

7.5. Приварка фланцев, арматуры и других деталей к трубам
7.5.1. Арматуру (клапаны, задвижки), фланцы, донышки, заглушки и другие фасонные детали, присоединяемые к трубам стыковым сварным швом, приваривают с соблюдением тех же режимов и технологии, что и при сварке стыков трубопровода соответствующих диаметра и марки стали, а также требований п.3.7 и подразделов 6.4 и 6.5.
7.5.2. Плоские
фланцы на давление
![]() 2,5
МПа (25 кгс/см
)
для диаметра труб 600 мм и более
изготавливаются по ОСТ 34 10.755-97. Фланец
приваривается к трубе двумя угловыми
швами - наружным и внутренним (рис.7.18).
Сначала накладывают наружный шов, затем
- внутренний. Размеры швов приварки
указаны в таблице 7.2. Внутренний шов,
являющийся лишь уплотняющим, имеет
катет 7
2,5
МПа (25 кгс/см
)
для диаметра труб 600 мм и более
изготавливаются по ОСТ 34 10.755-97. Фланец
приваривается к трубе двумя угловыми
швами - наружным и внутренним (рис.7.18).
Сначала накладывают наружный шов, затем
- внутренний. Размеры швов приварки
указаны в таблице 7.2. Внутренний шов,
являющийся лишь уплотняющим, имеет
катет 7![]() мм независимо от толщины стенки трубы.
мм независимо от толщины стенки трубы.
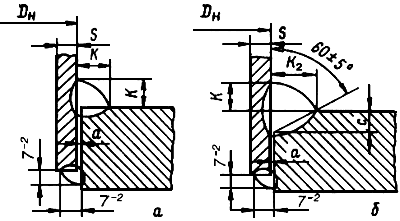
Рис.7.18. Приварка плоских фланцев к трубе:
а - при
условном давлении
![]() 1,6
МПа (16 кгс/см
);
1,6
МПа (16 кгс/см
);
б - при 2,5 МПа (25 кгс/см )
Для труб диаметром менее 600 мм плоские приварные фланцы изготавливаются по #M12291 1200003400ГОСТ 12820#S и размеры катетов шва указываются в конструкторской документации.
Таблица 7.2
Размеры швов приварки плоских фланцев (ост 34 10.755-97)
#G0Условное
давление
|
Условный проход
|
Размеры присоединяемых труб
|
Зазор между трубой и фланцем , мм, не более |
Глубина фаски на фланце
|
Размер катетов шва, мм
|
|||||
|
|
|
|
|
|
|
||||
|
600
|
630х12
|
|
12
|
12
|
22
|
||||
|
700
|
720х9
|
|
9
|
9
|
18
|
||||
2,5 (25)
|
800
|
820х11
|
1,5
|
11
|
11
|
21
|
||||
|
1000
|
1020х14
|
|
14
|
14
|
26
|
||||
|
1200
|
1220х14
|
|
14
|
14
|
26
|
||||
|
700
|
720х9
|
|
9
|
9
|
18
|
||||
|
800
|
820х9
|
|
9
|
9
|
18
|
||||
1,6 (16)
|
1000
|
1020х10
|
1,5
|
10
|
10
|
20
|
||||
|
1200 |
1220х11
|
|
11 |
11 |
21
|
||||
|
1400
|
1420х14
|
|
14
|
14
|
26
|
||||
|
1600
|
1620х14
|
|
14
|
14
|
26
|
||||
|
700
|
720х9
|
|
9
|
9
|
18
|
||||
|
800
|
820х9
|
|
9
|
9
|
18
|
||||
|
1000
|
1020х10
|
|
10
|
10
|
20
|
||||
1,0 (10)
|
1200
|
1220х11
|
1,5
|
11
|
11
|
21
|
||||
|
1400
|
1420х14
|
|
14
|
14
|
26
|
||||
|
1600
|
1620х14
|
|
14
|
14
|
26
|
||||
|
1200
|
1220х11
|
|
11
|
11
|
21
|
||||
0,6 (6)
|
1400
|
1420х14
|
1,5
|
14
|
14 |
26
|
||||
|
1600
|
1620х14
|
|
14
|
14
|
26
|
||||
7.5.3. Приварку креплений из высоколегированных сталей к трубам пароперегревателя и другим элементам котла, находящимся в зонах высоких температур, а также приварку к паропроводам реперов для измерения ползучести необходимо выполнять аустенитными электродами диаметром не более 3 мм на режимах с минимальным тепловложением. Марка электродов выбирается по данным табл.4.2. Ток устанавливается из расчета 25-30 А на 1 мм диаметра электрода. Сварку следует вести короткой дугой с незначительными колебательными движениями электрода. Каждый следующий валик необходимо накладывать только после снижения температуры металла в зоне сварки ниже 100 °С. Термическая обработка таких сварных соединений не производится.
