

1 Определение числа гибких производственных модулей
Расчетное число оборудования определяется как отношение средней станкоемкости, приходящейся на каждый станок к среднему такту выпуска деталей.
Средний такт выпуска деталей [1]
![]() (1)
(1)
где Ф0=4025 ч – фонд времени работы оборудования;
kисп=0,9 – коэффициент использования оборудования;
Nгод=100000 шт – годовая программа выпуска деталей.
Число гибких производственных модулей [1]
![]() (2)
(2)
2 Определение основных параметров тары
Выбор типа и параметров производственной тары является одним из первых этапов проектирования складской системы, так как посредством тары увязывается между собой номенклатура перерабатываемых грузов, определяются интенсивность грузопотоков, условия транспортирования и изготовления изделий, а также основные параметры самой складской системы.
Увязка тары с внешними и внутренними грузопотоками должна выполняться посредством лучшего заполнения транспортных средств, т. е. путем увеличения транспортной партии и обеспечения бесперевалочного процесса транспортирования и складирования грузов. Увеличение транспортной партии может быть достигнута путем компактного размещения грузов в производственной таре, а также контейнерной перевозки грузов.
В зависимости от типов и размеров изготавливаемых изделий, а также условий транспортирования и складирования размеры тары в плане выбирают из следующего стандартного ряда: 150×200, 200×300, 300×400, 400×600, 600×800, 800×800, 800×1200, 1000×1200, 1600×1000, 1600×1200мм.
Доставка скомплектованных деталей для механической обработки, а также их хранение могут быть осуществлены с помощью магазинов типа кассет для деталей типа тел вращения или на столах спутниках для корпусных деталей.
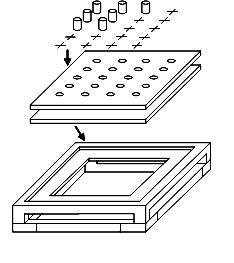
В соответствии с габаритами заготовок и деталей задается размер кассеты в плане l=600 мм и b=800 мм. Укладку деталей в кассете принимаем в один ряд NL=1. Определяем число заготовок или деталей в кассете при укладке по способу 1 (вертикально)
![]() (3)
(3)
Выражение ε{…} означает, что берется целая часть от расчетного числа.
 Высота
кассет с грузом
Высота
кассет с грузом
![]() (6)
(6)
Объем, занимаемый кассетой [1]
при
способе укладки 1
![]() (9)
(9)
при
способе укладки 2
![]() (10)
(10)
при
способе укладки 3
![]() (11)
(11)
Число заготовок, помещающихся в 1м3 объема кассеты [1]
при
способе укладки 1
![]() (12)
(12)
при
способе укладки 2
![]() (13)
(13)
при
способе укладки 3
![]() (14)
(14)
Принимаем способ укладки деталей и заготовок в кассету 1, так как он обеспечивает наилучшее использование объема производственного помещения (рисунок 1).
 Потребная
грузоподъемность кассеты [1]:
Потребная
грузоподъемность кассеты [1]:
при
загрузке заготовками
![]() (15)
(15)
при
загрузке деталями
![]() (16)
(16)
Принимаем
грузоподъемность поддонов
![]()