

Схемы напряженного состояния и схемы деформации
При анализе технических процессов обработки металлов давлением необходимо пользоваться схемами напряженного состояния и деформаций. Схемой напряженного состояния называется графическое изображение сочетания напряжений, схемой де формации - графическое изображение деформаций.
Схемы напряженного состояния и деформаций дают представление о величине и знаке преобладающих напряжений и де формаций на главных площадках. Всего возможных схем напряженного состояния девять - две линейные, три плоские и четыре объемные (Схемы напряженного состояния, а). Схемы, имеющие напряжения одного знака, называются одноименными, напряжения разных знаков, - разноименными. Возможны три схемы деформации (Схемы напряженного состояния, б).
Схемы пластической деформации могут быть только разноименными. Из условия постоянства объема металла при пластической деформации следует, что три главные деформации не мо гут быть одного знака. Действительно, если объем тела при пластической деформации остается неизменным, то одновременно уменьшить или увеличить размеры кристаллического тела без нарушения его сплошности по трем осям координат невозможно. Так, при осадке металла между параллельными плитами имеют место одна деформация сжатия и две деформации растяжения; при волочении - две деформации сжатия, одна растяжения (схемы Д1 и Д3), а при листовой прокатке (схема Д2) - деформация сжатия и растяжения.
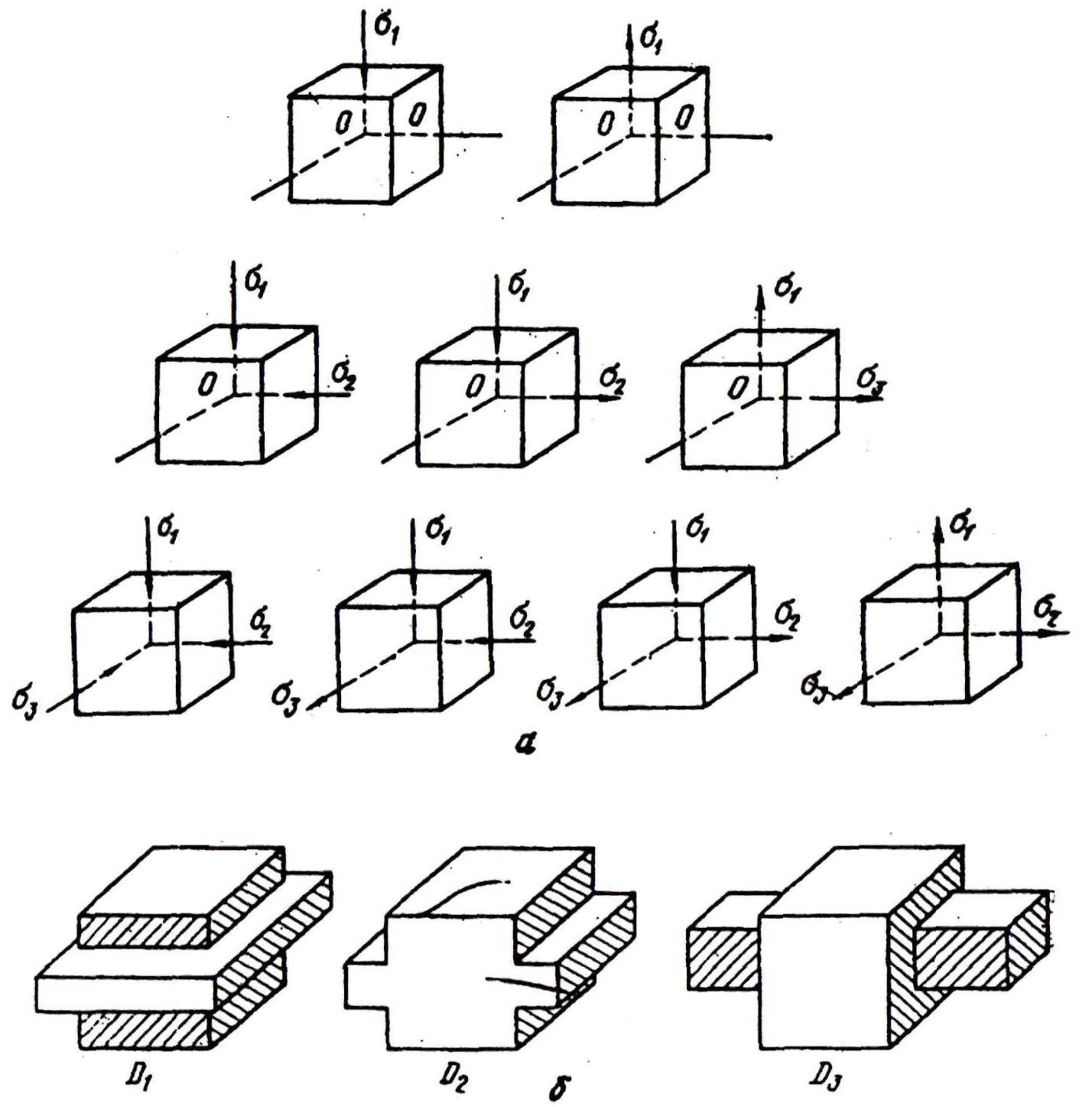
Схемы напряженного состояния (а) и деформаций (б)
Обобщенное представление о технологических процессах обработки металлов давлением дают механические схемы деформации. Механическая схема деформации - это возможная совокупность схем напряженного состояния и схем деформаций. Всего возможны 23 механические схемы. Механические схемы основных технических процессов обработки металлов давлением показаны на «механические схемы основных технологических процессов». Преобладающая механическая схема определяет усилие, необходимое для осуществления процесса, и технологическую пластичность металла. Для осуществления процесса, включающего схему напряженного состояния всестороннего сжатия, потребуется большей величины усилие в сравнении с процессом, схема напряженного состояния которого включает одно-два напряжения растяжения. Технологическая пластичность деформируемого металла в зависимости от схемы напряженного состояния может быть различной. Нарушение сплошности металла в микро- или в макрообъеме происходит в результате достижения нормальными напряжениями растяжения величины предела прочности.
