприятий показал, что непроизводительные потери энергоносителей вследствие аварийности соизмеримы с потерями энергоносителей по другим причинам (потери в кабелях, недогрузки трансформаторов и т. п.).
Для оценки эффективности энергосбережения используют показатель энергоэкономического уровня производства Э, определяемый по формуле

где Д — результат хозяйственной деятельности рассматриваемого производства, тыс. p.; W~ суммарное потребление энергоресурсов на технологические цели, т у. т.
Для сопоставления различных видов топлива и суммарного учета его запасов принята единица учета — условное топливо (у. т.), теплота сгорания которого принята за 29,3 МДж/кг (7000 ккал/кг).
Показатель энергоэкономического уровня производства позволяет оценить уровень реализации энергосберегающих технологий, экономических тепловых схем, энергосберегающего оборудования и т. д.
Одним из показателей эффективности использования на промышленных предприятиях электроэнергии является cos ф (косинус фи).
Он представляет собой отношение количества электрической энергии, потребной на выполнение определенной работы, к количеству израсходованной.
Чем выше этот показатель, тем эффективнее расходуется электроэнергия. Снижение cos ф вызывается недостаточным использованием мощности оборудования, в результате чего возникают потери в сетях и на электростанции. Для уменьшения этих потерь применяются штрафы или установленные ранее надбавки к тарифу.
При поддержании cos ф в заданных размерах или повышении его значения предприятие получает премию или дополнительную скидку с тарифа. Нормальной величиной считается cos ф, равный 0,9-0,92.
При проектировании новых объектов для определения максимума нагрузки используется коэффициент спроса. Коэффициент спроса Кс, показывающий степень использования и качество эксплуатации электрооборудования, определяется произведением двух коэффициентов (К = • К): коэффициента загрузки Кз, показывающего, какую часть от максимально возможной (номинально присоединенной) мощности составляет загрузка электроприемников, и коэффициента одновременности Ко, показывающего, какая часть всех установленных токоприемников находится в работе.
В результате анализа определяется возможный потенциал энергосбережения по видам энергоносителей, дается оценка размеру инвестиций на энергосберегающие мероприятия, составляется энергетический паспорт предприятия и разрабатывается комплексная программа по энергосбережению с учетом изменения объемов производства и ассортимента.
Путями совершенствования энергетического хозяйства являются:
1. Организация работы по экономии топлива и энергии. Мероприятия по экономии топлива и энергии на предприятии можно объединить в следующие группы: энергетические, направленные на повышение экономичности производства, транспортировки и использования энергоресурсов; технологические, направленные на совершенствование технологии и улучшение режима работы оборудования и обеспечивающие тем самым сокращение расхода энергоресурсов на единицу продукции; организационно-экономические, направленные на совершенствование хозяйственного расчета внутри предприятия, внедрение технически обоснованных норм расхода топлива и энергии, стимулирование работающих за их эффективное использование.
На всех стадиях технологического процесса изготовления продукции используются различные виды энергии и энергоносителей. При этом характерной чертой большинства производственных процессов промышленного предприятия является единство и взаимообусловленность технологии и энергетики. Изменение технологии влияет на энергетические показатели подразделений предприятия. Так, применение прогрессивных методов литья (в кокиль, под давлением, по выплавляемым моделям и др.) не только ведет к экономии металла, но и снижает удельный расход топлива и электроэнергии за счет повышения выхода годного литья и уменьшения последующего объема работы металлорежущего оборудования. Все шире внедряется комплексная механизация и автоматизация производственных процессов. Создаются новые энергосберегающие и экологически чистые технологии, новые энергонасыщенные машины и оборудование с низким потреблением энергоресурсов.
Развитие электропривода идет в направлении его автоматизации. При этом осуществляется сокращение числа передаточных звеньев в машине и конструктивное сращивание электродвигателя с рабочим механизмом (например, создание многомоторного привода), увеличивается диапазон скоростей (до десятков тысяч оборотов), что позволяет упростить конструкцию рабочей машины и повысить ее производительность и точность работы. Расширяется диапазон мощностей электропривода: от 1 Вт (приборы) до нескольких десятков мегаватт (прокатные станы).
Повышается надежность и экономичность теплоснабжения в результате перехода на сооружение бесканальных теплотрасс из изолированных трубопроводов, обеспечивающих потери теплоты на уровне 2 % на протяжении всего срока службы.
Дальнейший прогресс наблюдается в создании надежных, технически совершенных, экономичных и простых в эксплуатации конструкций энергоустановок на базе нетрадиционных возобновляемых источников энергии. К 2010 г. страны Европейского союза (ЕС) планируют увеличить использование нетрадиционных источников энергии до 8 % в общем объеме энергопотребления.
Одним из условий обеспечения бережного и рационального использования топлива и энергии, сокращения их потерь в производстве является осуществление на предприятиях организационно-массовой работы, направленной на экономию топливно-энергетических ресурсов. Основным назначением этой работы является доведение до всех членов трудового коллектива важности экономного и бережного использования топлива и энергии, недопущения их потерь на всех участках производства, вовлечение в работу по экономии каждого работника предприятия, организация работы общественных организаций по выявлению и устранению потерь, премирование персонала за экономию и принятие строгих мер к расточителям топлива, тепловой электрической энергии. При этом важна активизация на предприятиях разработки рационализаторских предложений по экономии энергоресурсов и оказанию рабочим помощи в оформлении рацпредложений.
2. Выбор и использование наиболее экономичных энергоносителей. Эта задача должна осуществляться на основе комплексного решения вопросов энергетики, технологии и экономики. Если энергетические балансы района, предприятия позволяют применять несколько энергоносителей, а технология производства — соответственно различные способы изготовления продукции, то выбор наиболее экономичного энергоносителя производится на основе сравнительного анализа удельных норм расхода технологического топлива и энергии, а также их использования по всей энергетической цепочке. Рассчитываются себестоимость и потребные инвестиции по вариантам. Учитываются изменения условий труда. Развитие и совершенствование использования энергоносителей идет по направлениям:
газификации высокотемпературных технологических процессов;
электрификации ряда технологических процессов, где это экономически целесообразно;
использования вторичных энергетических ресурсов.
Энергия, потерянная для данного процесса, может быть использована в других процессах. В таком случае она называется вторичными энергетическими ресурсами. Эти ресурсы должны нормироваться, планироваться, учитываться и калькулироваться как энергетическая продукция соответствующих цехов предприятия.
Использование вторичных энергетических ресурсов дает не только энергетический эффект, но и экологический, поскольку уменьшается количество выбросов вредных веществ в окружающую среду, в том числе и в воздушный бассейн.
3. Создание базы стандартизации энергосбережения и совершенствование тарифной политики в энергетике. Известно, что государственные стандарты — это компромисс между изготовителем (его возможностями) и потребителем оборудования (его желаниями). Но когда потребитель не представлен должным образом в органах, утверждающих стандарты, а производитель не заинтересован устанавливать жесткие нормативы, мы получаем стандарт, фиксирующий нормативы давно освоенного и выпускаемого оборудования, да еще с хорошим запасом. Поэтому нужно обеспечить систему мер по процедурам разработки и утверждения стандартов, которая обеспечит установление объективного значения норматива энергопотребления. Кроме того, необходима продуманная тарифная политика. Непомерно высокие тарифы, особенно на теплоэнергию, вынуждают многие промышленные предприятия создавать собственные энергоисточники, энергетически менее эффективные, чем в энергосистеме, а также нерационально использовать электроэнергию на цели теплоснабжения. При этом оставшиеся потребители вынуждены брать на себя весь груз перекрестного субсидирования, подрывая тем самым свою экономическую эффективность и конкурентоспособность.
Тарифы на энергию должны создаваться на базе объективно существующего экономического механизма, выраженного зависимостью цены и спроса на энергию.
Недостатком систем тарифообразования является также их не- дифференцированность по времени суток, тогда как в индустриально развитых странах (США, Франция, Англия и др.) тарифы дифференцированы не только по часам суток, но и по сезонам, декадам месяца. Применение тарифов, различных по зонам суток, позволяет сберечь 5-10 % энергии, так как они стимулируют потребителей снижать нагрузку в часы максимума нагрузки энергосистемы и заполнять ночные «провалы» нагрузки.
Традиционно руководство предприятий больше внимания уделяет насущным потребностям производства, а не эффективности использования энергии, которую рассматривает больше как проблему техническую, а не управленческую. В то же время управление энергоресурсами есть научный процесс и жизненная необходимость для каждого предприятия.
Особенно актуально оно для стран СНГ и Восточной Европы, где энергии на выпуск продукции тратится в 3-5 раз больше, чем в индустриально развитых странах. Возможность работы отечественных предприятий с повышенной энергоемкостью продукции за счет роста цен практически исчерпала себя, так как влечет за собой дальнейшее падение их конкурентоспособности. В этой связи в мае 1990 г. представители стран, входящих в Европейскую экономическую концепцию ООН, разработали программу кампании «Энергосбережение-2000», предусматривающую расширение контактов, установление информационного обмена, определение общемировых стандартов, знакомство с эффективными технологиями, демонстрацию передового опыта, отбора новинок, и др.
Задания для самостоятельной работы
Какие виды энергоресурсов используются на предприятии'?
Как осуществляется энергообеспечение предприятий? Рассмотрите на примере конкретного промышленного предприятия.
Какие задачи и функции выполняет энергетическое хозяйство предприятия?
Рассмотрите организационную структуру управления энергохозяйством конкретного промышленного предприятия.'
Проанализируйте выполнение планового энергобаланса конкретного предприятия и выявите текущие резервы экономии энергоресурсов.
Как определяется общий расход энергии по предприятию?
По каким технико-экономическим показателям оценивается работа энергетического хозяйства?
Назовите пути развития энергетического хозяйства.
Тесты
Что входит в я одну» структуру энергохозяйства предприятия?
а) теплосиловое, электросиловое, электроремонтное, газовое хозяйство, слаботочная связь;
б) отопительное, электросиловое, газовое, осветительное хозяйство, слаботочная связь;
в) теплосиловое, отопительное, электроремонтное хозяйство, санитарно- вентиляционное хозяйство;
г) твидовое, электросиловое, санитарно-вентиляционное хозяйство, слаботочная связь.
По характеру Использовании энергия разделяется на:
а) технологическую, отопительную, осветительную, слаботочную, санитарно-вентиляционную;
б) технологическую, двигательную, отопительную, осветительную, санитарно-вентиляционную;
в) силовую, слаботочную, осветительную, отопительную, санитарно-вентиля ционную;
г) технологическую, двигательную, силовую, осветительную, отопительную.
Что не является особенностью производства ■ потреблении электроэнергии
а) производство энергии, как правило, должно происходить в момент потребления;
б) энергия должна доставляться на рабочее место бесперебойно и необходимого качества; 1
в) неравномерность потребления и производства энергии в течение суток и года;
г) мощность установок по производству энергии должна обеспечивать минимум потребления;
д) мощность установок по производству энергии должна обеспечивать максимум потребления.
Какой показателе не характеризует энергохозяйство?
а) cos ф;
б) коэффициент спроса;
в) коэффициент запаса;
г) расход энергии на единицу продукции;
д) величина потерь энергии по видам в сетях предприятия.
Общая потребность и энергии определяется по формуле:
где Э— плановая норма расхода энергии на единицу продукции; Эв, — потребность в энергии для освещения; Э, — потребность в энергии на отопление; Эг — потребность в энергии иа технологические цели; Эд — потребность в энергии на двигательные цели; Э, •— потребность в энергии на вентиляцию; — отпуск энергии на сторону; Э^ — потребность в энергии на прочие нужды; Эм — потребность в энергии на слаботочную связь; Э( — потери в сетях предприятия; П — производственная программа.
Формула энергетического баланса
где W — объем производимой энергии; , — объем потребляемой энергии; W — обеспечение энергией от собственных установок; W г — потери в сетях и преобразовательных установках.
Годовой расход электроэнергии на двигательную силу определяется по формуле:
где Мл — суммарная установленная мощность по группе оборудования; Фд — действительный фонд времени работы оборудования; К, — коэффициент, учитываю- щнй КПД двигателей; К, — коэффициент, учитывающий потери в сети; Ки — коэффициент, учитывающий загрузку оборудования по мощности; Kv е — коэффициент, учитывающий неравномерность использования оборудования по времени.
8. Затраты и а электроэнергию по двухст явочному тарифу определяются по формуле:
где Цу — плата за установленную мощность,.р./кВт; Цт — тариф за 1 кВт ч энергии; М — заявленная потребителем мощность, кВт: W — потребленная энергия, кВт-ч.
Задачи
Задача 11,1. Производственная программа выпуска изделий следующая: изделий А — 60 ООО шт.. Б — 30 ООО. В — 40 ООО и Г — 25 ООО шт. Норма расхода электроэнергии на изделие А в заготовительном производстве — 80 кВт ч, на изделие Б — 82, В — 80 и Г — 75 кВт ч. ,
Установленная мощность эиергопрнемников в механосборочном производстве— 15 000 кВт. Расход энергии в цехах вспомогательного производства составляет 30 % от расхода энергии на технологические цели в основном производстве. По нормативам на освещение, вентиляцию и другие хозяйственные нужды расход энергии — 15 млн кВт-ч. Коэффициент, учитывающий загрузку оборудования по мощности. — 0,6, по времени — 0,8. Потери в сети составляют 10 %, КПД двигателей — 0,8. Определить плановый годовой расход электроэнергии по предприятию.
Задана 11.2. Определить плановый годовой расход электроэнергии н затраты на и$е в механосборочном производстве предприятия, если суммарная установленная мощность энергоприемииков — 25 000 кВт, КПД двигателей — 0,8, коэффициенты, учитывающие: потерн в сети, — 0,9, загрузку оборудования по мощности — 0,7, неравномерность работы оборудования по времени — 0,9.
Расход энергии на освещение составляет 1,2 млн кВт-ч, на вентиляцию и другие хозяйственные нужды — 0,8 кВт*ч. Тариф на силовую электроэнергию за 1 кВт-ч составляет 90 р., за установленную мощность —1 1000 р./кВт.
Задача 11.3. Годовая производственная программа по типоразмерам изделий заготовительного производства приведена в табл. 11.1. Определить плановый годовой расход и затраты на все виды энергоресурсов.
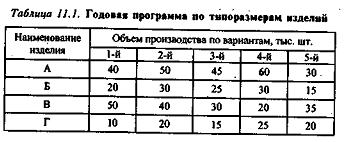
Переводные энергетические коэффициенты а о изделиям: К = I; К, — 1,3; К,— 1; Кг — 1,2.
Программой предусмотрен равномерный выпуск запасных чвсгей (по себестоимости) ко всем надели*^», составляющий по предприятию 15 млн р. Норма рас- хода электроэнергии иа изделие А в заготовительном производстве — 80 кВт ч. Себестоимость изготовление вздели* А — 10 тыс. р., суммарна! установленная мощность эиергоприеминков — 30 ООО кВт-ч, в том числе в механосборочном производстве — 15 ООО кВт. Действительный годовой фонд времени работы оборудования в механосборочном производстве составляет 3900 ч; коэффициент, учитывающий загрузку оборудования по мощности, — 0,6; коэффициент использования оборудования по времен» — 0,7; КПД электродвигателей 0,8; коэффициент потерь электроэнергии в сети — 0,9.
Расход электроэнергии по прогрессивным нормативам иа освещение, вентиляцию я другие хозяйственные нужды — 20 млн кВт-ч, в том числе иа освещение — 5 млн кВт-ч.
Тарифы иа энергоресурсы: силовая электроэнергия за I кВт-ч — 90 р., плата за установленную мощность — 1000 р.
Задача 11.4. Рассчитать потребность цеха в электроэнергии, если известно, что цех работает в две смеиы, продолжительность смены — 9 ч, рабочих дней — 256.
Общая мощность двигателей цеха — 600 кВт, коэффициент использования мощности — 0,9, коэффициент использования оборудования по времени — 0,85. Потери в сети составляют 6 %. потери в двигателях — 10 %.
Задача 11.5. Производственная программа выпуска изделий приведена в табл. 11.2.
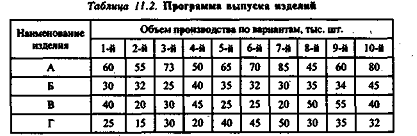
Норма расхода электроэнергии в заготовительном, производстве — 80 кВт-ч на изделие А, 75 кВт-ч — на изделие Б, 82 кВт-ч — на изделие В, 80 кВт-ч — на изделие Г.
Установленная мощность энергоприемников — 35 000 кВт, в том числе в механосборочном производстве — 15 000 кВт. Расход энергии в цехах вспомогательного производства составляет 30 % от расхода энергии и» технологические цели в основном производстве. Расход энергии по нормативам на освещение, вентиляцию л другие хозяйственные нужды — 15 млн кВт-ч, в том числе иа освещение — 5 млн кВт-ч. Коэффициент, учитывающий загрузку оборудования по мощности, — 0,6, по времени — 0,8; КПД двигателей — 0,8; коэффициент, учитывающий потери в сети, — 0,9. Действительный годовой фонд времени работы оборудования — 3900 ч.
Определить плановый годовой расход электроэнергии по предприятию.
Глава 12 организация транспортного хозяйства
12.1. СОСТАВ, ЗНАЧЕНИЕ И ЗАДАЧИ ТРАНСПОРТНОГО ХОЗЯЙСТВА
В процессе производства на предприятиях регулярно перемещаются огромные массы сырья, материалов, полуфабрикатов, топлива, инструментов и т. п. Доставка грузов на предприятия, их последующее перемещение, а также вывоз готовой продукции и отходов произвол* ства осуществляются промышленным транспортом. От его работы зависят ритмичная работа рабочих мест, участков, цехов и равномерный выпуск предприятием готовой продукции. Время, затрачиваемое на внутри- и межцеховые перевозки, непосредственно влияет на длительность производственного цикла.
Транспортное хозяйство — комплекс технических средств промышленного предприятия, предназначенных для перевозки материалов, полуфабрикатов, готовой продукции, отходов и других грузов на территории предприятия и на его подъездных путях.
Транспортное хозяйство предприятия состоит из:
транспортных средств;
устройств общезаводского назначения — депо, гаражи, ремонтные мастерские, рельсовые и безрельсовые пути и т. п.
В основные функции транспортного хозяйства предприятия входят: перевозка грузов, погруэочно-разгрузочные и экспедиционные операции.
Основными задачами транспортного хозяйства являются:
своевременное и бесперебойное обслуживание производства необходимым транспортом;
правильный выбор и наиболее эффективное использование транспортной техники;
механизация и автоматизация транспортных операций;
снижение затрат, связанных с перевозкой грузов.
Затраты на содержание транспортного хозяйства и транспортировку грузов на некоторых предприятиях составляют 20-30 % от суммы всех косвенных расходов в себестоимости продукции.
Виды транспорта и классификация транспортных средств. Транспорт промышленных предприятий классифицируется по назначению и месту действия, видам, способам действия и другим признакам. По назначению и месту действия он подразделяется на внешний, меж- и внутрицеховой. В последней группе выделяется межоперационный транспорт. Внешний транспорт доставляет сырье, материалы, топливо, покупные изделия и другие предметы материально-технического обеспечения на групповые или прицеховые склады предприятия.
С помощью межцехового транспорта производится транспортировка сырья, материалов и Других грузов с общезаводских складов в заготовительные цехи предприятия; готовой продукции — из сборочных цехов в цехи готовой продукции, а также деталей и сборочных единиц между цехами предприятия.
Внутрицеховой транспорт перемещает заготовки, детали, узлы в процессе изготовления между рабочими местами и участками внутри цеха. Внутрицеховые транспортные операции в большинстве случаев являются составной частью производственного процесса.
По видам транспортные средства подразделяются на железнодорожные (рельсовые), безрельсовые и механические. В качестве внутризаводского железнодорожный транспорт применяется лишь на предприятиях тяжелого машиностроения, где большие габариты изделий. К безрельсовому транспорту относятся тягачи, тракторы, автомобили, тележки. Он применяется для меж- и внутрицеховых перевозок.
Механический транспорт в основном служит для внутризаводских и межоперационных перевозок. Это подвесные пути, лифты, элеваторы, конвейеры, рольганги.
По способу действия различают транспортные средства непрерывного (конвейерные системы,транспортеры всех видов) и прерывного или периодического (автомашины, электрокары, мостовые краны и т. п.) действия.
По управлению движения группируют транспортные средства для горизонтального, вертикального (лйфты, элеваторы и т. п.) и смешанного перемещения грузов (краны и т. п.).
Транспортные средства классифицируются и по уровню механизации и автоматизации (автоматические, механизированные, ручные).
В гибких автоматизированных производствах применяются автоматизированные и автоматические транспортно-накопительные системы (ATHQ, которые могут быть разных уровней: межцеховыми, цеховыми и локальными, обслуживающими отдельные производственные модули. К основному оборудованию, используемому для комплектации этих систем, относятся автоматические стеллажи и мостовые кра- ны-штабелеры, транспортные и перегрузочные устройства, перегрузочные и ориентирующие устройства, питатели, накопители, автоматические склады, транспортно-складская тара.
12.2. Организация перевозок грузов. Определение грузооборота
При организации перевозок грузов большое значение имеет системный подход, требующий рассмотрения всей системы транспортных связей, от которых зависит перемещение и хранение грузов.
Погрузочно-разгрузочные, транспортные и складские (ПРТС) работы включают комплекс операций перемещения, связанных с погрузкой, разгрузкой, транспортировкой и хранением различных грузов.
Операциями перемещения считают все операции, при которых изменяется положение груза в пространстве, но при этом не изменяются его физические свойства. Если операции связаны с изменением вида транспортной тары, то такие операции также относят к операциям перемещения (например, укладка грузов на поддон, в контейнер и др.). Операции перемещения различают по видам:
погрузочные — грузы захватывают с места и укладывают на транспортные средства;
разгрузочные — грузы захватывают с транспортных средств и укладывают на место хранения;
перевалочные — грузы захватывают с одних транспортных средств и укладывают на другие;
транспортные — выполняют только перемещение груза от места погрузки до места разгрузки.
ПРТС работы считаются механизированными, если основные операции перемещения выполняются с помощью машин (рабочие только управляют машинами), а вспомогательные операции (открытие и закрытие дверей, зачистка вагонов, строповка и т. п.) — вручную. Комплексно-механизированными ПРТС работами считаются те операции (основные и вспомогательные), которые выполняют машины. Рабочие заняты только на управлении машинами и на их обслуживании.
Автоматизированными ПРТС работами считаются те, выполнение которых осуществляет комплекс подъемно-транспортных машин и устройств, имеющий централизованное управление с диспетчерского пульта или работающий по заданной программе. Рабочие заняты только обслуживанием подъемно-транспортных машин и средств дистанционного и автоматического управления.
Для механизации меж- и внутрицехового транспорта широко применяются различные конвейерные устройства.
Перевозка грузов может производиться по разовым и постоянным маршрутам. Разовые 'маршруты случайны как по направлениям, так и по количеству транспортируемого груза. Они вводятся для выполнения неповторяющихся отдельных заявок, как правило, в условиях единичного и мелхосерийного производства.
Постоянные маршруты проходят по заранее установленным направлениям и выбираются с учетом грузопотока и применяемых транспортных средств. Они характерны Для выполнения систематически повторяющихся заявок в крупносерийном и массовом производстве.
Различают три системы маршрутных перевозок: маятниковую, веерную и кольцевую. При маятниковой системе перевозки транспортное средство осуществляет перевозку грузов между двумя определенными пунктами. Маршрут может быть односторонним, когда транспортное средство в одну сторону движется с грузом, а в другую — без груза (порожним) (рис. 22.1, а), и двусторонним, когда грузы транспортируются в обоих направлениях. В этом случае транспортные средства используются на 80-95 % при отсутствии холостых пробегов (рис. 12.1, б).
При веерной системе перевозха грузов осуществляется нз нескольких пунктов в один (рис. 12.2, а) или из одного пункта в несколько других (рис. 12.2, 6).
Кольцевая система перевозки (рис. 12.3) используется при обслуживании ряда грузовых пунктов, связанных путем последовательной передачи грузов от одного пункта к другому (рис. 12.3, а). Кольцевые
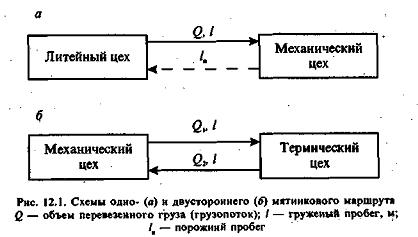

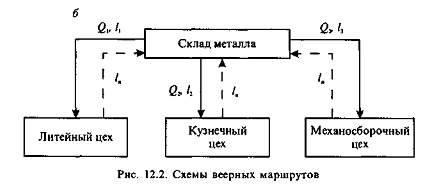
маршруты могут быть с равномерно нарастающим и уменьшающимся грузопотоком (рис. 12.3, б, в).
Разновидностью кольцевой системы перевозки грузов является система цикловых маршрутов. Применение системы цикловых маршрутов целесообразно на крупных предприятиях с большим числом цехов, расположенных на обширных территориях. Эта система представляет собой совокупность нескольких замкнутых кольцевых систем, связанных между собой специальным кольцевым маршрутом, на котором имеются площади для передачи грузов с одного кольца на другое, без перевалки грузов.
Кольцевые маршруты имеют ряд преимуществ перед другими видами межцеховых перевозок. Они сокращают порожние пробеги, повышают производительность труда, сокращают потребность в транспортных средствах. Однако для их внедрения требуется большая подготовительная работа. Из всего многообразия перевозок а цехах особое внимание уделяется межоперационному перемещению объектов производства, которое должно осуществляться в точном соответствии с последовательностью протекания и ритмом производственного процесса.
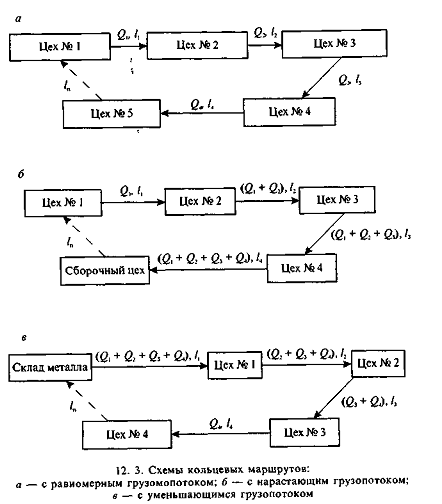
Для изображения транспоргно-технологических процессов составляются траиспортно-технологические системы (ТТС), которые показывают последовательность и способы выполнения всех погрузочно-разгрузочных и транспортных операций, места и методы укладки и разборки грузов. По ТТС можно определить число операций перемещения во всем транспортном процессе с выделением погрузочно-разгрузочных и транспортных операций, выполняемых вручную и механизированным способом. Все операции перемещения ТТС должны быть

нормированы по затратам труда рабочих и времени работы различных
подъемно-транспортных машин. Необходимо учитывать, что границы системы, в которых произ
водят перевозки, выходят за пределы предприятий и включают поставщиков (сырья, тары), потребителей готовой продукции предприятия, а также транспортные организации.
Эти вопросы необходимо решать совместно уже в рамках логистической системы.
Формы организации внутризаводского транспорта зависят от мощности грузопотоков и объема грузооборота.
Грузопоток — показатель, характеризующий объем перевозок грузов, перемещаемых в единицу времени между двумя пунктами — погрузки и выгрузки. Различают грузопотоки внешние и внутренние. Внешние грузопотоки, характеризующие объем прибывающих на предприятие грузов, называются грузопотоками прибытия, а объем отправ
ляемых с предприятия грузов — грузопотоками отправления. Эти грузопотоки измеряются в тоннах или тонно-километрах. Мощность грузопотоков на внутризаводском транспорте в зависимости от специфики производства может измеряться в тоннах, в условных тоннах, в таропотоках и в тарооперациях.
Сумма отдельных грузопотоков на предприятии представляет собой грузооборот — основной показатель, характеризующий объем транспортной работы на предприятии.
Грузооборот — это общее количество грузов, перемещаемых на территории предприятия (цеха) за расчетный период (год, месяц).
Расчет грузооборота предприятия производится на основе грузооборотов цехов и общезаводских складов.
Пример годового грузооборота цеха приведен в табл. 12.1.
После составления таблиц грузооборотов цехов и складов расчет грузооборота предприятия оформляется в виде шахматной ведомости (табл. 12.2). В этом документе итоги по всем пунктам отправления и получения грузов, которые записываются в одной и той же последовательности, совпадают.
На промышленных предприятиях разрабатываются схемы грузопотоков, которые характеризуют перемещение грузов на предприятии и являются основой рациональной организации транспортного хозяйства. Схемы грузопотоков подвергаются анализу с тем, чтобы ликвидировать встречные перевозки одних и тех же грузов, сократить путь движения отдельных грузов.
С помощью экономико-математических методов осуществляется оптимизация схем грузопотоков, рассчитываются варианты достижения равномерности грузооборота. На практике используются методы моделирования.
12.3. ВЫБОР И РАСЧЕТ ТРАНСПОРТНЫХ СРЕДСТВ
На основе схемы грузопотоков, объема перевозок по каждой группе грузов производят выбор транспортных средств и расчет потребности в них.
При выборе транспортных средств необходимо учитывать следующие условия:
транспортные средства должны удовлетворять всей совокупности показателей данного грузопотока, т. е. мощности грузопотока, рас-
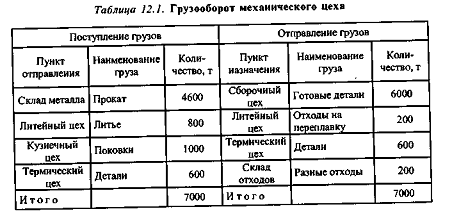
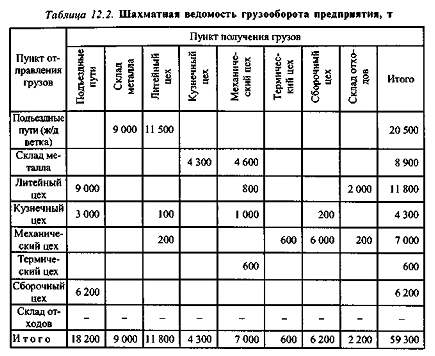
стоянию и трассе грузоперемещения, габаритным размерам и физико- техническим свойствам груза. Грузы в зависимости от их характеристики, способов погрузки и перемещения делятся на следующие группы: сыпучие (наволочные, формованные материалы, уголь и т. д.); наливные грузы (нефтепродукты, химические, жидкие и др.); штучные грузы.
длинномерные (длиной более 3 м) — сортовой и профильный прокат, трубы, крупный лес и др.;
короткомерные (длиной до 3 м) — заготовки, детали и др.; штучные массовые (массой до 50 кг) — болванки, заготовки, детали и др.; тарно-упаковочные — контейнеры, ящики, бочки, рулоны и др.; тяжеловесные — оборудование, поковки, слитки и др.;
транспортные средства должны соответствовать техническим и организационным особенностям обслуживаемого ими производственного процесса;
транспортные средства должны обеспечивать максимальную производительность труда и наиболее благоприятные условия труда на обслуживаемом участке;
технические характеристики транспортных средств, работающих на смежных участках, должны быть согласованы для дальнейшего повышения уровня механизации транспортных и разгрузочно-погрузочных раб от,
избранные транрпортные средства по экономическим показателям должны бьпь наиболее эффективными среди имеющихся вариантов.
Число транспортных единиц прерывного действия (автомобилей, авто- и электрокаров и т. д.), необходимых для межцеховых перевозок, определяется путем отношения суточного грузооборота на суточную производительность транспортного средства по формуле
где А — количество транспортных средств, ед.; Qc — суточный грузооборот, т; qr(i t — суточная производительность транспортного средства, т. В свою очередь суточный грузооборот определяется по формуле

где Q — грузооборот в плановом периоде, т; К — коэффициент, учитывающий неравномерность грузооборота (1,1 -5-3); Ф — число рабочих дней в плановом периоде.
Суточная производительность транспортного средства определяется по формуле
где q — грузоподъемность транспортного средства, т; Кр — коэффициент использования грузоподъемности; Т— суточный фонд времени транспорта, мин: Ки — коэффициент использования транспортного средства во времени; t — транспортный цикл, мин.
Транспортный цикл — это время одного рейса в часах (минутах). Оно зависит от маршрута перевозок. При маятниковых односторонних перевозках транспортный цикл определяется по формуле
где l — расстояние между Двумя пунктами, м; v, v, — скорость движения транспортного средства с грузом и без груза соответственно, м/мин; tn, I — время на одну погрузочную и разгрузочную операцию соответственно, мин.
Для кольцевых перевозок: а) с равномерным грузопотоком:
б) с нарастаюшим грузопотоком:
в) с затухающим грузопотоком:
где L — длина всего кольцевого маршрута, м; v^ — средняя скорость движения транспортного средства, м/мин; Км _р — количество погрузочно -разгрузочных пунктов.
Количество средств непрерывного транспорта или конвейеров определяется на основе часового грузооборота и часовой производительности по формуле
где Ак — количество конвейеров, ед.; Q4 — часовой грузооборот, т. е. количество груза, перевозимого за каждый час, т; дч — часовая производительность конвейера, т.
Часовую производительность конвейера при перемещении штучных грузов можно определить по формуле
![]()
где m — масса одного штучного груза, кг; vk — скорость конвейера, м/мин; l— расстояние между двумя смежными грузами на конвейере, м.
12.4. Органы управления и планирование транспортного хозяйства
Для руководства всем транспортным хозяйством на крупных предприятиях создается транспортный отдел. Он подчиняется одному из заместителей директора предприятия (например, по маркетингу). Организационная структура транспортного отдела представлена на рис. 12.5. Транспортный отдел имеет в своем составе планово-экономическое бюро (группу, исполнителя), осуществляющее планирование перевозок и погрузочно-разгрузочных работ, техническое бюро (группу, исполнителя), занимающееся организацией и планированием ремонта транспортных средств и путей сообщения, диспетчерское бюро (группу), руководящее эксплуатацией транспортных средств, и бюро (группу, исполнителя) учета, осуществляющее учет транспортных и погрузочных работ и анализ результатов производственно-хозяйственной деятельности транспортного хозяйства. Структура н штаты транспортного отдела зависят от характера и объема транспортных и погрузоч- но-разгрузочных работ и от особенностей предприятия. В подчинении транспортного отдел as нах одятся цехи, специализированные по видам транспортных средств (железнодорожный цех, цех автотранспорта, цех безрельсового транспорта и т. п.), и ремонтные цехи.
Рис.
12.5. Организационная структура
транспортного отдела крупного
машиностроительного предприятия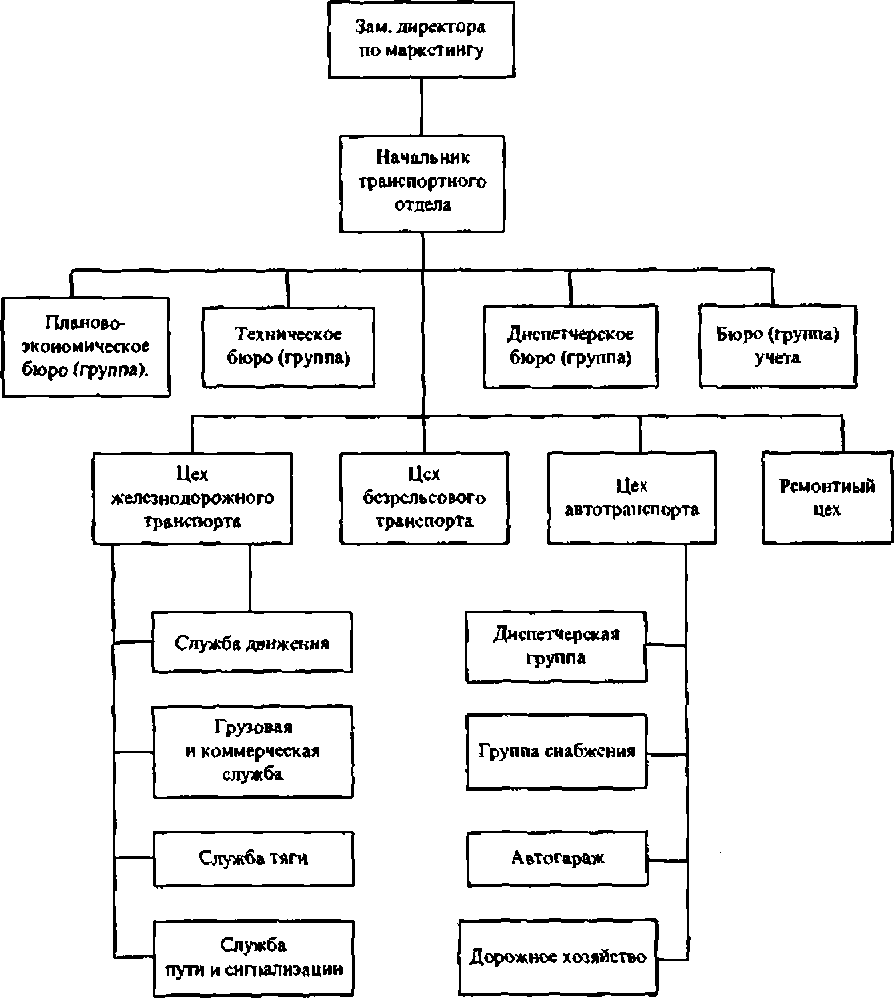
При небольшом объеме перевозок на предприятиях организуется только один транспортный цех. С цепью совершенствования организации производства на небольших предприятиях целесообразно создавать единый транспортно-складской цех, в котором можно было бы объединить рабочих в транспортном хозяйстве, на складах и грузчиков основных цехов.
На практике используется децентрализованная, централизованная и смешанная системы управления транспортными средствами.
Децентрализованная система предусматривает рассредоточение транспортных средств между цехами и обслуживание ими только тех цехов, в ведении которых они находятся.
Централизованная система основана на сосредоточении всех транспортных средств в ведении соответствующей транспортной службы предприятия, осуществляющей межцеховые перевозки по графику (расписанию) согласно заранее разработанным маршрутам. Децентрализованные перевозки не способствуют повышению эффективности межцехового транспорта. Несогласованность в работе транспорта различных цехов приводит к скоплению машин в грузовых пунктах и, как следствие, к их простою в ожидании погрузки — разгрузки. При этой системе неизбежны низкий коэффициент использования пробега машин, низкий коэффициент технической готовности машин.
При централизованной системе простои транспортных средств в пунктах погрузки-разгрузки благодаря организации его движения строго по графику исключаются, а организация перевозок по кольцевым маршрутам обеспечивает превышение длины пробега груженого над холостым, улучшаются условия для ремонта и обслуживания, повышается техническая готовность транспортных средств, а общая потребность в них уменьшается.
На крупных предприятиях с большим грузооборотом используется специальный транспорт.
При смешанной системе часть внутрицеховых перевозок осуществляется децентрализованно, когда в распоряжение начальника цеха выделяется необходимое количество транспортных средств и на него возлагается ответственность за их эффективное использование.
Планирование работы транспортного хозяйства является неотъемлемой частью стратегического и оперативного планирования предприятия. При разработке годового плана определяются: грузооборот и объем погрузочно-разгрузочных работ, потребность в транспортных средствах, объем ремонтных работ, потребность в материале и топливе, потребность в кадрах и фонд оплаты труда, цеховые расходы. Составляются смета затрат по транспортному хозяйству и калькуляции транспортных услуг: себестоимость транспортировки 1 т груза и себестоимость погрузки — выгрузки 1 т груза.
Разрабатывается план организационно-технических мероприятий по совершенствованию работы внутризаводского транспорта. Степень детализации и объем расчетов зависят от масштаба транспортного хозяйства.
Оперативно-календарное планирование состоит в разработке планов перевозок на более короткие периоды (месяц, сутки и смену). Эти планы составляются планово-диспетчерским бюро транспортного цеха на основе годовых планов и обосновываются расчетом загрузки транспортных средств. Учитываются также дополнительные месячные заявки на перевозки грузов, поступивших от подразделений предприятия.
В условиях работы по твердому графику (в крупносерийном, массовом производстве) основным плановым документом является расписание движения транспортных средств. При планировании работы транспорта по заявкам оперативная работа внутризаводского транспорта организуется на основе сменно-суточных заданий (единичное и мелкосерийное производство). Здесь месячные планы определяют лишь ориентировочный объем перевозок, который уточняется на основе поступивших в транспортный цех заявок от цехов, складов и отделов в процессе смеяно-суточного планирования. В соответствии со сменно- суточными заданиями диспетчер выписывает водителям машин путевые листы и наряды. В них грузополучатели и грузоотправители указывают время прибытия и отправки машины.
Планирование ремонтных работ осуществляется методами, используемыми в системе ППР.
12.5. Анализ состояния и пути совершенствования транспортного хозяйства
Состояние транспортного хозяйства можно оценить путем анализа в динамике, сравнения с планом и конкурентами следующих показателей: удельный вес транспортно-складских расходов в себестоимости продукции; себестоимость перевозки тонны груза на расстояние одного километра (себестоимость 1 т/км); себестоимость 1 машино-ч работы транспортного средства; годовые затраты на I т грузооборота; объем грузов, приходящихся на 1000 р. реализованной продукции; объем грузов, приходящихся на одного транспортного рабочего; удельный вес транспортных рабочих в общем количестве рабочих и в общем количестве вспомогательных рабочих; удельный вес стоимости транспортных средств и средств механизации погрузочно-разгрузочных работ в общей стоимости оборудования и т. п.
Для характеристики использования транспортных средств различного вида применяются количественные и качественные показатели. К каче- сгвенным показателям относятся: выполнение планов по грузообороту и погрузочно-разгрузочным работам, использование наличного парка транспортных средств. Качественные показатели зависят от вида транспортных средств. При анализе использования прерывного транспорта (автокаров, автомобилей и т. п.) определяются скорость движения, коэффициент использования грузоподъемности, коэффициент использования пробега, коэффициент использования рабочего времени машины, производительность транспортного средства и себестоимость перевозки 1 т груза.
Различают техническую и эксплуатационную скорость машины. Техническая скорость движения машины vT (в метрах в минуту) определяется по формуле
![]()
а эксплутационная скорость v — по формуле
![]()
где l — длина пути от начального до конечного пункта, м; t — время движения машины от одного до другого пункта, мин; t, — время стоянки на промежуточных пунктах, мин; t2, — время стоянки на начальном и конечном пунктах, мин.
Коэффициент использования грузоподъемности транспортных средств К1р равен отношению массы перевезенного груза Q к паспортной грузоподъемности машины q, умноженной на число совершенных поездок т:
![]()
Коэффициент использования пробега К определяется по формуле
![]()
где l— путь, проделанный машиной с грузом; l — путь, проделанный машиной без груза.
При маятниковом одностороннем маршруте коэффициент использования пробега равен 0,5. Его повышение достигается путем сокращения пробега машины порожняком.
Коэффициент использования рабочего времени транспортных средств Ки представляет собой отношение фактического времени работы транспорта к календарному. При нормальной эксплуатации транспортных средств он должен быть не менее 0,85.
Себестоимость перевозки 1 т груза представляет собой отношение себестоимости 1 машино-ч работы к производительности транспортного средства (в тоннах в час).
Для определения путей снижения транспортно-складских затрат важно провести поэлементный анализ затрат.
Для разработки комплекса мероприятий по совершенствованию транспортного хозяйства производится анализ:
рациональности грузовых потоков с целью их выпрямления и устранения излишних перевалок грузов и встречных перевозок;
соответствия грузонапряженности транспортных путей их пропускной способности;
состояния парка подъемно-транспортного оборудования (состав, удельный вес прогрессивного оборудования, соответствие грузообороту, техническое состояние и т. п.);
использования транспортных средств (степень обоснованности выбора транспортных средств, использование по времени и грузоподъемности);
затрат на транспортные и погрузочно-разгрузочные работы;
организации ремонта транспортных средств (планирование, нормирование, ремонтные базы, организация труда ремонтных работ, учет и анализ затрат на ремонт, качество ремонта и т. п.);
планирования и управления транспортным хозяйством.
Транспортное хозяйство требует постоянного совершенствования.
Его основными путями являются:
внедрение современного подъемно-транспортного оборудования и на этой основе повышение уровня механизации и автоматизации транспортных и погрузочно-разгрузочных работ;
внедрение единых транспортных систем с автоматическим адресованием грузов, телеуправляемых транспортных средств, гидравлического пневматического и канаггно-подвесного транспорта непрерывного действия;
проектирование технологии транспортных и погрузочно-разгрузочных работ и ее оформление в единой технологической документации;
использование контейнерных и пакетных перевозок, применение поддонов, стандартной сборно-разборной тары «сквозного» применения (для транспортировки и хранения грузов);
повышение эффективности использования подъемно-транспортного оборудования (экономически обоснованный его выбор, сокращение простоев и потерь времени на ремонт, максимальное использование грузоподъемности транспортных средств и т. д.);
улучшение системы планирования перевозок и диспетчерского руководства (создание нормативной базы, улучшение сменно-суточного планирования, работа по твердому графику). Применение экономико-математических методов и компьютеров в управлении и планировании внутризаводским транспортом;
совершенствование технического обслуживания и ремонта внутризаводского транспорта. Организация надлежащего надзора за эксплуатацией и ремонтом подъемно-транспортного оборудования;
создание современных депо, автогаражей и станций технического обслуживания. Организация систематического надзора за состоянием трасс и их ремонтом;
внедрение подсистемы АСУП «Транспорт», позволяющей комплексно решать вопросы управления транспортным хозяйством с целью согласования его работы со всеми подразделениями предприятия.
Эта подсистема должна обеспечить следующие функции: передачу груза от цеха или склада поставщика цеху-потрибителю со всеми необходимыми процедурами передачи (взвешивание, счет, оформление документации): погрузку груза; перемещение груза; возврат транспортных средств в первоначальный пункт. Она охватывает все виды планирования, учета и отчетности, принятие перспективных и оперативных решений с учетом тесного взаимодействия подсистемы с другими подсистемами комплексной автоматизированной системы управления производством.
Цель подсистемы АСУП «Транспорт» — привести в соответствие получение, обработку и использование информации о работе внутризаводского транспорта, чтобы выработать оптимальные решения по управлению процессами перемещения, неразрывно связанными с технологическими процессами.
Задания для самостоятельной работы
]. Назовите задачи транспортного хозяйства.
Как классифицируются транспортные средства?
Рассмотрите структуру транспортного хозяйства конкретного промышленного предприятия.
Какие могут быть виды маршрутов перевозки грузов? В чем их недостатки и преимущества?
Рассмотрите методику расчета грузооборота н потребности в транспортных средствах.
Что необходимо учитывать при выборе транспортных средств?
Проанализируйте эффективность работы транспортного хозяйства конкретного предприятия и определите пути его совершенствования.
Тесты
Функциями транспортного хозяйства являются:
а) только перевозка грузов;
б) перевозка грузов и экспедиционные операции;
в) перевозка грузов и погрузочно-разгрузочные операции;
г) перевозка грузов, погрузочно-разгрузочные и экспедиционные операции.
По назначению к месту действия транспорт подразделяют иа:
а) внешний, межцеховый и внутренний;
б) железнодорожный, безрельсовый и механический;
в) внешний, внутренний и специальный;
г) железнодорожный, механический и конвейерный;
д) прерывный и непрерывный;
е) прерывный, непрерывный и смешанного перемещения.
Как подразделяю! транспорт по видам? (Варианты ответа см. к тесту 2.)
По способу действия транспорт различают: (Варианты ответа см. к тесту 2.)
Операции перемещения считаются погрузочными, когда;
а) грузы захватывают с одного вида транспорта и укладывают на другие транспортные средства;
б) грузы захватывают с транспортных средств и укладывают на место хранения;
в) грузы захватывают с места и укладывают на транспортные средства;
г) выполняется только перемещение груза от места погрузки до места разгрузки.
Операции перемещения считаются разгрузочными, когда: (Варианты ответа см. х тесту 5.)
Транспортные операции перемещения — это: (Варианты ответа см. к тесту 5.)
Перевалочные операции перемещения — это: (Варианты ответа см. к тесту 5.)
Назовите системы маршрутных перевозок:
а) маятниховая, веерная и внутрицеховая;
б) маятниховая, внутрицеховая и межцеховая;
в) маятниковая, кольцевая и межцеховая;
г) маятниковая, веерная и кольцевая;
д) маятниковая, веерная, кольцевая и межцеховая.
Траиспортио-техиологнческне схемы (ТТС) показывают последовательность и способы выполнения:
а) только погрузочно-разгрузочных и транспортных операций;
б) только транспортных операций;
в) транспортных операций, места и методы укладки и разборки грузов;
г) погрузочно-разгрузочных и транспортных операций, места и методы укладки и работы грузов.
Что понимается под грузопотоком?
а) объем перевозок грузов, перемещаемых в единицу времени между пунктами погрузки и выгрузки;
б) объем грузов, прибывающих на предприятие и выбывающих с предприятия за расчетный период (год, месяц);
в) общее количество грузов, перемещаемых на территории предприятия за расчетный период (год, месяц);
г) объем перевезенного груза в тоннах.
Что понимается под грузооборотом?
(Варианты ответа см. к тесту П.)
Количество транспортных средств прерывного действия определяется по формуле:
где Q — грузооборот в плановом периоде, т; Qc — суточный грузооборот, т; К — коэффициент, учитывающий неравномерность грузооборота; q с — суточная производительность транспортного средства, т; Ф — число рабочих дней в плановом периоде.
По какой из формул определяется суточная производительность транс' портного средства:
где Qc — суточный грузооборот, т; К — коэффициент, учитывающий неравно, мерность грузооборота; q — грузоподъемность транспортного средства, т; К — коэффициент использования грузоподъемности; Т — суточный фонд времени транспорта, мин; Кп —- коэффициент использования транспортного средства во времени; t — транспортный цикл.
По какой формуле определяется время одного рейса (транспортный цикл) при маятниковых односторонних перевозках, кольцевых перевозках с равномерным грузопотоком, кольцевых перевозках с нарастающим и затухающим грузопотоками?

