

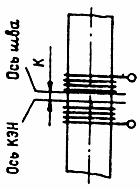
Размещение секций кэн на горизонтальных стыках труб
-
#G0
Рис.1
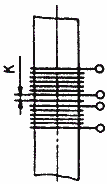
Рис.2
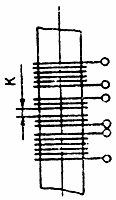
Рис.3
#G0 Размеры нагреваемого стыка труб, мм
|
Марка электронагревателя |
Общая ширина намотки, мм, не менее |
||||||||||||||||||||
диаметр
|
максимальная толщина стенки |
КЭН-1
|
КЭН-2
|
КЭН-3
|
КЭН-4-1
|
КЭН-4-2
|
КЭН-4-З
|
|
||||||||||||||
|
|
номер рисун- ка
|
рассто- яние К, мм
|
номер рисун- ка |
рассто- яние К, мм
|
номер рисун- ка |
рассто- яние К, мм
|
номер рисун- ка |
рассто- яние К, мм
|
номер рисун- ка |
рассто- яние К, мм
|
номер рисун- ка |
рассто- яние К, мм
|
|
||||||||
До 108
|
До 20
|
1 |
10-15 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
250
|
||||||||
108
|
21-30
|
2 |
10-15 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
400
|
||||||||
133-194
|
До 30
|
- |
- |
1
|
10-15
|
- |
- |
- |
- |
- |
- |
- |
- |
250
|
||||||||
|
31-50
|
- |
- |
1; 2
|
10-15
|
- |
- |
- |
- |
- |
- |
- |
- |
600
|
||||||||
219
|
До 30
|
- |
- |
1; 2
|
10-15
|
1
|
10-15
|
- |
- |
- |
- |
- |
- |
400
|
||||||||
|
31-50
|
- |
- |
2
|
10-15
|
1
|
10-15
|
- |
- |
- |
- |
- |
- |
600
|
||||||||
245-325
|
До 30
|
- |
- |
- |
- |
1
|
10-15
|
- |
- |
- |
- |
- |
- |
400
|
||||||||
|
31-50
|
- |
- |
- |
- |
1; 2
|
10-15
|
1; 2
|
10-15
|
1; 2
|
10-15
|
1
|
10-15
|
600
|
||||||||
377-530
|
До 30
|
- |
- |
- |
- |
- |
- |
2
|
15-20
|
2
|
15-20
|
1
|
15-20
|
400
|
||||||||
|
31-50
|
- |
- |
- |
- |
- |
- |
2
|
15-20
|
2
|
15-20
|
1
|
15-20
|
600
|
||||||||
630-820
|
До 30
|
- |
- |
- |
- |
- |
- |
2; 3
|
15-20
|
2; 3
|
15-20
|
1; 2
|
15-20
|
400
|
||||||||
|
31-50
|
- |
- |
- |
- |
- |
- |
2; 3
|
15-20
|
2; 3
|
15-20
|
1; 2
|
15-20
|
600
|
||||||||
920-1020
|
До 30
|
- |
- |
- |
- |
- |
- |
- |
- |
3
|
15-20
|
2; 3
|
15-20
|
400
|
||||||||
|
31-50
|
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
2; 3
|
15-20
|
600
|
||||||||
Примечание. К - расстояние между осью шва и КЭН.
17.4.16. Секции, установленные на одном сварном соединении, должны подсоединяться к источнику питания, как правило, параллельно. Допускается последовательное соединение двух-трех секций нагревателя КЭН-1 и двух секций нагревателя КЭН-2.
17.4.17. Для термической обработки сварных соединений труб больших диаметров (1020 мм и более) могут быть использованы нагреватели ГЭН и КЭН-4. Для уменьшения теплоотвода из зоны нагрева и снижения перепада температуры по толщине стенки необходимо применять следующие технологические приемы:
увеличивать зону нагрева сварных соединений путем установки на наружной поверхности труб дополнительных поясов ГЭН или секций КЭН-4;
устанавливать на внутренние поверхности сварных соединений электронагреватели ГЭН и КЭН-4 (если есть доступ внутрь нагреваемых труб).
Групповая термообработка стыков труб с помощью электронагрева
17.4.18. Групповая термообработка стыков, то есть одновременный нагрев нескольких сварных соединений от одного источника питания, может производиться как с помощью индукторов, так и с помощью радиационных и комбинированных электронагревателей. Групповой термообработке с нагревом газовым пламенем могут подвергаться только стыки труб поверхностей нагрева котла, собранные в блоки (см. п.17.4.25).
17.4.19. При групповой термообработке стыков труб необходимо выполнять следующие требования:
а) трубы должны быть одинакового размера (диаметра и толщины стенки), из стали одной марки и иметь одинаковую исходную температуру;
б) все сварные соединения подвергаются термообработке по одному и тому же режиму;
в) стыки должны иметь одинаковую теплоизоляцию и условия теплоотвода;
г) все стыки должны нагреваться с помощью одинаковых электронагревателей. Индукторы должны иметь одинаковое число витков, шаг намотки и сечение витка; когда стыки расположены на незначительном расстоянии один от другого (не более 1-1,5 м) на одном трубопроводе, следует обеспечить совпадение направления намотки витков индуктора. Электронагреватели ГЭН должны иметь одинаковую длину, ширину и число поясов, число и размеры нагревательных элементов и должны устанавливаться на стыки по одной схеме.
При групповой термообработке индукторы следует подключать последовательно, а электронагреватели сопротивления - параллельно.
17.4.20. Групповой нагрев с помощью индукторов сварных соединений приварки донышек к штуцерам коллекторов по режиму высокого отпуска можно производить от трансформатора ТДФЖ-2002 или преобразователей средней частоты при последовательном соединении индукторов. От трансформатора ТДФЖ-2002 можно одновременно нагревать до пяти стыков приварки донышек к штуцерам диаметром 108-168 мм, от преобразователей средней частоты - три-четыре стыка. Для симметричной установки индуктора относительно сварного шва к донышку временно прихватывают патрубок (отрезок трубы) длиной 200-300 мм того же диаметра, что и диаметр штуцера коллектора. По окончании термообработки этот патрубок удаляют.
Схема одновременного нагрева током частотой 50 Гц двух стыков приварки донышек к штуцерам коллекторов с помощью гибких индукторов, каждый из которых состоит из шести-семи витков сечением 90-120 мм , показана на рис.17.10. Напряжение на общих выводах составляет 45-55 В, ток - 1000-1200 А.
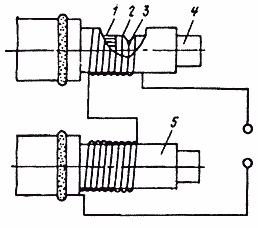
Рис.17.10. Схема подключения гибких индукторов при одновременном нагреве двух донышек штуцеров коллекторов:
1 - термообрабатываемый шов приварки донышка к штуцеру коллектора;
2 - донышко штуцера коллектора; 3 - прихватка; 4 - временно прихваченная труба; 5 - теплоизоляция (асбест)
17.4.21. Замер температуры сварного соединения при групповой термообработке должен производиться не менее чем на двух стыках с соблюдением требований, изложенных в подразделе 17.5.
17.4.22. Основные технологические и электрические параметры групповой термообработки стыков с помощью нагрева гибкими индукторами приведены в табл.17.11, а с использованием в качестве источника питания тиристорного преобразователя - в табл.17.12.
Таблица 17.11