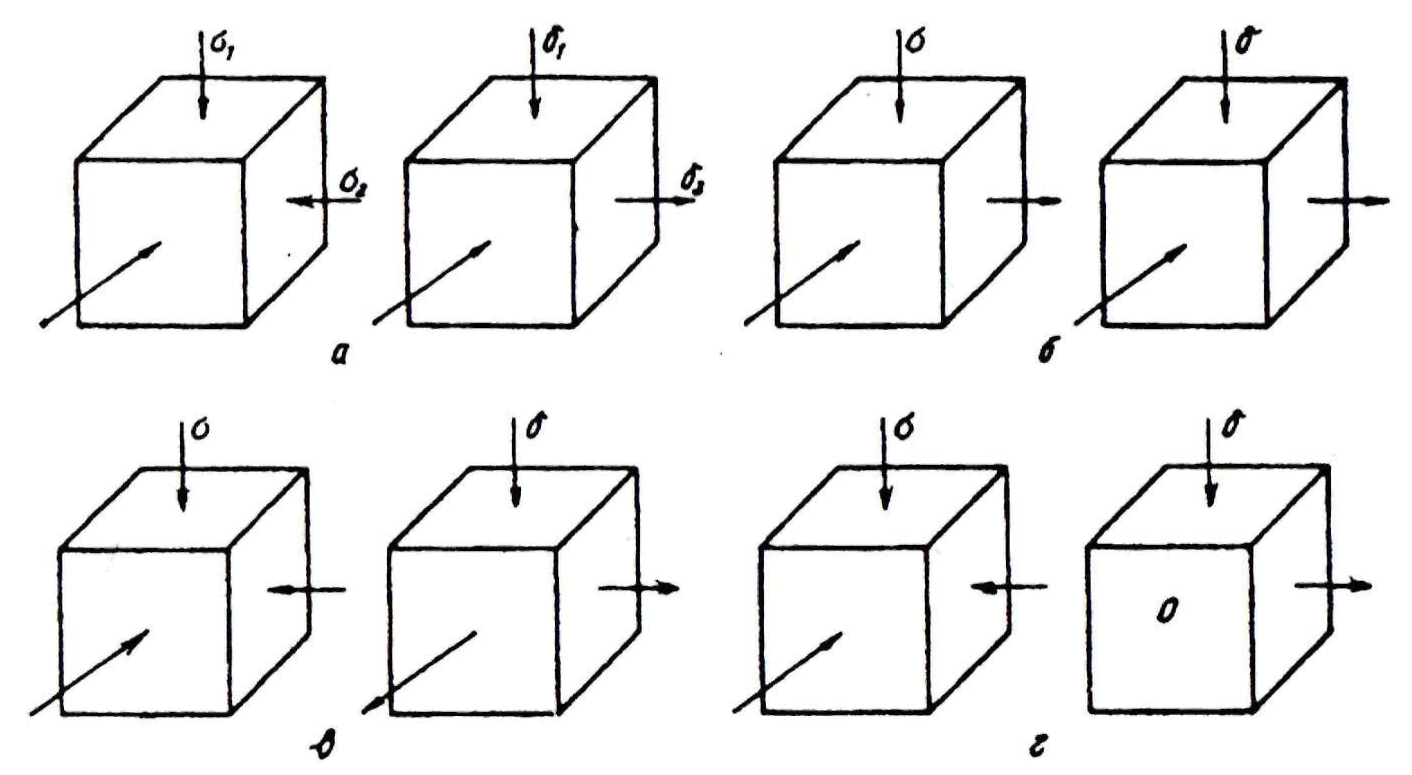
Механические схемы основных технологических процессов: а - прессование; б - волочение; в - осадка (прокатка с уширением); г - прокатка без уширения
Наибольшей пластичности отвечает объемная схема всестороннего сжатия, так как при этой схеме наименее вероятно возникновение напряжений растяжения большой величины. Следовательно, технологическая пластичность будет больше при процессе прессования и меньше при волочении (Механические схемы основных технологических процессов а, б).