где L — длина всего маршрута, м; I — расстояние между двумя пунктами, м; v, vr vср — скорость движения транспортного средства с грузом, без груза и сред- ияя соответственно, м/мин; »n, t — время на одну погрузочную и разгрузочную операцию соответственно, мии; Кя — количество погрузочно-разгрузочных пунктов,
Количество транспортных средств непрерывного действия определяется по формуле:
где Q — суточный грузооборот, т; Qч — часовой грузооборот, т; qt с ,q — соответственно суточная и часовая производительность транспортного средства, т; Фе — суточный фонд времени работы транспорта, мbн.
17.Часовая производительность конвейера определяется по формуле:
где vt — скорость конвейера, м/мин; l— расстояние между двумя смежными грузами на конвейере, м; Ф( — суточный фонд времени работы конвейера, мин; m — масса одного штучного груза, кг.
18.Техническая скорость движения машины определяется
а) отношением длины пути ко времени движения машины от начального до конечного пункта;
б) отношением пути, проделанного машиной с грузом ко всему пути, проделанному машиной как с грузом, так и без него;
в) отношением длины пути ко времени движения машины от начального до конечного пункта и времени стоянки на начальном и конечном пунктах;
г) отношением длины пути ко времени движения машины от начального до конечного пункта и времени стоянки на начальном, конечном и промежуточных пунктах.
Эксплуатационная скорость движения машины определяется:
(Варианты ответа см. к тесту 18.)
20.Коэффициент использования пробега определяется:
(Варианты ответа см. к тесту 18.)
Задачи
Задача 12.1. Заготовительный цех поставляет заготовки в два механических цеха. Для этого используются электрокары грузоподъемностью 0,6 т, средняя техническая скорость которых — 4 км/ч. Маршрут движения маятниковый, односторонний. Расстояние от заготовительного до механического цеха № 1 — 300 м, до механического цеха №2 — 400 м. Годовой грузопоток по цехам приведен в табл. 12.1,
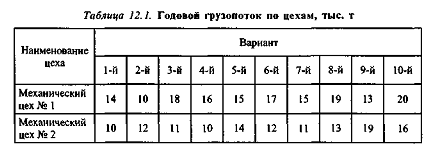
Коэффициент неравномерности грузов — 1,2. Время на погрузку и разгрузку заготовок — 30 мин. Коэффициент использования грузоподъемности электрокара — 0,92, по времени — 0,9, Транспортный цех работает в две смены по 8 ч. Число рабочих дней в году — 254.
Определить необходимое количество электрокаров для бесперебойного обеспечения механических цехов заготовками.
Задача 12.2. На склад готовой продукции в течение месяца (24 рабочих дня) должны быть доставлены изделия из сборочного цеха в объеме, представленном в табл. 12.2.

Транспортировка осуществляется электрокарами грузоподъемностью 2 т. Цех работает в две смены. Продолжительность смены — 8 ч. Коэффициент использования транспортных средств по грузоподъемности — 0,7, по времени — 0,92. Скорость движения электрокаров с грузом — 4 км/ч, без груза — 6 км/ч. Время погрузки — 12 мин, время на выгрузку — 15 мин. Расстояние между складом и сборочным цехом — 400 м.
Определить среднесуточный грузооборот и необходимое количество электрокаров для доставки готовой продукции на склад.
Задача 12.3. На машиностроительном заводе ежемесячные перевозки осуществляются из складов в цехи, из цехов в цехи и из цехов на склады.
Из складов в цехи. В литейный цех из складов сырья, материалов и топлива поступает 10150 т металлошихты, 24000 т формовочных материалов, 3270 т стержневой земли н 2450 т кокса. В сборочный цех — 1200 т комплектующих изделий. В кузнечно-прессовый цех — 10700 т стали для поковок, 390 т листовой стали. В механический цех — 925 т стального литья, 610 т сортовой стали. 115 т проката цветных металлов.
Из цеха в цех. В механический цех поступает 7950 т годного литья, 8700 годных поковок, 290 т годных штамповок. В сборочный — 16000 т комплектов деталей после механической обработки.
Из цехов на склады и в отвалы. На склад готовой продукции — 17000 т. В отвалы — 3100 т горелой формовочной земли, 750 т отходов стержневой массы.
На шихтовой двор — отходы производств: литейного — 1950 т, кузнечного — 1720, штамповочного — 80 и механического — 290 т.
Грузы из складов литейных материалов и металлов в цехи, а готовой продукции — из сборочного цеха на склад транспортируются на автомашинах грузоподъемностью 5 т при коэффициенте использования грузоподъемности 0,9. Время одного рейса в среднем 23 мин (в том числе погрузка — 7 мин, выгрузка — 7, проезд с грузом — 6 и холостой проезд — 3 мин). Транспортировка всех остальных грузов производится на электрокарах грузоподъемностью 2 т при коэффициенте использования 0,8. Продолжительность рейса электрокара в среднем 28 мин (в том числе погрузка — 7 мин, выгрузка — 7, проезд с грузом — 9 и холостой проезд — 5 мин).
Завод работает в две смены. Продолжительность смены — 8 ч. В месяце 23 рабочих дня.
Определить размер межцеховых перевозок (в тоннах) и количество необходимых транспортных средств. Составить «шахматную» ведомость грузооборота.
Задача 12.4. Для внутрицеховой транспортировки деталей между предметными и сборочными участками предполагается использовать транспортеры непрерывного действия. Суточный внутрицеховой оборот составляет 20 т в смену. Масса детали — 6 кг, расстояние между смежными деталями на транспортере — 0,5 м. Скорость движения транспортера — 2 м/мин. Режим работы двухсменный. Продолжительность смены — 8 ч.
Определить необходимое количество транспортеров.
Задача 12.5. На склад готовой продукции из сборочного цеха должно быть доставлено 90 т изделий. Расстояние между схладом и цехом — 600 м. Транспортировка осуществляется электрокарами грузоподъемностью 1,5 т. Цех работает в две смены, продолжительность смены — 8 ч. Коэффициент использования транспортных средств по грузоподъемности — 0,75, по времени — 0,9. Средняя техническая скорость электрокара — 4 км/ч. Время на погрузку — 11 мин, на выгрузку —- 15 мин.
Определить необходимое количество электрокаров для доставки готовой продукции на склад.
Задача 12.6. Определить парк электропогрузчиков грузоподъемностью 1,5 т для организации межцеховых грузопотоков. Грузооборот предприятия составляет 70 тыс. т. Среднетехническая скорость движения электропогрузчика — 3,2 км/ч. Среднее расстояние перемещения — 200 м. Загрузка односторонняя, маршруты маятниковые, коэффициент использования грузоподъемности — 1,0. Среднее время простоя под погрузкой и разгрузкой на один цикл — 12 мин. Коэффициент технической готовности парка электропогрузчиков — 0,9. Режим работы двухсменный. Коэффициент неравномерности грузопотоков — 1,2.
Г л а в а 13 ОРГАНИЗАЦИЯ СКЛАДСКОГО ХОЗЯЙСТВА
13.1. Задачи и значение складского хозяйства. Классификация складов
В процессе движения материальных ценностей между службой материально-технического обеспечения и производственными подразделениями, между цехами предприятия, а также между выпускающими цехами и службой сбыта возникает необходимость в организации складских помещений, образующих складское хозяйство предприятия. Основными задачами складского хозяйства являются:
бесперебойное обеспечение производства соответствующими материальными ресурсами;
обеспечение сохранности материальных ресурсов;
максимальное сокращение затрат, связанных с осуществлением складских операций.
Складское хозяйство предприятия выполняет следующие функции:
приемка и хранение материальных ценностей:
подготовка их к выдаче в производство (расфасовка, комплектование, перетаривание и т. п.);
выдача материальных ценностей в производство в установленном поряцке;
подготовка готовой продукции к отправке потребителю (комплектование, этикетирование, упаковка и т. п.);
отпуск готовой продукции потребителю с оформлением необходимой документации;
организация учета движения запасов и их регулирование;
разработка и внедрение мероприятий по совершенствованию складского хозяйства.
Организация складского хозяйства оказывает прямое влияние на результаты производственно-хозяйственной деятельности предприятия, так как обеспечивает бесперебойность работы основного производства
и своевременную отгрузку готовой продукции потребителю. В свою очередь эффективность складского хозяйства зависит прежде всего от складских помещений. Применение универсальных складов с низким уровнем механизации увеличивает стоимость складских операций и может привести к сбою в их работе. В то же время высокомеханизированные и специализированные внутризаводские склады позволяют добиваться высокой организации их работы.
Классификация складских помещений осуществляется по ряду признаков.
В зависимости от рода хранимых ценностей различают следующие внутризаводские склады: 1) материальные, 2) полуфабрикатов и заготовок, 3) инструментов, 4) оборудования и запасных частей, 5) готовой продукции, 6) хозяйственные, 7) отходов и утиля.
В свою очередь материальные склады подразделяются на склады металлов, топлива, химикатов и т. д. в зависимости от номенклатуры и объема потребляемых материалов.
В зависимости от характера и номенклатуры хранимых ценностей различают: универсальные и специализированные склады. На универсальных складах хранятся разнообразные по характеру материальные ценности с широкой номенклатурой (центральный материальный склад). Специализированные склады используются для хранения однородной продукции (склады лесоматериалов, чугуна и т. п.).
По масштабу работы склады делятся на общезаводские, обслуживающие несколько цехов, и цеховые, обслуживающие подразделения одного цеха.
По роли в процессе производства и подчиненности общезаводские склады подразделяются на:
снабженческие — подчиненные отделу материально-технического обеспечения (склады сырья, топлива, покупных полуфабрикатов);
производственные — подчинены производственному отделу предприятия и предназначены для хранения полуфабрикатов собственного производства (склады заготовок и полуфабрикатов собственного производства);
сбытовые — подчиненные отделу сбыта, хранящие готовую продукцию, подлежащую отправке потребителю (склады готовой продукции и отходов);
инструментальные — подчинены инструментальному отделу (ЦИС);
оборудования и запчастей, подчинены отделу главного механика;
хозяйственные, предназначены для хранения хозяйственных товаров, спецодежды.
Цеховые склады подразделяются на склады материалов и заготовок, инструмента (ИРК) и промежуточные — для хранения межоперационных заделов.
6. По конструктивным особенностям склады классифицируются на: закрытые, представляют собой одно- или многоэтажные здания, отапливаемые или неотапливаемые и т. д.;
полузакрытые склады, представляют собой навесы одно- и двухскатные, с подсыпкой и без подсыпки и т. д.;
открытые — это площадки или платформы, оборудованные или необорудованные;
специальные — это резервуары, элеваторы, бункеры, цистерны и т. п. Количество и тип складских помещений зависят от производственной структуры предприятия, масштабов и типа производства, характера связей по кооперации с другими предприятиями. Размещение складских помещений решается с учетом требований, предъявляемых к генеральному плану предприятия, и наиболее рациональной транспортно-технической схемы. Склады необходимо оборудовать подъездными путями, погрузочно-разгрузочными и транспортными средствами, различного рода стеллажами. Они должны быть оснащены измерительным оборудованием: весами, бензо- и нефтесчетчиками, линейными мерами и т. п.). Техническое оснащение складов зависит от рода, формы и количества хранимых материалов, характера, типа и расположения складских помещений и существующей системы транспортировки материалов.
Для оценки уровня оснащенности складов погрузочно-разгрузочными средствами и механизмами используют коэффициент оснащенности средствами механизации К
где q. — грузоподъемность i-го средства механизации, т; i = 1, ..., n — средства механизации; Qc — грузооборот склада за расчетный период, т.
13.2. Определение грузовместимости и площади складских помещений
Расчет необходимой вместимости складов для различных грузов является важным условием, от которого зависят размеры складов и способы механизации погрузочно-разгрузочных и транспортно-склад- ских (ПРТС) работ в них, а следовательно, и стоимость.
Общую величину запасов грузов на складах определяют как сумму текущих и страховых запасов. Для действующих предприятий размеры текущих запасов можно определить по графикам поступления и выдачи грузов со складов.
Поступление груза на склад с внешнего транспорта и отправление в производство по мере его расходования ежемесячно в течение года представлено на рис. 13.1. Наибольшая ордината заштрихованной площади характеризует размер текущих запасов на складе Ет. Величину страхового запаса определяют по нормам.
Месяц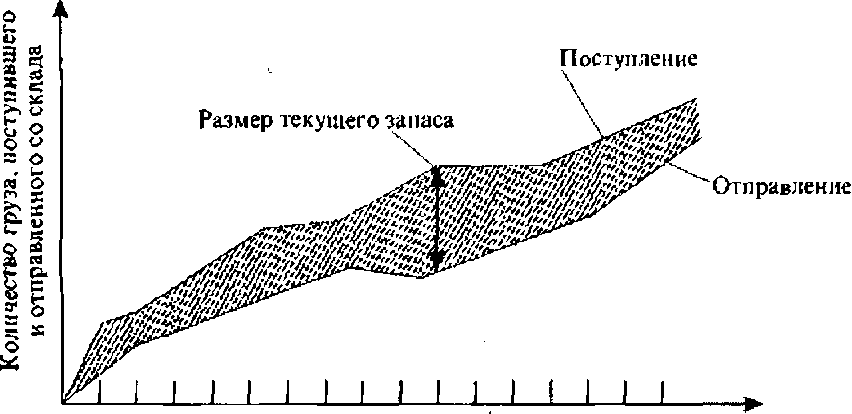
Рис. 13.1. Помесячное поступление и отправка грузов со склада Заштрихованная область — количество груза на складе
При отсутствии данных о режиме поступления (отпуска) грузов на склад вместимость склада устанавливают по величине относительного запаса (текущего и страхового), выраженного числом дней суточной потребности предприятия в данных материалах или числом дней среднесуточной отправки. Величины относительных запасов нормируют. Если утвержденные запасы сырья отсутствуют, можно воспользоваться данными, приведенными в табл. 13.1.
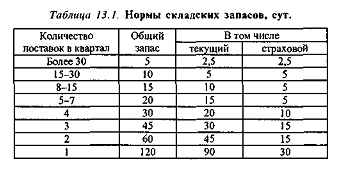
Если склад проектируют для хранения нескольких однородных грузов, то его общую вместимость определяют с учетом общих суммарных страховых и текущих запасов данных грузов. Расчет ведется по формуле

где Eскл — общая грузовместимость склада, т; i — грузы, проходящие через склад (i = 1,..., к); qt — среднесуточная потребность (или отпуск) i-го груза, т; £ — нормы запаса 1-го груза, текущего и страхового, соответственно, сут.; £ — средневзвешенные величины текущего и страхового запаса, сут.
Средневзвешенная величина текущего запаса вычисляется по формуле
а страхового — по формуле
Общая площадь складского помещения F состоит из полезной, оперативной и конструктивной площади: FоВщ = Fum + Fm + F .
Полезную площадь склада F ол, т. е. площадь, занятую непосредственно материальными ценностями или устройствами для хранения, можно приблизительно определить по удельным нагрузкам по формуле

где е — масса груза (удельная), приходящаяся на 1 м2 площади склада, т/м2.
Удельная масса груза зависит от высоты укладки, рода груза (его объемной массы), прочности тары и допустимой нагрузки на перекрытия (многоэтажные склады).
Этот способ применим для расчета площадей под материалы, хранимые в закромах, штабелях, емкостях.
Размер полезной площади склада под штабелями, когда штучные грузы уложены на поддоны или в контейнер, будет равен:
где е — грузовместимость транспортной единицы, т; n — число рядов укладки грузов в штабеля по высоте, шт.; l и b — длина и ширина (габаритная) транспортной единицы соответственно, м.
При хранении штучных грузов на стеллажах полезную площадь склада определяют по формуле
![]()
где Fct — площадь, занимаемая одним стеллажом, м; лст — количество стеллажей.
Количество потребных стеллажей определяется по формуле
где vs — полный объем ячейки стеллажа, м'; m — объемная масса материала, т/м3; ко — коэффициент заполнения объема ячейки; пг — количество ячеек в одном стеллаже.
Оперативная площадь склада предназначена для обеспечения нормальной его работы и включает приемо-сдаточные и конторские помещения, отпускные и весовые площадки, проходы и проезды.
Площадь склада, занятую дорогами, проездами и проходами, определяют в зависимости от числа штабелей на складе и размеров подъемно-транспортного оборудования, перемещающегося на складе.
Площадь склада, необходимая для выполнения приемо-сдаточных и подсортировочных операций зависит от грузопотоков склада, характера грузов и объема подсортировки. Ориентировочно для крытых складов она равна 0,1-0,15 их полезной площади.
Ширина проходов между стеллажами и штабелями устанавливается 0,6-0,9 м, при пользовании тележками — 1,1-1,2 м. Через каждые 20-30 м должны быть сквозные проезды по ширине ворот. Внутри склада в зависимости от его ширины устраиваются продольные проезды шириной 2,5-3 м.
Конструктивная площадь определяется конструктивными особенностями здания (перегородки, колонны, лестничные клетки и т. п.).
Размер конторских и бытовых помещений и конструктивная площадь определяются с учетом норм строительного проектирования, охраны труда и правил пожарной безопасности.
Площадь различных служебных помещений для крытых складов принимается 0,06-0,1 полезной площади. Размеры всех дополнительных площадей весьма значительны.
Общие
площади складов ориентировочно
определяются с учетом коэффициента
использования площади склада К^,
учитывающего дополнительные площади,
т. е.
![]()
Однако величины Кмсп могут быть достоверно известны только для складов с типовыми решениями зданий и оборудования. Коэффициент использования для открытых складов сыпучих грузов составляет 0,4-0,6; для крытых складов при штабельном хранении и хранении в двухрядных стеллажах — 0,3-0,4; при укладке грузов в сквозные стеллажи без проходов — до 0,7.
При проектировании склада особое внимание должно быть обращено на выбор наиболее эффективных средств механизации и автоматизации складских операций. В машиностроении широко используются механизированные склады. Загрузка и разгрузка стеллажей производится с помощью подвесных или самоходных штабелеров. Детали транспортируются и хранятся в стандартной таре. В прицеховых механизированных складах элеваторного типа местами хранения деталей (технологической оснастки) являются короба, размещенные в вертикальной закрытой шахте элеваторного подъемника. Стеллаж занимает площадь в 6,5 м2 и хранит 150-200 наименований деталей.
Наибольшей компактностью и эффективным использованием отличаются автоматизированные склады многоярусного хранения грузов в сборно-разборных стеллажах. Они обслуживаются пристеллажной кареткой-оператором.
13.3. ТАРНОЕ ХОЗЯЙСТВО
Для комплексной механизации и автоматизации транспортных операций большое значение имеет соответствующая тара.
На предприятиях применяются различные виды тары: деревянная, металлическая, жесткая, мягкая, полужесткая, стеклянная, разборная и неразборная, одно- и многократного использования, стандартная и нестандартная.
Наиболее перспективными для перевозки штучных грузов являются укрупненные грузовые единицы — контейнеры и средства пакетирования (поддоны всех типов, стропы, каccеты, обвязки, прокладки и т. п.).
Преимущества использования контейнеров и средств пакетирования заключается в том, что при этом оказывается возможным:
во-первых, комплексно механизировать все ПРТС работы со штучными грузами, повысив при этом производительность труда в 3-10 раз;
во-вторых, снизить приведенные расходы на перевозки в 1,5-2 раза, главным образом за счет экономии на таре и ускорении движения грузов;
в-третьих, снизит» простои транспортных средств под погрузкой и разгрузкой в 3-5 раз;
в-четвертых, уменьшить потери от повреждения грузов при выполнении погрузочно-разгрузочных работ.
Проектирование пакетыо-контейнерных перевозок должно выполняться в соответствии с основными требованиями ГОСТа, согласно которым вопросы комплексной механизации должны решаться на всем транспортно-складском процессе от поставщика до потребителя. Парк контейнеров и средств пакетирования определяется по формуле

где Ѡ— количество контейнеров (средств пакетирования); Q — грузооборот на расчетный период, т; qк — выработка на один контейнер (средство пакетирования) за расчетный период т; kt и к2—коэффициенты, учитывающие потребность в контейнерах (средствах пакетирования) в связи с их ремонтом и иа покрытие неравномерности грузооборота соответственно.
Выработка на один контейнер за расчетный период определяется по формуле
где qи — статическая нагрузка контейнера (средства пакетирования), т; F — число календарных дней в расчетном периоде; Fu — время нахождения контейнера (средства пакетирования) в нерабочем состоянии (в ремонте), дн.; Те — среднее время оборота контейнера (средства пакетирования), сут.
Тарное хозяйство предприятия занимается приобретением или проектированием и изготовлением необходимой производству тары, организует ее хранение, ремонт, выдачу в производство, осуществляет учет движения всех видов тары.
13.4. Учет, анализ и пути совершенствования складского хозяйства
Работой склада руководит его заведующий. Кладовщики и заведующий складом являются материально ответственными лицами.
При приемке материальных ценностей кладовщик проверяет количество поступившего материала. Качественную приемку производят работники ОТК. На принятые материалы составляется приемный акт. В случае забракования материала составляется оперативно-технический акт, служащий основанием для предъявления поставщику рекламаций.
Основным учетным документом является учетная карта для материалов, полуфабрикатов и инструмента (табл. 13.2).
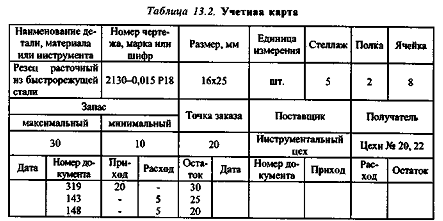
В условиях функционирования АСУП склады готовят сводки о поступлении материалов на склад (табл. 13.3) и о выдаче материалов со склада (табл. 13.4).
Для ведения оперативного учета информация о наличии материалов на складе и выдаче их цехам хранится в памяти ЭВМ.
Контролирует и анализирует работу всех заводских и цеховых складов бухгалтерия по приходно-расходным документам и учетным
картам с учетом установленных норм потерь путем сопоставления фактических и документальных остатков материальных ценностей, т. е. периодически проводится инвентаризация складов.
При анализе работк складского хозяйства определяют следующие технико-экономические показатели: грузооборот склада, удельный вес складских расходов в себестоимости складского хранения 1 т груза, коэффициент использования площади склада, коэффициент оснащенности склада средствами механизации и др.
При анализе состояния складского хозяйства рекомендуется:
выяснить соответствие типа складских помещений роду хранимых материальных ценностей;
оценить рациональность размещения складов на территории предприятия;
проанализировать рациональность использования складских помещений;
оценить прогрессивность оборудования складских помещений и организации его ремонта;
выявить недостатки в организации тарного хозяйства;
проверить правильность установленных размеров страховых запасов, точек заказа и максимальных запасов;
оценить качество подготовки материальных ресурсов к выдаче в производство;
выявить случаи сверхлимитной выдачи материалов и полуфабрикатов;
проанализировать причины несвоевременной вьщачи материалов Из заводских складов в цеховые, а из цеховых — на производственные участки;
определить размеры и причины потерь материалов на складах;
изучить состояние учета, планирования и управления складским хозяйством.
Основными направлениями совершенствования складского хозяйства являются:
внедрение складских систем с автоматическим адресованием грузов, автоматизированных складов, автоматизированных контейнерных площадок;
внедрение автоматических складов, сортирующих и выдающих грузы с помощью специальных устройств с программным управлением;
широкое использование сборно-разборных складов из металлических стандартных элементов с обслуживанием самоходными штабелерами;
широкое применение стандартной сборно-разборной унифицированной тары, средств контейнеризации и пакетирования. Разработка наиболее эффективных и экономичных типовых конструкций тары, особенно «сквозной», которая может использоваться на различных этапах производственного процесса;
совершенствование системы учета и контроля движения материальных ценностей, оптимизация норм запасов;
совершенствование планирования и управления складским хозяйством на основе компьютеризации, применения экономико-математических методов и моделей;
внедрение подсистемы АСУП «Склад», позволяющей выработать оптимальные решения по управлению складским хозяйством.
На предприятиях (при техническом перевооружении и реконструкции, при строительстве новых предприятий) возникает задача распределения материалов по складам с целью рациональной организации перевозок с минимальными затратами.
Имеется: m — складов в заданных пунктах (i = 1, ..., m), в каждом из которых может храниться к различных типоразмеров материалов (некоторые типоразмеры могут храниться и не на всех m складах); Мт — годовой объем грузов, который может переработать (принять и
выдать) i-й склад, по h-му типоразмеру (А = 1 k),j — количество
пунктов потребления (j = 1, ..., n); Mjk — потребность каждого j-го пункта в материале h-го типоразмера.
Требуется найти, какое количество материала Xijk h-го типоразмера нужно завозить в j-й пункт потребления с i-го склада, чтобы суммарный грузопоток был минимальным, т. е. минимизировать целевую функцию
где Ly — расстояние между i-м складом и j- м пунктом потребления; i — количество складов (i = 1, ,.., m).
Ограничения задачи:

Эта задача транспортного типа решается методами линейного программирования.
Найдя значение Xtjli, можно определить и общее количество материала h-го типоразмера, которое должно пройти через i-й склад (М1к):

Задания для самостоятельной работы
Назовите функции складского хозяйства предприятия.
Определите грузр вместимость конкретного склада.
Рассмотрите метрдику расчета общей площади склада.
В чем преимущества использования контейнеров и средств пакетирования?
Как определяется количество контейнеров (средств пакетирования)?
Рассмотрите организацию учета по конкретному складу предприятия.
Проанализируйте работу складского хозяйства конкретного предприятия и определите пути его дальнейшего совершенствования.
Тесты
Что ие относится к функциям складского хозяйств»?
а) приемка и хранение материальных ценностей;
б) контроль качества поступающих на предприятие материальных ресурсов;
в) подготовка и выдача поступающих на предприятия материальных ресурсов;
г) подготовка и отпуск готовой продукция потребителю;
д) организация учета движения запасов и их регулирования.
Дать классификацию складских помещений по следующим признакам: род хранимых ценностей; конструктивные особенности складов; роль в процессе производства и подчиненность; характер и номенклатура хранимых цени остей.
а) материальные, полуфабрикатов и заготовок, инструментов, оборудования и запчастей, готовой продукции, хозяйственные, отходов и утиля;
б) снабженческие, производственные, сбытовые, инструментальные, оборудования и запчастей, хозяйственные;
а) закрытые, полузакрытые, открытые, специальные; г) универсальные и специализированные.
Техническое оснащение складов ие зависит от:
а) рода, формы и количества хранимых материалов;
б) системы транспортировки материалов;
в) расположения складских помещений;
г) организационной структуры предприятия,
Уровень оснащенности складов логрузочно-разгрузочнымн средствами и механизмами определяется по формуле:
где qt — грузоподъемность /-го средства механизации, т; i= 1, ..., п — средства механизации; кг — коэффициент грузоподъемности i-го средства механизации; Qt — грузооборот склада за расчетный период, т.
5.Общая величина запасов грузов иа складах складывается из;
а) текущих н страховых запасов;
б) текущих и подготовительных запасов;
в) подготовительных и страховых запасов;
г) текущих, подготовительных и страховых запасов.
6.Общая грузовместимость склада определяется по формуле:
где f, — средневзвешенные нормы текущего запаса f-ro груза, сут.; ic — средневзвешенные нормы страхового запаса i-го груза, сут.; fи — средневзвешенные нормы подготовительного запаса i-го груза, сут.; I – 1…..к — грузы, проходящие через склад; q. — среднесуточная потребность i-го груза, т.
7.Полезная площадь склада под штабелями определяется:
![]()
где E — общая грузовместимость склада, т; е — грузовместимость транспортной единицы, т; n — число рядов укладки грузов в штабеля по высоте, шт.; m — объемный вес транспортной единицы, т/м'; I и b — длина и ширина транспортной единицы соответственно, м.
8. Количество потребных стеллажей определяется по формуле:
где Е — общая грузовместимость склада, т; m — объемный вес материала, т/м; v> — полный объем ячейки стеллажа, м'; ко — коэффициент заполнения объема ячейки; п, — количество ячеек в одном стеллаже; I и Ь — соответственно длина и ширина стеллажа, м.
Общая площадь складского ломешення складывается нз следующих площадей:
а) полезной и оперативной;
б) полезной и конструктивной;
в) полезной, дополнительной и конструктивной;
г) полезной, оперативной и дополнительной;
д) полезной, оперативной и конструктивной.
Что включает оперативная площадь склада?
а) полезную площадь, проходы и проезды;
б) приемо-сдаточные и конторские помещения, отпускные и весовые площади, проходы и проезды;
в) приемо-сдаточные и конторские помещения, отпускные и весовые площади;
г) приемо-сдаточные и конторские помещения, отпускные и весовые площадки, проходы и проезды, лестничные клетки, колонны, перегородки;
д) полезную площадь, приемо-сдаточные и конторские помещения, отпускные и весовые площадки, проходы и проезды, лестничные клетки, колонны, перегородки.
Коэффициент использования площади склада определяется отношением:
а) полезной площади к общей;
б) оперативной площади к общей;
в) оперативной площади к полезной;
г) оперативной и конструктивной к полезной;
д) полезной, оперативной н конструктивной к общей.
12. Парк контейнеров и средств пакетирования определяется по формуле:

где Q — грузооборот на расчетный период, т; То — среднее время оборота контейнера (средства пакетирования) сут.; q — статическая нагрузка контейнера (средства пакетирования.) т; Ffl — время нахождения контейнера (средства пакетирования) в нерабочем состоянии (в ремонте), дн.; FK — число календарных дней в расчетном периоде; к{ и fc, — коэффициенты, учитывающие потребность в конвейерах (средств пакетирования) в связи с их ремонтом и на покрытие неравномерности грузооборота.
Задачи
Задача 13.1. На основе данных табл. 13.1 построить график н определить величину запасов грузов на складе, еслн количество поставок в. квартале более 30.
Задача 13.2. Определить вместимость проектируемого склада для хранения пяти видов однородных грузов — А, Б, В, Г, Д на основе данных табл. 13.2.
Задача 13.3. Определить общую площадь крытого складского помещения вместимостью 500 т, если масса груза, приходящаяся на I м* площади склада, 100 кг. Коэффициент использования склада составляет 0,7.
Задача 13.4. Определить полезную площадь склада под штабелями, если штучные грузы уложены на поддоны. Грузовместимость поддона — 100 кг. Число
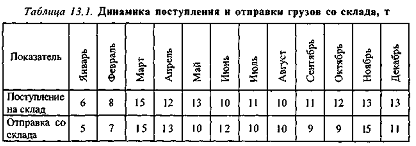
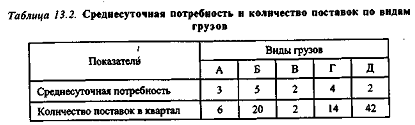
рядов укладки в штабеля по высоте — 20 шт. Длина поддона — 1 м, ширина — 0,5 м. Вместимость склада — 5000 т.
Задача 13.5. Определить полезную площадь склада вместимостью 800 т для хранения штучных грузов на стеллажах. Стеллаж состоит из 10 ячеек, каждая объемом 0,8 м\ Коэффициент заполнения объема ячейки 0,85. Объемная масса груза 0,4 т/м'. Площадь, занимаемая одним стеллажом, — 5 м-.
Задача 13.6. Перевозка груза на складе осуществляется в контейнерах статической нагрузкой 1 т.
Определить потребное количество контейнеров иа месяц, если среднее время оборота контейнера 5 сут. Время нахождения его в ремонте в течение месяца — 2 дня. Грузооборот на месяц составляет 1000 т. Коэффициент, учитывающий потребность в контейнерах в связи с их ремонтом, — 0,07, коэффициент, учитывающий потребность в контейнерах в связи с неравномерностью грузооборота, — 0,03
Г л а в а 14 ОРГАНИЗАЦИЯ ТЕХНИЧЕСКОГО КОНТРОЛЯ КАЧЕСТВА ПРОДУКЦИИ
14.1. Качество продукции, показатели и оценка его уровня
Современный мировой рынок представляет собой арену жесткой борьбы поставщиков продукции, использующих различные методы и средства для подавления конкурентов и обеспечения себе дополнительных преимуществ. Главным в этой борьбе является усиление роли технического уровня и качества выпускаемой продукции, наиболее полно отвечающей потребностям конкретных потребителей. Исследуя товар, покупатель сравнивает, «взвешивает» его конкретные свойства, выраженные в физических, электрических, химических и других единицах, с конкретными показателями своей потребности, имеющими определенные границы. В этом случае следует говорить о наличии качественных показателей продукции, определяющих потребности покупателя.
Качество продукции согласно Международному стандарту ИСО 8402-86 — это совокупность свойств и характеристик продукции или услуги, которые придают им способность удовлетворять обусловленные или предполагаемые потребности.
Показатель качества продукции — зто количественная оценка одного или нескольких свойств продукции. Основные показатели качества продукции отражены в стандартах (международных, национальных, отраслевых) предприятий и технических условиях.
Для оценки качества продукции используется система показателей, которая включает следующие группы.
Обобщающие, характеризующие общий уровень качества продукции: объем и долю прогрессивных видов изделий в общем выпуске, сортность (марочность) продукции (в легкой, цементной отраслях промышленности), экономический эффект и дополнительные затраты, связанные с улучшением качества.
Комплексные, характеризующие несколько свойств изделий, включая затраты, связанные с разработкой, производством и зксплуатацией. В каждой отрасли промышленности применяются свои специфические комплексные показатели. Например, в подшипниковой промышленности может быть показатель, отражающий срок службы подшипников (в часах) и себестоимость их изготовления или цену (в рублях):
Комплексный показатель качества, например электродвигателя, определяется отношением количества полезной механической энергии, выработанной двигателем за весь срок его службы, к суммарным затратам на производство и эксплуатацию двигателя.
3. Единичные, характеризующие одно из свойств продукции. Они подразделяются на показатели:
назначения, характеризуют приспособленность изделий для использования по назначению и область их применения, например мощность двигателя, скорость, производительность станка, грузоподъемность, ходимость шин, или их пробег до износа, процент содержания полезного вещества в сырье и т. д.;
надежности и долговечности. Надежность — это свойство изделия сохранять технические параметры в заданных пределах и фиксированных условиях эксплуатации, например частота отказов изделия, вероятность отказа, безотказность, сохраняемость, работоспособность и т. п. Долговечность — это свойство изделия длительно сохранять работоспособность в определенных режимах и условиях эксплуатации до разрушения или другого предельного состояния, например срок службы, ресурс работы (число километров пробега автомобиля, часы работы подшипника, ходимость шин и т. д.);
технологичности изделия, характеризуют эффективность конструкции машин и технологии их изготовления. К ним относятся показатели блочно- сти и агрегатности конструкций, выражающие простоту монтажа изделия, удельной трудоемкости, материале»- и энергоемкости, коэффициент рационального использования прогрессивных материалов в изделии и т. д.;
эргопометрические, позволяющие определять удобство и безопасность эксплуатации изделий. Они характеризуют систему человек — изделие — среда и учитывают комплекс гигиенических, антропометрических, физиологических и психологических свойств человека. К показателям этой группы относят степень освещенности, влажности, шума, вибрации, запыленности, расположение и удобство сидений, органов управления, рациональность интерьера и рабочего места. С их помощью измеряются параметры продукции, влияющие на работоспособность человека при ее эксплуатации;
эстетические, характеризующие способность продукции удовлетворять потребность в красоте. Они определяют такие свойства продукции, как внешний вид, гармоничность, целостность, выразительность, оригинальность, красоту форм, соответствие среде, стилю, моде и т. п. С их помощью устанавливается художественно-конструкторский уровень изделия;
стандартизации и унификации, определяющие степень использования в продукции стандартизированных составных частей изделия (сборочных единиц, деталей, узлов) и уровень их унификации (конструктивной преемственности), например отношение стандартизированных и унифицированных частей изделия к общему числу частей в изделии, коэффициенты повторяемости, применяемости по типоразмерам и составным частям продукции;
патентно-правовые, характеризующие удельный вес отечественных изобретений в данном изделии и возможность беспрепятственной реализации продукции как в своей стране, так и за рубежом (показатели патентной защиты, патентной чистоты);
транспортабельности, определяющие приспособленность продукции к перевозкам. К ним относятся средняя продолжительность и стоимость подготовки к перевозкам, погрузочно-разгрузочным работам, средняя материалоемкость упаковки;
экономические, характеризующие затраты на разработку, изготовление, эксплуатацию или потребление продукции, экономическую эффективность ее эксплуатации. К ним относятся цена, прибыль, себестоимость, рентабельность изделия, эксплуатационные издержки как в абсолютном выражении, так и на единицу основного показателя назначения изделия.
Технический уровень продукции согласно ГОСТу 15467-79 — это относительная характеристика качества продукции, основанная на сопоставлении значений показателей, характеризующих техническое совершенство оцениваемой продукции с соответствующими базовыми значениями.
Оценка технического уровня продукции должна вестись на протяжении всего жизненного цикла изделия: исследование и конструирование (проектирование), производство, обращение и реализация, эксплуатация и потребление.
Таким образом, технический уровень продукции зависит от совокупности показателей технического совершенства. Определяют его путем сопоставления значения показателей оцениваемого образца с базовым.
Базовый образец должен сочетать в себе столько и такие технические и экономические показатели, которые в наибольшей степени отвечают требованиям конкретного рынка на момент предполагаемого выхода на него сданным товаром.
Выбор базового образца для сравнения является сложным решением вопроса о приведении экспортного изделия в соответствие с показателями потребности предполагаемого потребителя. Необходимо обеспечить максимальную близость классификационных показателей образца и сравниваемого изделия.
В качестве базовых образцов могут выступать: на стадии разработки:
базовый образец 1. Перспективная модель машины или оборудования, показатели которой основаны на самых современных достижениях науки и техники и будут наиболее полно отвечать конкретной потребности в реальном будущем;
базовый образец 2. Поставляемое на товарный мировой рынок изделие, обладающее наиболее высокими техническими показателями и имеющее тенденцию к снижению его экономических показателей на перспективу;
на стадии изготовления и реализации:
базовый образец 3. Лучшие зарубежные изделия, поставляемые на конкретный рынок, показатели качества которых отвечают самым высоким требованиям, а затраты потребителя, связанные с его приобретением и эксплуатацией, являются наиболее низкими по сравнению с другими аналогичными изделиями;
базовый образец 4. Изделие, пользующееся наибольшим спросом на рынке конкретной страны или определенного региона и не обязательно обладающее наивысшими показателями (в зависимости от уровня экономического развития страны и платежеспособности потребителя).
Выбор образца определяется целями оценки технического уровня продукции. Например, базовый образец № 1 должен лежать в основе определения технико-экономической целесообразности проведения научно-исследовательских и опытно-конструкторских работ над принципиально новой моделью машины и последующей ее постановки на производство, базовый образец № 2 — в основе решения вопроса о сертификации изделия.
Выявление причин недостаточной конкурентоспособности поставляемого на конкретный рынок товара потребует его сопоставления с базовым образцом № 3, а определение конкурентоспособности выпускаемого для внутреннего рынка, но не поставляемого в данный момент на экспорт товара — с базовым образцом № 4.
Необходимо учитывать, что с момента выбора образца до выхода на рынок проходит определенный период времени, в течение которого на рынке может появиться другое, более качественное изделие. Поэтому, ориентируясь даже на самый лучший существующий образец, необходимо не только обеспечить максимальную близость классификационных показателей образца и сравниваемого изделия, но и учитывать динамику развития показателей технического уровня образца на перспективу.
Исходную информацию о значениях показателей качества базового образца (конкурента) составляют:
фирменные, национальные, международные стандарты, действующие в стране предлагаемого экспорта;
технические регламенты, правительственные постановления, устанавливающие правила и требования к импортируемым в данную страну товара: безопасность, экология, охрана здоровья, маркировка, транспортировка, хранение, эксплуатация и т. д.;
юридические нормы поставки товаров в страну экспорта; данные о патентной чистоте экспортных изделий и защите прав экспортера;
справочники таможенной статистики страны предлагаемого экспорта;
фирменные и национальные статистические и научные сборники;
отраслевые периодические и специальные журналы и статистические обзоры, издаваемые за рубежом, каталоги фирм, проспекты и рекламные материалы;
результаты испытаний изделий за рубежом;
нормы и расценки, связанные с доставкой, хранением, эксплуатацией и ремонтом, техобслуживанием машин и оборудования и другими операциями с товаром за рубежом;
результаты посещения специалистами фирм, выставок, ярмарок.
Для оценки технического уровня и качества продукции используют
дифференциальный, обобщающий, смешанный и комплексный методы.
Дифференциальный метод, или метод относительных показателей, основан на сравнении единичных показателей качества оцениваемого и базового изделий.
Для продукции отраслей машиностроения используют следующие основные показатели технического уровня и качества продукции: назначение, унификация, безопасность, расходование топлива, сырья, энергии; общественно полезный эффект; экономичность; эксплуатационная эффективность; эстетические; экологические и патентно-правовые.
Качество продукции определяется на основе сопоставительного анализа единичных показателей оцениваемого изделия, например показателя назначения, и конкретных аналогов — базовых изделий по формуле
![]()
где Д — относительный показатель качества; Р. — значение i-го показателя оцениваемого изделия; Pit — значение i-го показателя базового изделия (аналога); n — количество показателей.
При незначительном количестве относительных показателей дифференциальный метод может оказаться наиболее быстрым для определения уровня качеству продукции на конкретном рынке.
Если показателей много и оценка по ним вызывает затруднение (трудно отдать какому-то из них предпочтение), используется обобщающий метод на основе определения обобщающего показателя качества:
где Ку — обобщающий показатель технического уровня; n— количество относительных показателей.
Уровень качества оцениваемой продукции выше или равен уровню базового образца, если значение обобщающего показателя, как и относительного, больше или равно единице.
Уровень качества оцениваемой продукции ниже уровня базового образца, если большинство (или все) значения относительных показателей, а следовательно, и обобщающего показателя, меньше единицы.
Смешанный метод — сочетание дифференциального и обобщающего методов. Он применяется в случае, если обобщающий показатель качества недостаточно полно учитывает все существенные свойства изделия и не позволяет получить выводы относительно некоторых определенных групп свойств.
При смешанном методе оценки выполняются следующие действия: часть единичных показателей объединяют в группы и для каждой группы определяют соответствующий обобщающий показатель. Отдельные важные показатели не объединяют в группы, а применяют их в дальнейшем анализе как единичные;
на основе получаемой совокупности обобщенных и единичных показателей оценивают уровень качества изделий дифференциальным методом.
Комплексный метод оценки уровня качества продукции основан на сравнении обобщающих показателей качества оцениваемого изделия, базового образца и суммарных затрат потребителя на их приобретение и эксплуатацию, т. е. определяется интегральный показатель качества продукции Кв:
где K и К а — обобщающие показатели технического уровня оцениваемого изделия и базового образца (аналога) соответственно; 3 и За —
суммарные затраты потребителя на приобретение и эксплуатацию оцениваемого изделия и базового образца (аналога) соответственно.
Интегральный показатель экономической эффективности свидетельствует об экономической целесообразности замены устаревшей продукции, если Ки > 1. Это значит, что затраты на выпуск изделия растут медленнее, чем увеличивается технический уровень и повышается качество продукции.
Для техники, революционизирующей производство, и для специфических товаров народного потребления, которые попросту не имеют аналогов, применяют интегральный показатель качества продукции, установленный государственным стандартом. Он определяется как отношение суммарного полезного эффекта от использования образца продукции за заданный срок службы к суммарным затратам на ее создание и эксплуатацию или потребление.
14.2. СЕРТИФИКАЦИЯ ПРОДУКЦИИ
Условием успешной реализации товаров как на внутреннем, так и на мировом рынке является их соответствие требованиям норм, правил и законов, действующих в данной стране.
Расширение экспорта продукции без ее сертификации невозможно.
Правовые основы обязательной и добровольной сертификации продукции, работ и услуг, правоотношения, возникающие в процессе сертификации, а также права, обязанности и ответственность участников сертификации устанавливаются законодательно.
Закон «О сертификации продукции, работ и услуг» предусматривает три раздела:
— Общие положения;
— Обязательная сертификация;
— Добровольная сертификация.
В разделе I очерчена офера действия закона, раскрываются основные понятия, применяемые в нем, описываются цели и системы сертификации.
Сертификации подлежит продукция предприятий, учреждений, организаций независимо от форм собственности и видов деятельности, а также граждан — субъектов предпринимательской деятельности.
Сертификация продукции — это деятельность тех или иных органов и субъектов хозяйствования по подтверждению соответствия продукции требованиям, установленным нормативными актами и конкретными стандартами или другими нормативными документами по стандартизации.
Другими словами, сертификация рассматривается как средство предоставления потребителю гарантий в том, что приобретенная им продукция отвечает национальным нормативно-техническим документам или международным требованиям.
Значение сертификации огромно. Во-первых, для потребителя это гарантия высокого качества, а для изготовителя — одно из действенных средств рекламы, выделяющих его продукцию среди аналогичных конкурирующих товаров.
Во-вторых, сертификация служит средством, предупреждающим на рынке появление товаров, угрожающих здоровью людей или окружающей среде.
В-третьих, сертификация является действенным средством защиты национальных рынков от импортных товаров.
Фирмы-экспортеры стремятся поставить иа внешний рынок максимальное количество товаров, так как при массовом производстве и реализации продукция дешевле и прибыль от ее реализации больше.
Покупатель же стремится приобрести товары лучшего качества и дешевле. Отсюда возникает необходимость регулировать процесс импорта на государственном уровне, так как производство ряда изделий из-за отсутствия спроса на «свою» продукцию может быть поставлено под угрозу, что приведет к крайне нежелательным последствиям. Сертификация же повышает конкурентоспособность «своей» продукции.
В-четвертых, сертификация создает условия для участия изготовителей (продавцов) в международной торговле.
В-пятых, сертификация способствует ускорению научно-техничес- кого прогресса. Стремление расширить рынки сбыта вынуждает предприятия непрерывно заниматься разработкой новых конструкций изделий, внедрять прогрессивные технологии, оборудование, материалы, совершенствовать организацию производства,
В зависимости от круга участников сертификация может быть международной, региональной, многосторонней, двусторонней и национальной.
По правовому признаку сертификация может быть обязательной и добровольной.
Обязательная сертификация — деятельность субъектов хозяйствования по подтверждению соответствия продукции показателю, обеспечивающему безопасность для жизни, здоровья и имущества граждан, а также охрану окружающей среды, и другим показателям, установленным законодательно. Обязательной сертификации подлежат продукты питания, электрооборудование, автомобили, строительные материалы, самолеты и др.
Продукцию, подлежащую обязательной сертификации и не прошедшую ее, продавать запрещено.
Добровольная сертификация — деятельность соответствующих органов и субъектов хозяйствования по подтверждению соответствия продукции показателям, по которым законодательством проведение обязательной сертификации не предусмотрено.
Добровольная сертификация в основном затрагивает технические и эксплуатационные характеристики продукции, определяющие надежность, долговечность продукции, эргономические, эстетические, экономические и другие показатели, которые выгодно отличают одну продукцию от другой.
По процедуре проведения различают самосертификацию и сертификацию третьей стороной.
Самосертификация, или, согласно терминологии Международной организации (И СО), «заявление поставщика о соответствии продукции», заключается в том, что мероприятия по обеспечению соответствия продукции требованиям стандартов проводятся предприятиями-изготовителями или различными объединениями (ассоциациями) производителей без участия сторонних организаций. Общими условиями самосертификации являются:
точные и полные требования к изделию (стандарты, технические условия, условия поставки), определенные договорами и другими нормативно-техническими документами;
высокий уровень организации контроля качества продукции на предприятии, включая контроль сырья, материалов, технологических процессов, готовой продукции, упаковки и маркировки;
полная ответственность изготовителя за качество сертификации, соответствие продукции требованиям нормативно-технической документации. В ряде стран предприятия-изготовители несут юридическую ответственность за достоверность своего заявления;
доступность покупателя к информации о методах испытаний в системе контроля, возможность посещения как предприятий-изготовителей продукции, так и сертификационных центров.
Таким образом, самооертификация связана непосредственно с организацией на предприятиях высокоэффективных систем обеспечения высокого качества продукции. И хотя это требует больших затрат, вкладывание средств в то, чтобы доказать, что «моя» продукция лучше, выгодно.
Самосертификация допускается для надежного партнера. Она широко распространена в Японии, США, Канаде, Германии, Голландии и др.
Сертификация третьей стороной, т. е. посредническая сертификация, предусматривает участие сторонних организаций, которые оценивают и подтверждают правильность проводимых мероприятий в соответствии с принятыми правилами, осуществляют испытание образцов, надзор за состоянием технологического процесса.
Сертификация третьей стороной может осуществляться в сертификационных центрах в рамках как своей страны, так и зарубежных, имеющих высокий международный авторитет.
Сертификация третьей стороной является более предпочтительной, а выданный продукции сертификационный знак — престижным испытательным центром, имеющим высокий международный авторитет, — лучшая реклама для изделия.
На продукцию, прошедшую сертификацию, выдается сертификат соответствия, продукция маркируется знаком соответствия, она заносится в сертификационном центре в список изделий, разрешенных к продаже, а предприятию выдается свидетельство о признании сертификата.
Сертификат соответствия — документ, выданный по правилам системы сертификации и подтверждающий соответствие сертифицированной продукции требованиям нормативных актов и конкретных стандартов или других нормативных документов по стандартизации.
Знак соответствия — зарегистрированный в установленном порядке знак, который по правилам системы сертификации подтверждает соответствие маркированной им продукции требованиям нормативных актов и конкретных стандартов или других нормативных документов по стандартизации.
Система сертификации—система, располагающая собственными правилами процедуры и управления для проведения сертификации продукции.
В систему сертификации входят ассоциация изготовителей, частные или правительственные организации. Наибольшее распространение получили системы, когда сертификационным органом является национальная организация по сертификации (стандартизации).
Система сертификации является независимой, так как она не относится ни к изготовителю, ни к потребителю.
Система сертификации включает: сертификацию продукции и производства; аттестацию изготовителей; аккредитацию испытательных лабораторий, органов по сертификации однородной продукции, органов по сертификации систем качества и аттестации предприятий, центров обучения экспертов-аудиторов и государственных инспекторов по надзору за стандартами и средствами измерений.
Важным звеном системы сертификации является испытательный орган (центр или лаборатория), который не обязательно должен находиться в составе сертификационного органа, но обязательно должен быть аккредитован.
Аккредитация как официальное признание того, что данная лаборатория (центр) правомочна осуществлять конкретные типы испытаний, предусматривает вьщачу аккредитованной лаборатории соответству-
ющего документа (сертификата) и регистрационного номера, а также периодический контроль за ее деятельностью.
Процедура сертификации начинается с подачи предприятием заявки в соответствующую организацию на сертификацию продукции. После предварительного определения соответствия продукции действующей нормативно-технической документации принимается решение об удовлетворении заявки.
После изучения материала принимается совместный документ, определяющий права и обязанности обеих сторон, и дополнительное приложение, в котором называются технические средства контроля, используемые при испытаниях и контроле качества продукции. В процессе сертификации реализуются:
технические функции, т. е. непосредственное определение соответствия с помощью проведения анализов, контрольных замеров, испытаний и т. д.;
нетехнические функции — постоянный надзор за соответствием продукции действующим стандартам.
С переходом стран СНГ на рыночные отношения и расширением внешнеэкономических связей работа по сертификации продукции активизируется. В перспективе она должна охватить все предприятия без исключения.
14.3. МЕЖДУНАРОДНАЯ СТАНДАРТИЗАЦИЯ
В основе сертификации лежат стандарты, соблюдение которых является обязательным условием деятельности предприятия.
Стандарты — это нормативы, являющиеся эталоном для сравнения получаемых в производстве параметров с теми требованиями к качеству продукции, которые в них закреплены. Иными словами, стандарты определяют набор показателей качества продукции, уровень каждого из них, методы и средства измерения, испытаний, маркировки, упаковки, транспортировки, хранения, эксплуатационного обслуживания, ремонта.
Передовой технический опыт в создании высококачественной продукции аккумулируют в себе международные стандарты. Их роль возрастает при решении таких глобальных проблем, как энергетическая, охрана окружающей среды, рациональное использование природных ресурсов и т. д., требующих совместных усилий многих заинтересованных стран.
В документах Международной организации по стандартизации (И СО) дано следующее определение стандартизации.
Стандартизация — это деятельность, заключающаяся в нахождении решений для повторяющихся задач в сферах науки, техники и экономики, направленная на достижение оптимальной степени упорядочения в определенной области. В общем эта деятельность проявляется в процессах разработки, опубликования и применения стандартов.
Важным результатом деятельности по стандартизации является улучшение пригодности продукции и услуг к их функциональному назначению. Это определение отражает вое многообразие стандартизации, характеризует ее как активную деятельность, направленную на упорядочение не только в технике, но и в других областях. Так, в рамках международной стандартизации по линии ИСО разработана нормативно-техническая документация на одежду ИСОЛГК 133 «Система определения обозначения размеров одежды». В стандартах изложены принципы системы и перечислены контрольные размеры для каждой категории одежды.
Стандартизация предполагает выбор и разработку наиболее оптимальных решений, учитывающих тенденции и направления технического прогресса.
В зависимости от масштабов работы по стандартизации она может быть национальной, региональной и международной.
Национальная стандартизация — это работа по стандартизации в масштабах одной страны, региональная — в масштабе географического, экономического или политического региона.
Международная стандартизация — это работа по стандартизации, в которой принимают участие несколько (два и более) суверенных государств. Результатом работы по международной стандартизации являются международные стандарты или рекомендации по стандартизации, используемые странами-участницами или прямо, или при создании либо пересмотре национальных стандартов.
Особое значение международная стандартизация приобрела во внешней торговле. В условиях интенсивного разделения труда между странами применение международных стандартов позволяет расширить границы национальных рынков. Обеспечивая единство мер и точность измерений на межнациональном уровне, международные стандарты позволяют экспортерам товаров преодолевать технические барьеры, выдвигаемые на их пути национальными стандартами других стран, повышают эффективность массовых кооперированных поставок. Международные стандарты в мировом сообществе представлены на рис. 14.1.
Сложилась сложная и разветвленная система международных организаций, занимающихся вопросами стандартизации. В ее состав входят более 450 всемирных и региональных организаций, которые можно разделить на три группы:
всемирные специализированные, объединяющие в своем составе страны всех континентов и осуществляющие разработку нормативно-

технических документов — от товаров повседневного спроса до космического оборудования и охраны окружающей среды. Самой крупной организацией, наиболее полно и всесторонне представляющей международную стандартизацию, является Международная организация по стандартизации (ИСО).
Главная цель ИСО — содействие развитию стандартизации в мировом масштабе для обеспечения международного товарообмена, а также для расширения сотрудничества в области интеллектуальной, научной, технической и экономической деятельности. ИСО охватывает практически все сферы деятельности кроме радиоэлектроники и телевизионной связи, входящих в сферу деятельности МЭК;
региональные специализированные, создающие нормативно-технические документы с учетом специфики определенной географической зоны. К наиболее авторитетным специализированным региональным организациям по стандартизации относятся Европейский комитет стандартов (СЕН), Межскандинавская организация по стандартизации (ИНСТА), Панамериканский комитет стандартов (КОПАНТ) и др.
Разрабатываемые ими нормативно-технические документы, в отличие от международных, носящих необязательный характер, подлежат обязательному введению в национальную практику стран, которые к ним присоединились;
неспециализированные всемирные и региональные, в число которых входят научно-технические, профессиональные, социальные и другие организации, занимающиеся вопросами стандартизации наряду со своей основной деятельностью в соответствующей области.
Это наиболее многочисленная группа, включающая более 300 организаций, действующих как на правительственном, так и на неправительственном уровне. К ним относятся экономические комиссии и специализированные учреждения ООН (ЭКОСОС, ЭКА, ФАО, ЮНИДО, ЮНЕСКО, МАГАТЭ, ИКАО и др.), межправительственные организации, такие, как Европейское объединение угля и стали (ЕОУС), Всемирная организация интеллектуальной собственности (ВОИС), а также ряд неправительственных международных организаций — Международная торговая палата, Международный союз железных дорог и др. Классификация международных организаций, занимающихся вопросами стандартизации, представлена на рис. 14.2.
14.4. СИСТЕМА УПРАВЛЕНИЯ КАЧЕСТВОМ ПРОДУКЦИИ
Работа по обеспечению качества продукции осуществляется в рамках действующей на предприятии системы качества. В большин
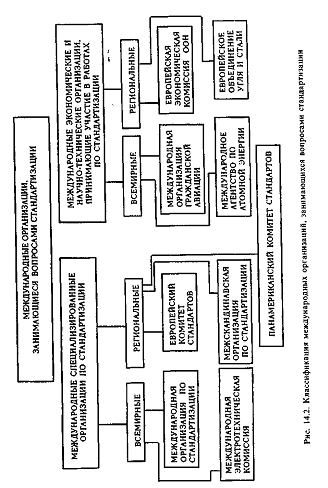
стве случаев при заключении внешнеэкономических контрактов оговариваются требования наличия и документированного оформления положений системы качества у поставщика, а также право ее контроля в любое время потребителем или третьей стороной.
Наличие у поставщика сертификационной системы качества, основанной на применении международных стандартов, — залог обеспечения качества на всех этапах жизненного цикла товара и успеха в конкурентной борьбе.
Система качества представляет собой совокупность организационной структуры, ответственности, методов, процессов и ресурсов, обеспечивающих проведение определенной политики в области качества. Она разрабатывается с учетом ориентации на потребителя, конкретного продукта, охвата всех стадий жизненного цикла продукции (принцип «петли качества»), сочетания обеспечения управления и улучшения качества, предупреждения проблем.
В соответствии с ГОСТом управление качеством продукции — это установление, обеспечение и поддержание необходимого уровня качества продукции при ее разработке, производстве, обращении или эксплуатации или потреблении путем систематического контроля качества и целенаправленного воздействия на условия и факторы, влияющие на качество продукции.
Управление качеством продукции на отечественных предприятиях осуществлялось в рамках Комплексной системы управления качеством продукции (КСУКП). КСУКП имела ряд особенностей:
система являлась объектом организационного проектирования;
в своей основе она базировалась на разработке технологических карт управления — организационно-регламентированных стандартов предприятия (СТП);
система была создана на основе обобщения и анализа передового опыта по управлению качеством продукции;
в системе четко определялись цели, принципы и функции управления качеством.
КСУКП, внедряемая на предприятиях по четырем стадиям жизненного цикла изделия (проектирование, изготовление, реализация и эксплуатация), предусматривала выполнение следующих функций.
Прогнозирование потребностей, технического уровня и качества продукции.
Планирование повышения качества продукции.
Аттестация качества продукции.
Разработка и постановка продукции на производство.
Технологическая подготовка производства.
Материально-технологическое обеспечение.
Метрологическое обеспечение качества продукции.
Подбор, расстановка, воспитание и обучение кадров.
Обеспечение стабильного уровня качества продукции.
Организация хранения, транспортировки, эксплуатации, ремонта.
Стимулирование повышения качества продукции.
Ведомственный контроль качества продукции.
Государственный надзор за соблюдением стандартов и ТУ.
Правовое обеспечение управления качеством продукции.
Однако более чем двадцатилетний опыт функционирования
КСУКП не дал каких-либо значительных результатов. Это объясняется, во-первых, тем, что система была ориентирована только на творческий потенциал управленческого персонала и игнорировались коллективные творческие возможности непосредственных исполнителей. Создание соответствующих служб управления качеством сформировало мощный стереотип представления о том, что «борьба за качество» есть удел только специализированных служб. Кроме того, система охватывала большое разнообразие функций управления качеством, в то время как в структуре стандартов недостаточно четко были выделены иерархические уровни управления по функциям.
Во-вторых, разработанная на большинстве предприятий нормативная документация (положения, инструкции) была направлена не на стимулы за добросовестную работу и качественную продукцию, а на санкции за недостаточный уровень качества работы. Исследования показали, что соотношение стимулов и санкций составляет 10:90. Это создавало атмосферу подозрительности, неуверенности человека в своих способностях. Неуважение к человеческой личности, ее достоинству, порожденное административно-командной системой, так и не привело к желаемым результатам.
В-третьих, создаваемые системы управления качеством продукции на предприятиях были жестко привязаны к условиям производства конкретной продукции и не обладали требуемым свойством гибкости. Смена продукции требует подчас полной замены системы управления ее качеством. Это ведет к большим затратам и, как следствие, побуждает производственников продолжать выпуск устаревшей продукции.
И наконец, в-четвертых, недоучет требований потребителя и международных стандартов. В странах СНГ в качестве государственных внедряются международные стандарты серий ИСО-9000, ИСО-14000, которые обобщают мировой опыт и регламентируют порядок создания систем качества.
Предприятия готовят к сертификации свои системы качества. Пока их число незначительно.
Принципы построения систем управления качеством продукции требуют тщательной проработки правовых, экономических и, разумеется, научно-технических, технологических и организационных основ. При этом центр тяжести организационных проблем измерения и управления качеством необходимо переносить как можно дальше от стадий эксплуатации и производства к началу поисковых фундаментальных исследований. На каждой стадии цикла исследование — производство — эксплуатация должны существовать свои конкретно-специфичес- кие механизмы управления формирования качества продукции и единый механизм их координации, определяющий наиболее рациональные пропорции, соотношения в процессах формирования качества продукции.
14.5. ОРГАНИЗАЦИЯ ТЕХНИЧЕСКОГО КОНТРОЛЯ НА ПРЕДПРИЯТИИ
Качество продукции во многом зависит от усилий в производственной среде — на ее повышение должна быть нацелена вся производственная система.
Одним из элементов системы управления качеством является организация технического контроля на предприятии.
Под техническим контролем понимается проверка соблюдения требований, предъявляемых к качеству продукции на всех стадиях ее изготовления, и всех производственных условий, обеспечивающих его.
Основной задачей технического контроля является обеспечение выпуска высококачественной и комплектной продукции, соответствующей стандартам и техническим условиям.
Технический контроль за качеством продукции производится на предприятиях централизованно, через отдел технического контроля (ОТК) — самостоятельное структурное подразделение.
Начальник ОТК непосредственно подчиняется директору предприятия, а его работники — только начальнику.
Аппарат ОТК состоит из бюро, групп или исполнителей (в зависимости от размеров предприятия): технической приемки материалов, полуфабрикатов и изделий, поступающих от поставщиков; цехового контроля (ВТК цеха); контроля орудий производства; испытания и сдачи готовой продукции; по учету и анализу брака.
ОТК подчиняется также центральная измерительная лаборатория (ЦИЛ) с контрольно-проверочными пунктами (КПП) в цехах, механическая, металлографическая и химическая лаборатории.
Бюро (группа) цехового контроля (БЦК) возглавляется начальником или старшим контрольным мастером и состоит из сменных контрольных мастеров и контролеров.
В массовом и крупносерийном производстве численность контролеров ЧРк определяется по формуле
где N. — программа выпуска изделий; t — норма времени на контроль единицы продукции; К, — коэффициент выборочности при контроле; Кдом вр — коэффициент, учитывающий дополнительное время на переход от одного рабочего места к другому; ФЛ — эффективный фонд времени одного контролера за период времени, на который запланирована программа выпуска изделий.
В функции ОТК входят:
контроль поступающих на предприятие со стороны сырья, материалов, полуфабрикатов, топлива;
контроль состояния оборудования и технического оснащения;
контроль выполнения технологического процесса на всех стадиях изготовления продукции; контроль качества продукции; предупреждение, выявление и учет брака; установление причин брака;
разработка мероприятий по устранению брака, рекламаций и улучшению качества продукции.
По формам технический контроль может быть пассивным, когда просто фиксируются данные о качестве продукции (констатируется факт), и активным, когда не только оценивается качество, но и оказывается активное воздействие на технологический процесс с целью управления качеством.
Основными требованиями, предъявляемыми к рациональной организации технического контроля, являются:
профилактичносгь, т. е. организация технического контроля с целью предупреждения выпуска некачественной продукции;
достаточная степень точности и объективности определения качества продукции и выявления брака;
оптимальные затраты труда и средств на проведение технического контроля;
широкое привлечение рабочих и специалистов к выполнению функций технического контроля.
Виды и объекты технического контроля. Для решения задач, стоящих перед ОТК, необходимо правильно выбрать вид технического контроля.
По назначению технический контроль различают:
входной, определяющий соответствие закупаемых для производства сырья, материалов, полуфабрикатов и комплектующих изделий требованиям научно-технической документации (НТД). Проверяется наличие у них сертификатов качества. При этом контролируются комплектность поставок, правильность оформления сопроводительной документации и маркировки продукции;
предварительный, осуществляется с целью предотвращения поступления в производство бракованных предметов труда и заключается в проверке качества сырья, материалов, полуфабрикатов и комплектующих изделий до начала их обработки (сборки);
промежуточный, осуществляется в процессе изготовления какого-либо объекта по отдельным операциям. Он может быть пооперационным (проверка после каждой операции) и групповым — проверка после нескольких операций;
окончательный, производится при приемке готовых изделий для выявления некачественной продукции. Он сопровождается специальными испытаниями и анализом уровня качества в соответствии со стандартами и техническими условиями.
По возможности использования продукции контроль может быть разрушающий и неразрушающий (акустический, магнитный, оптический, радиационный). По месту выполнения контрольных операций различают: стационарный контроль — производится на специально оборудованном постоянном рабочем месте контролера, куда поставляются объекты контроля. Целесообразно применять такой контроль при проверке большого количества однородных объектов;
подвю/сной контроль — осуществляется на том рабочем месте, где выполняются операции, и применяется для проверки громоздких, не удобных для транспортировки объектов контроля, а также когда не требуются специальные сложные приборы для контроля.
По степени охвата контроль может быть сплошным (проверке подвергаются все без исключения объекты контроля одного наименования) и выборочным (проверке подвергается часть партии однородных объектов с использованием статистических методов контроля).
Инспекционному контролю подвергается продукция, из которой изъят ранее выявленный брак. По его результатам судят о качестве работы служб контроля качества.
Выбор вида контроля — сложная и ответственная задача, решение которой требует сопоставления затрат на контроль с возможными потерями от брака по разным вариантам контрольных операций.
Распространенной формой контроля стал самоконтроль, осуществляемый исполнителем. На самоконтроле могут работать отдельные рабочие, бригады, участки и целые цехи. Право работы на самоконтроле дается отделом технического контроля (ОТК) в случае, если рабочий (подразделение) в течение длительного времени стабильно сдает продукцию ОТК с первого предъявления. При этом рабочим дают личное клеймо, которым он помечает изготовленную продукцию.
Широкое внедрение самоконтроля имеет важное экономическое и социальное значение. Во-первых, сокращаются затраты на производство продукции, а во-вторых, он играет огромную воспитательную роль.
К объектам технического контроля относятся сырье, материалы, полуфабрикаты, детали, сборочные единицы, изделия, оборудование и технологическое оснащение, транспортные средства и технологические процессы.
В процессе контроля используются различные контрольно-измерительные приборы, аппараты, инструменты, устройства. Все средства контроля разделяются на две группы:
позволяющие определять абсолютное значение контролируемых величин (индикаторы, мини-, манометры и другие приборы);
позволяющие сортировать объекты по группам качества, когда определяются лишь пределы контролируемых величин (калибры, контрольно-сортировочные устройства, приборы и устройства с двумя предельными значениями измеряемых величин: наибольшим и наименьшим, допустимыми технической документацией).
По принципам действия средства контроля подразделяются на: механические, гидравлические, пневматические, электрические, оптические, химические, звуковые, электронные.
По характеру воздействия на ход технологического процесса различают средства активного и пассивного контроля.
Средства, применяемые для оценки качества продукции после выполнения соответствующей операции, являются пассивными.
Средства, осуществляющие автоматическое регулирование хода технологического процесса, являются активными. Они встроены в оборудование. При достижении заданных критических размеров обрабатываемых деталей оборудование автоматически останавливается. К ним относят индикаторы, миниметры, электроконтактные устройства, радиоэлектронные приборы, автоматические подналадчики, включенные в автоматические линии.
Методы количественной оценки качества продукции. Процесс контроля качества продукции состоит из определения количественного значения контролируемого параметра и его сравнения с установленным стандартом или другим нормативным значением.
Методы количественной оценки качества продукции изучает специальная наука — квалиметрия. Количественные значения показателей качества продукции определяются:
экспериментальным методом, базирующимся на применении технических средств. Он позволяет дать наиболее объективную количественную оценку качеству, так как в его основе лежат физические эксперименты — методы метрологии (измерение геометрических размеров, массы, твердости, электропроводности, износоустойчивости и т. п.);
органолептическим методом, основанным на определении качества соответствующими специалистами с помощью органов чувств по балльной системе (измерение вкуса, запаха, цвета);
социологическим методом, основанным на использовании данных учета и анализа потребителей продукции;
экспертным методом, базирующимся на использовании обобщенного опыта и интуиции специалистов и потребителей продукции.
Перечисленные методы предусматривают 100%-ный охват контролируемых объектов. Однако нередко оказывается целесообразным подвергать проверке лишь часть контролируемых объектов. В этом случае применяются статистические методы контроля.
Под статистические методом контроля понимается контроль качества продукции или состояния технологического процесса, проводимый с использованием теории вероятности и математической статистики.
Для проведения статистического контроля строится контрольная карта (рис. 14.3). На ней обозначаются средняя линия, соответствующая номинальному значению контролируемого параметра качества продукции или технологического процесса, и границы регулирования. Две крайние линии показывают верхнюю и нижнюю границы технического допуска, равные За, где а — среднее квадратичное отклонение измеряемого параметра:

где х1 .x2..., хп — фактические значения контролируемого параметра; х — среднее арифметическое значение измеряемого параметра; п — количество деталей в партии.
В соответствии с кривой Гаусса вероятность нахождение случайной переменной х в пределах х + Зс равна 0,9973, что вполне допустимо на практике. За этими крайними линиями уже будут находиться зоны брака.
Линии, соответствующие +2о, показывают допустимое случайное рассеивание размеров контролируемого параметра, характеризующее удовлетворительное качественное состояние технологического процесса.
Контролер периодически (в среднем через час) из партии изготовленной продукции проверяет выборку небольшой величины (5 шт.). Общая сумма проверяемых объектов должна быть равна объему выборки.
Выборка должна быть представительной, правильно отражать все качественные особенности контролируемой партии. Ее размер определяется по формуле
где Пиы6 — количество изделий (деталей) в выборке; E — допустимая ошибка (0,05+0,2).
Результаты проверки контролер в виде точек наносит на контрольную карту и сопоставляет с контрольными линиями. Выход точки за линию верхнего или нижнего технического допуска свидетельству-

ет о появлении брака. При его обнаружении вся партия деталей подвергается 100%-ному (сплошному) контролю. Причины нарушения технологического процесса и появления брака (износ инструмента, разладка оборудования) немедленно устранаяются. Сигналом же необходимости подналадки оборудования и регулирования технологического процесса служит выход точек за пределы контрольных допусков ±2а, когда они находятся еще в пределах технического допуска ±Зо. Таким образом, проведение статистического контроля улучшает технологическую дисциплину, повышает общий уровень культуры производства и сокращает длительность производственного цикла.
Методы статистического контроля позволяют, как правило, контролировать один из параметров качества продукции или одну из операций технологического процесса.
Для контроля нескольких параметров необходимо использовать несколько контрольных карт и по каждой из них независимо выполнять регулирование технологического процесса. Автоматизация контроля, применение ЭВМ дают возможность перейти на следующую ступень развития системы управления технологическими процессами, особенно важную в условиях массового автоматизированного производства, в ГПС, где должен быть непрерывный контроль за ходом технологического процесса. Трудоемкость контрольных операций здесь достигает 50 % и более трудовых затрат, связанных с изготовлением продукции. Поэтому разработка новых методов управления качеством технологических процессов идет по пути автоматизации контроля, создания гибких автоматизированных систем контроля (ГАСК).
14.6. УЧЕТ И АНАЛИЗ БРАКА
Продукция, изготовленная с отступлениями от стандартов и технических условий, считается дефектной, или браком. Если дефект можно исправить и это экономически целесообразно, то брак считается исправимым. Если исправление нецелесообразно, то брак является окончательным, подлежащим утилизации как отходы производства.
Если брак выявлен внутри предприятия, его считают внутренним, если у потребителя, — внешним. В последнем случае от потребителя на предприятие поступает рекламация на качество продукции. Учет и анализ рекламаций позволяет установить причины выявленных дефектов и принять меры по их устранению.
Брак классифицируется также по видам, причинам и виновникам. Для этого на предприятии составляют классификаторы брака.
Учет и анализ внутреннего брака ведется на основании актов о браке, которые выписываются контролером ОТК (или мастером) при его обнаружении. В акте о браке указываются конкретный виновник, количество забракованных изделий, причина, вид и шифр брака. На основании акта о браке определяются убытки от него и суммы удержаний с виновника. *
Для выявления наиболее существенных причин брака используется анализ Парето (названный по имени итальянского экономиста). Анализ Парето включает в себя следующие этапы:
определение цеЛи анализа;
сбор данных о характере, причинах, количестве и стоимости дефектов;
анализ результатов наблюдений, выявление наиболее значимых факторов;
построение диаграммы и графика Парето, нагладно показывающих относительную значимость каждого фактора.
В зависимости от целей анализа, например снизить процент или стоимость брака, издержки или трудозатраты, связанные с исправлением брака, производятся сбор и систематизация данных.
На основании полученных данных о причинах брака продукции составляется таблица регистрации данных о дефектах (табл. 14.1).

