

6.2. Сборка стыков труб
6.2.1. Конструкции сварных соединений должны быть указаны в проектно-конструкторской документации.
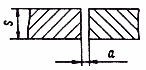
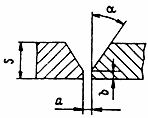
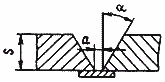
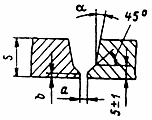
Основные рекомендуемые конструкции стыков сварных соединений даны в табл.6.2. Допускается применение сварных соединений с другими конструктивными размерами подготовки кромок, если при этом обеспечивается надлежащее качество соединения.
Таблица 6.2
Конструкции сварных стыковых соединений труб
#G0Тип раз- дел- ки |
Конструктивные элементы подготовленных кромок свариваемых деталей |
Способ сварки |
Конструктивные размеры
|
Наружный диаметр трубы, , мм |
||||
|
|
|
, мм
|
|
, мм
|
|
|
|
Тр-1
|
|
РАД
|
1-3
|
0,3(1
|
- |
- |
100
|
|
|
|
Г
|
1-3
|
1
|
- |
- |
100
|
|
|
|
ААД
|
4
|
0,3
|
- |
- |
159
|
|
|
|
РД
|
2-3
|
1
|
- |
- |
159
|
|
|
|
АФ
|
4-8
|
1,5
|
- |
- |
|
|
Тр-2
|
|
РД, МП
|
3-5
|
1
|
|
|
РД, МП - независимо, АФ - более 200 |
|
|
|
РД, МП
|
6-14
|
1,5
|
|
|
|
|
|
|
АФ
|
15-25
|
2
|
|
|
|
|
|
|
К(РАД), К(ААД)
|
4-25
|
0,5(1,5 )
|
1 |
30 |
32
|
|
|
|
РАД, ААД
|
2-10
|
0,5(1,5 )
|
|
|
630
|
|
|
|
Г
|
3-8
|
1,5
|
|
|
159
|
|
Тр-3
|
|
РД
|
16
|
По п.6.2.9
|
-
|
15
|
>100
|
|
Тр-3а
|
|
РД
|
16
|
По п.6.2.9
|
-
|
7
|
>100
|
|
Тр-3б
|
|
АФ
|
4-5
|
4
|
-
|
12
|
>200
|
|
|
|
|
>5
|
6
|
-
|
12
|
>200
|
|
Тр-3в
|
|
МП
|
10
|
8
|
-
|
15
|
133
|
|
Тр-3г
|
|
РД
|
5
|
По п.6.2.9
|
- |
30 (25-45) |
>100 |
|
Тр-3д
|
|
МП
|
5
|
8
|
- |
|
|
|
Тр-6
|
|
МП
К(РАД), К (ААД)
|
16
10
|
2
0,5(1,5 )
|
1,5 1,5
|
10
10
|
133
133
|
|
Тр-7
|
|
К(РАД), К (ААД)
|
>5
|
0,5(1,5 )
|
3 |
15
|
108
|
|

Примечания. 1. В таблице приняты следующие условные обозначения способов сварки: РД - ручная дуговая покрытыми электродами; РАД - ручная аргонодуговая неплавящимся электродом; ААД - автоматическая аргонодуговая неплавящимся электродом; АФ - автоматическая под флюсом; МП - механизированная в углекислом газе; Г - газовая; К(РАД) - комбинированная: корень - ручная аргонодуговая, остальное - ручная дуговая или механизированная в углекислом газе; К(ААД) - комбинированная: корень - автоматическая аргонодуговая, остальное - ручная дуговая или механизированная в углекислом газе.
2. Зазор "а" для способов сварки РАД, ААД, К(РАД), К(ААД) указан без скобок в случае выполнения корневого слоя шва (первого прохода) без присадочной проволоки, в скобках - с присадочной проволокой.
3. В седьмой
графе в скобках приведены допустимые
пределы угла скоса кромок "![]() ",
отличного от оптимального из-за неточности
обработки или из-за изготовления труб
по другим стандартам или техническим
условиям.
",
отличного от оптимального из-за неточности
обработки или из-за изготовления труб
по другим стандартам или техническим
условиям.
6.2.2. При сборке стыков труб под сварку следует пользоваться центровочными приспособлениями, предпочтительно инвентарными, непривариваемыми к трубам. Рекомендуются приспособления, приведенные в приложении 11.
При сборке стыков труб из хромомолибденовых и хромомолибденованадиевых сталей с помощью уголков (см. рис.П.11.1 приложения 11) приварка этих элементов к трубам должна производиться электродами типа Э42А или Э50А с предварительным подогревом места приварки согласно данным табл.6.3. Уголки могут быть удалены (механическим путем или газовой резкой) после наложения не менее трех первых слоев стыкового шва. Места приварки этих деталей к трубам должны быть зачищены и тщательно осмотрены для выявления поверхностных трещин. В случае обнаружения дефекта это место должно быть выбрано с помощью абразивного инструмента. Если после выборки дефекта толщина трубы будет меньше допустимой расчетной, производится наплавка в соответствии с рекомендациями раздела 19.
Уголки должны быть изготовлены из стали марок 20, Ст2 или Ст3.
Таблица 6.3