

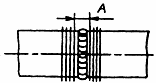
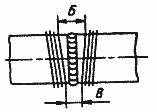
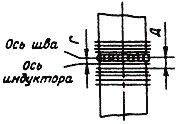
Расположение гибких неохлаждаемых индукторов на вертикальных и горизонтальных стыках труб
#G0Положение стыка |
Диаметр трубы, мм |
Схемы расположения индуктора |
Расстояние, мм
|
||||
|
|
|
А
|
Б
|
В
|
Г
|
Д
|
Вертикальное |
108-194
|
|
25
|
- |
- |
- |
- |
|
219-300
|
|
- |
40-45
|
30
|
- |
- |
|
325-377
|
|
- |
50-55
|
35
|
- |
- |
|
426-465
|
|
- |
80-85
|
40
|
- |
- |
|
530-630
|
|
- |
100-105
|
50
|
- |
- |
|
720-820
|
|
- |
105-110
|
60
|
- |
- |
|
1020
|
|
- |
115-120
|
70
|
- |
- |
Горизонтальное |
108-194
|
|
- |
- |
- |
10-15
|
20
|
|
219-300
|
|
- |
- |
- |
10-15
|
25
|
|
325-377
|
|
- |
- |
- |
10-15
|
30
|
|
426-465
|
|
- |
- |
- |
15-20
|
35
|
|
530-630
|
|
- |
- |
- |
15-20
|
40
|
|
720-820
|
|
- |
- |
- |
15-20
|
45
|
|
1020
|
|
- |
- |
- |
15-20
|
55
|
17.4.6. Индуктор для подогрева стыка перед сваркой и для последующей термообработки нужно устанавливать на трубу в следующей последовательности:
закрепить (приварить) бобышки для установки горячих спаев термоэлектрических преобразователей (ТП) согласно требованиям подраздела 17.5;
на трубу в районе сварного шва наложить тепловую изоляцию в соответствии с требованиями пп.17.3.8, 17.4.4 и 17.4.5;
намотать индуктор на трубу;
закрепить горячие спаи ТП в приваренные бобышки в соответствии с требованиями подраздела 17.5 (предварительно надрезав теплоизоляцию в месте установки бобышки) и подключить провода ТП к регистрирующему прибору;
присоединить к выводам индуктора токопроводящие провода от источника питания;
подключить конденсаторную батарею (при нагреве током средней частоты);
включить источник питания и провести нагрев по заданному режиму.
17.4.7. Ориентировочные технологические и электрические параметры термообработки сварных стыков труб различных диаметров гибкими индукторами из неизолированного медного провода приведены в табл.17.5. Ориентировочные режимы нагрева стыков труб тиристорными преобразователями средней частоты (инверторами) даны в табл.17.6.
Таблица 17.5