По доле дефекта (или потерь) выявляют наиболее существенные (группа А) и наиболее несущественные (группа С) причины брака и группу В, располагающуюся между группами А и С.
Так, по данным табл. 14.1 группу причин брака, имеющих наибольшую долю дефектов, составят дефекты № 1, 2 и 8, группу С — № 4-6, 9-11 и группу В — № 7, 3.
Если цели анализа направлены на выявление наибольших потерь от брака, то в группу А войдут дефекты № 2 и 7, в группу С — № 4-6, 9, 10 и II, в группу В — № 1, 3, 8.
Данное ранжирование факторов (причин брака) позволяет построить диаграмму Парето (рис. 14.4). С помощью диаграммы в удобной и наглядной форме можно представить потери от брака в зависимости от причин его появления.
Строится диаграмма Парето в виде столбчатого графика. Его столбики соответствуют отдельным факторам, являющимся причинами возникновения брака. Столбики разделены на группы А, В, С. На первое место по горизонтальной оси ставится дефект, встречающийся наиболее часто (или имеющий наибольшую долю потерь). В нашем примере по доле потерь — дефект № 7 и т. д. в порядке уменьшения их значимости.
По полученным данным строится кривая кумулятивной суммы, которая показывает нарастающим итогом долю каждого из дефектов. Из рис. 14.4 следует, что необходимо наметить мероприятия по устранению дефектов № 7 (тормозной момент) и № 2 (реле не включает стартер), на долю которой приходится более половины всех потерь от брака.
Путем сравнения диаграмм Парето, построенных до и после улучшения производственного процесса, оценивается эффективность принятых мер.
Задания для самостоятельной работы
Дайте понятие качества и технического уровня продукции.
Оцените технический уровень качества конкретной продукции различными методами. В сравнении с каким базовым образцом (образцами) Вы будете делать ее оценку? По каким критериям Вы выбираете базовый образец? Какая исходная информация о значении показателей качества базового образца Вами использована?
В чем сущность и значение сертификации продукции? Вы отдаете предпочтение самосертификации или сертификации третьей стороной? Почему? При каких условиях?
Раскройте понятие и принципы систем качества, функции и особенности КСУКП. Разберите причины неудач внедрения и функционирования КСУКП на наших предприятиях.
В чем сущность стандартизации? Рассмотрите систему международных организаций, занимающихся вопросами стандартизации.
Масса
потерь
7
2 31 8 10 4 6 5 9 11 Виды дефектов \ Рис. 14.4.
Диаграмма Парето
6.Перечислите
задачи и функции технического контроля
качества продукции на предприятии.
Выделите подразделения (исполнителей)
аппарата технического контроля.
7.Какие виды и методы технического контроля могут применяться иа предприятии? В чем их сущность?
8.Проведите статистический контроль качества продукции на конкретном производстве. Проанализируйте его результаты.
9.Проведите на конкретном примере анализ брака по методу Парето. Составьте диаграммы Парето до и после улучшения производственного процесса.
Тесты
Качество продукции — это:
а) совокупность свойств продукции, обусловливающих ее способность сохранять свои параметры в фиксированных условиях эксплуатации;
б) совокупность свойств продукции, обусловливающих ее способность длительно сохранять работоспособность в определенных режимах эксплуатации;
в) совокупность свойств продукции для ее использования по назначению;
г) совокупность свойств продукции, обусловливающих ее способность удовлетворять определенные потребности в соответствии с ее назначением.
Для оценки качества продукции используются такие группы показателей:
а) обобщающие, назначения, единичные;
б) обобщающие, комплексные, надежности и долговечности;
в) обобщающие, комплексные, единичные:
г) обобщающие, единичные, экономические.
Какая группа показателей относится к едииичиым?
а) назначения, надежности и долговечности, технологичности, эргономические, эстетические, стандартизации и унификации;
б) назначения, надежности и долговечности, сортности, стандартизации и унификации, эргономические и эстетические;
в) назначения, надежности и долговечности, стандартизации и унификации, экономического эффекта, технологичности;
г) назначения, надежности и долговечности, технологичности, эргономические, эстетические, стандартизации и унификации, сортности, экономической эффективности.
Надежность — это:
а) свойство изделия длительно сохранять работоспособность в определенных режимах и условиях эксплуатации до разрушения;
б) свойство изделия сохранять технические параметры в заданных пределах и фиксированных условиях эксплуатации;
в) свойство изделия, определяющее удобство и безопасность эксплуатации;
г) свойство изделия, характеризующее эффективность конструкции и технологии его изготовления.
Дать определение долговечности.
(Варианты ответа см. к тесту 4.)
Комплексный показатель отражает;
s
а) блочность и агрегатность конструкции;
б) систему человек — техника — среда;
в) экономический эффект и дополнительные затраты, связанные с улучшением качества;
г) срок службы и цецу продукции.
Обобщающий показатель отражает:
(Варианты ответа см. к тесту 6.)
Технический уровень продукции — это:
а) абсолютная характеристика качества продукции, основанная на количественной оценке одного или нескольких свойств продукции;
б) относительная характеристика качества продукции, основанная на сопоставлении значений показателей, характеризующих техническое совершенство оцениваемой продукции, с соответствующими базовыми значениями;
в) абсолютное сопоставление значений показателей, характеризующих техническое совершенство оцениваемой продукции, с соответствующими базовыми значениями;
г) характеристика системы человек — техника — среда.
Какой базовый образец должен лежать в основе определения техккко- экономической целесообразности проведения научно-исследовательских и опыт- ио-коиструкторских работ над принципиально новой моделью машины?
а) изделия, пользующиеся наибольшим спросом иа рынке конкретной страны или определенного района и не обязательно обладающие наивысшими показателями;
б) лучшие зарубежные изделия, поставляемые на конкретный рынок, показатели качества которых отвечают самым высоким требованиям, а затраты потребителя, связанные с их приобретением н эксплуатацией, являются наиболее низкими по сравнению с другими аналогичными изделиями;
в) поставляемое на товарный мировой рынок изделие, обладающее наиболее высокими техническими показателями и имеющее тенденции к снижению его экономических показателей на перспективу;
г) перспективная модель машины, показатели которой основаны на самых современных достижениях иауки и техники и будут наиболее полно отвечать конкретной потребности в реальном будущем.
Какой базовый образец должен лежать в основе решения вопроса о сертификации изделия?
(Варианты ответа см. к тесту 9.)
Какой базовый образец должен лежать в основе выявления причин недостаточной конкурентоспособности продукции для внутреннего рынка страны на стадии изготовления?
Какой базовый образец должен отбираться на стадии реализации продукции иа внешний рынок?
(Варианты ответа см. к тесту 9.)
Какие методы ле используются для оценки технического уровня продукции?
а) метод относительных показателей;
б) метод абсолютных показателей;
в) смешанный метод;
г) комплексный метод.
Показатель, которым оценивается технический уровень при дифференциальном методе исследования:
где Р. — значение i-го показателя оцениваемого изделия; Р — значение i-ro показателя базового изделия; и — количество показателей; Д. — относительный показатель качества; ку, kVJ — обобщающие показатели качества оцениваемого изделия и базового образца соответственно; 3/а — суммарные затраты потребителя на приобретение и эксплуатацию оцениваемого изделия и базового образца соответственно.
Каким показателем оценивается технический уровень прн обобщающем методе исследование?
(Варианты ответа см. к тесту 14.)
Каким показателем оценивается технический уровень при комплексном методе исследования?
(Варианты ответа см. к тесту !4.)
Сертификация продукции — это:
а) деятельность соответствующих органов н субъектов хозяйствования по подтверждению соответствия продукции показателям, по которым законодательством не предусмотрено проведение обязательной сертификации;
б) деятельность субъектов хозяйствования по подтверждению соответствия продукции показателю, обеспечивающему безопасность для жизни, здоровья и имущества граждан, а также охрану окружающей среды;
в) деятельность тех или иных органов и субъектов хозяйствования по подтверждению соответствия продукции требованиям, установленным нормативными актами и конкретными стандартами или другими нормативными документами по стандартизации;
г) деятельность, заключающаяся в нахождении решений для повторяющихся задач в сферах науки, техники и экономики, направленная на достижение оптимальной степени упорядочения в определенной области.
Дать определение стандартизации.
19. Дать определение обязательной сертификации. (Варианты ответа см. к тесту 17.)
20. Дать определение добровольной сертификации. (Варианты ответа см. к тесту 17.)
Не является условием самосертификации;
а) высокий уровень организации контроля качества продукции на предприятии;
б) полная ответственность изготовителя за качество сертификации, соответствие продукции требованиям нормативно-технической документации;
в) доступ покупателя к информации о методах испытаний в системе контроля;
г) участие сторонних организаций в испытаниях образцов, надзоре за состоянием технологического процесса.
Система сертификации относится:
а) к изготовителю;
б) к потребителю;
в) как к изготовителю, так и к потребителю;
г) не относится ни к изготовителю, ни к потребителю.
В процессе сертификации реализуются функции:
а) технические и нетехнические;
б) технические и экономические;
в) технические и организационные;
г) организационно-экономические.
Всемирная специализированная международная организация, занимающаяся вопросами стандартизации, — это:
а) Европейский комитет стандартов (СЕН);
б) Международная организация по стандартизации (ИСО);
в) Международное агентство по атомной энергии;
г) ЮНИДО ООН, Европейская экономическая комиссия.
Назвать региональную специализированную международную организацию, занимающуюся вопросами стандартизации.
(Варианты ответа см. к тесту 24.)
Назвать всемирную неспециализированную международную организацию, занимающуюся вопросами стандартизации.
(Варианты ответа см. к тесту 24.)
27.Назвать региональную неспециализированную международную организацию, занимающуюся вопросами стандартизации.
28. Система качества — это:
а) совокупность организационной структуры, ответственности, методов, процессов и ресурсов, обеспечивающих проведение определенной политики в области качества;
б) установление, обеспечение и поддержание необходимого уровня качества продукции при ее разработке, производстве, обращении или потреблении, осуществляемые путем систематического контроля качества и целенаправленного воздействия на условия и факторы, влияющие на качество продукции;
в) проверка соблюдения требований, предъявляемых к качеству продукции на всех стадиях ее изготовления, и всех производственных условий, обеспечивающих его;
г) проверка соблюдения требований, предъявляемых к качеству продукции на всех стадиях ее изготовления и обращения или потребления, и всех производственных условий, обеспечивающих его.
Дать определение управления качеством.
(Варианты ответа см. к тесту 28.)
Дать определение технического контроля.
(Варианты ответа см. к тесту 28.)
Не является функцией ОТК:
а) контроль поступающих на предприятие материальных ресурсов;
б) контроль состояния оборудования и технологического процесса;
в) контроль качества продукции;
г) предупреждение, выявление и учет брака;
д) разработка мероприятий по устранению брака и улучшению качества продукции;
е) анализ работы подразделений предприятия, разработка'мероприятий по повышению их эффективности.
По назначению технический контроль бывает:
а) входной, предварительный, промежуточный, окончательный;
б) входной, промежуточный, сплошной, окончательный:
в) входной, предварительный, стационарный, окончательный;
г) входной, окончательный, стационарный, подвижной, сплошной, выборочный.
Численность контролеров определяется по формуле:

где N, — программа выпуска продукции; — иорма времени на контроль единицы продукции; — коэффициент выборочности при контроле; Кдт к — коэффициент, учитывающий дополнительное время на переход от одного рабочего места к другому; Фд — эффективный фонд времени одного контролера за период времени, на который запланирована программа выпуска изделий.
Какой метод количественной оценки качества продукции является экспериментальным?
а) который базируется на применении технических средств;
б) который основан на определении качества соответствующими специалистами с помощью органов чувств по балльной системе;
в) который основан на использовании данных учета и анализа потребителей продукции;
г) который базируется на использовании обобщенного опыта и интуиции специалистов.
Какой метод количественной оценки качества продукции является ор- ганолептаческнм?
(Варианты ответа см. к тесту 34.)
Какой метод количественной оценки качества продукции является социологическим?
(Варианты ответа см. к тесту 34.)
Какой метод количественной оценки качества продукции является экспертным?
(Варианты ответа см. к тесту 34.)
Какой метод контроля качества продукции или технологического процесса проводится с использованием теории вероятности н математической статистики?
а) экспериментальный;
б) статистический;
в) органометрический;
г) социологический.
Что свидетельствует о появлении брака?
а) выход точки, нанесенной контролером на контрольную карту, за пределы контрольных допусков;
б) выход точки за пределы технических допусков;
в) нахождение точки в пределах от ±2о до ±3а;
г) выход точки от линии номинального размера.
Брак класснфнцнруется;
а) только по времени и видам;
б) только по причинам и виновникам;
в) по видам, причинам, виновникам;
г) по времени, видам, причинам, виновникам.
Какой этап в анализе Парето отсутствует?
а) определение цели, сбор данных;
б) анализ результатов наблюдений, выявление наиболее значимых факторов;
в) построение диаграммы и графика;
г) построение модели взаимосвязи факторов.
Задачи
Задача 14.1. Определить плановый и фактический коэффициенты сортности продукции на основании данных табл. 14.1.
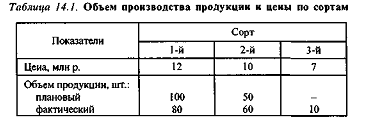
Задача 14.2. Определить требуемую численность контролеров для организации контроля за пошивом 7200 ед. пальто за год. Годовой эффективный фонд времени одного контролера— 1800 ч. Норма времени на контроль единицы продукции — 0,4 ч. Коэффициент выборочности при контроле — 1,5. Коэффициент, учитывающий дополнительно время на переход от одного рабочего места к другому, — 1,2
Задача 14.3. Оценить технический уровень очковых линз на основе данных, приведенных в табл. 14.2. Определить интегральный показатель качества очковых лииз.
Задача 14.4. Для проведения статистического контроля толщины детали определить контрольный и технический допуски параметра при возможной ошибке 0,1.
Среднее арифметическое значение толщины детали — 44 мм, фактические значения толщины:
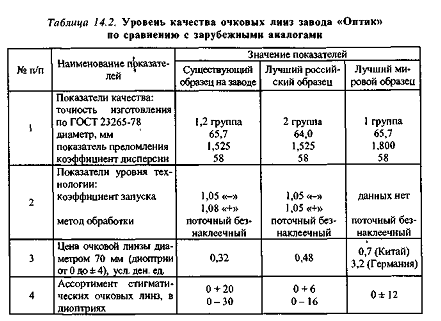
Количество деталей в партии — 38 шт. Составить контрольную карту и проанализировать результаты контроля выборки в 5 шт.: 44,09; 44,10; 44,06; 44,05; 44,09.
Задача 14.5. На основе данных табл. 14.3 провести анализ брака по методу Парето. Построить диаграмму Парето до и после улучшения производственного процесса.
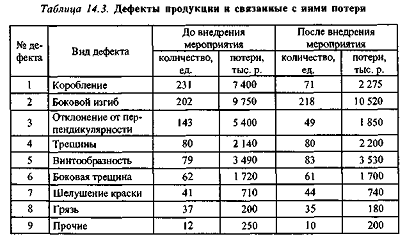
Задача-ситуация 14.6. Ежемесячно предприятие по производству очковых линз несет значительные убытки от брака продукции — в среднем 200 ден. ед. от каждой забракованной детали.
Принять наиболее эффективное решение по устранению причин брака, если предприятие может выделить на эти цели 1 100 ООО ден. ед. Для чего:
на основании учета бракованной продукции за февраль 2003 г. (табл. 14.4) провести анализ причин брака по методике Парето;
отобрать мероприятия (табл. 14.5), направленные на снижение количества забракованных деталей, и оценить эффективность принятых мер.
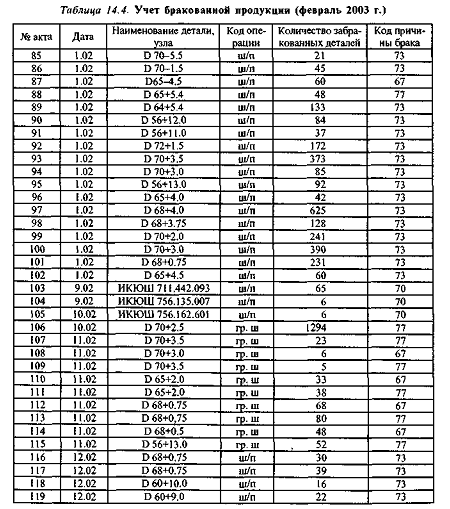

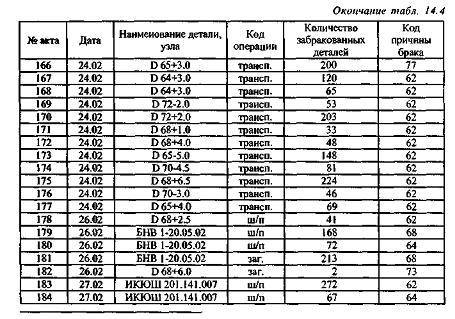
Условные обозначения: D — диаметр линзы, мм; ш/п — операция шлифования-полирования; гр.ш — операция грубого шлифования; траксп. — операция транспортировки; заг. — заготовительная операция.
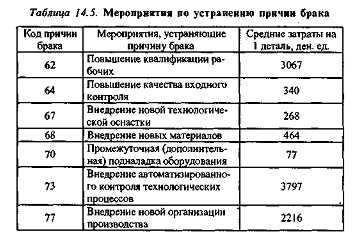
Г л а в а 15 ОРГАНИЗАЦИЯ МАТЕРИАЛЬНО- ТЕХНИЧЕСКОГО ОБЕСПЕЧЕНИЯ ПРЕДПРИЯТИЯ
15.1. СТРУКТУРА И ФУНКЦИИ МАТЕРИАЛЬНО- ТЕХНИЧЕСКОГО ОБЕСПЕЧЕНИЯ НА ПРЕДПРИЯТИИ
Для бесперебойного функционирования производства необходимо хорошо налаженное материально-техническое обеспечение (МТО), которое на предприятиях осуществляется через органы материально- технического снабжения.
Главной задачей органов снабжения предприятия является своевременное и оптимальное обеспечение производств необходимыми материальными ресурсами соответствующей комплектности и качества.
решая эту задачу, работники органов снабжения должны изучать и учитывать спрос и предложение на все потребляемые предприятием материальные ресурсы, уровень и изменение цен на них и на услуги посреднических организаций, выбирать наиболее экономичную форму товародвижения, оптимизировать запасы, снижать транспортно-заго- товительные и складские расходы.
Органы снабжения предприятия выполняют ряд функций:
планирования, предполагающую:
изучение внешней и внутренней среды предприятия, а также рынка отдельных товаров;
прогнозирование и определение потребности всех видов материальных ресурсов, планирование оптимальных хозяйственных связей;
оптимизацию производственных запасов;
планирование потребности материалов и установление их лимита на отпуск цехам; оперативное планирование снабжения;
организационную, включающую:
сбор информации о потребной продукции, участие в ярмарках, выставках-продажах, аукционах и т. п.;
анализ всех источников удовлетворения потребности в материальных ресурсах с целью выбора наиболее оптимального;
заключение с поставщиками хозяйственных договоров на поставку продукции;
получение и организацию завоза реальных ресурсов; организацию складского хозяйства, входящего в состав органов снабжения,
обеспечение цехов, участков, рабочих мест необходимыми материальными ресурсами;
3) контролирующую и координирующую, в которую входят: контроль за выполнением договорных обязательств поставщиков, выполнение ими сроков поставки продукции;
контроль за расходованием материальных ресурсов в производстве; входной контроль за качеством и комплектностью поступающих материальных ресурсов;
контроль за производственными запасами;
выдвижение претензий поставщикам и транспортным организациям; анализ действенности снабженческой службы, разработку мероприятий по координации снабженческой деятельности и повышению ее эффективности.
В условиях рынка у предприятий возникает право выбора поставщика, а значит, и право закупки более эффективных материальных ресурсов. Это заставляет снабженческий персонал предприятия внимательно изучать качественные характеристики продукции, изготовляемой различными поставщиками.
Критериями выбора поставщика могут быть надежность поставки, возможность выбора способа доставки, время на осуществление заказа, возможность предоставления кредита, уровень сервиса и др. Причем соотношение значимости отдельных критериев с течением времени может меняться.
Организационное построение, характер и методы работы служб снабжения на предприятиях отмечаются разнообразием. В зависимости от объемов, типов и специализации производства, материалоемкости продукции и территориального размещения предприятия складываются различные условия, требующие соответствующего разграничения функций и выбора типа структуры органов снабжения. На небольших предприятиях, потребляющих малые объемы материальных ресурсов в ограниченной номенклатуре, функции снабжения возлагаются на небольшие группы или отдельных работников хозяйственного отдела предприятия.
На большинстве средних и крупных предприятий эту функцию выполняют специальные отделы материально-технического снабжения (ОМТС), которые построены по функциональному или материальному признаку. В первом случае каждая функция снабжения (планирование, заготовка, хранение, отпуск материалов) выполняется отдельной группой работников. При построении снабженческих органов по материальному признаку определенные группы работников выполняют все функции снабжения по конкретному виду материалов.
Характерный тип структуры службы снабжения — смешанный (рис. 15.1), когда товарные отделы, группы, бюро специализированы на снабжении конкретными видами сырья, материалов, оборудования. Однако наряду с товарными в состав отдела снабжения входят функциональные подразделения: плановое, диспетчерское;
Смешанный тип структуры отдела снабжения — наиболее рациональный метод организации, который способствует повышению ответственности работников, улучшению МТО производства.
Плановое бюро (группа) выполняет функции по анализу окружающей среды и рыночным исследованиям, определению потребности в материальных ресурсах, оптимизации рыночного поведения по наиболее выгодному обеспечению, формированию нормативной базы, разработке планов снабжения и анализу их выполнения, контролю за вы- полнением поставщиками договорных обязательств.
Товарное бюро (группа) выполняет комплекс планово-оперативных функций по обеспечению производства конкретными видами материальных ресурсов: планированию, учету, завозу, хранению и отпуску материала в производство, т. е. регулирует работу материальных складов.
Диспетчерское бюро (группа) выполняет оперативное регулирование и контроль за выполнением плана снабжения предприятия и цехов сырьем и материалами; устраняет неполадки, возникающие в ходе снабжения производства; контролирует и регулирует ход поставок материалов на предприятие.
На предприятиях машиностроения служба снабжения, кроме отдела МТС, включает и отдел внешней кооперации (или бюро, группу), который может входить в состав ОМТС.
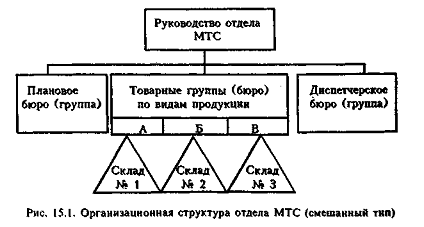
Отделы (бюро, группы) внешней кооперации обеспечивают производство полуфабрикатами (заготовками, деталями, узлами). Они также могут строиться по функциональному или товарному признаку.
Для осуществлення технического перевооружения и реконструкции производства предприятие создает отделы оборудования, которые обычно входят в состав капитального строительства.
Для крупных предприятий (объединений), состоящих из рада филиалов, наиболее приемлем тип структуры, представленный на рис. 15.2.
Особенностью этого типа структуры является то, что подразделения имеют свои службы снабжения с функциями по планированию и оперативному регулированию снабжения производственных цехов и участков материальными ресурсами, а также по контролю за их исполнением.
Формирование нормативной базы, прогнозирование и разработка планов МТС, установление хозяйственных связей и координация работы служб снабжения, входящих в предприятие, сконцентрированы на базе службы снабжения предприятия. Взаимодействие подразделений службы снабжения предприятия осуществляется на основе функциональных связей, а не административного подчинения.
Одним из звеньев организации МТС является складское хозяйство, основная задача которого заключается в приеме и хранении материалов, кх подготовке к производственному потреблению, непосредственном снаб-

жении цехов необходимыми материальными ресурсами. Склады в зависимости от связи с производственным процессом подразделяются на материальные, производственные, сбытовые.
Принятые материалы хранятся на складах по номенклатурным группам, сортам, размерам. Стеллажи нумеруются с указанием индексов материалов.
Завоз материалов и работа складов организуются на основе опе- ративно-заготовительных планов.
15.2. Организация поставок материальных ресурсов на предприятие
Поставки материальных ресурсов на предприятие осуществляются через хозяйственные связи. Хозяйственные связи представляют собой совокупность экономических, организационных и правовых взаимоотношений, которые возникают между поставщиками и потребителями средств производства. Рациональная система хозяйственных связей предполагает минимизацию издержек производства й обращения, полное соответствие количества, качества и ассортимента поставляемой продукции потребностям производства, своевременность и комплектность ее поступления.
Хозяйственные связи между предприятиями могут быть прямыми и опосредованными (косвенными), длительными и краткосрочными.
Прямые представляют собой связи, при которых отношения по поставкам продукции устанавливаются между предприятиями-изготовителями и предприятиями-поставщиками прямо, непосредственно.
Опосредованными считаются связи, когда между этими предприятиями имеется хотя бы один посредник. Поставки продукции потребителю могут осуществляться смешанным путем, т. е. как напрямую, так,и через посредников (дистрибьюторов, джобберов, агентов, брокеров) (рис. 15.3).
Дистрибьюторы и джобберы — это фирмы, осуществляющие сбыт на основе оптовых закупок у крупных промышленных предприятий — производителей готовой продукции. Дистрибьюторы в отличие от джобберов — относительно крупные фирмы, располагающие собственными складами и устанавливающие длительные контрактные отношения с промышленными предприятиями. Джобберы, напротив, скупают отдельные крупные партии товаров для быстрой перепродажи.
Агенты и брокеры — это фирмы или отдельные предприниматели, осуществляющие сбыт продукции промышленного предприятия на основе комиссионного вознаграждения. Прямые хозяйственные связи для предприятий являются наиболее экономичными и прогрессивными по сравнению с косвенными, так как они, исключая посредников, уменьшают издержки обращения, документооборот, укрепляют взаимоотно-

шения между поставщиками и потребителями. Поставки продукции становятся более регулярными и стабильными.
Опосредованные хозяйственные связи менее экономичны. Они требуют дополнительных затрат на покрытое расходов деятельности посредников между предприятиями-потребителями и предприятиями-изготовителями.
- Потребность в косвенных связях объясняется тем, что прямые связи выгодны и целесообразны в условиях потребления материальных ресурсов в крупных масштабах. Если же предприятия потребляют сырье и материалы в незначительных количествах, недостигающих транзитной формы отгрузки, то, чтобы не создавать на предприятиях излишние запасы материальных ценностей, целесообразны связи и через услуги посредников.
Как прямые, так и опосредованные связи могут носить длительный и краткосрочный характер. Длительные хозяйственные связи — прогрессивная форма материально-технического снабжения. В этом случае предприятия имеют возможность развивать на долгосрочной основе сотрудничество по совершенствованию выпускаемой продукции, снижению материалоемкости, доведению до мировых стандартов.
С классификацией связей на прямые и косвенные тесно связано их деление по формам организации поставок продукции. С этой точки зрения различают транзитную и складскую формы поставок.
При транзитной форме снабжения материальные ресурсы перемещаются от поставщика к потребителю прямо, минуя промежуточные базы и склады посреднических организаций. Кроме того, предприятие, получая материал непосредственно от поставщика, ускоряет доставку и сокращает транспортно-заготовительные расходы. Однако ее использование ограничено транзитными нормами отпуска, меньше которых поставщик не принимает к исполнению. Такая форма снабжения для материалов с небольшой потребностью приводит к увеличению запасов и связанных с этим расходов.
При складской форме материальные ресурсы завозятся на склады и базы посреднических организаций, а затем с них отгружаются непосредственно потребителям.
Транзитную форму целесообразно применять в тех случаях, когда потребителям требуются материальные ресурсы в больших количествах, что дает возможность отгружать их полногрузными вагонами или другими транспортными средствами.
При транзитной форме завоза значительно снижаются издержки и повышается скорость обращения, улучшается использование транспортных средств.
Складская форма снабжения играет большую роль в обеспечении мелких потребителей. Она позволяет им заказывать необходимые материалы в количествах меньше установленной транзитной нормы, под которой понимается минимально допустимое общее количество продукции, отгружаемое предприятием-изготовителем потребителю по одному заказу. При складской форме снабжения продукция со складов посреднических организаций может завозиться малыми партиями и с большей частотой, что способствует сокращению запасов материальных ресурсов у потребителей. Однако в этом случае последние несут дополнительные расходы за складскую переработку, хранение и транспортировку с баз посреднических организаций. Поэтому в каждом конкретном случае требуется экономическое обоснование выбора форм снабжения.
Для технико-экономического обоснования выбора формы снабжения используется формула
![]()
где Pnui — максимальное количество материала, которое экономически целесообразно получить от складских организаций, натур, ед. измерения; К — коэффициент использования производственных фондов и содержания производственных запасов, %; П и Пот — средняя величина партии поставки соответственно при транзитной и складской формах снабжения, натур, ед. измерения; С и С — величина расходов по доставке и хранению материалов соответственно при транзитной и складской формах снабжения, % к цене.
Важные этапы в организации материально-технического снабжения промышленности — специфицирование ресурсов и заключение хозяйственных договоров по поставкам продукции.
Под специфицированием ресурсов понимается расшифровка укрупненной номенклатуры по конкретным видам, маркам, профилям, сортам, типам, размерам и прочим признакам. Оттого, насколько правильно составлена спецификация материальных ресурсов, во многом зависит материальное обеспечение производства. Если в спецификацию закралась неточность, то это может привести к тому, что фактические поставки не будут соответствовать действительной потребности. Тем самым предприятие будет поставлено под угрозу невыполнения производственной программы и сбыта своей продукции. Поставляется продукция по договорам, которые служат документом, определяющим права и обязанности сторон.
В договорах указываются наименование продукции, количество, ассортимент, комплектность, качество и сортность продукции с указанием стандартов и технических условий, требования к упаковке и таре, сроки поставки продукции, общий срок действия договора, цена на поставляемую продукцию и общая ее стоимость, условия оплаты, предусматривается ответственность сторон за соблюдение условий договора. После заключения договоров отделы снабжения предприятий должны обеспечить своевременное и комплектное получение материалов, их количественную и качественную приемку, правильное хранение на складах предприятия. Оперативная работа по завозу материалов осуществляется на основе месячных планов, в которых указываются календарные сроки и объемы поставок по важнейшим видам материальных ресурсов. Копии таких планов передаются на соответствующие склады и используются ими для организации подготовительных работ.
Существует два варианта организации завоза материальных ресурсов: самовывоз и централизованная доставка.
Самовывоз характеризуется отсутствием единого органа, обеспечивающего оптимальное использование транспорта. Предприятие самостоятельно договаривается с транспортными организациями, не предъявляет жестких требований к типам используемого транспорта — главное вывезти материальные ресурсы. При этом применяются исторически сложившиеся технологические процессы грузопереработки, как правило, не согласованные между собой. Отсутствует необходимость использования строго определенных видов тары, часто отсутствуют условия для беспрепятственного подъезда транспорта, быстрой разгрузки и приемки материальных ресурсов.
При централизованной доставке предприятие-поставщик и предприятие-получатель создают единый орган, цель которого оптимизировать совокупный материальный поток. Для этого разрабатываются схемы завоза продукции, определяются рациональные размеры партий поставок и частота завоза; разрабатываются оптимальные маршруты и графики завоза продукции; создается парк специализированных автомобилей и выполняется ряд других мероприятий. Таким образом, централизованная доставка позволяет:
повысить степень использования транспорта и складских площадей;
оптимизировать товарные запасы как у производителя, так и у потребителя продукции;
повысить качество и уровень материально-технического обеспечения производства; оптимизировать размеры партии поставок продукции.
15.3. Организация снабжения производственных цехов и участков
Обеспечение материальными ресурсами производственных цехов, участков и других подразделений предприятия предполагает выполнение следующих функций:
установление количественных и качественных заданий по снабжению (лимитирование);
подготовка материальных ресурсов к производственному потреблению;
отпуск и доставку материальных ресурсов со склада службы снабжения на место ее непосредственного потребления или на склад цеха, участка;
оперативное регулирование снабжения;
учет и контроль за использованием материальных ресурсов в подразделениях предприятия.
Снабжение цехов материалами осуществляется в полном соответствии с установленными лимитами и конкретными особенностями производства. Последние учитываются при разработке графиков подач, на основе которых материалы доставляются в цехи. Лимит устанавливается исходя из производственной программы цеха и специфицированных норм расхода, а расчет лимита осуществляется по формуле
![]()
где Л — лимит данной номенклатуры продукции; Р — потребность цеха в материалах для выполнения производственной программы; Рт N — потребность цеха в материалах для изменения незавершенного производства (+ увеличение, - уменьшение); Н^— норматив цехового запаса данной продукции; О — расчетный ожидаемый остаток данной продукции в цехе на начало планового периода.
Расчет выполняется в натуральных показателях. Потребность в материалах для выполнения производственного задания определяется путем умножения программы производства на нормы расхода по соответствующим изделиям. Таким же образом рассчитывается потребность в материалах для изменения незавершенного производства, т. е. путем умножения понедельных норм расхода на изменение программы незавершенного производства в плановом периоде.
Цеховой запас определяется в необходимых случаях и зависит от величины партии продукции, доставляемой в цех, среднесуточного ее расхода, а также от цикличности производства.
Расчетный ожидаемый остаток материальных ресурсов в цехе определяется по результатам работы цеха в периоде, предшествующем плановому:

где Оф — фактический остаток на первое число по данным инвентаризации или бухгалтерского учета; Вф — количество отпущенных цеху материалов за весь период; Ро п — фактический расход на основное производство; Рэ 1( — фактический расход на ремонтно-эксплуатационные нужды; Р1П п — фактический расход на изменение незавершенного производства; Р6р — расход на брак, оформленный актом списания.
Фактический расход на основное производство и ремонтно-эксп- луатационные нужды рассчитывается путем умножения фактических объемов работ на действующие в данном периоде нормы расхода материальных ресурсов.
Установленный лимит фиксируется в план-карте, лимитной карте, лимитной или заборной ведомости, которые направляются складу и цеху-потребителю.
План-карта обычно применяется в массовом и крупносерийном производстве, т. е. в условиях стабильной потребности и четкой регламентации производства. В ней указываются установленный цеху лимит по каждому виду материалов, сроки и величина подачи партии. В соответствии с планами-картами склад своими транспортными средствами доставляет партии материалов каждому цеху в установленные сроки. Их отпуск оформляется приемно-сдаточными накладными. В бланке план-карты ведется текущий учет выполнения плана поставок.
Лимитная карта используется в тех случаях, когда жесткая регламентация поставок внутри месяца по срокам и объемам затруднительна (серийное и индивидуальное производство). В лимитной карте указываются месячная потребность в материале, величина запаса и месячный лимит расхода (ф. 1).
В случаях появления необходимости принятия решений по изменению лимита службой снабжения оформляется разовое требование или требование на замену, которое согласовывается с технической службой и подписывается ответственным лицом (главным инженером, главным конструктором, главным механиком и т. д.).
В лимитную ведомость включаются обычно группа однородных материалов или все получаемые с данного склада материалы.
Заборные ведомости (карты) вводятся при лимитировании расхода вспомогательных материалов, обычно в случаях, когда потребность в них неравномерная и отсутствуют достаточно точные нормы расхода. Отпуск материалов по заборным картам (ведомостям) регламентируется заранее установленными сроками (обычно раз в месяц или квартал). В заборной карте указываются количество материала, который может расходовать цех, и сроки его получения.
Служба снабжения отвечает за своевременную и качественную подготовку материальных ресурсов к производственному потреблению, для
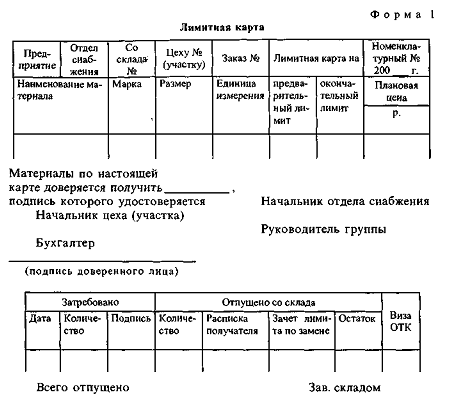
чего выполняет работы по распаковке, расконсервации, комплектовке, которые согласовываются с технологической службой предприятия.
Целенаправленный и экономный расход материальных ресурсов в цехах находится под постоянным контролем службы снабжения и периодически проверяется путем ревизии материального учета. По результатам проверки принимаются конкретные меры по устранению вскрытых недостатков.
Работа органов МТО прямо или косвенно влияет на уровень основных технико-экономическнх показателей предприятия.
К числу показателей МТО относятся количественные и качественные показатели плана завоза материальных ресурсов (номенклатура, количество и стоимость материальные ресурсов); транспортно-заготови- тельные расходы (стоимость перевозки материалов до станции примыкания — расходы на доставку материалов до склада предприятия; наценки снабженческих и сбытовых организаций; расходы на тару и т. п.); расходы на хранение, выдачу в производство и отгрузку потребителю материальных ресурсов; административно-хозяйственные расходы (расходы на содержание аппарата отдела МТО) и т. п.
Основанием для положительной оценки деятельности органов МТО служат: отсутствие перебоев в снабжении производства, сверхнормативных запасов и неликвидов, своевременное заключение договоров, снижение снабженческих затрат и т. д.
Раскройпо-трапспортная задача — это задача оптимизации поставок рулонных материалов (металлической полосы, картона, бумаги, кровельно-изоляционных и др.), учитывающая величину транспортных издержек и затраты, вызванные образованием технологических отходов.
Решение задачи сводится к минимизации совокупных затрат на отходы при раскрое и транспортировке. Используется математическая модель вида

при условии:

где i — индекс пункта производства, i = 1,2,..., т; j — индекс пункта потребления, / =1,2, ..., n; H. — ширина рулона (формат) материала, вырабатываемого i-м предприятием, см; H— ширина рулона (формат) материала, необходимого J-му потребителю, см; r — индекс возможного способа раскроя полосы форматом Я. на потребительские форматы Hj (ri = 1, 2,..., l.); l. — количество способов раскроя рулона H форматом на i-м предприятии; P[j— число полос продукции формата H, выкраиваемое r-м способом из рулона форматом Н. на i-м предприятии, P=> 0; ∆ — величина краевого отхода, образующегося при раскрое рулона форматом Я. из полосы форматом Н. способом r, см; а. — объем производства продукции на i-м предприятии, г, b}—объем потребления продукции на j-м предприятии, т; c — оптовая цена 1 т продукции J-го предприятия; С — тариф за перевозку продукции от i-го поставщика до j-то предприятия; х-' — количество продукции в условных единицах, раскраиваемой по способу г. на j-м предприятии; а-' — коэффициент, учитывающий совокупные затраты, связанные с образованием отходов при r.-м впособе раскроя и транспортировке материала.
Задача решается путем выполнения вариантных расчетов коэффициента а-', учитывающего совокупные затраты на отходы при r-м способе раскроя и на оплату тарифа за перевозку грузов j-му потребителю в количестве

Значение ∆r;, полученное для условий оптимального варианта, принимается в качестве основы для определения норматива технологических отходов рулонных материалов.
15.4. Управление производственными запасами
Своевременное обеспечение производетва материальными ресурсами зависит от величины и комплектности производственных запасов на складах предприятия.
Производственные запасы — это средства производства, поступившие на склады предприятия, но еще не вовлеченные в производственный процесс. Создание таких запасов позволяет обеспечивать отпуск материалов в цехи и на рабочие места в соответствии с требованиями технологического процесса. Следует отметить, что на создание запасов отвлекается значительное количество материальных ресурсов.
Уменьшение запасов сокращает расходы по их содержанию, снижает издержки, ускоряет оборачиваемость оборотных средств, что в конечном счете повышает прибыль и рентабельность производства. Поэтому очень важно оптимизировать величину запасов.
Управление производственными запасами на предприятии предполагает выполнение следующих функций:
разработку норм запасов по всей номенклатуре потребляемых предприятием материалов;
правильное размещение запасов на складах предприятия;
организацию действенного оперативного контроля за уровнем запасов и принятие необходимых мер для поддержания нормального их состояния;
создание необходимой материальной базы для размещения запасов и обеспечения количественной и качественной их сохранности.
Нормирование производственных запасов — это определение их минимального размера по видам материальных ресурсов для бесперебойного обеспечения производства. При нормировании производственных запасов сначала определяются нормы производственных запасов в днях, а затем в натуральном и денежном выражении.
Норма запаса в днях устанавливается на основе следующих данных.
Нахождение материалов в пути (транспортный запас Н^). Определяется как разница между временем транспортировки груза от поставщика к потребителю и временем оборота платежных документов.
Приемка, разгрузка, складирование и анализ качества поступающих материалов (подготовительный запас HJ. Он определяется на основе расчетного или фактического времени за отчетный период, скорректированного с учетом организационно-технических мероприятий по механизации погрузочно-разгрузочных работ.
Технологическая подготовка материалов к производству (технологический запас Нт). Образуется в том случае, если до начала производства требуется предварительная обработка материалов (сушка древесины на мебельных фабриках). Определяется на основе нормативов времени для данных операций.
Пребывание материалов на складе (текущий запас Нт). Удовлетворяет текущую потребность производства, обеспечивает ритмичную работу между очередными поставками материалов. Определяется умножением среднесуточной нормы потребления материала на плановый кратный интервал между двумя очередными поставками.
Резерв на случай перебоев в снабжении и увеличение выпуска продукции (страховой или гарантийный запас Нс). Характеризуется относительно постоянной величиной и восстанавливается после получения очередной партии материалов. Норматив страхового запаса материалов определяется по интервалу отставания поставок или по фактическим данным о поступлении материалов.
Общая норма производственных запасов по видам материальных ресурсов в днях определяется суммированием указанных видов запасов:
![]()
Норматив производственных запасов в натуральном выражении по каждому виду материальных ресурсов Н определяет произведение норматива в днях на их однодневный расход"Мд11 в натуральном выражении:
![]()
Норматив в денежном выражении Нсг, т. е. норматив собственных оборотных средств на сырье, основные материалы, покупные полуфабрикаты, есть произведение стоимости среднесуточного расхода сырья, основных материалов и полуфабрикатов Сm на норматив в днях:
![]()
Стоимость среднесуточного расхода См рассчитывается путем умножения среднедневного расхода в натуральном выражении на цену материальных ресурсов Ц, включая заготовительные расходы и стоимость отходов по плановым нормам.
Задача оптимизации запасов заключается в нахождении необходимой величины запаса материальных ресурсов на основе критерия оптимальности. Уравнения, представляющие собой экономико-математические модели, характеризуются параметрами Z., управляемыми переменными Ft и критерием оптимальности С, который может быть представлен выражением
![]()
В качестве параметров могут выступать спрос, различные виды издержек, коэффициенты качества обслуживания и др. Управляемыми переменными являются объем партии поставок, величина страхового запаса, интервалы и т. п. В качестве критерия оптимальности могут выступать минимальная величина совокупных издержек, минимальная величина запаса материальных ресурсов, максимальный размер прибыли и др. Примером экономико-математической модели оптимизации запасов является статистическая детерминированная одноассортиментная модель экономического размера запаса:
![]()
где С — средние издержки за изучаемый период; Си — издержки формирования одной поставки; ƛ. — спрос за изучаемый период; Vit — величина поставки; кл — коэффициент содержания запасов; Ц — оптовая цена единицы продукции.
При этом случаи отсутствия запасов исключатся. Величина поставки, а отсюда и средний запас V 12 являются управляемыми переменными, оптимальная величина которых определяется путем минимизации