7.5.4. К трубам из углеродистых и низколегированных теплоустойчивых и конструкционных сталей упоры, накладки, подвески и другие детали креплений из таких же сталей следует приваривать сплошным угловым швом с катетом, указанным в рабочих чертежах, с использованием электродов, подбираемых по данным табл.4.1. Диаметр электродов должен быть не более 3 мм. Если детали креплений и трубы изготовлены из стали разных марок одного структурного класса, электроды нужно выбирать по менее легированной стали.
Подогрев при приварке деталей креплений к трубам из углеродистых и низколегированных сталей осуществляется в соответствии с рекомендациями, приведенными в табл.6.3, при этом за толщину свариваемых деталей принимается толщина трубы. Подогрев трубы и детали осуществляется в районе приварки.
Приварка упоров к трубопроводам из низколегированных теплоустойчивых сталей должна выполняться по одной из схем, приведенных на рис.7.19. В случае приварки упора двумя фланговыми швами (рис.7.19,а) каждый слой сваривается в направлении, противоположном направлению сварки предыдущего слоя. В случае приварки упора двумя фланговыми и одним лобовым швами (рис.7.19,б) сварка начинается в середине лобового шва (в точке Б) и ведется до конца правого или левого флангового шва. Если длина шва от точки Б до конца флангового шва более 250 мм, то сварка должна выполняться обратноступенчатым способом. Приварку упора к трубе диаметром более 500 мм должны выполнять одновременно два сварщика.
Условия, при которых необходима термообработка угловых швов приварки деталей креплений к трубам, и режим термообработки указаны в подразделе 17.2.
Сварные соединения деталей креплений из углеродистой стали с трубами из низколегированной стали термической обработке не подвергаются.
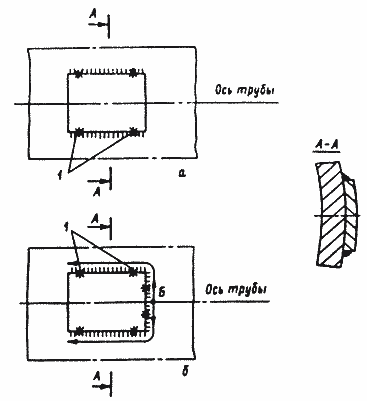
Рис.7.19. Схемы приварки упора к трубопроводу двумя фланговыми швами (а),
двумя фланговыми и одним лобовым швами (б):
1 - прихватки
7.5.5. Приварка бобышек для термопар к трубопроводам производится электродами диаметром не более 3 мм. Марка электродов выбирается по данным табл.4.1.
Необходимость и режим предварительного подогрева определяются по данным табл.6.3. и п.6.4.1. При приварке бобышек к трубопроводу диаметром менее 219 мм необходим предварительный подогрев бобышек и трубы по всему периметру, при диаметре трубопровода 219 мм и более подогревается труба только в районе приварки бобышек и сама бобышка.
Необходимость и режим термообработки этих сварных соединений указаны в подразделе 17.2.