15.5. ЛОГИСТИЧЕСКИЙ ПОДХОД К УПРАВЛЕНИЮ МАТЕРИАЛЬНЫМИ ПОТОКАМИ
Снабженческая деятельность переплетается с другими видами деятельности предприятия. Наиболее существенны ее связи с маркетингом, планированием производства и финансовой службой. Часто цели этих служб могут не совпадать с целями рациональной организации совокупного материального потока, проходящего через предприятие. В связи с этим целесообразно выделение специальной логистической службы, которая бы управляла материальным потоком, начиная от формирования договорных отношений с поставщиком и кончая доставкой покупателю готовой продукции.
Под логистикой обычно понимают направление хозяйственной деятельности, которое заключается в управлении материальными потоками в сфере производства и обращения.
Логистика — наука о планировании, контроле и управлении транспортировкой, складированием и другими материальными и нематериальными операциями, совершаемыми в процессе доведения сырья и материалов до производственного предприятия, внутризаводской переработки сырья, материалов и полуфабрикатов, доведения готовой продукции до потребителя в соответствии с интересами и требованиями последнего, а также о передаче, хранении и обработке соответствующей информации1.
Таким образом, логистический подход к управлению материальными потоками предполагает выделение специальной логистической службы на основе интеграции отдельных звеньев материалопроводя- щей цепи в единую систему — логистическую систему, способную адекватно реагировать на возмущения внешней среды.
Цель логистической системы — доставка материалов, изделий и товаров в заданное место, в нужном количестве и ассортименте, в максимально возможной степени их подготовленности к производственному или личному потреблению при заданном уровне издержек. Деятельность в области логистики многообразна.
Выделяют следующие элементы логистической системы: закута — подсистема, которая обеспечивает поступление материального потока в логистическую систему;
склады — здания, сооружения, устройства для хранения материальных запасов;
запасы — запасы материалов, которые позволяют логистической системе быстро реагировать на изменение спроса;
обслуживание производства — подсистема, занятая обслуживанием процесса производства;
транспорт — материально-техническая база и инфраструктура, с помощью которой осуществляется транспортировка грузов;
информация — подсистема, обеспечивающая связь и координацию всех элементов логистической системы;
кадры — персонал, занятый выполнением логистических операций; сбыт — подсистема, обеспечивающая выбытие материального потока из логистической системы.
Границы логистической системы определяются циклом обращения средств производства (рис. 15.4).
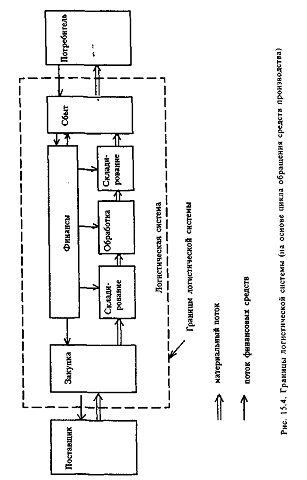
Вначале закупаются средства производства, которые в виде материального потока поступают в логистическую систему, обрабатываются, складируются и затем уходят из логистической системы в потребление в обмен на поступающие в нее финансовые ресурсы.
Материальный поток образуется в результате совокупности определенных действий с материальными объектами. Эти действия называют логистическими операциями.
Различают внутренний и внешний, входной и выходной материальные потоки.
Внешний материальный поток протекает во внешней среде, за пределами логистической системы, внутренний — внутри системы. Входной материальный поток поступает в логистическую систему из внешней среды, выходной, наоборот, — во внешнюю среду.
Материальные потоки образуются в результате деятельности различных предприятий и организаций. Это могут быть транспортные предприятия общего пользования, различные экспедиционные фирмы, ком- мерческо-посреднические организации, предприятия-изготовители, предприятия оптовой торговли и т. п. Их силами формируются материальные потоки, осуществляется процесс товаропередвижения. Они самостоятельно оценивают конкретную ситуацию и принимают решения. В условиях рыночной экономики в конкурентной борьбе лидирует тот, кто овладевает методами логистики.
Так, фирма «Toyota» (Япония) для получения комплектующих изделий и материалов от поставщика использует «карточки поставщика» или «карточки субподрядчика». Эти карточки содержат инструкции по поставке комплектующих изделий. Поскольку автомобили выпускаются мелкими партиями, необходима ежедневная частая транспортировка и доставка комплектующих изделий. В связи с этим на карточке зафиксировано точное время доставки.
На сопроводительной карточке поставщика точно указывается пункт получения, так как «Toyota» не имеет специального склада. Иногда на карточке ниже наименования поставщика проставляются цифры, например 1, 6, 2. Это означает, что изделия должны доставляться 6 раз в день и партии должны быть отправлены поставщиком дважды после получения им очередной карточки.
Применение логистического подхода к управлению материальными потоками в практике хозяйственной деятельности позволяет:
гибко реагировать на быстро изменяющиеся приоритеты потребителей;
значительно сокращать временные интервалы между приобретением сырья и материалов и поставкой товаров конечному потребителю;
минимизировать товарные запасы;
сокращать время доставки товаров;
ускорять процесс получения информации;
повышать уровень сервиса.
Заданоддля самостоятельной работы
Назовите задачи и перечислите функции органов снабжения.
Постройте организационную структуру снабжения конкретного предприятия. Проанализируйте ее.
Рассмотрите схемы хозяйственных связей МТС конкретного предприятия. Кто выступает на нем в качестве посредника? В чем преимущества прямых и опосредованных связей?
В чем суть транзитной и складской форм организации поставок продукции? Как можно обосновать выбор формы организации поставок?
Что понимается под специфицированием ресурсов?
Охарактеризуйте два варианта организации завоза материальных ресурсов.
Выполнение каких функций предполагает обеспечение материальными ресурсами производственных подразделений предприятия?
Как определяется лимит данной номенклатуры продукции? Что представляет собой лимитная карта?
Выполнение каких функций предполагает управление производственными запасами?
Как определяется норма производственного запаса по видам материальных ресурсов в днях?
В чем суть и значение логистического подхода к управлению материальными потоками?
Что такое материальные потоки? Как они классифицируются?
Дайте определение понятия логистики и логистической системы. Назовите ее элементы. Как выделить границы логистической системы?
Тесты
t. Плановые функции органов снабжения — это:
а) определение потребности во всех видах материальных ресурсов, оптимизация производственных запасов, установление лимита и обеспечение цехов, участков, рабочих мест необходимыми материальными ресурсами;
б) определение потребности во всех видах материальных ресурсов, оптимизация производственных запасов, установление лимита на отпуск цехам, выдвижение претензий поставщикам и транспортным организациям;
в) прогнозирование и определение потребности во всех видах материальных ресурсов, планирование оптимальных хозяйственных связей, оптимизация производственных запасов, установление лимита и оперативное планирование снабжения;
г) прогнозирование и определение потребности во всех видах материальных ресурсов, планирование оптимальных хозяйственных связей и заключение договоров на поставку сырьевых ресурсов, оптимизация производственных запасов и оперативное планирование снабжения.
2. Суть организационных функций органов снабжения — это:
а) участие в ярмарках, выставках, аукционах, заключение с поставщиками хозяйственных договоров на поставку продукции, организация ее завоза, обеспечение цехов, участков, рабочих мест необходимыми материальными ресурсами;
б) участие в ярмарках, выставках, аукционах, заключение с поставщиками хозяйственных договоров и контроль за их выполнением, планирование и обеспечение цехов, участков, рабочих мест необходимыми материальными ресурсами;
в) участие в ярмарках, выставках, аукционах, заключение с поставщиками хозяйственных договоров, оперативное планирование снабжения, контроль и координация работы органов снабжения;
г) заключение с поставщиками хозяйственных договоров и планирование оптимальных хозяйственных связей, оптимизация производственных запасов и контроль за расходованием материальных ресурсов, выдвижение претензий поставщикам.
Охарактеризуйте смешанный тип структуры службы снабжения предприятия.
а) определенные группы работников выполняют все функции снабжения по конкретному виду материалов;
б) каждая функция снабжения выполняется отдельной группой работников;
в) товарные отделы, группы, бюро специализированы на выполнении всех функций снабжения;
г) товарные отделы, группы, бюро специализированы на снабжении конкретными видами сырья, материалов, а другие отделы — на выполнении отдельных функций (плановой, диспетчерской).
Функции планового бюро (группы) службы снабжения — это:
а) комплекс планово-оперативных функций по обеспечению производства конкретными видами материальных ресурсов;
б) оперативное регулирование и контроль за выполнением плана снабжения предприятия и цехов сырьем и материалами;
в) определение потребности в материальных ресурсах, формирование нормативной базы, разработка планов снабжения и анализ их выполнения;
г) оперативное планирование и регулирование снабжения предприятия сырьем и материалами.
Каковы функции товарного бюро (группы) службы снабжения?
(Варианты ответа см. к тесту 4.)
Каковы функции диспетчерского бюро (группы) службы снабжения?
(Варианты ответа см. к тесту 4.)
Какие отделы, группы, бюро ие включает служба снабжения?
а) плановые;
б) товарные;
в) технического контроля;
г) внешней кооперации;
д) оборудования;
е) диспетчерские.
в. Суть прямых хозяйственных связей между предприятиями в том, что:
а) отношения по поставкам продукции устанавливаются между предприятиями-изготовителями и предприятиями-поставщиками непосредственно;
б) отношения по поставкам продукции между предприятиями-изготовителями и предприятиям и-поставщикам и устанавливаются через дистрибьюторов и джобберов;
в) отношения по поставкам продукции между предприятиями-изготовителя- ми и предприятиям и-поставщикам и устанавливаются через агентов и брокеров;
г) отношения по поставкам продукции между предприятиями-изготовителями и предприятиями-поставщиками устанавливаются как напрямую, так и через посредников.
Дистрибьюторы — это:
а) крупные фирмы, осуществляющие сбыт на основе оптовых закупок у крупных промышленных предприятий — производителей готовой продукции и располагающие собственными складами;
б) фирмы, осуществляющие оптовые закупки у крупных промышленных предприятий — производителей готовой продукции — для быстрой перепродажи;
в) фирмы и предприниматели, осуществляющие сбыт продукция промышленного предприятия на основе комиссионного вознаграждения;
г) фирмы и предприниматели, осуществляющие оптовые закупки у промышленных предприятий — производителей готовой продукции — для быстрой перепродажи на основе комиссионного вознаграждения.
Кто такие джобберы?
(Варианты ответа см. к тесту 9.)
Кто такие брокеры?
(Варианты ответа см. к тесту 9.)
Определить, при каком условии эффективна складская форма снабжения:
где Р^ — максимальное количество материала, которое экономически целесообразно получить от складских организаций; К — коэффициент использования производственных фондов и содержания производственных запасов %; П1р, П — средняя величина партии поставки соответственно при транзитной и складской формах снабжения; С , — величина расходов по доставке и хранению материалов при транзитной и складской формах снабжения соответственно, % к цене.
Определить лимит поставки материала в цех:
где Л — лимит данной номенклатуры продукции; Р — потребность цеха в материалах для выполнения производственной программы; Рт „ — потребность цеха в материалах для изменения незавершенного производства; Н, — норматив цехового запаса данной продукции; О — расчетный ожидаемый остаток данной продукции в цехе на начало планового периода.
Что ие относится к функции управления производственными запасами?
а) разработка норм запасов по номенклатуре потребляемых материалов;
б) размещение запасов на складах предприятия;
в) определение лимита по номенклатуре потребляемых материалов;
г) организация контроля за уровнем запасов.
15. Определить общую норму производственных запасов в днях:
где Н — транспортный запас; Н_ — подготовительный запас; Нт — технологический запас; Н — организационный запас; Ht<> — текущий запас; Нс — страховой запас.
Транспортный запас — это:
а) нахождение материалов в пути;
б) приемка, разгрузка, складирование и анализ качества поступивших материалов;
в) технологическая подготовка материалов к производству;
г) пребывание материалов на складе;
д) резерв на случай перебоев в снабжении или увеличения выпуска продукции.
Что такое подготовительный запас? (Варианты ответа см. к тесту 16.)
Что такое технологический запас? (Варианты ответа см. к тесту 16.)
Что такое текущий запас? (Варианты ответа см. к тесту 16.)
Что такое страховой (гарантийный) запас? (Варианты ответа см. к тесту 16.)
Как определяется транспортный запас?
а) на основе фактического (расчетного) времени за отчетный период;
б) на основе нормативов времени для предварительной обработки материалов;
в) по интервалу отставания поставок материалов;
г) как разница между временем доставки груза: от поставщика к потребителю и временем оборота платежных документов;
д) умножением среднесуточной нормы потребления материала на плановый кратный интервал между двумя очередными поставками.
22, Как определяется подготовительный запас?
(Варианты ответа см. к тесту 21.)
Как определяете* технологический запас?
(Варианты ответа см. к тесту 21.)
Как определяется текущий запас?
(Варианты ответа см. к тесту 21.)
Как определяется страховой запас?
(Варианты ответа см. к тесту 21.)
Определить норматив производственных запасов в денежном выражения по формуле:
где НС1 — норматив производственных запасов в денежном выражении; Hjnl — норматив производственных запасов, дн.; Млн — однодневный расход материальных ресурсов в натуральном выражении; Ц — цена материальных ресурсов.
Что понимается под логистикой?
а) направление хозяйственной деятельности, которое заключается в управлении материальными потохами в сфере производства и обращения;
б) направление хозяйственной деятельности, которое заключается в управлении материальными потоками в сфере производства;
в) направление хозяйственной деятельности, которое заключается в управлении материальными потоками в сфере обращения;
г) направление хозяйственной деятельности, которое заключается в транспортировке сырья и материалов на производственное предприятие и складировании в нем?
Выделите элементы логистической системы:
а) закупка, склады, запасы, технический контроль, транспорт, сбыт;
б) закупка, склады, запасы, технический контроль, транспорт, сбыт, кадры;
в) закупка, склады, запасы, обслуживание производства, транспорт, сбыт, информация, кадры;
г) закупка, склады, запасы, обслуживание производства, технический контроль, транспорт, сбыт, информация.
Задачи
Задача 15.1. Обосновать выбор формы снабжения, если предприятие в среднем должно получить материалов в количестве 10 ООО шт., что соответствует транзитной партии поставки. Величина партии поставки при складской форме снабжения — 5000 шт. Величина расходов по доставке и хранению материалов при транзитной форме снабжения составляет 0,7 % к цене, а при складской — 1% к цене. Коэффициент использования производственных фондов и содержания производственных запасов — 0,8.
Задача 15.2. Тракторный завод ежемесячно получает от моторного завода 100 моторов по цене 50 тыс. р. Обосновать выбор формы снабжения, если величина партии поставки при транзитной форме снабжения составляет 50 моторов, а при складской — 5. Величина расходов по доставке и хранению месячной поставки моторов составляет при транзитной форме снабжения 30 тыс. р.,,при складской — 45 тыс. р. Коэффициент использования производственных фондов и содержания производственных запасов — 0,9. Изменится ли форма снабжения, если величина партии поставки при транзитной форме составит 25 моторов?
Задача 15.3. В январе раскройный цех должен изготовить крой на 120 пальто. Норма расхода ткани на одно пальто — 2,5 м. Норматив цехового запаса ткани — на 10 пальто. Фактический остаток ткани на I декабря составил 30 м. Количество отпущенной цеху ткани в декабре — 320 м, а фактический расход на пальто — 330 м. Определить лимит пальтовой ткани цеху на январь.
Задача 15.4. Определить норму производственных запасов сырья в днях и в стоимостном выражении на основе данных, приведенных в табл. 15.1.
Однодневный расход сырья в производстве — 1000 кг. Цена одного килограмма сырья, включая заготовительные расходы и стоимость отходов, — 300 тыс. р.
Задача 15.5. На картонной фабрике годовой объем производства картона в 1-м цехе составляет 18 000 т, во 2-м — 15 000 т. Ширина рулона картона, вырабатываемого в 1-м цехе, составляет 1 м, во 2-м — 1,5 м.
Картон потребляется тремя участками для производства картонной тары. Годовой объем потребления 1-м участком — 12 000 т, 2-м — 13 000 и 3-м — 5000 т.
Ширина рулона картона для 1-го участка — 0,5 м, для 2-го — 0,7 м, и для 3-го — 0,3 м. Количество способов раскроя рулонов обоих форматов 2. Индекс возможного способа раскроя полосы форматом 1 ми 1,5 м на потребительские форматы — 1,2.
Оптимизировать поставки картона на участки, учитывая, что перевозка I т из цехов на участки примерно одинаковая и равна 1,5 тыс. р. Цена 1 т картона — 57 тыс. р.
Задача 15.6. Минимизировать величину запаса материала на предприятии при спросе на плановый период 1200 шт. Величина поставки колеблется в пределах 40, 60 и 80 шт. Затраты на формирование оДной поставки соответственно: 30 тыс., 33 тыс. и 35 тыс. р. Коэффициент содержания запасов — 1,2. Оптовая цена единицы продукции — 15 тыс. р.
Г л а в а 16 ОРГАНИЗАЦИЯ СБЫТА ПРОДУКЦИИ НА ПРЕДПРИЯТИИ
16.1. Структура и функции службы сбыта на основе маркетинга
Промышленные предприятия не только производят продукцию в нужном количестве, ассортименте и качестве, соответствующих запросам потребителя, но и обеспечивают коммерческую деятельность по сбыту готовой продукции. В условиях рыночных отношений усиливается ее роль, усложняются задачи.
Для организации коммерческой деятельности по реализации готовой продукции на предприятиях создается служба сбыта.
Основными задачами службы сбыта являются: изучение спроса и установление тесных контактов с потребителями продукции; поиск наиболее эффективных каналов и форм реализации, отвечающих требованиям потребителей; обеспечение доставки продукции потребителю в нужное время; контроль за ходом реализации продукции в целях снижения коммерческих (внепроизводственных) издержек и ускорение оборачиваемости оборотных средств.
Организация сбыта продукции базируется на маркетинговых исследованиях, которые являются основой всех маркетинговых действий. Такими исследованиями в области сбыта являются: исследование потребностей и спроса на данную продукцию, исследование емкости рынка, определение доли предприятия в общем объеме продажи продукции данного ассортимента, анализ рыночной ситуации, изучение возможностей выхода на внешний рынок, исследование динамики объема продаж, анализ каналов сбыта, изучение мнений покупателей и потребительских предпочтений.
Маркетинговые исследования составляют базу для осуществления всех элементов деятельности предприятия в области управления сбытом.
Определим, какое место занимает управление сбытом в системе маркетинговой службы предприятия при различных видах ее организации (по С. Маджаро) (рис. 16.1).
Организация «по функциям» означает, что и внешние рынки, и производимые товары рассматриваются в виде некоторых однородно- стей, предусматривает создание специализированных отделов, в том числе и управления сбытом. Такая структура целесообразна в случае, если и товаров, и рынков у предприятия немного.
Организация «по видам товаров» требует специфических условий производства, сбыта, обслуживания в связи с множеством товаров. В ней создаются группы работников, занимающихся «своим» товаром. Создается функциональная служба сбыта по отношению к конкретному товару. Это гарантирует должное внимание всем аспектам маркетинга, Однако при такой организации возможно дублирование исследовательских и сбытовых функций, а слабые связи между группами одного отдела могут привести к тому, что творческие находки не получат распространения только потому, что они «чужие».
Организация «по рынкам» требует специальных знаний по обслуживанию продукцией определенной отрасли промышленности или сегмента покупателей из разных отраслей. В ней выделяются группы работников, занимающиеся «своей» группой потребителей. Например, предприятие изготавливает дизели для тракторов, автомобилей и судов. Каждая из групп потребителей этих товаров столь специфична, что данную специфику необходимо учитывать при организации сбыта, как и во всем объеме маркетинговых действий.
Организация «по территориям» позволяет учитывать специфику потребления товаров в каждом из регионов, жители которых близки по демографическим и культурным характеристикам. Она считается выгодной, если в каждом из выделенных регионов номенклатура товаров не очень велика, а различия между их потребителями незначительны.
Структура службы сбыта на предприятиях должна соответствовать стратегии маркетинга. Она зависит от уровня концентрации (масштабов) и специализации производства, территориального размещения предприятия и степени хозяйственной самостоятельности его подразделений, от особенностей выпускаемой продукции, в частности производственного назначения, индивидуального (кратко- или долгосрочного) потребления, от характера и условий работы предприятия.
Структура службы сбыта включает как управленческие, так и производственные подразделения.
К управленческим подразделениям относятся отделы (группы, бюро) сбыта.
Отдел сбыта может включать следующие бюро (группы, секторы): заказов, изучения спроса, плановое, товарное (оперативное), договорно-претензионное, экспортное, рекламное, монтажа, наладки и технического обслуживания поставляемой продукции и др.
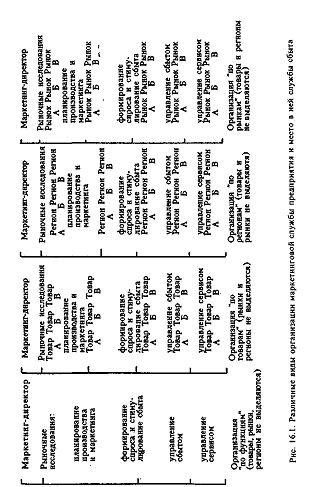
К производственным подразделениям относятся склады готовой продукции, цехи (участки) комплектации, консервации и упаковки готовой продукции, изготовления упаковочной тары, экспедиции и отгрузки
Различают централизованную и децентрализованную службу сбыта. При централизованной форме складское хозяйство административно подчиняется непосредственно руководителю отдела сбыта. При децентрализованной форме отдел сбыта обособлен от складов готовой продукции

Для каждого конкретного предприятия важно определить границы рациональной централизации сбытовой деятельности, установить четкое взаимоотношение службы сбыта со всеми подразделениями (службами, отдел ам и)шредпри яти я, устранить дублирование функций, четко разграничить обязанности внутри самой службы сбыта.
Содержание функций сбытовой деятельности готовой продукции на основе маркетинга включает три направления: планирование (прогнозирование), организацию, контроль и координацию. Каждое из направлений состоит из рада функций, соответствующих специфике данного направления.
Планирование сбыта включает: изучение внешних и внутренних условий; разработку прогнозов конъюнктуры и спроса; подготовку прогнозов реализации товаров; составление планов поставок готовой продукции; планирование оптимальных хозяйственных связей; выбор каналов распределения товара; планирование дополнительных услуг, внешнеторговых операций, рекламной деятельности; составление сметы расходов на управление сбытом и распределением, планирование доходности.
Организация сбыта включает: организацию сбора информации о спросе; заключение с потребителями хозяйственных договоров на поставку продукции; выбор форм и методов реализации продукции, способов доставки ее потребителю; подготовку продукции к отправке потребителю; технологию товародвижения; организацию информаци- онно-диспетчерской службы, отчетности; организацию торговой коммуникации, правовой и претензионной работы; организацию стимулирования спроса и рекламной деятельности.
Контроль и координация работы персонала службы сбыта предполагает: оценку соответствия реализации сбытовых функций программе маркетинговых исследований; анализ действенности сбытовой службы, а также разработанных мероприятий по координации сбытовой деятельности и повышению ее эффективности; контроль и оценку эффективности стимулирования сбыта и рекламных мероприятий; тактический контроль; контроль за поставками продукции, осуществлением внешнеторговых операций, соблюдением договорных обязательств, своевременностью оплаты счетов; корректировку производственной программы в соответствии с поступившими заказами; предъявление потребителям претензий за нарушение договорных обязательств и несвоевременную оплату счетов.
16.2. Содержание коммерческой работы по планированию сбыта продукции
Начальным этапом планирования сбыта (как и в системе маркетинговой деятельности предприятия) является изучение внешних и внутренних условий функционирования предприятия. В зависимости от изменений внешних условий возникает необходимость корректировки внутренних.
Выявляются имеющиеся проблемы, связанные со сбытом продукции, устанавливаются цели, достижение которых будет способствовать их решению. Такими целями могут быть: достижение определенных размеров дохода, объема продажи, доли рынка сбыта и оптового товарооборота в ассортиментном разрезе; установление оптимальных хозяйственных связей; повышение эффективности работы сбытового персонала; оптимизация запасов готовой продукции; эффективность дополнительных услуг, предоставляемых потребителю; рационализация товародвижения; повышение действенности претензионной работы; выбор оптимальных каналов реализации продукции; минимизация затрат на транспортировку; оптимизация всех видов затрат по сбыту; повышение доходности внешнеторговых сделок предприятия; усиление действенности рекламной политики предприятия; стимулирование спроса покупателей.
Перечень целей может быть различным как на разных предприятиях, так и в разные периоды на одном и том же предприятии.
Значимость перечисленных проблем и целей сбытовой деятельности, а следовательно, и глубина исследования будут зависеть от того, в каких условиях функционирует предприятие — рынка производителя или рынка потребителя. Причем в обоих случаях могут появиться новые проблемы, решение которых потребует формирования новых целей. Таким образом, перечень проблем и целей может быть расширен в зависимости от конкретного состояния внутренней и внешней среды предприятия.
В связи с этим в практике как коммерческой, так и всей хозяйственной деятельности предприятия особенно важной проблемой являются разработка и использование прогнозов спроса и конъюнктуры. Главное, чтобы эти прогнозы стали основой выработки стратегических коммерческих решений предприятия. А для этого необходимо не только предвидеть количественные и структурно-качественные изменения спроса и конъюнктуры в перспективе, но и предупреждать их, формируя потребности, прилагая маркетинговые усилия к предотвращению проблемных ситуаций на рынке.
Разработка прогнозов спроса и конъюнктуры — основа для подготовки прогнозов реализации продукции, которые составляют базу для проведения всех коммерческих операций в течение прогнозного периода и составления текущих планов реализации и доходов.
После определения проблем и конкретных целей намечаются пути, этапы и последовательность действий для их достижения, т. е. разрабатывается план (программа) деятельности службы сбыта. Включение конкретных разделов в план обусловливается поставленными целями.
Прерогатива в решении данных вопросов принадлежит самому предприятию, которое может использовать как формализованную, так и гибкую систему планирования.
Формализованная система планирования основана на четком разделении степеней и разделов планирования с жестко обусловленными плановыми периодами при четком соблюдении последовательности плановых операций.
При гибкой системе планирования нет жесткой привязки времени принятия решения к плановому периоду, появляется возможность отдельным подразделениям службы сбыта более оперативно управлять сбытовой деятельностью.
Гибкость планирования сбыта находится в зависимости от статуса предприятия на рынке и сферы его деятельности.
Предприятия, действующие на рынках с установившимся кругом потребителей, структурой спроса и конкуренции, т. е. на так называемых «зрелых» рынках, как правило, используют относительно формализованные плановые системы с жестко обусловленными плановыми периодами, распределением функций планирования и системой разработки плана.
Предприятия, специфика сфер деятельности которых заключается в наличии нескольких независимых рыночных сегментов с неопределенными колебаниями объема и структуры спроса, высокой степени риска при проведении операций, агрессивных и динамично растущих конкурентов, чаще ориентируются на гибкое управление сбытом с использованием (щелевых» планов и сценариев, разрабатываемых по мере возникновения потенциально опасных ситуаций или появления новых перспектив сбыта.
Плановая функция сбытовой деятельности включает разработку планов поставки готовой продукции.
В процессе разработки планов сбыта продукции определяется общий объем поставок готовой продукции в целом по предприятию и каждому потребителю в плановом году и поквартально с распределением по месяцам:

где Vu — общий объем поставок продукции; Он — остаток готовой продукции на складе на начало планируемого года; ПР — количество продукции, произведенной в плановом периоде; ПР( — количество продукции, используемой для собственных нужд; Зи'— нормативный, переходящий запас (остаток) на конец планируемого периода.
Для определения остатков готовой продукции на складе на начало планируемого года к фактическому остатку на определенную ближайшую дату прибавляется плановый объем выпуска товарной продукции за период между данной датой и началом планируемого года и вычитается запланированный за этот период времени объем поставки. С наступлением планового года остатки уточняются.
Нормативный, переходящий запас на конец планируемого периода рассчитывается по соответствующим методикам (например, статистическим методом, с помощью оптимизационных моделей, модели Уилсона и др.).
На основании годовых, квартальных и месячных планов поставок в соответствии с договорами отдел сбыта составляет номенклатурный и календарный планы-графики поставки готовой продукции.
В этих планах общие объемы поставки расшифровывают по типам, маркам, видам, размерам производимой продукции, срокам поставки и конкретным потребителям. При широком ассортименте продукции и большом количестве потребителей разрабатываются два вида ассортиментных планов поставки: 1) конкретного вида производимой продукции в ассортименте всем потребителям; 2) каждому потребителю всего заказанного ассортимента продукции.
Данные планы позволяют предприятию контролировать ход поставки конкретной продукции в разрезе каждого конкретного потребителя. Они используются для оперативного планирования производства и сбытовой деятельности.
16.3. Содержание организации сбыта продукции
Организация сбыта должна осуществляться в соответствии со всем комплексом рыночных и производственных факторов деятельности предприятия. Без выполнения этого учета система сбыта вступает в конфликт с установками маркетинговой стратегии.
Именно в системе сбыта концентрируется результат всей маркетинговой деятельности. Поэтому даже хорошо разработанная и правильно рассчитанная стратегия маркетинга может провалиться, если система сбыта не соответствует поставленным задачам.
В условиях рыночных отношений при организации сбыта исключительное значение придается индивидуальному подходу к предприятиям-потребителям, важности личных контактов с потребителями, специализации персонала сбытовой деятельности по продаже отдельных видов продукции (особенно технически сложных).
Сбыт средств производства отличается от сбыта потребительских товаров и характеризуется относительно небольшим числом осведомленных потребителей, тесными отношениями предприятий-производителей и потребителей, непосредственной формой сделки и ценообразованием с фиксированной нормой прибыли. В этом случае нельзя рассчитывать на завоевание соответствующей доли рынка без посещения постоянных потребителей, которые обычно обладают большими знаниями о продукции и ее использовании.
Сбыт продукции может осуществляться предприятиями тремя основными способами: чере^ собственную сбытовую сеть; через систему независимых или зависимых агентов, джобберов, дистрибьюторов и брокеров.
Собственная сбытовая сеть сориентирована исключительно на реализацию продукции своего предприятия в соответствии с осуществляемой стратегией. Таким образом предприятие непосредственно контролирует ход реализации своей стратегии на рынке. Кроме того, такая система сбыта позволяет предприятию поддерживать прямой контакт с потребителями продукции.
На существующей стадии развития маркетинга целесообразно использовать собственную сбытовую сеть, а не услуги агентов или дистрибьюторов. Над своими сотрудниками может осуществляться лучший контроль, и, если необходимо, они могут получать подкрепление или перенаправляться в другие сферы производства с лучшими перспективами. Расходы на собственный персонал по сбыту в целом ниже, а его эффективность выше.
Вместе с тем организация собственной сбытовой сети представляется целесообразной при достаточном объеме продаж на рынке. При обслуживании узких сегментов рынка и отдельных непостоянных заказчиков использование собственного штата сотрудников по сбыту нецелесообразно. Предприятие этот метод сбыта, как правило, комбинирует со сбытом через посредников: дистрибьюторов, джобберов, агентов и брокеров.
Система сбыта через независимых посредников в определенных ситуациях имеет свои преимущества, например при внедрении продукции предприятия на новые рынки сбыта, когда собственная сбытовая система еще не создана. В ряде случаев использование независимой сбытовой сети необходимо и на основном рынке, если данная сеть представлена сильными конкурирующими предприятиями по причине хорошего освоения ими рынка, наличия тесных контактов с потребителями или в силу их финансовой мощи. Налаживание связей с независимыми сбытовыми организациями может способствовать вытеснению с рынков конкурирующих предприятий, которые сотрудничают с теми же агентами на менее выгодных условиях.
Особое значение имеет использование независимых посредников в случаях, если предприятие заинтересовано в обеспечении потребителя сопутствующими услугами, которые оно не в состоянии оказывать самостоятельно, тогда как сбытовые фирмы занимаются оказанием таких услуг.
Крупные предприятия, как правило, стремятся превратить независимую систему сбыта в систему сбыта через финансово зависимых посредников, особенно на рынках, имеющих первостепенное значение для предприятия.
Взвешивая целесообразность затрат на финансовое подчинение сбытовой организации, например через участие в акциях и т.п., предприятие сопоставляет выгодность такого мероприятия с преимуществами и издержками создания собственной сбытовой сети.
Продвижение готовой продукции до потребителя обеспечивается поиском оптимального варианта всех элементов товародвижения с учетом требований потребителей.
Каждый элемент товародвижения занимает свое место в общей ее системе (рис. 16.3). Исходя из этого положения, необходимо разрабатывать несколько вариантов системы товародвижения, различающихся видом транспорта, маршрутами перевозки и др., чтобы выбрать оптимальный.
Эффективность продвижения готовой продукции обусловливается также эффективностью управления запасами готовой продукции, которое может осуществляться на основе «фиксированного размера заказа» или «фиксированного интервала».
Рис.
16.3. Система товародвижения готовой
продукции на предприятии
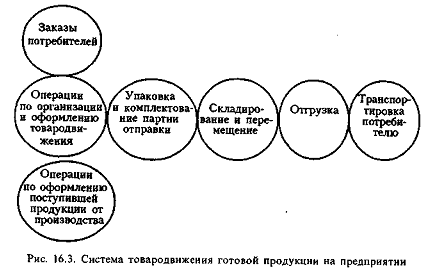
заказа» будет момент, когда запас готовой продукции на складе достигнет заранее определенной величины. При таком методе ведется регулярный контроль остатков готовой продукции на складе.
Сущность организации сбыта на основе «фиксированного интервала» состоит в том, что заказы должны выполняться регулярно, через заранее определенный интервал времени, однако количество изделий каждый раз может быть разным. Максимальный размер запасов готовой продукции на .складе в этом случае должен обеспечивать потребителя во время фиксированного интервала и включать постоянно возобновляемый гарантийный запас. К моменту истечения фиксированного интервала времени устанавливается количество проданной продукции и производится ее новое необходимое количество.
В условиях осуществления прямых хозяйственных связей между производителями (поставщиками) продукции и оптовыми предприятиями или другими потребителями особое значение приобретает организация правовой и претензионной работы. Данную функцию должны осуществлять высококвалифицированные юристы, владеющие всеми нормативно-правовыми материалами, регулирующими взаимоотношения поставщиков и покупателей.
Сбытовая деятельность предполагает наличие торговой коммуникации предприятия, т. е. передачу торговой информации от одного потребителя к другим. Торговая коммуникация должна включать все формы воздействия, обеспечивать целенаправленную передачу коммерческих сведений заинтересованным лицам. Ее цель — передача информации о продукте по всем каналам его продвижения для формирования благоприятного отношения к предприятию, его производящему.
Торговая коммуникация осуществляется через:
демонстрацию продукта представителям торговли, посредникам, торгово-закупочным организациям, предприятиям-потребителям и прочим заинтересованным лицам;
проведение конференций (торговых, научно-практических и т. п.), ярмарок;
коммерческую корреспонденцию и бюллетени; рекламу, каталоги, материалы выставок и т. п. Успех предприятия зависит от подготовленности персонала по сбыту, формирование которого является сложным и дорогим делом. Нашим «сбытовикам» надо учиться продавать в условиях рынка. Продавец (коммивояжер) должен уметь создать ситуацию, в которой клиент сам хотел бы вести беседу.
Существует ряд основных моментов, которые необходимо учитывать при подготовке переговоров с клиентом:
заранее договариваться о встрече, устанавливать время переговоров, определять интересы и потребности клиента;
уметь выдвигать предположения, обосновывать преимущества товара, выгоды клиента, вызывать доверие к предприятию и сделке, побуждать купить продукцию и заключить сделку.
Важным условием успешных переговоров служит наличие у продавца необходимой документации (брошюры, каталоги, проспекты и др.), которая должна быть подготовлена таким образом, чтобы мгновенно привлечь внимание клиента и заинтересовать его в сделке. Ее качество отражает культуру предприятия, поэтому она должна быть подготовлена профессионалами. Важными критериями этого являются:
материал, из которого изготовлена рекламная продукция;
художественное оформление;
информация о продукте и сферах его применения;
информация о предприятии.
Коммивояжер должен не только знать, как продавать, но и верить в предприятие и его продукт. Без твердой уверенности в необходимости этих трех составляющих успеха продавец будет не в состоянии убедить клиента. Убежденность порождает энтузиазм, который в свою очередь делает возможным успех.
16.4. Рекламная деятельность и стимулирование спроса
В условиях быстрой сменяемости рыночной ситуации для правильной ориентации покупателей в многообразии товаров, особенно принципиально новых, необходима объективная информация об их потребительских характеристиках, а также о местах и формах продажи, т. е. реклама товаров и услуг.
С помощью рекламы повышается информированность населения, увеличивается число покупок, усиливается ее воздействие на формирование потребностей и спроса.
Необходимый элемент рекламной деятельности — связь с прессой, целью которой являются сообщения в периодической печати, в передачах по радио, телевидению о товарах, их потребительских характеристиках, о предприятиях, их выпускающих, и т. п. Для этих целей предприятия организуют прокат рекламных роликов, телефильмов, в которых реализуются информативная и пропагандистская функции рекламы.
Участие в выставках, просмотрах, демонстрациях, выставках опытных образцов, ярмарках, покупательских и пресс-конференциях позволяет реализовать коммуникативную функцию рекламы. Поддержание необходимого уровня коммуникативности — гарантия своевременного реагирования на изменения внешних условий.
Для повышения действенности управления рекламой немаловажное значение имеет взаимодействие с рекламными организациями, которые позволяют поддерживать на высоком уровне спрос на продукцию на стадии ее массового производства и формировать благожелательное отношение к появлению нового товара на рынке.
Планированию всей рекламной деятельности предшествует планирование ассигнований на рекламу.
Различают две группы методов определения объема таких ассигнований: традиционные методы планирования бюджета рекламной деятельности и современные модели принятия решений об ассигнованиях на рекламную деятельность.
К традиционным методам планирования рекламных ассигнований относится планирование:
средств иа рекламу в зависимости от возможностей, применяется в том случае, когда предприятие находится в затруднительном финансовом положении и может выделить на рекламу лишь определенную сумму. Естественно, эффективность такой рекламы невысока;
в виде процента от объема продаж, широко распространенное как на наших предприятиях, так и в зарубежной практике. Однако ему присущ недостаток: продажа товаров здесь рассматривается как причина, а рекламная деятельность — как следствие. Между тем взаимосвязь между этими двумя факторами противоположная — реклама стимулирует увеличение объема продажи, а не наоборот;
рекламного бюджета с учетом практики фирм-конкурентов. При этом обычно исходят из средних сумм ассигнований. Такой метод не дает необходимых результатов, поскольку ориентирован на усредненные показатели, а не на конкретную коммерческую ситуацию.
средств на рекламу исходя из поставленных целей, требует четкого определения целей рекламной деятельности, конкретной постановки задач, научного обоснования затрат, необходимых для решения этих задач. Он позволяет не только определять направление расходования средств, но и оценивать эффективность каждого направления.
Современные модели принятия решений об ассигнованиях на рекламную деятельность различаются количеством учитываемых факторов и предназначаются для использования в различных ситуациях.
К моделям, описывающим изменение товарооборота в зависимости от расхода на рекламу, относятся те, в которых зависимость оборота от ассигнований на рекламу выражается в виде функции. По этой функции рассчитывается величина затрат, обеспечивающая максимизацию прибыли. Кривая, описывающая эту функцию, имеет ^-образную форму. Это значит, что в начале рекламной деятельности эффективны значительные затраты на крупномасштабные мероприятия, а с течением времени они дают все меньшую отдачу.
К данной группе относятся модели, в которых по мере роста затрат на рекламу уменьшается их эффективность. Одна из первых моделей этого типа была предложена М. Видалем и X. Вольфом. Основное уравнение модели имеет вид
где
S
— объем реализации товара за период t;
![]() — изменение объема
— изменение объема
реализации товара за период t; А — объем затрат на рекламу за период t; р — реакция оборота на рекламу (определяется как объем реализации, вызванный каждой затраченной на рекламу денежной единицей в условиях, когда 5 = 0); М — уровень насыщения рынка данным товаром; ƛ — уменьшение объема реализации (определяется как доля объема реализации, на которую этот объем уменьшается за единицу времени t в условиях, когда А = 0).
Из уравнения (16.1) следует, что рост объема реализации будет тем больше, чем больше затраты на рекламу и р и чем меньше насыщение рынка данным товаром и меньше ƛ.
Уравнение модели Видаля-Вольфа рекомендовано для прогнозирования доходности коммерческой деятельности предприятия на длительный срок.
Существуют и другие модели аналогичного типа, но они описывают взаимосвязи большего числа факторов, чем модель Видаля-Вольфа. Так, в модели А. Кюна оборот рассматривается как функция следующих семи переменных:
доли потребителей, которые предпочитают товар фирмы в общей численности потребителей;
темпа уменьшения числа таких потребителей;
процента потребителей, не имеющих четкого отношения ни к товару данной фирмы, ни к товарам ее конкурентов;
емкости всего рынка и темпов ее увеличения;
относительного значения факторов, влияющих на реализацию данного товара (потребительские свойства, качество, цена, формы реализации, средства рекламы);
взаимосвязи характеристик товара и рекламы;
действенности различных рекламных расходов.
К моделям последовательной взаимосвязи относится модель «DEMON», которая ориентирована на рекламирование новых товаров (рис. 16.4). Она предусматривает установление рекламного бюджета, позволяющего максимизировать прибыль. Согласно этой модели количество покупателей, совершающих пробные покупки, определяется тремя факторами: затратами на рекламу, мероприятиями по рекламированию нового товара и стимулированию спроса на него и системой товародвижения.
Часть потребителей, сделавших пробную покупку товара, становятся его постоянными покупателями. Произведение числа этих покупателей на частоту покупок и цену товара покажет ожидаемый объем спроса. Если из него вычесть все затраты, то получится прибыль (доход).
Данная модель описывает влияние различных видов рекламной деятельности на объем реализации. Затраченные на рекламу средства вначале проявляются в определенном объеме рекламы — количестве объявлений, экземпляров рекламных листков, времени на радио- и телерекламу. Затем реклама достигает определенной широты охвата аудитории и доводится до потребителей с той или иной частотой. В результате и определяется процент потребителей, на которых реклама оказала воздействие. По модели «DEMON» в число таких потребителей включаются все запомнившие рекламное обращение. Показатель воздействия может быть выражен как абсолютным количеством потребителей, так и долей в их общей численности. Предполагается, что уровень фактического воздействия рекламы, взаимодействуя с уровнем эффективности мер по рекламированию нового товара, стимулированию спроса на него, а также с уровнем развития системы товародвижения, показывает примерное количество (процент) потребителей, которые захотят купить новый товар. Данные об этих функциональных взаимосвязях и их анализ в рамках модели позволяют разрабатывать различные варианты плана рекламной деятельности для выбора оптимального.
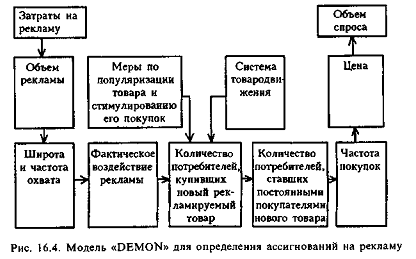
Адаптивные модели используются исходя из предпосылки, что основные параметры, определяющие зависимость оборота от ассигнований на рекламу, не являются стабильными, а с течением времени меняются под воздействием изменений рыночной ситуации, форм и методов рекламы, появления новых товаров и т. д.
Определив размер ассигнований на рекламу, приступают к планированию рекламных мероприятий. При разработке плана рекламных мероприятий руководствуются Международным кодексом рекламной практики. Данный план должен отвечать определенным требованиям: быть реальным, т. е. соответствовать имеющимся ресурсам, гибким, т. е. способным учитывать изменения рынка, основываться на маркетинговых исследованиях.
Разработка плана рекламных мероприятий осуществляется в несколько этапов. На первом этапе устанавливаются объекты воздействия — сегменты рынка и типы потребителей; на втором — формируется информационное обеспечение плана. На третьем этапе определяются конкретные средства распространения рекламы в их оптимальном сочетании: газеты, журналы общего назначения, отраслевые и специальные журналы, радио, телевидение, рекламные ролики, рекламные щиты, каталоги, почтовая реклама. На этом же этапе определяются время и место использования рекламных средств, устанавливаются ответственные исполнители. На четвертом этапе общая сумма рекламных ассигнований распределяется по времени, а также в разрезе отдельных средств распространения рекламы каждого рекламируемого товара.
Большое значение для обеспечения эффективности рекламной деятельности имеет разработка рекламных текстов. Начальный момент — формирование «идеи» рекламного послания, исходя из которой и составляется текст.
Помимо рекламы стимулирование спроса покупателей включает «паблик рилейшнз», содействие продаже, упаковку, сервис.
Под «паблик рилейшнз» понимается деятельность, ориентированная на создание благоприятного отношения к производителю, продавцу, товару. Она тесно связана с рекламной деятельностью, но в отличие от нее ведется главным образом на некоммерческой основе. Для осуществления этой деятельности используют выставки всех видов, конъюнктурные совещания, пресс-конференции, покупательские конференции, оптовые ярмарки, а также рассылку проспектов, каталогов, переписку с покупателями. Кроме того, «паблик рилейшнз» включает фирменный стиль торгового предприятия, соответствующий дизайн фирменных бланков, служебных помещений и т. п. Все это способствует созданию определенного имиджа, что естественно отражается на коммерческих успехах предприятия.
Содействие продаже осуществляется посредством оформления постоянно действующих выставок товаров в ассортиментных кабинетах, комнатах образцов, подготовки информации о товарах, услугах, способах доставки и распространения ее среди работников торговли, использования аукционов и различных стимулов в виде купонов, сувениров, премий, лотерей и др.
Важным средство^ рекламы является создание упаковки.
Предприятия выпускают продукцию в основном в промышленной упаковке. Однако они могут создавать и упаковку для розничной продажи. Такая упаковка становится частью фирменного стиля предприятия, формирует отношение к нему покупателя. Привлекательная упаковка может стать дополнительным стимулом к совершению покупки данного товара. С насыщением рынка значимость упаковки товара повышается.
Весьма важное значение для стимулирования спроса имеет сервис. Различают три вида сервиса: предпродажный, продажный и послепродажный. К предпродажному сервису относятся рекламирование продукции, информирование о ее потребительских свойствах, местах продажи и т. п.
Продажный сервис предполагает формирование торгового ассортимента для доставки продукции небольшими партиями, обеспечение надежности доставки, доставку крупногабаритных товаров, проданных по образцам, проверку их качества и комплектности, установку их у покупателя и др.
Послепродажный сервис включает гарантийное обслуживание; ответственное хранение товаров, поставленных в порядке прямых связей для создания сезонных запасов товаров; приемку продукции, не выдержавшей гарантийного срока эксплуатации, и др.
Сервис оценивается уровнем обслуживания, определяемым отношением суммарного времени, фактически затраченного на оказание услуг, ко времени, которое теоретически могло быть затрачено на выполнение всего комплекса услуг:

где Уп5сл — уровень обслуживания, %; n — фактическое количество оказываемых услуг; N — количество услуг, которое может быть оказано теоретически; t— время на выполнение i-й услуги.
Расширение сферы сервиса сопряжено с дополнительными затратами. Начиная с 70%-ного уровня обслуживания затраты сервиса растут по экспоненте, а при уровне обслуживания 90 % и выше сервис становится невыгодным (рис. 16.5). Подсчитано, что при повышении уровня обслуживания от 95 до 97 % экономический эффект повышается на 2 %, а расходы возрастают на 14 %.
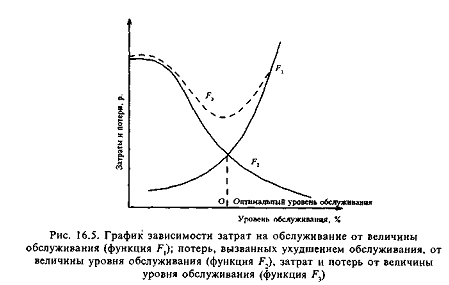
В то же время снижение уровня обслуживания ведет к увеличению потерь, вызванных ухудшением качества сервиса (см. рис. 16.5, кривая F2,).
Таким образом, рост конкурентоспособности предприятия, вызванный ростом уровня обслуживания, сопровождается, с одной стороны, снижением потерь на рынке, а с другой — повышением расходов на сервис. Задача сбытовой службы заключается в поиске оптимальной величины сервиса.
Графически оптимальный размер уровня сервиса определяют суммарной кривой Fy отражающей поведение затрат и потерь в зависимости от изменения уровня обслуживания.
Задания для самостоятельной работы
Назовите задачи и место службы сбыта в системе маркетинга (по Мад- жаро).
На чем базируется организация сбыта продукции? В чем это проявляется?
Проанализируйте структуру службы сбыта конкретного предприятия. Как она взаимодействует с другими подразделениями предприятия и какие функции выполняет? Какие направления ее совершенствования Вы могли бы предложить? Обоснуйте Ваши предложения.
Раскройте содержание планирования сбыта продукции. На конкретном примере рассчитайте общий объем поставок продукции конкретному потребителю.
Назовите способы сбыта продукции. Дайте оценку применяемого способа сбыта продукции на анализируемом (конкретном) предприятии.
Проанализируйте систему товародвижения конкретного предприятия.
В чем сущность организации сбыта на основе «фиксированного заказа» и «фиксированного интервала».
Дайте понятие торговой коммуникации.
Что необходимо знать, уметь сотруднику сферы сбыта?
Что такое реклама? Какие функции она выполняет? Какие есть конкретные средства распространения рекламы?
П. Какими методами определяются ассигнования на рекламу? Какие используют для этого модели?
Приведите другие способы стимулирования спроса кроме рекламы. В чем их сущность и значение?
Охарактеризуйте метод количественной оценки уровня сервиса. Приведите зависимость экономических показателей деятельности предприятия от уровня оказываемого им сервиса.
Тесты
Какие производственные подразделения не относятся к службе сбыта?
а) склады готовой продукции;
б) склады сырья;
в) цехи комплектации и упаковки готовой продукции;
г) цехи изготовления упаковочной тары;
д) цехи (участки) экспедиции и отгрузки.
Какие группы (сектора, бюро) не может включать отдел сбыта?
а) изучения спроса;
б) плановую;
в) товарную;
г) договорно-претензионную;
д) технического контроля готовой продукции;
е) экспортную;
ж) рекламную;
з) монтажа и технического обслуживания поставляемой продукции.
Что ие является задачей службы сбыта:
а) изучение спроса и установление тесных контактов с потребителями продукции;
б) поиск наиболее эффективных каналов и форм реализации продукции;
в) обеспечение доставки продукции потребителю;
г) обеспечение сырьевыми ресурсами;
д) контроль за ходом реализации продукции?
Планирование сбыта включает:
а) разработку прогнозов конъюнктуры спроса, реализации товаров, составление планов поставок готовой продукции, планирование внешнеторговых операций, организацию стимулирования спроса и рекламной деятельности;
б) составление планов поставок готовой продукции, планирование внешнеторговых операций, услуг, рекламной деятельности, составление сметы расходов на управление сбытом, заключение договоров с потребителями на поставку продукции;
в) разработку прогнозов конъюнктуры спроса, реализации товаров, составление планов поставок готовой продукции, планирование внешнеторговых операций, услуг, рекламной деятельности, составление сметы расходов на управление сбытом;
г) разработку прогнозов конъюнктуры спроса, реализации товаров, составление планов поставок готовой продукции, выбор форм и методов реализации продукции, составление сметы расходов на управление сбытом.
5. Содержание организационных функций сбытовой деятельности — это:
а) выбор форм и методов реализации продукции, составление планов поставок готовой продукции, организация информационно-диспетчерской службы, торговой коммуникации, правовой и претензионной работы;
б) заключение с потребителями договоров на поставку продукции, выбор форм и методов реализации продукции, подготовка продукции к отправке потребителю, организация информационно-диспетчерской службы, торговой коммуникации, правовой и претензионной работы, стимулирование спроса и рекламной деятельности;
в) заключение с потребителями договоров на поставку продукции, планирование оптимальных хозяйственных связей, подготовка продукции к отправке потребителю, организация стимулирования спроса и рекламной деятельности;
г) разработка прогнозов реализации товаров, выбор форм и методов реализации товаров, заключение с потребителями договоров на поставку продукции, организация информационно-диспетчерской службы, торговой коммуникации, правовой и претензионной работы.
Назовите основные функции но контролю н координации работы персонала службы сбыта:
а) выбор форм и методов реализации товаров, анализ работы сбытовой службы, контроль и оценка эффективности стимулирования сбыта и рекламных мероприятий, контроль за поставками продукции, за соблюдением договорных обязательств;
б) составление планов готовой продукции, заключение с потребителями договоров на поставку продукции, контроль и оценка эффективности стимулирования сбыта и рекламных мероприятий, контроль за поставками продукции, за соблюдением договорных обязательств, своевременностью оплаты счетов, предъявлением претензий;
в) оценка соответствия реализации сбытовых функций маркетинговым исследованиям, анализу работы сбытовой службы, контроль и оценка эффективности стимулирования сбыта и рекламных мероприятий, контроль за поставками продукции, за соблюдением договорных обязательств, своевременностью оплаты счетов, предъявлением претензий;
г) оценка соответствия реализации сбытовых функций маркетинговым исследованиям, анализу работы сбытовой службы, контроль и оценка эффективности стимулирования сбыта и рекламных мероприятий, предъявление претензий, организация стимулирования спроса и рекламной деятельности.
7. Суть управления сбытом в системе маркетинговой службы по отдельным видам товаров в том, что создается:
а) функциональная служба сбыта по отношению к конкретному товару;
б) специализированный отдел сбыта;
в) функциональная служба сбыта по отношению к конкретной группе потребителей;
г) функциональная служба сбыта ло отношению к конкретному региону (территории).
В чем суть управления сбытом в системе маркетинговой службы ло функциям?
(Варианты ответа см. к тесту 7.)
В чем суть управления сбытом в системе маркетинговой службы ло рынкам?
(Варианты ответа см. к тесту 7.)
В чем суть управления сбытом в системе маркетинговой службы по территориям?
(Варианты ответа см. к тесту 7.)
Сущность организации сбыта на основе «фиксированного интервала» в том, что:
а) заказы выполняют регулярно, через заранее определенный интервал времени, количество изделий каждый раз может быть разным;
б) заказы выполняют регулярно, через заранее определенный интервал времени, количество изделий одинаковое;
в) устанавливается фиксированное количество заказываемой продукции, а время поступления заказа является переменной величиной;
г) количество заказываемой продукции и интервал времени между заказами являются переменными величинами.
В чем сущность организации сбыта на основе фиксированного размера заказа?
(Варианты ответа см. к тесту 11.)
Суть формализованной системы планирования в:
а) четком разделении степеней и разделов планирования при отсутствии жесткой привязки времени принятия решений к плановому периоду;
б) четком разделении степеней и разделов планирования с жестко обусловленными плановыми периодами при четком соблюдении последовательности плановых операций;
в) отсутствии жесткой привязки времени принятия решений к плановому периоду с использованием целевых планов и сценариев;
г) четком соблюдении последовательности плановых операций при отсутствии жесткой привязки времени принятия решений к плановому периоду.
Суть гибкой системы планирования в:
а) жесткой привязке времени принятия решений к плановому периоду;
б) четком разделении степеней и разделов планирования;
в) использовании целевых планов и сценариев при отсутствии жесткой привязки времени принятия решений к плановому периоду;
г) отсутствии четкого разделения степеней и разделов планирования.
Гибкая система планирования сбыта используется на:
а) «зрелых» рынках;
б) рынках с установившимся кругом потребителей;
в) рынках с установившейся структурой спроса и конкуренции;
г) рынках с высокой степенью риска при проведении сбытовых операций.
Формализованная система планирования сбыта используется на:
а) рынках с высокой степенью риска при проведении сбытовых операций;
б) рынках с неопределенными колебаниями объема и структуры спроса;
в) рынках с установившейся структурой спроса и конкуренции;
г) рынках агрессивных и динамично растущих конкурентов.
Общий объем поставок готовой продукции в плановом году Уя определяется по формуле:

где 0„ — остаток готовой продукции на складе на начало планируемого года; ПР — количество продукции, произведенной в плановом периоде; ПР, — количество продукции, используемой для собственных нужд; 31г — нормативный, переходящий запас (остаток) на конец плакируемого периода.
Какие планы не относятся к системе планирования сбыта?
а) план поставки конкретного вида продукции в ассортименте всем потребителям;
б) план поставки потребителю всего заказанного ассортимента продукции;
в) ассортиментный план поставки готовой продукции;
г) календарный план-график поставки сырья;
л) календарный план-график поставки готовой продукции.
Что предполагает торговая коммуникация предприятия?
а) передачу торговой информации от одного потребителя к другим;
б) доверие к сделке;
в) доверие к предприятию;
г) показ преимущества товара;
д) обоснование выгоды клиента.
Какую функцию не выполняет реклама?
а) информативную;
б) пропагандистскую;
в) организаторскую;
г) коммуникативную.
Какой метод планирования рекламных ассигнований не относится к традиционным?
а) зависимости от возможности;
б) процента от объема продаж;
в) учета практики фирм конкурентов;
г) исходящий из поставленных целей;
д) исходящий из количества учитываемых факторов.
Какой метод планирования рекламных ассигнований не относится к современным, а является традиционным?
а) описывающий изменение товарооборота в зависимости от расхода на рекламу (модель В и дал я-«Вольфа);
б) описывающий изменение товарооборота в зависимости от доли потребителя, предпочитающего данный товар, от емкости рынка, от рекламных расходов (модель Кюна) и др.;
в) последовательной взаимосвязи (модель «DEMON»);
г) исходящий из практики фирм-конкурентов;
д) исходящий из средних сумм ассигнований,
Какой момент не учитывается при подготовке переговоров с клиентом?
а) предварительная договоренность о встрече;
б) интересы и потребности клиента;
в) обоснование преимуществ товара, выгод клиента;
г) обоснование целесообразности услуг агентов или дистрибьюторов;
д) доверие клиента к сделке, к предприятию.
Суть модели «DEMON» в том, что она:
а) описывает влияние различных видов рекламной деятельности на объем реализации;
б) описывает влияние различных факторов на объем реализации;
в) определяет процент от объема продаж;
г) определяет изменение товарооборота в зависимости от расходов на рекламу.
Что не относится к планированию рекламных мероприятий?
а) установление сегментов рынка и типов потребителей;
б) определение средств распространения рекламы в их оптимальном сочетании;
в) определение времени и места использования рекламных средств;
г) распределение общей суммы рекламных ассигнований по времени и в разрезе отдельных средств распространения рекламы для каждого рекламируемого товара;
д) формирование торгового ассортимента поставки продукции небольшими партиями.
Что не относится к стимулированию спроса покупателей?
а) рекламная деятельность;
б) система товародвижения;
в) «паблик рилейшнз»;
г) содействие продаже;
д) упаковка товара;
е) сервис.
Что понимается под «лаблнк рилейшнз»?
а) деятельность, ориентированная на маркетинговые исследования;
б) деятельность, ориентированная на создание благоприятного отношения к производителю, продавцу, товару;
в) деятельность по передаче информации от одного потребителя другим;
г) формирование торгового ассортимента.
Какой вид сервиса не существует?
а) предпродажный;
б) товарный;
в) продажный;
г) послепродажный.
Что относится к предпродажному сервису?
а) формирование торгового ассортимента для доставки продукции небольшими партиями, обеспечение надежности доставки;
б) доставка крупногабаритных товаров и установка их у покупателя;
в) рекламирование продукции, информирование о ее потребительских свойствах, местах продажи;
г) гарантийное обслуживание, ответственное хранение и приемка продукции, не выдержавшей гарантийного срока эксплуатации.
Что относится к после продажи ом у сервису?
(Варианты ответа см. к тесту 29.)
Что относится к продажному сервису?
(Варианты ответа см. к тесту 29.)
32.Формула оценки сервиса:

где У„бсл — уровень обслуживания, % ; t — время на выполнение i-Й услуги; n — фактическое количество оказываемых услуг; 3 — затраты на выполнение i-и услуги; N —- количество услуг, которое может быть оказано теоретически.
Задачи
Задача 16.1. Определить общий объем поставок готовой продукции в плановом году, если фактический остаток на 1 октября текущего года (предшествующего плановому году) составил 90 млн р. Плановый объем выпуска продукции в предшествующем году — 680 млн р., в плановом году — 700 млн р. Объем поставки в 4-м квартале текущего года запланирован на 200 млн р. Нормативный переходящий запас (остаток) на конец планируемого года — 80 млн р.
Задача 16.2. Предприятие освоило выпуск новой модификации продукции, рассчитанной на 10 ООО покупателей в год. Затраты на производство продукции составляют 7300 тыс. р. Цена единицы новой продукции — 500 р.
В плановом году предприятие может увеличить затраты, связанные со стимулированием покупок, в том числе ассигнования на рекламу, поднимающие общие затраты на производство продукции до 10 %. Варианты вложения денежных средств и связанный с этим рост числа покупателей отражены в табл. 16.1.
Выбрать вариант вложения денежных средств с целью получения максимальной прибыли. Определить прибыль.
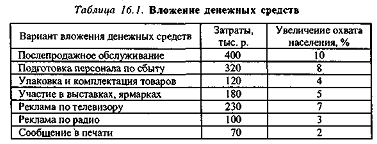
Задача 16.3. Предприятие прогнозирует реализацию товара на пятилетку в объеме 10 млн р. Объем затрат на рекламу за этот период составит 200 тыс. р. На каждую тысячу рублей, вложенных в рекламу, объем реализации возрастет на 20 тыс. р. При отсутствии затрат на рекламу ежегодное уменьшение объема реализации составит 20 %.
Определить, насколько увеличится объем реализации товара за пятилетний период, если объем затрат на рекламу возрастет на 30 % .
Задача 16.4. Характеристика сервиса предприятия по продаже бытовой техники приведена в табл. 16.2.
Потери, вызванные недостаточным уровнем сервиса, составляют 4 млн р. Оценить уровень сервиса (уровень обслуживания) предприятия. Определить, насколько изменится уровень обслуживания, если предприятие в плановом году освоит услугу по установке продукции у покупателя.
Определить оптимальный размер уровня сервиса (графически) для данного предприятия, если затраты на сервис составляют 3 млн р. Установка продукции у покупателя увеличит затраты в плановом году на 20 %, но в то же время снизит потери, вызванные недостаточным уровнем сервиса, на 10 %.
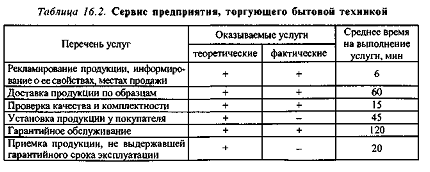
Г л а в а 17 ПРОЕКТИРОВАНИЕ И СОВЕРШЕНСТВОВАНИЕ ОРГАНИЗАЦИИ ПРОИЗВОДСТВА
17.1. Проектирование организации производства
Наиболее перспективным способом деятельности по совершенствованию организации производства являются разработка и внедрение организационных проектов. Оргпроекты могут разрабатываться на стадии как проектирования и строительства новых предприятий (производств, цехов), так и их реконструкции. Возможны оргпроекты отдельных технологических линий, гибких автоматизированных производств, систем подготовки и обслуживания производства, автоматизированных систем управления, освоения в производстве нового изделия и т. п.
Под проектированием понимается формирование логического образа объекта (машины, законы, компьютерные программы, технологический комплекс и т. п.), предваряющего его физическую реализацию и имеющего обратную связь. Содержание обратной связи предполагает последовательный и всесторонний анализ адекватности как будущего взаимодействия объекта со средой, так и его «функционирования» на всех этапах жизненного цикла.
Способность осуществлять оргпроектрование эффективно (с высоким качеством при ограничениях на затрачиваемый ресурс) обеспечивает прогресс технологий и конкурентоспособность предприятия.
Отказ от проектирования организации производства оборачивается экономической несостоятельностью предприятий.
Предприятие, цех, участок, технологический процесс или поточная линия, любой управляемый объект при проектировании рассматривается как система, входящая в качестве элемента в большую систему и включающая в качестве элементов малые системы.
Проектирование организации производства по сути представляет собой установление (регламентацию) определенных параметров, обус- л о вливающих целесообразное протекание процессов (отношений) связей между элементами системы. Для этого определяется взаиморасположение в производстве и взаимодействие во времени элементов системы, выбирается рациональный способ соединения или соотношения между ними, обосновывается объем и содержание связи.
Регламентация определенных отношений между элементами системы или протекающими между ними процессами фиксируется с помощью норм, стандартов, инструкций, положений, схем взаимодействия, блок-схемами, оргограммами, документограммами, сетевыми графиками и т. п.
Предметом регламентации в каждом отдельном случае будет вполне конкретный набор условий (параметров).
При проектировании организации производства должны быть регламентированы следующие условия (параметры).
Отношение зависимости или соподчиненности между элементами системы. Какой из элементов системы является объектом, а какой субъектом связи устанавливается на основе распределения функций (ролей), разделения труда между элементами.
Первенство функционального признака по отношению к структурному является одним из важнейших принципов организационного проектирования. В зависимости от класса связей по функциональному признаку легко определяется отношение между элементами системы. Так, для технологических связей субъект и объект связи устанавливаются на основе технологической последовательности процессов, соединяющих данные элементы, для логических связей — на основе причинно-след- ственной взаимозависимости процессов (явлений) и т. д В свою очередь установление отношений «субъект — объект» между элементами системы обусловливает характеристику направления связи: прямая, обратная.
Таким образом, первое условие определяет — кто кому? кто кого? кто от кого? кто за кем?
Содержание, состав связи, т. е. то, что является предметом передачи от одного элемента системы к другому (продукты труда, материалы, энергия, информация и т. п.) и обратно (заказ, сигнал, платежи, отчет и т. п.). В каждом конкретном случае это определяется характером отношений между элементами системы и функцией связи.
Таким образом, второе условие отвечает на вопрос что? (содержательный параметр связи).
Ко второму условию относится также параметр качества — какого качества.
Объем (норма) связи, т. е. сколько данного предмета связи (продукта, энергии, информации и т. п.) должно передаваться от элемента к элементу и обратно в единицу времени или в заданный срок.
По существу этот параметр связи находит свое выражение в нормах труда и материальных затратах, плановых заданиях. Он в наибольшей степени позволяет определить экономическую целесообразность и эффективность связей, является основой для планирования и регулирования процессов связи.
Время, продолжительность или период протекания процесса связи (действия данного вида, функции отношений между элементами). Этот параметр находит свое выражение в нормах времени на выполнение отдельного объекта работ, в нормативной продолжительности производственного цикла, ритме производства, сменности работы оборудования и т. п. В сочетании с объемным параметром он используется при оперативно-производственном планировании, составлении сетевых, ленточных и других графиков протекания процессов. Таким образом, данный параметр отвечает на вопросы: в какое время? когда? с какой продоллсителыtoстыо?
Пространство, место и направление связи. Сюда можно отнести регламентацию взаиморасположения элементов системы в пространстве (планировка помещения, поточных линий, расстановка оборудования, маршруты перемещения предметов и средств труда), а также траектории рабочих движений, схемы коммуникаций, структуры управления и т. п. Параметр имеет важное значение для проектирования структуры связей, пространственного упорядочения элементов системы.
Он отвечает на вопросы где? (расположение одного элемента системы относительно другого, место протекания маршрута между элементами); куда? (направление связи от одного элемента к другому).
Способ связи. Каким образом, с помощью каких приемов, методов труда (связь в процессах труда), средств и способов перемещения (вещественные связи), передач (энергетические и информационные связи), механизмов оплаты труда и хозрасчетных отношений (экономические связи), социальных связей и др. будет осуществляться связь между элементами. Эти условия имеют решающее значение как для обеспечения эффективности связи, т. е. результативности ее влияния на конечные выходы системы, так и для ее стоимости, т. е. затрат на реализацию процесса связи. При проектировании они находят свое отражение в конкретных технических проектах способов перемещения, коммуникаций, в технологических картах организации трудового процесса, а также в инструкциях, положениях, стандартах и других регламентирующих документах. Основной смысл регламентируемого параметра в ответе на вопросы: как, каким образом, каким способом осуществляется связь между элементами системы?
Пример использования указанных параметров при организационном проектировании представлен в табл. 17.1.
Таким образом, организационное проектирование состоит в регламентации ряда условий (параметров связи) путем последовательного прохождение шести этапов:
1) субъект и объект связи; 2) содержание, состав связи; 3) объем; 4) время; 5) пространство; 6) способ связи.
При переходе от единичного процесса связи между двумя элементами к сколько угоднЪ большему количеству связей и элементов набор основных условий и последовательность этапов принципиально не меняется, так как любое множество элементов можно свести к их попарному анализу. Усложняется и становится более трудоемким лишь сам процесс анализа и проектирования.
Организационное проектирование предполагает:
определение оптимального состава элементов системы, рационализацию их связей в количественных и качественных отношениях и размещение в производстве;
разработку регламента организационных процессов, происходящих в производственной системе;
разработку нормативной базы организации производства для конкретных систем (подсистем, элементов);
определение информационных взаимосвязей и потоков элементов системы, формирования информационного обеспечения и документооборота;
установление хозрасчетных отношений между подразделениями производственной системы предприятия.
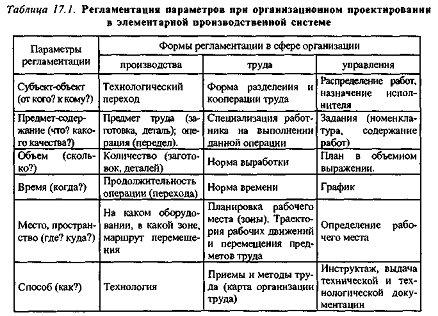
Проектирование организации производства состоит из следующих стадий:
предпроектная подготовка;
технический проект;
рабочий проект;
внедрение.
На стадии предпроектной подготовки осуществляется разработка общей концепции организации производства, осуществляется комплексное обследование объекта проектирования, разрабатывается технико- экономическое обоснование организационного проекта, формулируется и утверждается техническое задание на проектирование.
Стадия технического проекта предполагает разработку основных положений системы организации производства, принципов ее функционирования, методов сопряжения с другими подсистемами, принятие решений по информационному обеспечению и системе документооборота.
На стадии рабочего проекта разрабатывается комплекс рабочей документации: структурные схемы; организационно-плановые расчеты; нормативная и информационная база; должностные инструкции и положения; стандарты; программное обеспечение и т. п.
Стадия внедрения включает обучение и психологическую подготовку персонала, введение в действие новых инструкций и положений, перестройку производственной и управленческой структуры, внедрение новых систем оплаты и стимулирования работников и т. д.
На малых и средних предприятиях, особенно при использовании типовых проектов, вторая и третья стадии объединяются в одну — технорабочий проект.
Результатом проектирования организации производства является организационный проект.
Организационный проект — это комплект проектной документации, регламентирующий совокупность организации производства, труда и управления, разработанный на базе достижений науки и передового опыта с учетом требований, предъявляемых к производственной системе, и обеспечивающий ее эффективное функционирование.
Оргпроекты могут быть представлены по-разному, в зависимости от целей представления. Так, для анализа и изучения объекта проектирования используются разнообразные варианты его структурирования; представление для целей исследований связано со спектром средств моделирования — математические и имитационные модели, машинная графика и компьютерная анимация, мультимедиа и виртуальная реальность. Описание проекта для производственных целей (технологических линий и модулей с цифровым управлением) представлено чертежами и программами на различных носителях. Цели документирования для этапов жизненного цикла объекта представлены тестами, графикой, гипертекстами.
При разработке конкретного оргпроекта требуется участие специалистов разного профиля, е также разных функциональных служб и звеньев управления. Разделение труда между ними может носить предметный характер, т. е. каждый участник разрабатывает часть проекта, близкую ему по роду деятельности, функциям или специальности. Например, технико- технологические связи — технологи, санитарно-гигиенические условия, режимы труда, отдыха — физиологи, нормирование — трудовики и т. д.
Необходимо спланировать всю работу по оргпроектированию с указанием сроков и ответственных по каждой ее части, которую можно проконтролировать, или по каждой контролируемой операции (выдача информации, подготовка проекта решения, утверждения проекта и т. п.).
В состав организационного проекта могут входить:
общесистемные сводные данные: структуры, схемы, модели и т. п.;
организационные решения, относящиеся к формированию функциональных подсистем: технической подготовки производства, материально-технического обеспечения, логистической, складской, службы сбыта, оперативно-производственного планирования и т. д.;
организационные решения по элементам производственного процесса: функционирование орудий труда, движение предметов труда, организация труда работников, интеграция элементов производства в единый процесс;
организационные проекты подразделений предприятия — цехов, участков, служб, рабочих мест, автоматических и поточных линий;
решения по установлению экономических отношений в процессе производства — формирования различных форм внутрипроизводственных хозрасчетных отношений, систем оплаты труда и стимулирования работников.
На фоне исключительной важности проектирования организации производства знаний об этом процессе сегодня явно недостаточно для его высокоэффективной организации. Именно по этой причине отсутствует полное формальное описание процесса, без чах» в свою очередь невозможна его эффективная компьютеризация и практическая реализация.
Определенный опыт организационного проектирования был накоплен на Волжском автомобильном заводе. При строительстве завода на основе полученной лицензии от итальянской фирмы «ФИАТ» была использована ее документация и разработан организационный проект применительно к конкретным условиям производства. Это позволило не только быстро освоить производственные мощности, но и создать высокоэффективное производство.
В состав оргпроекта «АвтоВАЗа» включались разделы:
1. Общая характеристика организационной системы.
Организация основного производства.
Организация МТО, сбыта, складского хозяйства.
Организация технического обслуживания и ремонта оборудования.
Организация инструментального хозяйства.
Организация технической подготовки производства.
Организация технического контроля и управления качеством продукции.
Организация капитального строительства.
Организация работы с кадрами.
Организация экономической работы.
Организация хозяйственного обслуживания и делопроизводства.
Документооборот и нормативная база организационного проекта.
Информационное, техническое и математическое обеспечение организационного проекта.
Организация социального развития коллектива.
Организация обслуживания продукции у потребителя (сервис).
Организация процесса освоения вновь вводимого предприятия как производственной системы.
Однако состав и содержание проектов может быть различным для конкретного предприятия в зависимости от его специфики и целей организационного проектирования.
Организационное проектирование на действующих предприятиях в процессе рационализации действующих производственных систем отличается от проектирования новых производственных систем и предполагает по существу разработку мероприятий организационного совершенствования и всех сопутствующих регламентирующих и методических документов.
Организационное проектирование предполагает анализ научных достижений и передового опыта в данной области, использование имеющихся эталонов и типовых решений (проектов). При типовом проекте создаваемая система разбивается на составляющие компоненты (организационные модули). Для каждого из них разрабатываются законченные проектные решения.
Модуль, являющийся локальной частью системы, выступает в качестве типизируемого элемента. Разработанные для каждого модуля единичные решения компонуют оргпроект системы с тем расчетом, чтобы с некоторыми модификациями затем использоваться для проектирования любой производственной системы.
Модульный способ лежит в основе САПР (системе автоматизированного проектирования). В соответствии с ГОСТ 23501.101-87 «САПР — организационно-техническая система, состоящая из комплекса средств автоматизации проектирования, взаимосвязанного с подразделениями проектной организации, и выполняющая автоматизированное проектирование». При САПР процесс организационного проектирования рассматривается с системных пфиций с применением компьютера. В роли САПР выступают пакеты самого разного назначения: машинной графики, математического моделирования, расчетов, оптимизации, конструкторские базы данных, компиляторы с языков описания изделий и др.
Развитие САПР в основном идет по экстенсивному пути: сплошная компьютеризация составляющих его задач, комплектование задач в разделы проектирования (функциональные модули), интеграция разделов в среду проектирования.
Существующие ограничения на организацию взаимодействия интегрированных программных средств преодолеваются способом их разработки (объектно ориентированные технологии), мощностью аппаратного обеспечения и международными стандартами на передачу данных об объекте проектирования.
Примерами таких САПР могут служить CADDS 51 фирмы COMPUTER VISION (США) и EUQLID. Их достоинствами являются:
открытость, допускающая адаптацию пользователям возможностей системы для собственной среды проектирования и собственных разработок;
разрыв связи функционального наполнения системы с конкретным объектом проектирования;
интегрируемость в CIM (Computer Integrated Manufacturing) — компьютеризованный производственный цикл, связывающий между собой системы проектирования, технологической подготовки производства и контроля качества продукции любого назначения;
гарантии совместимости (интерфейс высокого уровня) прикладных программ пользователя с будущими изменениями программного и аппаратного обеспечения ядра.
Вместе с тем САПР недостаточно эффективны, функционально неполны, нетехнологичны в эксплуатации, имеют ограниченную степень интеграции и мобильности программных средств, быстро устаревают морально.
Подключение к САПР компьютеров сейчас позволяет решать целый ряд задач: расчеты, подготовка технологической документации, цифровое моделирование, оптимизация и др.
Продолжение компьютеризации проектирования требует слияния «остравков» автоматизации и полной передачи функций диспетчеризации и управления решением задач компьютеру.
17.2. ВНУТРИПРОИЗВОДСТВЕННЫЕ РЕЗЕРВЫ, ИХ СУЩНОСТЬ И КЛАССИФИКАЦИЯ
Переход экономики на рыночные отношения делает объективно необходимым изыскание на предприятиях внутрипроизводственных резервов повышения эффективности производства.
Под внутрипроизводственными резервами понимают возможности улучшения использования ресурсов предприятия (материально-технических, энергетических, финансовых, рабочей силы) в результате совершенствования техники, технологии, организации труда, производства и управления.
По методам реализации различают технические и организационные резервы.
Технические связаны с повышением технологичности, снижением материалоемкости и трудоемкости готового продукта за счет технических усовершенствований.
Организационные связаны с совершенствованием структуры управления, применением более прогрессивных форм организации труда и производства.
Организационные резервы тесно связаны с научно-техническим и социальным развитием предприятия. Процессы обновления техники, технологии производства, выпускаемых изделий и улучшения их качества должны стать регулярными, а наряду с ними и процессы изыскания организационных резервов, обеспечивающих адаптацию производства к внутренним и внешним изменениям.
По времени мобилизации внутрипроизводственные резервы классифицируются на текущие и перспективные.
К текущим относятся такие резервы, которые не требуют значительных капиталовложений и могут быть использованы в ближайшем плановом периоде, к перспективным — которые требуют больших капиталовложений и могут быть использованы в перспективе.
В зависимости от характера ресурсов, использование которых намечается улучшить, различают резервы:
использования орудий и средств труда (возможности более полной загрузки оборудования по времени и мощности, сокращения времени его пребывания в ремонте, рационального использования инструмента и оснастки и т. д.);
экономии предметов труда (возможности безотходного и комплексного использования сырья и материалов, их рационального выбора, использования отходов, усиления режима экономии топливно-энергетических ресурсов, пересмотра нормативной базы и т. д.);
экономии рабочего времени (возможности более полной разгрузки работников, сокращения потерь и непроизводительных затрат рабочего времени, измерение структуры кадров и т. д.);
готового продукта (возможности улучшения технологических и потребительских свойств, повышение долговечности и надежности изделий, снижение брака, использование требований международных стандартов и т. д.);
общепроизводственные: связанные с организацией производственного процесса (сокращение длительности производственного цикла, размеров незавершенного производства, запасов материалов, топлива и готовой продукции), а также неиспользованные возможности сокращения сроков технической подготовки производства и освоения новых видов продукции.
Выявление организационных резервов должно:
обеспечивать пересмотр и уточнение норм, на базе которых производятся расчеты основных показателей работы предприятия;
дать качественную и количественную характеристику выявленных резервов;
выявить организационные нововведения и разработать организационно-технические мероприятия, направленные на использование выявленных резервов.
Результаты анализа организационных резервов должны давать наиболее полную и системную ориентацию всех звеньев производства на максимизацию конечных результатов деятельности предприятия.
17.3. ОРГАНИЗАЦИОННОЕ СОВЕРШЕНСТВОВАНИЕ ПРОИЗВОДСТВЕННЫХ СИСТЕМ
Задачи непрерывного повышения эффективности производства, необходимость приспособления производственной системы к изменениям во внешней среде становятся особенно острыми побудительными причинами организационного совершенствования предприятий.
В производственной системе организационная деятельность охватывает три взаимосвязанные сферы: организацию производства, организацию труда и организацию управления. Они же являются основными направлениями организационного совершенствования (ОС) производственной системы.
Взаимосвязь и взаимообусловленность всех трех сфер организационного совершенствования производственной системы проявляют себя как объективная закономерность. Конструктивные изменения в структуре связей, проводимые в одной из них, под влиянием научно-технического и социально-экономического прогресса или в целях развития самой системы закономерно требуют соответствующих усовершенствований в ряде других. Это одно из принципиальных положений системного подхода к организации производства.
Организационное совершенствование так или иначе затрагивает интересы человека на производстве, влияет на содержательность, привлекательность и условия труда, моральную и материальную удовлетворенность им, т. е. является важной предпосылкой активизации человеческого фактора и социального развития коллектива.
Организационная деятельность на предприятии направлена на ликвидацию как сложившегося, так и постоянно вновь возникающего несоответствия между техникой и человеком в частично изменяющихся производственных условиях, например при внедрении новой техники (особенно при использовании промышленных роботов, создании ГАПов и т. п.), применении многостаночного обслуживания, совмещении профессий, повышении квалификации рабочих и внедрении других мероприятий плана социального развития коллектива предприятия, совершенствования хозрасчета и др., т. е. в условиях реализации всех направлений социально-экономического развития предприятия.
Ускорение научно-технического прогресса с наибольшей отдачей может быть обеспечено, если внедрение новой техники и прогрессивной технологии будет сопровождаться совершенствованием, а подчас и коренной ломкой сложившейся организации труда, производства и управления. Так, повышение эффективности использования высокопроизводительного специализированного и специального оборудования в условиях единичного и мелкосерийного производства стало возможным только с применением такой прогрессивной формы организации производства, как групповая обработка.
При внедрении гибких автоматизированных производственных комплексов и систем происходят важные и значительные изменения в организации производства, труда, управления. Именно ГАПы позволяют на практике реализовать гибкую (переменную) структуру организации и управления производством, размещения оборудования и технологической подготовки производства. В этих условиях созд аются реальные предпосылки д ля высокоэффективного функционирования АСУП, систем автоматизированного проектирования (САПР) выпускаемых изделий, технологий и подготовки производства, программного обеспечения производства.
Все это диктует необходимость одновременного, взаимоувязанного проектирования и совершенствования техники, технологии, организации производства, труда и управления и их регламентации.
Разработка и внедрение типовых проектов организации труда на участках и в цехах включает совокупность многих организационных вопросов, что определяет состав и объем деятельности по оргразвитию,

например проектирование производственной структуры участка или цеха, их организационно-технологическая планировка с обозначением границ рабочих мест, проходов, проездов, мест складирования и маршрутов движения предметов труда, готовой продукции и отходов производства, обслуживающего персонала, системы обслуживания рабочих мест участка или цеха и регламентация работы обслуживающего и обеспечивающего производства и др.
Таким образом, на предприятии возникает огромный объем специфической, сложной и трудоемкой работы, направленной на организационное совершенствование предприятия (рис. 17.1).
В процессе организационного совершенствования решаются следующие группы задач:
организация того или иного процесса, его исполнения;
регулирование;
рационализация, совершенствование, перестройка и развитие системы;
проектирование новых систем.
Блок-схема организационного совершенствования представлена на рис. 17,2.
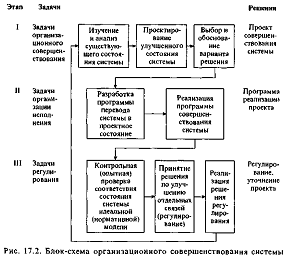
Решению задач организационного совершенствования помогает применение целевых комплексных программ (ЦКП) как эффективного метода планирования и управления производственными системами. ЦКП дает возможность реализовать системный подход при решении проблем организационного совершенствования и таким образом осуществить взаимоувязку и согласование целей развития отдельных частей и подсистем производственной системы.
Логически иерархия степени детализации решений выстраивается по следующим признакам (сверху вниз): цели, направления достижения поставленных целей, пути решения конкретной задачи, проекты решения, мероприятия (меры) действия, поведение работника.
Всякое организационное совершенствование (ОС) на предприятии начинает свою жизнь как нововведение и заканчивает как устаревшая организационная форма, порождающая новые проблемы и требующая дальнейшего совершенствования. Жизненный цикл организационного совершенствования (ЖЦОС) включает ряд этапов (рис. 17.3).
По составу и содержанию этапов этот цикл, разумеется, будет неодинаков для систем различного уровня (предприятия, цех, участок, бригада).
На этапе 1 ЖЦОС исследуется фактическое организационное состояние системы, результатом которого является выявление проблем и определение целей организационного совершенствования. Здесь осуществляется анализ организационного состояния объекта в совокупности с влияющими на него факторами внешней среды. Особенно следует выделить состояние на входе и выходе системы (подсистемы). Для оценки внутреннего организационного состояния системы может быть использована методика оценки уровня организации производства, рассмотренная в п. 17.5. В несоответствии внутреннего состояния системы внешним связям и задачам ее функционирования обычно усматривают проблему, требующую организационного решения. На основе выяснения проблемы формируется цель организационного совершенствования.
Для выявления проблем целесообразно проводить комплексную аттестацию рабочих мест, участков, цехов, служб, бригад по всем направлениям: технический уровень, организационный уровень, условия труда и др. Таким образом, уже на исследовательской стадии можно установить связи, с одной стороны, между организационными и техническими уровнями системы, с другой — между организационными и социальными условиями. В свою очередь это дает основание заложить необходимые системные связи при формировании ЦКП организационного развития и на стадии разработки отдельных ОС.
На этапе II осуществляется организационное проектирование, т. е. сама разработка мероприятий организационного совершенствования и всех сопутствующих регламентирующих и методических документов. В ЦКП необходимо спланировать всю работу по оргпроектированию
ОС с указанием сроков и ответственных по каждой ее части, которую можно проконтролировать по каждой операции (выдача информации, подготовка проекта решения, утверждение проекта и т. п.).
Необходимость этапа III — опытного внедрения организационного совершенствования — определяется степенью его новизны.
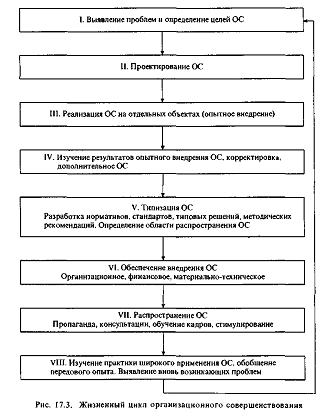
Эксперимент проводится в том случае, если предлагаемое решение является принципиально новым либо если необходимо выяснить, насколько решение окажется применимым или эффективным в новых, специфических условиях данного объекта.
На этапе IV изучаются экономические результаты организационного эксперимента. Кроме того, необходимо проводить социологические исследования для выяснения отношения работников к нововведению. С учетом этого вносятся соответствующие коррективы в оргпроект организационного совершенствования.
Этап V — типизация ОС и определение области распространения. Нововведения на предприятии часто внедряются по результатам эксперимента, проведенного на другом предприятии или в порядке распространения передового опыта. При этом делается попытка использовать чужой опыт без учета специфических условий его зарождения. Вместе с тем важное значение имеют отраслевая, технологическая специфика, региональные, национальные особенности, половозрастная структура коллектива, профессиональная культура, квалификация кадров и многое другое. Все это необходимо тщательно изучать и учитывать при типизации ОС и определении области его распространения.
На стадии применения типового решения необходимо осуществлять его привязку к условиям и особенностям данного предприятия.
При отсутствии необходимости или возможности проводить эксперименты этап IIIЖЦОС совмещается с этапом VI — обеспечение внедрения ОС. Этапы IV и V в этом случае совмещаются с этапом П.
Обеспечение внедрения ОС включает проведение работ по организационному, материально-техническому и финансовому обеспечению ОС. Все эти работы нужно запланировать в ЦКП и предусмотреть при расчете трудоемкости и определении сроков исполнения в соответствующих графиках. Организационное обеспечение внедрения ОС включает распределение функций и назначение исполнителей и ответственных.
Этап VII включает проведение мероприятий, направленных на адаптацию организационного нововведения в системе: пропаганда, разъяснительная работа, обучение кадров и т. п. Мероприятия, направляющие и стимулирующие позитивные процессы самоорганизации, должны быть заложены в самом проекте ОС. Их необходимо выделить и зафиксировать в ЦКП с указанием исполнителей, ответственных за разработку положений, стимулирующих механизмов и т. п., сроков введения и области распространения.
Этап VIII ЖЦОС предполагает изучение практики применения ОС, обобщение опыта и выявление новых проблем. Прежде всего он необходим для осуществления функций контроля и регулирования при управлении программой. Кроме того, в ходе реализации программы на основе изучения и обобщения опыта применения отдельных ОС вносятся соответствующие уточнения и дополнения в ЦКП. Этот механизм обратной связи должен быть регламентирован программой, обусловлен сроками и ресурсами.
Таким образом, ЦКП является организующим и координирующим механизмом при проведении всех работ ЖЦОС. Наряду с этим ЦКП устанавливает и обеспечивает связи между отдельными ОС и мероприятиями сообразно тому, как обеспечиваются связи между отдельными элементами системы.
17.4. СИСТЕМНЫЙ АНАЛИЗ ОРГАНИЗАЦИОННОГО СОСТОЯНИЯ ПРОИЗВОДСТВЕННОЙ СИСТЕМЫ
Анализ организационного состояния системы прежде всего состоит в оценке того, насколько оно соответствует текущим и перспективным задачам и условиям ее функционирования.
Системный анализ представляет собой совокупность приемов и методов исследования некоторого объекта как определенной системы, имеющей как внутренние, так и внешние многообразные связи с другими окружающими объектами. При этом важно определить объект и границы исследования, выделить внутренние и внешние структуры и связи между ними. Системный подход требует взаимосвязанности планирования организационного развития производственной системы с ее научно- техническим и социально-экономическим развитием.
Взаимосвязанность в развитии должна быть обеспечена и в основных сферах организационной деятельности: организации производства, труда и управления. Возникает таким образом задача комплексного развития производства в целом. Она может быть решена на основе взаимоувязки и согласования целей развития отдельных частей и подсистем производственной системы. А для реализации комплекса взаимоувязанных целей должен быть разработан и осуществлен увязанный по ресурсам, исполнителям и срокам завершения комплекс планируемых мероприятий различного характера (организационных, научно- технических, социально-экономических и др.).
Системный подход реализуется с помощью целевых комплексных программ (ЦПК), обеспечивающих комплексное решение проблемы организационного развития на основе установления связей между процессами организационного совершенствования в сфере организации производства, труда и управления. Благодаря этому появляется возможность еще на стадии планирования, а затем и на стадии реализации обеспечивать взаимоувязанность, согласование и синхронизацию этих организационных процессов.
Наряду с внешними связями целеполагания и внутренними связями согласования организация развития с помощью ЦКП предусматривает также установление обеспечивающих связей: научно-методических, нормативных, проектных, информационных, материальных, финансовых и др. ЦКП включает соответствующие разделы, в которых обозначены по каждой целевой программе или мероприятию (комплексу мероприятий) источники (субъекты) того или иного вида обеспечения, объемы, сроки, ответственные и т. п.
Таким образом, появляется возможность управлять процессами обеспечения реализации мероприятий организационного совершенствования системы. Это не только повышает реальную осуществимость планов организационного развития, но и делает их более обоснованными как в части объектов, так и в части сроков реализации, а стало быть, и в части ожидаемых результатов.
Системный анализ исследует систему, во-первых, как «черный ящик» и направлен на изучение выходов системы под влиянием изменений, происходящих на ее входе. Так анализируются общие показатели функционирования любой экономической системы под влиянием внешних факторов и предпринимаемых управленческих воздействий. Во- вторых, система исследуется как процесс. При этом объект анализа — внутрисистемные связи (в том числе выходы и входы внутрисистемных элементов). Именно это дает возможность улучшать организационное состояние системы, а в сочетании с первым—делать выводы о влиянии организационных воздействий на совокупные выходы системы.
Представление об организации как о состоянии системы в виде определенной структуры связей и способов их реализации позволяет применять для ее исследования методы структурного и структурно-функ- ционального анализа. Структурный анализ предполагает возможность не только декомпозиции системы, но и изучение процесса ее формирования (как целого из ее частей) посредством целесообразных связей.
Переход от структуры к способам связи позволяет применять приемы функционально-стоимостного анализа.
Представление об организации как о процессе установления и обеспечения связей дает возможность широко использовать при ее анализе различного рода графоаналитические, формально-логические методы, представить решаемую организационную задачу в более структурированном виде и на этой основе применять математическое или имитационное моделирование.
Системный подход позволяет локализовать анализ ситуации в пределах отдельно взятой системы. Это значит, что по отношению к ней все смежные и общая система, в которую она входит как элемент, могут рассматриваться как внешняя среда. Влияние последней на данную систему рассматривается в виде ограничений и связей.
Первоначально при системном анализе выявляются объекты, свойства и связи системы, которые не соответствуют цели системного процесса или недостаточно эффективно обеспечивают ее достижение. Необходимо учитывать, что может быть и отсутствие необходимого элемента, свойства или связи.
В ходе анализа следует получить ответы на такие вопросы: где «узкое» место? есть ли резервы? Ответы на них можно получить на основе анализа технико-экономических показателей деятельности предприятия (цеха, участка, бригад), графика ритмичности производства, балансов рабочего времени, данных о текучести кадров и т. д.
Далее проводится исследование или дальнейшее изучение системы по заданным направлениям. Этот процесс состоит в последовательной оценке отдельных элементов, свойств и связей системы с позиции того, как они влияют на результат процесса. Приемы такой оценки могут быть различными для разного рода задач. Например, используя приемы функционально-стоимостного анализа, элемент системы или связь можно оценить по следующим вопросам:
Для чего он (она)?(Их функции в системном процессе.)
Велики ли затраты па него (на иее)1
Нельзя ли эту функцию выполнить с меньшими затратами, используя другой элемент или другую связь?
Нельзя ли вообще обойтись без выполнения этой функции без ущерба для системного процесса? (Обходной маневр).
Обеспечивает ли данный набор входящих в систему элементов и связей между ними достаточную полноту и законченность?
В практике решения организационных задач наиболее распространен нормативный подход, когда оценка отдельных объектов, свойств (параметров) и связей системы ведется на основе сравнения их с установленными нормативами, типовыми решениями, этапами. При этом успех решения зависит от прогрессивности и научно-технического уровня нормативов.
Вслед за анализом системы наступает процесс проектирования более эффективного варианта ее организации. Он выражается в исключении, замене или дополнении отдельных элементов и связей в системе, что могло бы обеспечить желаемый выход. В этом и состоит смысл направленного совершенствования системы. Этим, в частности, и отличается процесс организационного проектирования в действующей системе от создания новой системы.
Так как проектирование желаемого состояния системы ведется посредством изучения ее объектов, их свойств и связей, то и требования формируются в терминах системных объектов, свойств и связей. Речь идет прежде всего о качественной оценке проектируемого варианта. Выбор принимаемого решения ведется путем последовательной оценки каждого из предлагаемых вариантов в зависимости от того, насколько он устраивает или учитывает проблему, обеспечивает достижение цели и отвечает каждому из предъявляемых требований. Требования, предъявляемые к системе, могут быть не равнозначны. Поэтому там, где это возможно, необходимо их ранжировать, т. е. записывать по степени важности. Важность того или иного требования определяется по его значимости для достижения цели.
Точная ранжировка требований рациональной организации по их значимости существенна при отборе лучшего варианта решения.
Найти оптимальный вариант, обеспечивающий максимальное значение критерия эффективности при минимально возможных затратах, еще не значит решить проблему. Для принятия реально осуществимого решения необходимо изучить информацию о ресурсах, необходимых для его реализации.
Анализ ресурсов может привести к выводу о невыполнимости данного варианта решения имеющимися средствами, людскими ресурсами и в заданный срок. В этом случае в принимаемый вариант вносятся различного рода коррективы, которые могут привести к некоторому снижению критерия эффективности, хотя делают решение реально осуществимым.
17.5. ОЦЕНКА ОРГАНИЗАЦИОННОГО УРОВНЯ ПРОИЗВОДСТВА
Для оценки внутреннего состояния производственной системы могут быть использованы различные методы и методики оценки организационного уровня производства (ОУ). ОУ — зто относительная характеристика организации производства, труда и управления, основанная на сопоставлении значений показателей организационного развития производства с соответствующими базовыми значениями. В качестве базового значения может быть плановая (нормативная) величина, мировое достижение, целевая установка на превышение мировых достижений. Для выравнивания организационного уровня всех подразделений предприятия ориентируются на подразделения, достигшие наивысшего организационного уровня.
При оценке ОУ определяется степень приближения к наилучшим (предельным) значениям конкретных показателей.
Выделяют целый ряд показателей, характеризующих ту или иную сторону организации производства:
♦ коэффициент использования производственной мощности; . _ коэффициент экстенсивного и интенсивного использования оборудования;
коэффициент сменности работы оборудования;
коэффициент сопряженности агрегатов, цехов, участков;
коэффициент пропускной способности оборудования;
коэффициент ритмичности;
коэффициент непрерывности, пропорциональности, параллельности;
коэффициент предметной, подетальной и технологической специализации;
коэффициент специализации рабочих мест;
коэффициент рациональности движения предметов труда;
коэффициенты, характеризующие организацию технической подготовки производства (комплексности, совмещения и т. д.);
коэффициенты, характеризующие организацию технического обслуживания производства, например коэффициент централизации работ (услуг), характеризующий общий уровень централизации всех видов вспомогательных работ на предприятии (ремонтных, транспортных и т. п.);
коэффициент длительности ремонтного обслуживания.
Коэффициент рациональности движения предметов труда Ки может
рассчитываться в зависимости от особенностей производства (построения производственных процессов, характера движения предметов труда, поточности производства и т. п.) несколькими различными способами:
а) на основе данных об общем объеме работ (производства) и объеме работ, выполняемых в условиях поточного производства:
где
V— объем работ (продукции, операции),
выполняемых на поточных линиях (на
конвейерах, механизированных,
автоматизированных и автоматических
линиях) в соответствующих единицах
измерения (натуральных, стоимостных,
трудовых) в данном подразделении (на
участке, в цехе);
![]() —
общий объем работ (продукции), выполняемых
в одном подразделении поточными и
обычными методами, в соответствующих
(сопоставимых) единицах измерения;
—
общий объем работ (продукции), выполняемых
в одном подразделении поточными и
обычными методами, в соответствующих
(сопоставимых) единицах измерения;
б) на основе данных об оптимальной и фактической протяжности маршрутов движения предметов труда (деталей, узлов, изделий) и продолжительности времени их пролеживания в общем производственном процессе (цикле):
![]()
где 1о> lф — оптимальная (проектная, нормативная) и кратчайшая фактическая продолжительность маршрутов движения предметов труда в данном производственном подразделении соответственно, м; to, гф — оптимальное (минимальное) и фактическое время пролеживания предметов труда в производственном цикле соответственно, мин, ч;
в) на основе данных о продолжительности производственного цикла изготовления изделия (продукции) в данном подразделении:
![]()
где T — средняя нормативная (оптимальная) продолжительность производственного цикла по данному изделию (группе изделий), мин, ч; Tф — средняя фактическая продолжительность производственного цикла изготовления данного изделия (или группы), мин, ч;
г) на основе данных о величине незавершенного производства и заказов сырья и материалов на данном предприятии, в цехе, на участке:

где Ни — минимально необходимый (нормативный) размер НЗП и нормативный запас сырья и материалов в данном подразделении в соответствующих единицах измерения (натуральные, ч, р.); Нф — фактическая величина НЗП и нормируемых запасов сырья и материалов в данном подразделении в сопоставимых единицах измерения.
Коэффициент длительности ремонтного обслуживания Кр определяется по формуле
где Дш, Д — плановая и фактическая продолжительность i-го ремонта (модернизации) объекта в календарных днях; i = 1, ..., n — число видов ремонтного обслуживания данного объекта.
Основные показатели, характеризующие организацию производства, рассмотрены в соответствующих разделах данной дисциплины.
Для комплексной организационной характеристики производственной системы (предприятия, цеха, участка, линии, службы, бригады и т. п.) система показателей, характеризующих организацию производства, дополняется системой показателей, характеризующих организацию труда, и системой показателей, характеризующих организацию управления.
Оценка состояния организационного уровня производства заключается в определении различий между фактическим и желаемым (оптимальным) его уровнем. Такое сопоставление производится по всем показателям ОУ. Определяются относительные показатели организационного уровня Д дифференциальным методом по формуле
![]()
где P. — значение i-го показателя ОУ; Pjh — плановое (нормативное) значение i-го показателя ОУ.
Если показателей, по которым оценивается организационный уровень, много, используют обобщающий метод на основе определения обобщающего показателя ОУ Ко6о6ш по формуле
где Д. — относительный показатель ОУ; i - 1, ..., п — количество относительных показателей.
Используется и смешанный метод, т. е. сочетание дифференцируемого и обобщающего методов, когда отдельные важные показатели ОУ не объединяют в группы, а используют их в дальнейшем анализе индивидуально.
В соответствии с Методическими основами, разработанными НИИ труда, определяется уровень организации производства и общий организационный уровень предприятия. Уровень организации производства Уо и рассчитывается на основе частных аналитических коэффициентов по следующей формуле:
где kt, kv .-.,кп — фактические значения частных аналитических коэффициентов, характеризующих состояние организации производства в различных подразделениях предприятия или по предприятию в целом.
Общий организационный уровень предприятия У является обобщающим (интегральным) показателем. Он определяется как количественная оценка уровня организации производства, труда и управления и является средневзвешенной величиной:

где Уо т, Уо — показатели уровня организации труда и управления; P1 P2 Р3 — численность промышленно-производственного персонала предприятия, рабочих и аппарата управления соответственно, чел.
Об организационном совершенствовании производства судят также по показателю надежности организации производства (на участке, в цехах, на технологической линии), под которой понимается вероятность относительно устойчивого функционирования системы (т. е. получение относительно устойчивого выхода продукции) в заданный (планируемый) промежуток времени (сутки, месяц, год).
Надежность Р может быть определена по формуле
![]()
где Ф — время устойчивого функционирования системы; Фд — плановый действительный фонд времени работы системы.
Если известна часовая производительность системы или показатель ее выхода за 1 ч бесперебойной работы q, то надежность системы можно рассчитать по формуле
где Qo — ожидаемый выход системы; Qu — потенциальный выход системы.
Ожидаемый, или реально возможный, выход при данном уровне организации системы будет равен:

На практике возникает определенная вероятность обрывов организационных связей, выражающихся в простоях, потерях рабочего времени, которые находят свое отражение в уменьшении проектного выхода системы на определенную величину потерь по организационно-техническим причинам По:
![]()
Чем больше Q будет приближаться к Qu, тем выше эффект организации.
На практике оперируют показателем фактического выхода системы Qф- Используя его, определяют фактическую производительность qф:

Данный показатель по существу содержит в себе все потери, связанные с организационным несовершенством системы.
Для современного производства характерно широкое применение механизированных и автоматизированных систем, погрузочно-разгрузочных устройств, роботов. Это вызвано, с одной стороны, стремлением к снижению затрат труда и сокращению ручного и тяжелого физического труда, что имеет большое социальное значение, а с другой — стремлением решить организационные проблемы техническим способом по мере усложнения производственных систем, развития структуры внутрисистемных связей и возрастания потерь из-за их ненадежности.
Замена связей, осуществляемых человеком, техническими связями в ряде случает приводит к их удорожанию, но обеспечивает эффективность на выходе системы. Однако экономическую целесообразность того или иного способа связи приходится определять не только на основе отношения затрат к эффекту, полученному на выходе системы, но и на основе их сравнения с возможными потерями из-за ненадежности связи.
17.6. РАЗРАБОТКА ПЛАНА ОРГАНИЗАЦИОННОГО СОВЕРШЕНСТВОВАНИЯ
Планирование на предприятии должно быть нацелено на достижение высоких конечных результатов, поэтому оно обязывает концентрировать ресурсы на важнейших инновационных проектах. В планы предприятий включаются те мероприятия, которые отвечают современному уровню развития науки и превосходят его, обеспечивают резкое повышение эффективности производства. Мероприятия, направленные на организационное совершенствование, в стратегические планы включаются в качестве целевых комплексных программ, а в тактические — в состав плана технического и организационного развития производства. Задача этого плана — обеспечить неуклонное повышение технического уровня производства и выпускаемой продукции, уровня организации производства, труда и управления, улучшение использования материальных и трудовых ресурсов, производственных фондов и мощностей, — и на этой основе обеспечение конкурентоспособность предприятия. План технического и организационного развития производства включает следующие разделы:
создание и освоение новых видов и повышение качества выпускаемой продукции;
внедрение прогрессивной технологии, механизации и автоматизации производства;
совершенствование организации труда;
совершенствование управления и организации производства;
капитальный ремонт и модернизацию основных фондов;
мероприятия по экономии сырья, материалов, топлива, энергии;
научно-исследовательские, опытно-конструкторские работы;
основные технико-экономические показатели уровня производства и выпускаемой продукции.
Тактический план технического и организационного развития производства разрабатывается на основе:
системы государственных прогнозов и программ;
прогнозов научно-технического развития отрасли;
законченных научно-исследовательских работ отраслевых институтов, конструкторских бюро;
стратегического плана предприятия;
результатов анализа организационно-технического уровня производства и выпускаемой продукции данного предприятия по сравнению с отраслью и достижениями науки и техники, в том числе и зарубежного опыта;
анализа финансового состояния предприятия;
материалов аттестации качества продукции на предприятии;
лицензии, патентов, предложений изобретателей и рационализаторов производства, результатов законченных научно-исследовательских работ инженерных служб предприятия.
План технического развития и организации производства разрабатывается в два этапа. На первом этапе проводится технико-эконо- мический анализ организационно-технического уровня производства и выпускаемой продукции, выявляются возможности и пути его повышения. На основании анализа в соответствии со стратегическим планом плановый отдел совместно с другими функциональными отделами и службами разрабатывает задания на год по повышению эффективности производства всеми подразделениями предприятия. Особое внимание при этом уделяется вспомогательному производству (инструментальному, ремонтному, складскому и др.), так как уровень развития его, как правило, ниже уровня развития основного производства.
На втором этапе разрабатываются мероприятия^ взаимосвязанные между собой по целям, ресурсам, срокам, исполнителям, механизмам регулирования, определяются источники финансирования, рассчитывается их экономическая эффективность.
Для разработки тактического плана технического и организационного развития производства приказом директора предприятия назначается общезаводская комиссия под председательством главного инженера.
По цехам и отделам издаются распоряжения об организации комиссий по разработке плана. Возглавляют эти комиссии, как правило, начальники цехов, отделов. В состав комиссий входят технологи, конструкторы, экономисты, мастера, рабочие.
Разработанные комиссиями проекты планов выносятся на рассмотрение ведущих специалистов завода, которые устанавливают их соответствие стратегическим целям, обеспеченность мероприятий финансами, трудовыми и материальными ресурсами. Затем происходит доработка проекта плана по замечаниям ведущих специалистов и представления его на обсуждение технико-экономического совета и совета трудового коллектива предприятия. На последнем этапе план утверждается директором и мероприятия доводятся до конкретных исполнителей.
Ежегодно на предприятии производится комплексное исследование технико-организационного уровня всех подразделений по всем частным показателям за ряд лет, выявляются «узкие» места, принимаются управленческие решения по повышению ТОУ, организуется работа по их выполнению, планируется ускорение научно-технического прогресса.
План технического и организационного развития предприятия является основанием для планирования многих показателей тактического плана (производительности труда, численности персонала, издержек производства и др.). Поэтому разработка плана технического и организационного развития должна опережать разработку других разделов плана.
Увязка плана технического и организационного развития с другими разделами плана осуществляется при помощи показателей, характеризующих экономию трудовых, материальных и финансовых ресурсов, полученную в связи с внедрением организационно-технических мероприятий.
По воем мероприятиям, включаемым в план технического и организационного развития, рассчитываются снижение себестоимости продукции, материальных затрат, трудоемкости, относительное высвобождение численности. Заполняется форма «Сводные технико-экономические результаты от внедрения мероприятий по плану технического и организационного развития», приведенная в табл. 17.2.
17.7. ИСТОЧНИКИ ВОЗНИКНОВЕНИЯ И РАСЧЕТ ЭКОНОМИЧЕСКОГО ЭФФЕКТА ОТ ВНЕДРЕНИЯ ОРГАНИЗАЦИОННО-ТЕХНИЧЕСКИХ МЕРОПРИЯТИЙ
Методы экономического обоснования различных организационно- технических решений, планируемых с целью повышения эффективности производства, базируются на общем подходе: по каждому направлению определяются источники экономического эффекта, рассчитываются количественные составляющие экономического эффекта, определяется влияние каждого мероприятия на важнейшие технико-экономические показатели производственно-хозяйственной деятельности предприятия.
Источники экономического эффекта по отдельным направлениям научно-технического прогресса приведены в табл. 17.3.
По каждому мероприятию, включенному в план, должна определяться экономическая эффективность от внедрения его в производство. В расчетах эффективности определяется влияние внедрения мероприятия на рост объема производства и производительности труда, экономию численности персонала и фойд заработной платы, снижению себестоимости продукции, рост прибыли и рентабельность производства, улучшение использования основных фондов и производственных мощностей, повышение показателей технико-организационного уровня производства и технического уровня выпускаемой продукции.
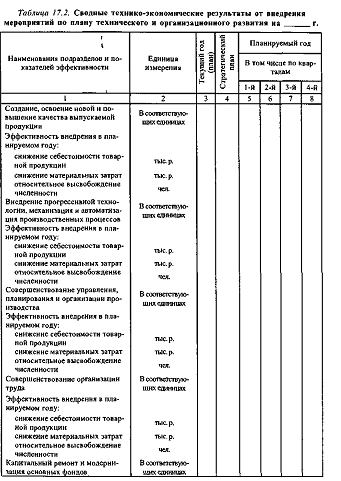
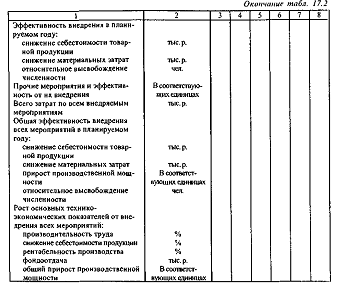
Прирост прибыли в плановом году от производства новой продукции определяется по формуле
![]()
где ∆П — планируемый прирост прибыли в плановом году, р.; Цм, С ш — цена и себестоимость производства единицы новой продукции в плановом году соответственно, р.; Ц6, Сб — цена и себестоимость производства единицы заменяемой продукции в базисном году, предшествующем внедрению новой продукции соответственно, р.; ВП i — объем производства новой продукции в планируемом году; ВП — объем заменяемой продукции в предшествующем году, р.
Планируемое снижение себестоимости от внедрения новой технологии, техники, организации производства и труда, механизации и автоматизации, определяется по формуле

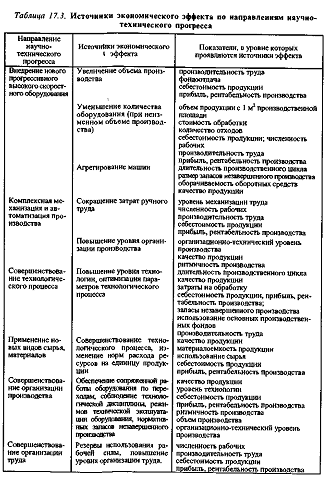
где С и С — себестоимость единицы продукции в плановом году и году, предшествующем внедрению достижений науки и техники, соответственно, р.; ВПпл — объем производства продукции в плановом году, p.; z — число мероприятий.
Если мероприятия внедряются в течение планируемого года, определяется снижение себестоимости (экономия) до конца года ∆С по формуле

где ВП к — объем производства продукции с момента внедрения мероприятия до конца года, р.

где М — число месяцев действия данного мероприятия.
Экономия трудовых ресурсов отражается в изменении нормативов по труду, трудоемкости, представляющих собой снижение затрат труда в человеко-часах или численности работников на единицу продукции.
Планируемое снижение материальных затрат ∆М31ц1 в результате внедрения организационно-технических мероприятий определяется по формуле:
где МЗнл и М36 — материальные затраты на единицу продукции в планируемом году и в году, предшествующем внедрению организационно-технических мероприятий; ВБ — объем производства изделия в планируемом году в натуральных единицах.
Плановое влияние организационно-технических мероприятий на прирост балансовой прибыли предприятия определяется по формуле
где
d—
удельный вес прироста прибыли в
планируемом году за счет
организационно-технических мероприятий
в общем приросте балансовой прибыли
предприятия планируемого года;
![]() —
прирост прибыли от всех
z
мероприятий по плану технического и
организационного развития в планируемом
году, р.; ∆П m
— прирост балансовой прибыли предприятия
в планируемом году, р.
—
прирост прибыли от всех
z
мероприятий по плану технического и
организационного развития в планируемом
году, р.; ∆П m
— прирост балансовой прибыли предприятия
в планируемом году, р.
Плановое влияние мероприятий плана технического и организационного развития (оргтехмероприятий) на рост производительности труда определяется по формуле
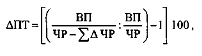
где
∆ПТ — прирост производительности труда
за счет внедрения организационно-технических
мероприятий в планируемом году, %; ВП —
объем товарной продукции предприятия
в предшествующем году, р.; ЧР —
среднесписочная Численность
промышленно-производственного персонала
в предшествующем году, чел.;
![]() — планируемое уменьшение численности
промышленно-производственного персонала
(условное высвобождение численности
работающих) за счет внедрения
организационно-технических мероприятий
в планируемом году, чел.
— планируемое уменьшение численности
промышленно-производственного персонала
(условное высвобождение численности
работающих) за счет внедрения
организационно-технических мероприятий
в планируемом году, чел.
Задания для самостоятельной работы
В чем сущность проектирования организации производства? Какие при этом должны быть регламентированы условия (параметры)?
Какие стадии осуществляются при проектировании организации производства?
Что такое организационный проект? Какие разделы он включает? Как может быть представлен?
Дайте определение понятия «внутрипроизводственные резервы». Как они классифицируются?
Назовите формы деятельности по организационному совершенствованию предприятия на различных этапах его жизненного цикла.
Какие задачи решаются в процессе организационного совершенствования?
Рассмотрите содержательный состав жизненного цикла организационного совершенствования.
Охарактеризуйте целевую комплексную программу как эффективный метод организационного совершенствования.
В чем суть системного анализа организационного состояния производственной системы?
Какими показателями можно охарактеризовать организацию производства?
Рассмотрите содержание плана «Технического и организационного развития» конкретного предприятия. Изучите опыт его разработки.
Тесты
Какой параметр (условие) не регламентируется при проектировании организации производства?
а) отношение зависимости или соподчинен ноет и между элементами системы;
б) содержание, состав » объем связи;
в) продолжительность процесса связи;
г) ритмичность процесса связи;
д) место, направление и способ связи.
Назовите последовательность прохождения этапов организационного проектирования:
а) содержание, состав, объем, время, объект и способ связи;
б) содержание, состав, способ, время, объем и субъект связи;
в) субъект и объект, объем, пространство и время, способ связи;
г) субъект и объект, объем, время, пространство и способ связи.
Соблюдение условия «отношение зависимости влн соподчинениостн между элементами системы» нрн проектировании организации производства определяет:
а) отношение между элементами системы по принципу: кто кому, кто кого, кто от кого, кто за кем;
б) что, какого качества является предметом передачи от одного элемента системы к другому;
в) в какое время, когда, с какой продолжительностью протекает процесс связи между элементами системы;
г) сколько данного предмета связи должно передаться от элемента к элементу системы;
д) каким образом и с помощью каких средств осуществляется связь между элементами системы;
е) где расположены элементы системы, куда направлены связи от одного элемента к другому.
Соблюдение условия «содержание, состав связи» прн проектировании организации производства определяет:
(Варианты ответа см. к тесту 3).
Соблюдение условия «объем (норма) связи» определяет:
(Варианты ответа см. к тесту 3).
Соблюдение условия «время, продолжительность процесса связи» определяет:
(Варианты ответа см. к тесту 3).
Соблюдение условия «пространство, место н направление связи» определяет:
(Варианты ответа см. к тесту 3).
Соблюдение условия «способ связи» определяет:
(Варианты ответа см. к тесту 3).
Технологический переход при проектировании организации производства регламентирует параметр:
а) объем (сколько/у,
б) время (когда?)'.
в) субъект-объект (от кого? к кому'!);
г) предмет-со держание (что/ какого качества?);
д) место, пространство (где?);
е) способ (а-ок/).
Предмет труда определяет параметр:
(Варианты ответа см. к тесту 9).
П. Количество предметов труда устанавливает параметр:
(Варианты ответа см. к тесту 9).
Продолжительность перехода (олерапнн) определяет параметр:
(Варианты ответа см. к тесту 9).
I
Маршрут перемещения предметов труда определяет параметр:
(Варианты ответа см. к тесту 9).
Технология регламентируется параметром:
(Варианты ответа см.,к тесту 9).
Что ие относится к организационному проектированию?
а) определение стратегии организационных процессов, происходящих в производственной системе;
б) определение оптимального состава элементов системы, рационализация их связей в количественных и качественных отношениях и размещении в пространстве;
в) разработку регламента организационных процессов, происходящих в производственной системе;
г) разработку нормативной базы организации производства для конкретных систем;
д) определение информационных взаимосвязей и потоков элементов системы формирования информационного обеспечения и документооборота;
е) установление хозрасчетных отношений между подразделениями производственной системы предприятия.
Проектирование организации производства состоит нз следующих стадий;
а) предпроектная подготовка, технический проект, рабочий проект, внедрение;
б) планирование, технический проект, рабочий проект, внедрение;
в) предпроектная подготовка, планирование, технический проект, рабочий проект, внедрение;
г) предпроектная подготовка, планирование, внедрение;
д) предпроектная подготовка, технический проект, рабочий проект.
Организационный проект — зто разработанный иа базе достижений науки н передового опыта с учетом требований, предъявляемых к производственной системе и обеспечивающий ее эффективное функционирование комплект проектной документации, регламентирующий всю совокупность:
а) организации и планирования производства;
б) организации производства;
в) организации производства, труда и управления;
г) организации труда и производства;
д) организации, планирования и управления производства.
Что не включается в состав организационного проекта?
а) общесистемные сводные данные;
б) решения по установлению плановых заданий подразделения предприятия;
в) организационные решения по элементам производственного процесса;
г) организационные проекты подразделений предприятия;
д) решения по установлению экономических отношений в процессе производства:
е) организационные решения, относящиеся к формированию функциональных подсистем.
Внутрипроизводственные резервы — это:
а) неиспользованные возможности улучшения использования ресурсов предприятия;
б) неиспользованные возможности улучшения использования ресурсов предприятия и их прямые потери;
в) неиспользованные возможности улучшения использования ресурсов предприятия и их основные направления;
г) основные направления совершенствования техники, технологии производства, труда и управления.
По методам реализации внутрипроизводственные резервы классифицируются на:
а) технические и организационные;
б) текущие и перспективные;
в) общепроизводственные, технические и организационные;
г) текущие, перспективные и стратегические.
По времени мобилизации внутрипроизводственные резервы классифицируются и а:
(Варианты ответа см. к тесту 20).
В зависимости от характера ресурсов, использование которых намечается улучшить, различают резервы:
а) использования орудий и средств труда, экономии предметов труда, рабочего времени, готового продукта, общепроизводственные;
б) использования орудий и средств труда; экономии предметов труда, рабочего времени, экономические;
в) использования орудий и средств труда; экономии предметов труда и рабочего времени;
г) использования орудий и средств труда, готового продукта, общепроизводственные и экономические.
Выявление организационных резервов ие должно:
а) давать количественную и качественную характеристику выявленных резервов,
б) обеспечивать пересмотр и уточнение норм;
в) выявлять организационные нововведения;
г) выявлять прямые потери предприятия;
д) разрабатывать организационно-технические мероприятия;
Организационное совершенствование предполагает совершенствование организации:
а) производства;
б) труда;
в) труда и производства;
г) управления;
д) производства и управления;
е) производства, тр^да и управления.
2S. Деятельность по организационному совершенствованию предприятия предполагает:
а) только оргпроектирование;
б) только орграционализацию;
в) только внедреение АСУ;
г) оргпроектирование, орграционализацию и внедрение АСУ;
д) оргпроектирование и орграционализацию.
2Ь. Орглроектнроваине — это деятельность по созданию:
а) организационных отношений в новой социально-экономической системе, а также новых организационных отношений в функционирующей;
б) только организационных отношений в новой социально-экономической системе;
в) только новых организационных отношений в функционирующей социально-экономической системе;
г) организационных отношений в новой социально-экономической системе и внедрению типовых оргпроектов.
Орграционалнзацня — это деятельность по:
а) созданию организационных отношений в новой социально-экономической системе;
б) созданию новых организационных отношений в функционирующей социально-экономической системе;
в) совершенствованию организационных отношений в функционирующей социально-экономической системе;
г) совершенствованию подготовки производства новых видов продукции.
Организационное совершенствование системы решает задаче:
а) только организационного совершенствования;
б) организационного совершенствования и исполнения;
в) организационного совершенствования и регулирования;
г) организационного совершенствования, исполнения и регулирования.
Жизненный цикл организационного совершенствования не включает
этап:
а) выявления проблем и определение целей;
б) проектирования;
в) планирования;
г) обеспечения внедрения;
д) разработки нормативов, методических рекомендаций, типовых решений;
е) распространения ОС.
Организационный уровень производства — это основанная на сопоставлении значений показателей организационного развития производства с существующими базовыми значениями:
а) абсолютная и относительная характеристика организации производства, труда и управления;
б) абсолютная и относительная характеристика организации производства;
в) только относительная характеристика организации производства, труда и управления;
г) только абсолютная характеристика организации производства, труда и управления.
В качестве базового значения при оценке организационного уровня производства не может выступать:
а) плановая величина;
б) нормативная величина;
в) существующее достижение;
г) мировое достижение;
д) целевая установка.
Какой коэффициент ие определяет рациональность движения предметов
труда:
где l — оптимальная (нормативная, проектная) и кратчайшая фактическая продолжительность маршрутов движения предметов труда, м; tt и / — оптимальное и фактическое время пролеживания предметов труда в производственном цикле, мин, ч; T — средняя нормативная и средняя фактическая продолжительность производственного цикла изготовления изделия, мин, ч; Hп и H — минимально необходимая (нормативная) и фактическая величина НВП и запасов сырья и материалов в данном подразделении; V и Vo— объем работ, выполняемых на лоточных линиях и общий объем выполняемых работ.
33.Уровень организации производства рассчитывается по формуле:

где k1, k2,, .... Kn„ — фактические значения частных коэффициентов, характеризующих состояние организации производства.
34. Показатель, надежности организации производства конкретной системы определяется по формуле:

где q — часовая производительность системы.; Ф> — время устойчивого функционирования системы; Фд — плановый действительный фонд времени работы системы; Qn — потенциальный выход системы.
Задача
Задача 17.1. Определить плановый и фактический уровень организации производства и общий организационный уровень предприятия на основе данных табл. 17.1. Разработать мероприятия по повышению уровня организации производства
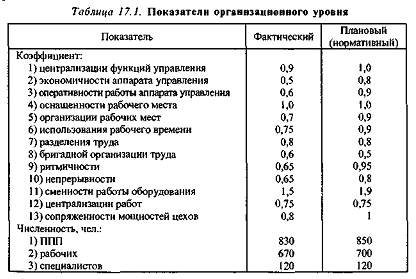
Г л а в а 18 ЗАРУБЕЖНЫЙ ОПЫТ ОРГАНИЗАЦИИ ПРОИЗВОДСТВА
18.1. СИСТЕМА ОРГАНИЗАЦИИ ПРОИЗВОДСТВА КОМПАНИИ «TOYOTA»
Зарубежные фирмы прикладывают все усилия для снижения производственных затрат в соответствии с принципом «снижения затрат путем исключения потерь». Это означает внедрение такой системы организации, которая будет совершенно исключать потери исходя из того, что всякое превышение минимума необходимого оборудования, запасов материалов и комплектующих изделий, а также числа рабочих является источником увеличения издержек.
Ориентация на такую систему, а также на полное использование способностей работающих и благоприятный трудовой климат делает производство высокоэффективным.
Реализуя принцип «сокращение расходов путем полного исключения потерь», «Toyota» особое внимание уделяет методам производства «точно вовремя» и «дзидока». Чтобы иметь эффективную систему производства в автомобильной промышленности, необходимо решить следующие три характерные для этой отрасли проблемы.
Автомобильная промышленность представляет собой вид массового производства, где каждый автомобиль собирается из нескольких тысяч деталей, прошедших большое количество технологических операций. Таким образом, сбой на каком-либо этапе значительно влияет на общий результат,
Существует множество различных моделей автомобилей с многочисленными модификациями, и спрос на каждую модификацию колеблется в значительных пределах.
Каждые несколько лет происходит полное обновление моделей автомобилей и их модификаций, одновременно меняется значительное число комплектующих изделий.
Задачей обычной системы организации производства в этой отрасли является выполнение графика производства. Это достигается благодаря запасам па всех этапах производственного процесса на случай сбоев на любом этапе процесса или изменений потребностей. Однако на практике такая система создает значительную несбалансированность запасов между этапами, что приводит к образованию замороженных запасов. Кроме того, образуется избыток оборудования и рабочей силы, что несовместимо с принципами высокоэффективного производства на предприятии.
Чтобы избежать несбалансированного материального запаса и избытка оборудования и рабочих, создана такая система организации производства, которую можно приспосабливать к колебаниям, происходящим из-за сбоев в производстве или изменений спроса. Целью такой системы организации производства явилось сокращение времени цикла между поступлением материалов и выходом готового автомобиля. Она получила название «точно вовремя».
Система «точно вовремя» — это метод сокращения времени выполнения заказа благодаря постоянной готовности к изменениям, при которых запас не превышает минимума, необходимого для обеспечения непрерывного производственного процесса, Кроме того, этот метод позволяет выявить недостатки или избыток оборудования и рабочей силы. Отсюда вытекает вторая характеристика системы организации производством «Toyota» — полное использование способностей рабочих.
Первым требованием системы производства «точно вовремя» является необходимость информации о том, сколько и каких изделий должно быть изготовлено к определенному времени.
В обычном производстве для этого составляется график производства конечных изделий, даются инструкции применительно к различным операциям. Согласно соответствующим графикам производятся детали по методу «предшествующий участок поставляет детали для последующего». Однако очевидно, что при таком методе организации производства будет чрезвычайно трудно обеспечить производственный процесс, гибко реагирующий на изменения.
В корпорации «Toyota» применяется обратная система — «вытягивание» последующим участком изготовленных изделий у предшествующего вместо поставки деталей от предшествующего участка к последующему, т. е. с линии сборки обращаются к предыдущему процессу за необходимыми изделиями и в необходимое время. Тогда на предыдущем участке взамен изъятых у него деталей производят новые. Чтобы изготовить эти детали, участок получает необходимые заготовки от очередного предыдущего. Цепочка всех процессов дает возможность в целом осуществлять производство «точно вовремя», не прибегая к пространным производственным нарядам для каждого участка.
Вторым требованием системы производства по методу «точно вовремя» является условие «поштучного производства и доставки», при котором на каждом участке изготавливается по одной единице, и, кроме того, только одна единица находится в запасе как между станками, так и между участками.
Это означает, что ни на какой операции ни при каких условиях не может производиться лишнее количество деталей и создаваться избыточный запас между операциями. Следовательно, на каждом участке должны стремиться к тому, чтобы производить и передавать только одну заготовку (деталь, узел), соответствующую одному изделию, сходящему с линии окончательной сборки. Недопустимо производить и передавать продукцию партиями.
«Toyota» сумела добиться уменьшения размеров партий за счет значительного сокращения времени на переналадку оборудования, усовершенствования методов производства, включая ликвидацию заделов внутри технологических стадий и усовершенствования доставки, осуществляющейся путем многократных смешанных отгрузок по кольцевым маршрутам. Этим комплексом мероприятий было также охвачено большое число внешних поставщиков.
Для обеспечения возможности производства «точно вовремя» первоочередным условием является выравнивание (т. е. обеспечение ритмичности) производственного процесса на линии окончательной сборки — главной сборочной линии, т. е. на самой важной линии, от которой зависят производственные планы для других подразделений.
На главных сборочных конвейерах фирмы «Toyota» собираются несколько различных моделей автомобилей. Средняя дневная сборка вычисляется по каждой определенной модели автомобиля путем деления ее количества в месячном графике на число рабо'дней. Кроме того, для каждой модели автомобиля определяется длительность, устанавливается график сборки автомобилей различных моделей.
От ритма работы главного сборочного конвейера благодаря применению метода отбора необходимых комплектующих изделий и заготовок последующими операциями у предыдущих, а также метода поштучного производства и доставки зависит ритм работы на всех участках, предшествующих главному сборочному конвейеру.
Важным моментом в выравнивании производства является и соблюдение основного правила «точно вовремя»: производить ровно столько, сколько можно сбыть. Даже после того, как определен месячный график производства, фирма «Toyota» будет вводить изменения в график производства различных комплектаций и модификаций автомобилей в соответствии с ежедневными заказами. Более.того, это касается и общего объема выпуска. Следуя изменениям рыночных условий, «Toyota» пересматривает месячный график, с тем чтобы выровнять, насколько возможно, выпуск с учетом колебаний рыночной конъюнктуры.
Если сравнивать систему производства, описанную выше, с общепринятой, то можно заметить, что первая способна работать, прибегая к меньшим изменениям производственного процесса, чем вторая. Это позволяет обходиться меньшими производственными мощностями и более стабильным числом рабочих.
В основе системы производства «точно вовремя» лежит отрицание целесообразности материальных запасов.
В обычной системе управления производством необходимо иметь материальные запасы для компенсации сбоев и колебаний спроса, а также сглаживания колебаний уровня загруженности оборудования. В противоположность этому фирма «Toyota» расценивает наличный запас как отражение неполадок, помех и других неблагоприятных производственных причин.
Запас является результатом производства большего, чем необходимо, количества продукции и влечет за собой потери, приводящие к росту производственных издержек. Эти скрытые причины потерь делают затруднительным для рабочих проявить свои способности и препятствуют дальнейшему развитию фирмы.
Для безотказного функционирования системы «точно вовремя» все 100 % изделий без брака должны доставляться на последующие участки, и этот порядок должен быть непрерывным. Т. е. контроль качества является настолько важным, что он должен сосуществовать с системой «точно вовремя».
«Автономизация» (по-японски «дзидока») предполагает автоматический автономный контроль за нарушением процесса обработки. Автономным станком является такой станок, на котором установлено устройство автоматического останова. На заводах «Toyota» все станки снабжены средствами автономного контроля, что позволяет предупреждать брак в массовом производстве и при поломке выключать оборудование, а также облегчает выявление и устранение причин неполадок. Для исправления нужно лишь обратить внимание на остановленное оборудование и рабочего, его остановившего. Для реализации метода «дзидока» фирма «Toyota» внедрила большое число разнообразных организационных и технологических решений.
Принцип «полного использования способностей рабочих» — второй основополагающий принцип в системе управления производством. Он направлен на использование наилучшим образом имеющейся в Японии благоприятной трудовой среды. Фирма «Toyota» разработала систему, назвав ее «уважение к человеку» и выделив в ней следующие основные моменты:
1) исключение лишних движений рабочих; 2) обеспечение безопасности на рабочих местах; 3) предоставление рабочему возможности
Проявить свои способности, тем самым возлагая на него большую ответственность и наделяя его большими полномочиями.
Каковы же лишние движения, которые снижают прибавочную стоимость и от которых необходимо избавиться? Во-первых, это движения рабочих, вызываемые потерями от перепроизводства. Все движения при операциях с материалами между видами оборудования и технологическими стадиями, обусловленные наличием больших запасов, являются бесполезными. На «Toyota» удалось значительно снизить эти потери при помощи системы, позволяющей в совершенстве осуществлять производство по принципу «точно вовремя». Однако даже в случае сокращения потерь от перепроизводства это будет напрасно, если в результате образуются потери от простоев рабочих. При производстве «точно вовремя» даже при наличии избыточных мощностей оборудования производится ровно столько продукции, сколько было «вытянуто» с последующего участка. Таким образом, поскольку оборудование и рабочие взаимосвязаны, рабочие будут простаивать. С целью предотвращения потерь из-за простоя были выполнены различные усовершенствования, в частности был осуществлен перевод рабочих на обслуживание нескольких станков с совмещением профессий; созданы автоматические линии, не требующие контроля со стороны оператора.
Во-вторых, потери происходят, когда рабочим приходится выполнять операции, по своей природе не удобные для человека. К ним относятся потенциально опасные и вредные для здоровья операции, а также работы, требующие больших физических усилий и однообразные повторяющиеся операции.
Эти виды работ и операций должны механизироваться, автоматизироваться и осуществляться без участия человека.
В-третьих, потери из-за лишних движений рабочих, вызванных неполадками или отказами оборудования. Потери такого рода значительно сокращены за счет введения на предприятиях «Toyota» принципа «дзидока».
Учитывать человеческий фактор принято во всем мире. На фирме «Toyota» глубоко убеждены в том, что создание системы, при которой японские рабочие могли бы активно участвовать в управлении производством и совершенствовании своих рабочих мест, а также полностью проявлять свои способности, послужит основой для формирования среды, в которой уважение к человеку на самом высоком уровне.
Первым шагом в этом направлении является предоставление рабочим корпорации права останавливать производственную линию, на которой они работают. Даже на такой протяженной линии, какой является главный сборочный конвейер, в случае возникновения какого- либо отклонения рабочий может остановить весь конвейер, нажав кнопку, расположенную рядом. Не конвейер управляет людьми, а люди управляют конвейером.
В качестве второго шага реализации такой системы во всех цехах предприятии «Toyota» рабочим сообщается об очередности обработки деталей и о состоянии хода производства. Таким образом, полномочия в принятии решений о распределении работ и сверхурочного времени фактически предоставляются цеховому мастеру, что позволяет каждому цеху осуществлять производственный процесс без руководящих указаний сверху.
В качестве третьего шага «Toyota» учредила систему, согласно которой рабочие могут принимать участие в рационализаторской деятельности. Любой работник фирмы «Toyota» имеет право вносить усовершенствования при обнаружении им источников потерь.
«Toyota» стремится организовать производство так, чтобы не только управляющие и бригадиры, но и все рабочие могли обнаруживать неполадки и недостатки производственного процесса. Такую организацию производства назвали «видимым управлением». При «видимом управлении» все рабочие принимают меры для устранения выявленных убыточных мест в производственном процессе. Полномочия и ответственность за обеспечение производственного процесса на рабочем месте и его усовершенствование возлагается на рабочих, что является наиболее характерной чертой системы «Toyota».
18.2. СИСТЕМА «КАНБАН» В ОРГАНИЗАЦИИ ПРОИЗВОДСТВА ПО ПРИНЦИПУ «ТОЧНО ВОВРЕМЯ»
Для обеспечения функционирования производства «точно вовремя» на фирме внедрена система «Канбан». Система «Канбан» ведет к резкому сокращению запасов и материалов между поставками. Количество складских запасов на фирме «Toyota» рассчитано всего на один час работы. (Для сравнения: на американской фирме «Ford» — на срок до трех недель.) Название «Канбан» система получила от металлических знаков (первоначально — треугольной формы), которые используют рабочие, выполняя функции диспетчеров заказов. С помощью этих знаков (теперь это сопроводительные карточки в прямоугольном пластиковом конверте) все производственные участки информируются о штучном времени и размере партии продукции. В основном используются два типа таких карточек: карточка отбора и карточка производственного заказа. В карточке отбора (рис. 18.1) указываются вид и количество изделий, которые должны поступить с предыдущего участка, в карточке заказа (рис. 18,2) — вид и количество изделий, которые должны быть изготовлены на предшествующей технологической стадии.
Этапы движения карточек
Водитель автопогрузчика с вилочным захватом последующего участка прибывает к месту складирования деталей (склад А) на предшествующем участке. У него пустые контейнеры и необходимое количество карточек отбора. (Он отправляется к складу А только в том случае, если в его пункте отбора скопилось установленное количество присланных через диспетчера карточек или наступило установленное время поездки.)
Когда водитель последующего участка забирает детали в месте складирования А, он снимает карточки заказа, которые были прикреплены к контейнерам, и оставляет их на приемном пункте сбора карточек данного производственного участка. Привезенные с собой пустые контейнеры водитель оставляет и берет контейнеры с деталями.
На место каждой снятой с контейнера карточки заказа он прикрепляет привезенную с собой карточку отбора. При этом внимательно сравнивает обе карточки.
Когда начинается обработка доставленных с предшествующего участка изделий, карточки отбора с освобождающих контейнеров должны быть доставлены на пункт сбора карточек отбора этого участка.
На предшествующем участке привезенные водителем карточки заказа забираются с приемного пункта сбора карточек «Канбан» в crj>oro определенное время (или когда произведено строго определенное количество деталей) и оставляются на пункте сбора карточек произведенного заказа этого участка в той же последовательности, в какой их снимал водитель с контейнеров с готовыми изделиями на месте складирования А.
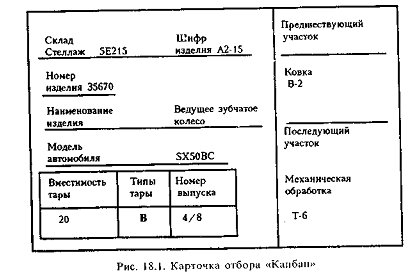
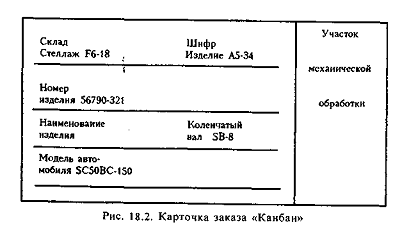
Производство деталей на предыдущем участке ведется в соответствии с последовательностью получения этих карточек заказа.
Карточки «Канбан» сопровождают изготовляемые на предыдущем участке изделия на всех технологических стадиях этого участка.
Когда изделие, деталь или узел готовы, их вместе с карточками заказа помещают на месте складирования А, чтобы водитель погрузчика с последующего участка мог вновь забрать их в любое время.
Таким образом, цепочка движущихся карточек «Канбан» способствует сбалансированности производственных процессов на всех технологических стадиях изготовления продукции в соответствии со штучным временем выпуска изделий на сборочной линии.
Может быть использован и метод сигнальной карточки для всех типов контейнеров. Сигнальная карточка прикрепляется к контейнеру с партией изделий. Если детали из контейнера взяты до уровня, обозначенного прикрепленной карточкой, то начинает действовать заказ на их пополнение. Кругооборот карточек «Канбан» представлен на рис. 18.3.
Для реализации принципа «точно вовремя» с помощью карточек «Канбан» требуется соблюдать ряд правил.
Последующий технологический этап должен «вытягивать» необходимые изделия с предшествующего этапа в необходимом количестве, в нужном месте и в строго установленное время. Это правило требует полной перестройки традиционной системы производства (транспортировки, производственного процесса, материальных потоков).
Правило 1 имеет дополнения. Любое перемещение изделий без карточек «Канбан» запрещается. Любой отбор, превышающий количество карточек «Канбан», запрещается. Количество карточек «Канбан» должно всегда строго соответствовать количеству продукции.
На участке производства выпускается такое количество изделий, какое «вытягивается» последующим участком. Таким образом, используя правила 1 и 2, все технологические процессы начинают работать как единый конвейер. В результате, если возникнут какие-то неполадки на одном из производственных участков, может остановиться весь процесс производства. Правило 2 имеет дополнения: производство в больших количествах, чем указано в карточках «Канбан», запрещается; различные детали должны изготавливаться на производственных участках в той последовательности, в какой подавались карточки «Канбан».
Бракованная продукция никогда не должна поступать на последующие производственные участки.
Система «Канбан» расстраивается, если это правило не соблюдается. Если несколько бракованных деталей обнаружено на последующем этапе, то процесс автоматически останавливается, так как на линии на этот случай не предусмотрено никаких специальных запасов изделий, а брак возвращается исполнителям.
Число карточек «Канбан» должно быть минимальным. Учитыт вая, что число карточек отражает максимальный запас деталей и узлов, их число должно быть по возможности минимальным. Система рассматривает рост материальных запасов как источник безвозвратных потерь.
Карточки «Канбан» должны использоваться для приспособления производства к небольшим колебаниям спроса («точная настройка» с помощью системы «Канбан»).
Такая «точная настройка» становится возможной благодаря одному из наиболее примечательных свойств системы — ее приспособляемости к неожиданным изменениям спроса или потребностей производства.
Участки получают производственные задания лишь тогда, когда карточка заказа открепляется от контейнера. И лишь на сборочном конвейере имеется график последовательности выпуска продукции за смену, выполняемый на дисплее ЭВМ, который определяет и информирует, какой тип узла или агрегата ставится на автомобиль.
В итоге, хотя по предварительному месячному плану необходимо было изготовить в течение дня 6 узлов А и 4 узла Б, к концу дня это отношение может быть изменено, и никто не пересматривает сменные графики для всех участков производства. Изменения происходят естественным путем и определяются спросом на рынке и производственной необходимостью, в соответствии с количеством открепленных карточек «Канбан».
Такая «точная настройка» позволяет приспосабливать производство лишь к небольшим колебаниям спроса в пределах 10 % (за счет изменений частоты перемещения карточек «Канбан» и без изменения их общего количества).
В случае большего изменения спроса планы для каждой производственной линии должны быть пересмотрены. Это значит, что штучное время в каждом цехе должно быть пересчитано и соответственно изменено количество рабочих, занятых на каждом производственном участке. Для внедрения системы «Канбан» должны быть созданы следующие предпосылки:
во-первых, должно быть сбалансировано производство или принята слабоколеблющаяся дневная выработка продукции. Для этого на предприятии необходимо заранее ввести сквозное планирование процессов производства, довести до сведения каждого цеха и каждого поставщика производственный план на следующий месяц по номенклатуре и количеству изделий, чтобы они могли заранее рассчитать свое штучное время, потребности в рабочей силе, материальных запасах, а также внести необходимые изменения в производственный процесс;
во-вторых, стандартизировать качество и нормировать работы, что сможет обеспечить ритмичную поставку продукции на последующих стадиях без брака.
18.3. Опыт функционирования систем обслуживания производства
Совершенствование технологического оборудования в промышленности стран с развитой рыночной экономикой резко сократило время, затрачиваемое на непосредственную обработку изделия. Дальнейшее снижение трудоемкости технологических, операций без единовременного совершенствования обслуживания производственного процесса не дает ощутимых результатов.
По мере развития техники и технологии машиностроительного производства, повышения степени его точности и массовости, с одной стороны, и расширения номенклатуры выпускаемой продукции — с другой, возрастает значение инструментального и штамповочного обслуживания машиностроительного производства. Так, например, в США производство инструментальной продукции сконцентрировано в четырех самостоятельных отраслях, специализирующихся на выпуске слесарно-монтажного инструмента, напильников, металлорежущего инструмента, специальных инструментов, приспособлений и штампов. Структура специализированного выпуска инструментальной продукции достаточно постоянна: примерно половину составляют специальная технологическая оснастка и приспособления, примерно по 25 % приходится на режущий и слесарно-монтажный инструмент.
Специализированные отрасли выпускают 2/3 всей инструментальной продукции, потребляемой отраслями машиностроения США. На их долю приходится около половины всего персонала, занятого изготовлением инструмента. Для того чтобы удовлетворить потребность в инструменте и оснастке, некоторые машиностроительные предприятия располагают и собственными инструментальными цехами, и участками. Однако их только около 20 %. Остальные предприятия выполняют лишь функции ИРК и И PC.
Уровень централизации ремонта оборудования в США составляет около 20 %. В области межзаводской специализации ремонтных работ в США сформировалось два главных направления:
централизованный выпуск сменных и запасных узлов и деталей; выполнение отдельных видов ремонта некоторых групп оборудования специальными подрядными организациями или фирмами-изготовителями данного оборудования.
При ремонте машин и оборудования большое значение приобрел метод замены целого узла при выходе из строя отдельной детали с проведением последующего ремонта этого узла на предприятии-изготовителе оборудования или специализированном предприятии по производству запасных частей. Владелец оборудования уплачивает разницу между ценой нового и приблизительной стоимостью замененного узла, который ремонтируется и используется вновь.
Товарное производство сменных узлов экономически выгодно фирмам-изготовителям, так как продажная цена комплекта частей, идущих на оборудование, на 10-30 % превышает цену данного оборудования в сборе. Однако даже в этих условиях узловой метод организации ремонта выгоден и для предприятий-потребителей, так как позволяет ускорить и в конечном счете удешевить ремонтные работы.
Широкое распространение получило и восстановление изношенных деталей. По сравнению с новыми восстановленные детали дешевле на 50 %, а служат меньше только на 25 %.
Крупные станкостроительные предприятия в США гарантируют поставку любой детали к оборудованию, как правило, в течение 10-12 лет со времени его выпуска. При снятии оборудования с производства предприятие-изготовитель оборудования производит и сохраняет необходимое количество запасных частей. Практикуется консервация запасных частей на срок до'10 лет.
В США к услугам специализированных предприятий по ремонту и обслуживанию машиностроительные предприятия прибегают лишь в особых случаях, связанных с необходимостью либо произвести ремонт в кратчайшие сроки, либо выполнить специальные или трудоемкие ремонтные работы. В основном это предприятия, выпускающие технически передовую продукцию — приборы, промышленную электронику, радиотехнику, полупроводники, военную технику.
Считается, что наиболее эффективной является такая система организации ремонта, при которой успешно взаимодействуют заводские ремонтные бригады и группы рабочих, подчиненных специализированному предприятию.
Несмотря на многие положительные стороны централизации ремонта, привлечение специализированных предприятий для ремонта, особенно стандартного металлообрабатывающего оборудования, по мнению американских специалистов, считается нецелесообразным.
В этой связи представляет интерес организация специализированного ремонта станков с ЧПУ. На первых этапах внедрения этих станков считалось, что они в значительной степени подлежат централизованному ремонту. Но по мере распространения станков с ЧПУ ремонт их уже не стал вызывать тех трудностей, которых опасались на ранних стадиях их использования. На это повлияло два обстоятельства. Во- первых, со времени появления первых экземпляров оборудования с ЧПУ повысилась надежность электронных систем до 95 %. Во-вторых, была решена проблема диагностики повреждений оборудования. Задачу выявления повреждений решает теперь сама ЭВМ. В станкостроительной компании «Кирни энд Трейкер» разработана специальная компьютерная система для оперативной диагностики причин выхода из строя станков с ЧПУ, рассчитанная на обслуживание группы многооперационных станков, управляемых от ЭВМ. Таким образом, централизация ремонта переместилась в новую для него сферу — сферу диагностики, а непосредственный ремонт осуществляют сами предприятия. Одновременно возникли новые формы оказания помощи в деле ремонта выпускаемого оборудования со стороны предприятий-изготовителей.
Большинство предприятий, располагающих оборудованием с ЧПУ, командирует своих работников на заводы-изготовители станков с ЧПУ для прохождения там специальных курсов и ознакомления на практике с их ремонтом и обслуживанием.
Таким образом, фирмы-изготовители косвенно участвуют в осуществлении ремонта и обслуживания производимого ими оборудования.
В последующие годы приобрел популярность и специализированный ремонт оборудования, осуществляемый непосредственно предприятием, выпустившим это оборудование.
Иногда предприятия-производители имеют специальные выездные бригады механиков, которые на месте осуществляют ремонт. Встречается и сочетание этих форм: текущий ремонт выполняется на предприятиях-потребителях, а капитальный — в стенах завода-изготовителя. Проведенный рядом фирм анализ показал, что капитальный ремонт экономически целесообразен, если затраты на него не превышают 60-65 % стоимости нового станка. После его проведения фирмы выдают на него гарантию как на новый.
В США в связи с быстрым развитием новых отраслей и сложных комплексов оборудования возникли и получили распространение новые формы технического обслуживания. К таким новым формам относятся специализированные центры по техническому обслуживанию родственного в технологическом отношении оборудования и компании, осуществляющие функцию «единой ответственности», которая заключается в выполнении одной компанией всего комплекса работ, связанных с разработкой, установкой, отладкой и обслуживанием нового оборудования.
Централизованный ремонт машин и оборудования выполняется также специализированными фирмами, осуществляющими покупку оборудования, бывшего в употреблении. В этом случае оборудование подвергается модернизации на уровне современных требований технического прогресса, а затем перепродается потребителю.
Как правило, цена восстановленного оборудования составляет 50-75 % от цены нового, однако его эксплуатационные свойства практически не отличаются от аналогичных показателей нового оборудования, тем более что сроки гарантии также одинаковые.
В ряде случаев функции специализированного ремонта берут на себя торговые фирмы по продаже оборудования. Такие фирмы располагают квалифицированным обслуживающим персоналом и солидной материально-технической базой.
На самих машиностроительных предприятиях США все ремонтные работы строго специализированы и механизированы. Различают два вида внутризаводской специализации по обслуживанию оборудования: функциональная, характеризующаяся выполнением узкого круга работ на разнородном оборудовании, и предметная, при которой широкий круг ремонтных работ выполняется на определенном оборудовании.
Функциональная специализация наибольшее распространение получила на предприятиях с высоким уровнем механизации и автоматизации, эксплуатирующих гидро- или пневмоприводы, электронные системы, специальные регулирующие',!! другие приборы. В этих случаях — специализация осуществляется путем выделения специализированных групп внутри службы ремонта и обслуживания оборудования. Рабочие в этих группах обладают высокой квалификацией, но крайне узкоспециализированы.
Предметная специализация основана на закреплении производственных участков за ремонтными подразделениями, как правило, это комплексные бригады. Так, на заводе двигателей «Форд» в Детройте все оборудование разделено на группы — линии обработки блока двигателей, поршней и т. д. За техническое обслуживание и ремонт каждой из них отвечает комплексная бригада специалистов-ремонтников. Рабочие, входящие в такую бригаду, должны знать не один какой-либо узел, а все оборудование в целом.
Применяется и совмещенная система, при которой часть ремонтных работ выполняется функционально централизованными цехами, а часть — предметно-специализированными подразделениями при строгом подчинении и тех и других главному механику предприятия,
В США нет единой общепринятой системы внутрифирменного планирования ремонта. Каждая фирма выбирает и разрабатывает свою систему, наиболее приспособленную к ее специфике. Для разработки системы приглашают консультантов. Это процесс длительный.
Планирование ремонтов базируется на разграничении текущего, капитального ремонта и межремонтного обслуживания. При этом на предприятиях, как правило, существуют две самостоятельные программы выполнения ремонтных работ: а) для капитального ремонта; б) для текущего ремонта и межремонтного обслуживания.
Планирование текущего ремонта и межремонтного обслуживания основывается на распределении всего оборудования на несколько групп по степени его важности для хода производственного процесса. Те виды оборудования, перерыв в работе которых ведет к нарушению всего производственного процесса или простои которых обходятся особенно дорого, включаются в группу, подлежащую планово-предуп- редительному обслуживанию. К таким станкам относятся станки с ЧПУ. По данным одной американской фирмы, эксплуатирующей эти станки в течение длительного времени, простои оборудования при переходе к предупредительному обслуживанию сокращаются в 3,5-4,8 раза по сравнению с оперативным ремонтом, а время полезной работы в отдельных случаях возрастает в 1,3 раза.
При хорошо налаженном предупредительном ремонте типичные потери времени не превышают на станках с ЧПУ 16 ч в год (четыре ремонта продолжительностью по 0,5 рабочего дня через каждые 3 месяца).
В тех случаях, когда выход оборудования из строя не имеет резко отрицательных производственных последствий, вопрос о распространении на него дорогостоящей системы ППР и обслуживания решается с учетом ряда экономических и организационных факторов.
Тщательно сопоставляются потери, вызванные простоем оборудования в аварийном ремонте, с затратами на его предупредительное обслуживание. При этом проводится статистический анализ выхода оборудования из строя за ряд предыдущих лет. Подобная гибкая система ППР и обслуживания, основанная на учете всех факторов, дает значительный экономический эффект.
Что касается перспектив развития транспортных операций, то на машиностроительных предприятиях США они во многом определяются дальнейшим совершенствованием основного технологического оборудования, оборудования с ПУ, обрабатывающих центров и ГПС в сочетании с роботами.
Транспортные операции наравне с технологическими на всех этапах обработки изделия становятся объектом совершенствования; от стадии конструирования оборудования до его изготовления.
В новых обрабатывающих центрах и ГПС время транспортировки узлов и деталей в ряде случаев совмещается с их обработкой. При этом сокращается как время транспортировки, так и весь производственный цикл. Широкое использование роботов на транспортных операциях дает возможность повысить степень механизации транспортных работ и сократить объем работ по перемещению грузов.
Задания для самостоятельной работы
Перечислите основные идеи и принципы организации системы «Toyota».
В чем сущность организации производства «точно вовремя»? Каковы ее важнейшие требования? В чем значение «вытягивания» для обеспечения производства «точно вовремя»?
В чем сущность «выравнивания» производства?
Как Вы понимаете принцип «полное использование способностей рабочих»?
В чем суть метода «дзидока»?
Что такое «Канбан»? Перечислите правила «Канбан». Какие предпосылки должны быть созданы для его внедрения?
Какие виды карточек использует система «Канбан»? Рассмотрите этапы движения карточек.
Охарактеризуйте производство инструментальной продукции в США.
Изучите опыт организации ремонта оборудования в США.
Тесты
1. На реализацию какой идеи ориентирована стратегия организации производства в компании «Toyola»?
а) искоренение всего лишнего в производстве;
б) создание продукции, которую хочет покупатель;
в) выполнение каждым звеном точно в срок своих производственных функций;
г) гибкая перестройка производства при изменении спроса.
г
Что ие является ключевым концептуальным подходом к организации производства фирмы «Toyota»?
а) формирование в системе производства достаточно автономных и самостоятельно взаимодействующих производственных звеньев;
б) безусловное выполнение каждым звеном точно в срок своих производственных функций;
в) гибкое использование рабочей силы;
г) непрерывное внедрение творческих и новаторских идей в производство;
д) формирование системы оперативно-производственного планирования.
Противоречие между массовым производством и ориентацией на каждого потребителя в фирме «Toyota» разрешено:
а) формированием достаточно автономных и самостоятельно взаимодействующих производственных звеньев;
б) созданием большого количества модификаций, комплектаций, модульных решений и т.п.;
в) созданием заделов деталей и узлов в незавершенном производстве;
г) разработкой нормативов оперативно-производственного планирования.
Сущность системы «Канбан» в том, что;
а) по всей технологической цепочке создаются заделы деталей и узлов в незавершенном производстве и поддерживается их комплектность;
б) предшествующий технологический этап «выталкивает» изделия, детали на последующий в строго установленное время;
в) последующий технологический этап «вытягивает» из предшествующего необходимое количество изделий, деталей в строго установленное время;
г) предшествующий технологический этап «выталкивает», а последующий «вытягивает» изделия, детали в строго установленное время.
По системе «Каибаи» производственные графики в течение месяца составляются для:
а) всех подразделений;
б) выпускающих (сборочных) цехов;
в) обрабатывающих цехов;
г) заготовительных цехов.
В карточке отбора указываются:
а) вид и количество изделий, которое должно поступить с предшествующего участка;
б) вид и количество изделий, которое должно быть изготовлено на предшествующей технологической стадии;
в) вид и количество изделий, которое должно поступить заказчику;
г) вид и количество изделий, которое должно быть изготовлено на последующей технологической стадии.
Что указывается в карточке заказа?
(Варианты ответа см к тесту 6.)
Для приспособления производства к переменному спросу используется концепция:
а) «переналадки в одно касание»;
б) функционального управления;
в) технического нормирования;
г) выравнивания производства.
«Точная надстройка» производства с помощью системы «Каибаи» осуществляется в пределах:
а) 37 % колебания спроса;
б) 10 % колебания спроса;
в) 25 % колебания спроса;
г) 40 % колебания спроса.
Какие виды внутризаводской специализации по ремонту и обслуживанию оборудования применяются в США?
а) только функциональная;
б) только подетальная;
в) только предметная;
г) функциональная, подетальная и предметная;
д) функциональная и предметная;
е) предметная и подетальная.
В США применяется система ППР для:
а) всех групп оборудования;
б) оборудования, особо важного для хода производственного процесса;
в) оборудования, предназначенного для капитального ремонта;
г) оборудования, предназначенного для текущего ремонта и межремонтного обслуживания.
Почему узловой метод организации ремонта в США выгоден предприятиям-потребителям сменных узлов?
а) так как продажная цена отдельного узла меньше цены узла данного оборудования в сборе;
б) так как продажная иена отдельного узла больше цены узла данного оборудования в сборе;
в) так как он ускоряет ремонтные работы;
г) так как он ускоряет ремонтные работы и продажная цена отдельного узла меньше цены узла данного оборудования в сборе.
Литература
Абчук В. А., Карпенко Ю. С. Управление в гибком производстве. М„ 1990.
Агарков А. П.. Аникин Б. А. Эффективность организации и управления инструментальным хозяйством предприятия. М., 1991.
Акбердипа Р. Э. Система экономики и планирования ремонтного производства на предприятии. Свердловск, 1990.
Алиев В. Г. НТП и подготовка производства. М.: Экономика, 1987.
Антонов Г. А. Экономические проблемы повышения качества. М., 1990.
Базилевич Л. А. Автоматизация организационного проектирования. Л., 1989.
Баскин А. И., Бардо пни Г. И. Экономика снабжения предприятий. М., 1990.
Батура В. И. Организация управления качества продукции в условиях рынка. Мн,, 1995.
Бепсоп Д., Уайтхед Дж. Транспорт и доставка грузов. М., 1990.
Болт Г, Дм. Практическое руководство по управлению сбытом. М., 1993,
Васильев В. И. Организация производства в условиях рынка. М., 1993.
Вейе Г., Деринг У. Введение в обшую экономику и организацию производства. В 2 ч. Красноярск, 1995.
Вихамский О. С. Менеджмент. М., 1996.
|4. Волкова Н. А., Симонова А. С. Структура производственного объединения. Мн., 1997.
Вороикин А. Ф„ Жабрее Э. А. Служба главного энергетика. Л., 1989.
Всеобщее управление качеством / Под ред. О. П. Глудкина. М., 1999.
Горфипкель В. Я. Экономика предприятия. М., 1996.
Грапова В. В., Горелов М. Н. и др. Совершенствование управления ремонтным производством объединения, предприятия. Ижевск. 1994.
19- Звягинцев Ю. Е. Оперативное планирование и организация ритмичной работы на промышленных предприятиях. Киев, 1990.
Ивлев В. А., Попова Т. В. Реорганизация деятельности предприятий: от структурной к процессной организации. М., 2000.
Ильин А. И., Синица Л. М, Планирование на предприятии: В 2 ч. Мн., 2001.
Исикава К. Японские методы управления качеством, М„ 1988.
Как работают японские предприятия? / Под ред. Я. Мондеса. М„ 1989. 24. Клюев Ю. Б., Гаев Л. Г. Управление энергосбережением в научно-
производственных объединениях. М., 1997.
Ковалев В, П. Трансп о ртио-складе кое хозяйство. Мн.. 1994.
Кожекин Г. Я., Синица Л. М. Организация производства. Мн., 1998. 27. Кокарев В. П. Организационная структура и маркетинг на предприятии, Барнаул, 1994
Котел К. Организация производства на предприятии. М., 1984.
Крутик А. Б., Маркушевич О. Т. Планирование и организация предприятий в условиях рынка и конверсии: В 2 ч. СПб., 1993.
Кулешов В. У.. Латьшова Я. Д. Наука, техника, человек. М., 1990.
Куртндчик Р. И. Обеспечение ритмичности машиностроительного производства. Л., 1989.
Кучеренко М. А. Контроль качества продукции. Комсомольск-на- Амуре, 1995.
Мельников Г. Н., Вороиепко В. П. Проектирование механосборочных цехов. М., 1990.
Мильпер Б. 3. Совершенствование организации промышленного транспорта. М., 1993.
Михайлов О. В. Организация предприятия. М., 2000.
Мишин В. М. Управление качеством. М„ 2000.
Мыльцев В. К, и др. Методика оценки организационно-технологического уровня ремонтного производства. Свердловск, 1993.
Иаймарк Ю. Ю., Федорова А. Я. Теория организации машиностроительного производства. М., 1992.
Новицкий Н. И. Организация производства на предприятии. М.. 2002.
Никсон Ф. Роль предприятия в обеспечении качества и надежности. М„ 1990.
Новицкий Н, И., Олексюк В. Н. Управление качеством продукции. Мн., 2001,
Обеспечение материальными ресурсами и коммерческая деятельность предприятий / Под ред. Ф. П. Висюлина, Л. М. Мнхновича. Мн., 1991.
Организация, планирование и управление машиностроительным производством / Под ред. Б. Н. Радионова. М. 1989.
Организация, планирование и управление деятельностью промышленного предприятия / Под ред. С. М. Бухало. Киев, 1989.
Организация, планирование и управление деятельностью промышленного объединения (предприятия) / Под общ. ред. В. В. Осмоловского. Мн., 1984.
Осипова Л. В., Синмева И. М. Основы коммерческой деятельности. М., 1997.
Основы менеджмента и маркетинга / Под общ. ред. Р. С. Седегова. Мн., 1995.
Петрович И. М., Атамаичук Р. П. Производственная мощность и экономика предприятия. М.,1990.
Покронивный Е. Ф., Ильиченко М. В. Пути повышения эффективности ремонтного производства. Киев, 1992.
Полховская Т. М. и др. Основы управления качеством продукции. М., 1991.
Пашу то В. П. Организация и нормирование труда на предприятии. Мн., 2001.
Производственный менеджмент / Под ред. С, Д. Ильенкова. М., 2001
Розеибяат Г. И. и др. Служба оперативного управления основным производством. Л., 1989.
Савицкая Г. В. Анализ хозяйственной деятельности предприятий: 2-е изд. Мн., 1997.
Сачко И. С. Теоретические основы организации производства. Ми., 1997.
Сертификация продукции и услуг в Российской Федерации. М., 1996.
Синица Л. М., Шебеко Я Г. Практикум по организации производства. Мн., 2001, \
Соколицыи С. А. Многоуровневая система оперативного управления ГПС в машиностроении. Л., 1991.
Соколицыи С, А., Кузип Б. И. Организация и оперативное управление машиностроительным производством. М., 1990.
Соломатип Я. А. Оперативное управление производством. М., 1993.
Технология автоматизированного машиностроения / Под ред. А. А. Жалобова. Мн., 1997.
Тур овец О. Г. и др. Организация производства. Воронеж, 1993.
Удалое Ф. Е. Совершенствование организаций производства и управления в переходный период. Н. Новгород, 1993.
Фалько С. Т. История науки об организации производства. М., 1989.
Фраччук В. И. Основы построения организационных систем. М., 1991.
Фатхудинои Р. А. Организация производства. М., 2000.
Харрингстон Дж. X. Управление качеством в американских корпорациях. М., 1990.
Хаушмайп X. Д. Гибкая автоматизация. М., 1990.
Шудра В. Ф. Экономика и организация ремонта оборудования. Киев, 1994.
Экономика, организация и планирование промышленного производства / Под ред. Н. А. Лисицына. Мн., 1990.
Эргономика / Под ред. А. А. Крылова. Л., 1988
ПРЕДИСЛОВИЕ 3
ГЛАВА 1. ПРЕДМЕТ И ЗАДАЧИ КУРСА 5
Сущность и задачи организации производства 5
Предмет » содержание курса 8
ГЛАВА 2. ПРОМЫШЛЕННОЕ ПРЕДПРИЯТИЕ КАК ПРОИЗВОДСТВЕННАЯ СИСТЕМА 12
Понятие предприятия, его задачи и основные признаки 12
Характерные признаки и свойства предприятия как производственной системы 13
Классификация и внешняя Среда предприятий 15
Закон о предприятиях 21
ГЛАВА 3. ПРОИЗВОДСТВЕННАЯ СТРУКТУРА ПРЕДПРИЯТИЯ ... 28
Понятие о производственной структуре предприятия и факторы, определяющие ее 28
Структура основного производства 33
Показатели, характеризующие структуру предприятия 37
Организация промышленного предприятия в пространстве и принципы его построения 38
Пути совершенствования производственной структуры 41
ГЛАВА 4. ПРОИЗВОДСТВЕННЫЙ ПРОЦЕСС И ЕГО ОРГАНИЗАЦИЯ ВО ВРЕМЕНИ 51
Производственный процесс и принципы его рациональной организации 51
Организация производственного процесса во времени 56
ГЛАВА 5. ТИПЫ И МЕТОДЫ ОРГАНИЗАЦИИ ПРОИЗВОДСТВА ... 77
Сравнительная характеристика типов и методов организации производства ..77
Поточный метод организации производства 82
Организация автоматизированного производства 95
ГЛАВА 6. ПРОИЗВОДСТВЕННАЯ МОЩНОСТЬ ПРЕДПРИЯТИЙ .113
Понятие производственной мощности предприятия и факторы, ее определяющие 113
Расчет производственной мощности 115
Показатели использования производственной мощности и основных производственных фондов и пути их повышения 128
ГЛАВА 7. ОРГАНИЗАЦИЯ ОПЕРАТИВНО-ПРОИЗВОДСТВЕН НОЙ И РИТМИЧНОЙ РАБОТЫ ПРЕДПРИЯТИЯ 13
7.1. Содержание, задачи, принципы оперативно-производственного планиро
вания на предприятии 139
Ритмичная работа и методы ее определения 143
Разработка календарно-плановых нормативов 147
Оперативно-производственное планирование в массовом производстве .. 159
Оперативно-производственное планирование в серийном производстве . 163
Оперативно-производственное планирование в единичном производстве .. 168 7.6. Оперативное регулирование производства и его организация 172
Глава 8. Организация подготовки производства к выпуску новой продукции 190
Сущность и этапы осуществления подготовки производства 190
Проектно-конструкторская подготовка производства 195
Патентно-лицензионная деятельность предприятия 201
Технологическая подготовка производства 204
Организационно-экономическая подготовка производства 209
Планирование технической подготовки 212
8.8. Направления совершенствования технической подготовки производства . 218 8.8. Организация промышленного освоения новой продукции 224
ГЛАВА 9. ОРГАНИЗАЦИЯ ИНСТРУМЕНТАЛЬНОГО ХОЗЯЙСТВА .. 241
Состав, задачи и структура органов управления инструментальным хозяйством 241
Классификация и индексация инструмента 244
Определение потребности в инструменте 245
Организация производства, ремонта и эксплуатации инструмента 253
Анализ состояния и направления совершенствования инструментального хозяйства 258
ГЛАВА 10. ОРГАНИЗАЦИЯ РЕМОНТНОГО ХОЗЯЙСТВА 270
Задачи, состав и структура органов управления ремонтным хозяйством .. 270
Формы и методы организации ремонта и технического обслуживания оборудования 272
Нормативная база и планирование ремонтных работ 274
10.5. Анализ и пути совершенствования организации ремонтного хозяйства .289
ГЛАВА 11. ОРГАНИЗАЦИЯ ЭНЕРГЕТИЧЕСКОГО ХОЗЯЙСТВА . 300
Значение и задачи энергетического хозяйства 300
Энергообеспечение предприятия. Структура и функции энергетического хозяйства 301
Энергетические балансы предприятия 305
Планирование потребности в энергии 309
Нормирование и учет энергоресурсов 311
Анализ и пути развития энергетического хозяйства 316
ГЛАВА 12. ОРГАНИЗАЦИЯ ТРАНСПОРТНОГО ХОЗЯЙСТВА ... 325
Состав, значение и задачи транспортного хозяйства 325
Организация перевозок грузов. Определение грузооборота 327
Выбор и расчет транспортных средств 332
Органы управления и планирование транспортного хозяйства 335
Анализ состояния и пути совершенствования транспортного хозяйства .. 338
1 Инструмент делится на: режущий (сверла, фрезы, резцы, зубила, имм- фовальные круги и т. п.), мерительный (скобы, пробки, штангенциркули, микрометры и т. п.) и слесарно-сборочный (ключи, молотки, отвертки н т. п.). К технологической оснастке относятся приспособления, штампы, пресс-формы ит. п. Для краткости все виды технологического оснащения здесь будем п;ны- вать инструментом.
1 Например, символ 10R означает, что станок относится к 10-й категории сложности ремонта и у него 10 р. е.
1 = Ц • W,
> о У*
где — тариф на электроэнергию, р./кВт ч; W — объем потребленной энергии, кВт.
Недостаток одноставочного тарифа — экономическая незаинтересованность потребителей в выравнивании графика за счет снижения пиков нагрузки, что облегчает условия работы и улучшает экономические показатели энергосистемы в целом. Поэтому важно стимулировать снижение пиков нагрузки у потребителей и выравнивание графика, т. е. уменьшить затраты на покупку электроэнергии у других энергосистем.
Стоимость 1 кВт • ч электроэнергии, получаемой от собственной электростанции Ц., можно определить по формуле
Ц^З^/ЖК,
1 Родников А. И. Логистика: Терминолог. словарь. М.: Экономика, 1995. С. 86.
1 Press information. Computervision. Bedford, USA, 1992.