

Постоянство объема металла и коэффициенты деформации
Изменение плотности металлов при пластической деформации составляет доли процента. Поэтому с достаточной для практических целей точностью можно принять, что объем металла после пластической деформации равен объему, имевшему место в исходном состоянии.
Для прямоугольной полосы (Схема деформации прямоугольной заготовки при прокатке на гладких валках) объем металла до деформации равен V0= h0b0l0 и после деформации V=hbl. Условие постоянства объема дает основание записать, что (h0b0l0)/(hbt)=1, где l0 и l - длина заготовки до и после деформации.
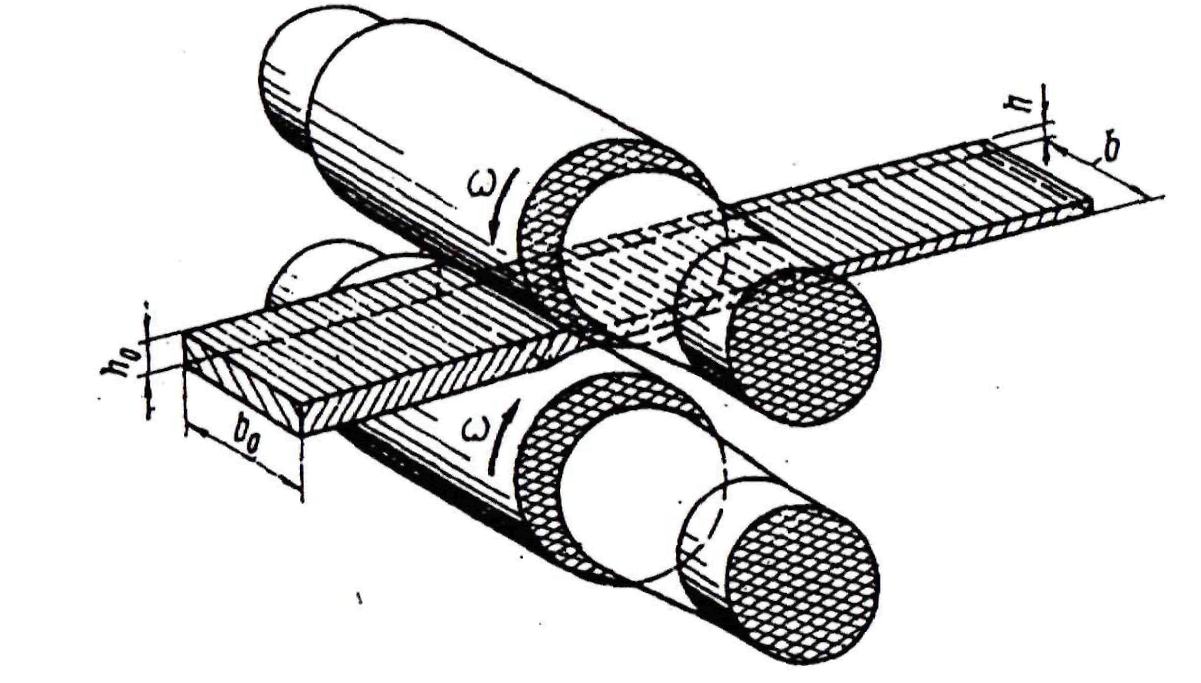
Схема деформации прямоугольной заготовки при прокатке на гладких валках
Отношения линейных размеров называют: η=h0/h- коэффициентом высотной деформации; β = b/b0 - коэффициентом уширения; λ=l/l0 - коэффициентом удлинения (вытяжка).
Для описания деформации металла при прокатке используют такие параметры: ∆h/h0 = h0- h- абсолютное обжатие; ∆b = b - b0- абсолютное уширение; ε = (∆h/h0)100 % - относительное обжатие.
Вытяжка металла, рассчитанная через площади поперечного сечения заготовки до (F0 = h0-b0) и после деформации (F = hb) равна X = F0 / F. В частности, при ковке вытяжка называется уковом.
Важна роль трения в процессах обработки металлов давлением. Действуя по площади контакта металла и инструмента в большинстве процессов обработки металлов давлением, трение играет отрицательную роль, вызывая необходимость применения повышенных величин деформирующего усилия и расхода энергии. При захвате металла прокатными валками роль трения положительна, ибо процесс прокатки невозможно осуществить без достаточной величины сил трения. После захвата металла прокатными валками роль трения становится отрицательной при его величине, превышающей необходимую, для продолжения процесса прокатки в установившейся стадии.
Для уменьшения величины коэффициента трения в зону деформации подают смазочно-охлаждающие жидкости - эмульсии, масла, воду и др.
Процесс прокатки
Основное и вспомогательное оборудование
Прокатным станом называют совокупность оборудования, предназначенного для пластической деформации в приводных вращающихся прокатных валках, транспортировки, отделки, упаковки проката. К основному оборудованию относят деформирующий агрегат с приводом - рабочую клеть. К вспомогательному оборудованию относят машины для перемещения проката, резания проката на части, для правки, для маркировки и др.
Основное оборудование, составляющее главную линию прокатного стана, состоит из рабочей клети, шпинделей, шестеренной клети, редуктора, главного электродвигателя (Общий вид главной линии прокатного стана); Деформирующим агрегатом является рабочая клеть, остальное оборудование служит для привода прокатных валков рабочей клети.
Прокатные станы выполняются одно- и многоклетевыми. Основное оборудование, главная линия одноклетевого прокатного стана показаны на «Схемы расположения рабочих клетей прокатных станов», а.

Общий вид главной линии прокатного стана: У - рабочая клеть с валками; 2 - универсальный шпиндель; 3 - шестеренная клеть; 4 - редуктор; 5 - главный электродвигатель
Принято главные линии прокатных станов, с целью упрощения, изображать в виде прямоугольника. На «Схемы расположения рабочих клетей прокатных станов» представлены схемы многоклетевых прокатных станов (Схемы расположения рабочих клетей прокатных станов б, в, г, д).
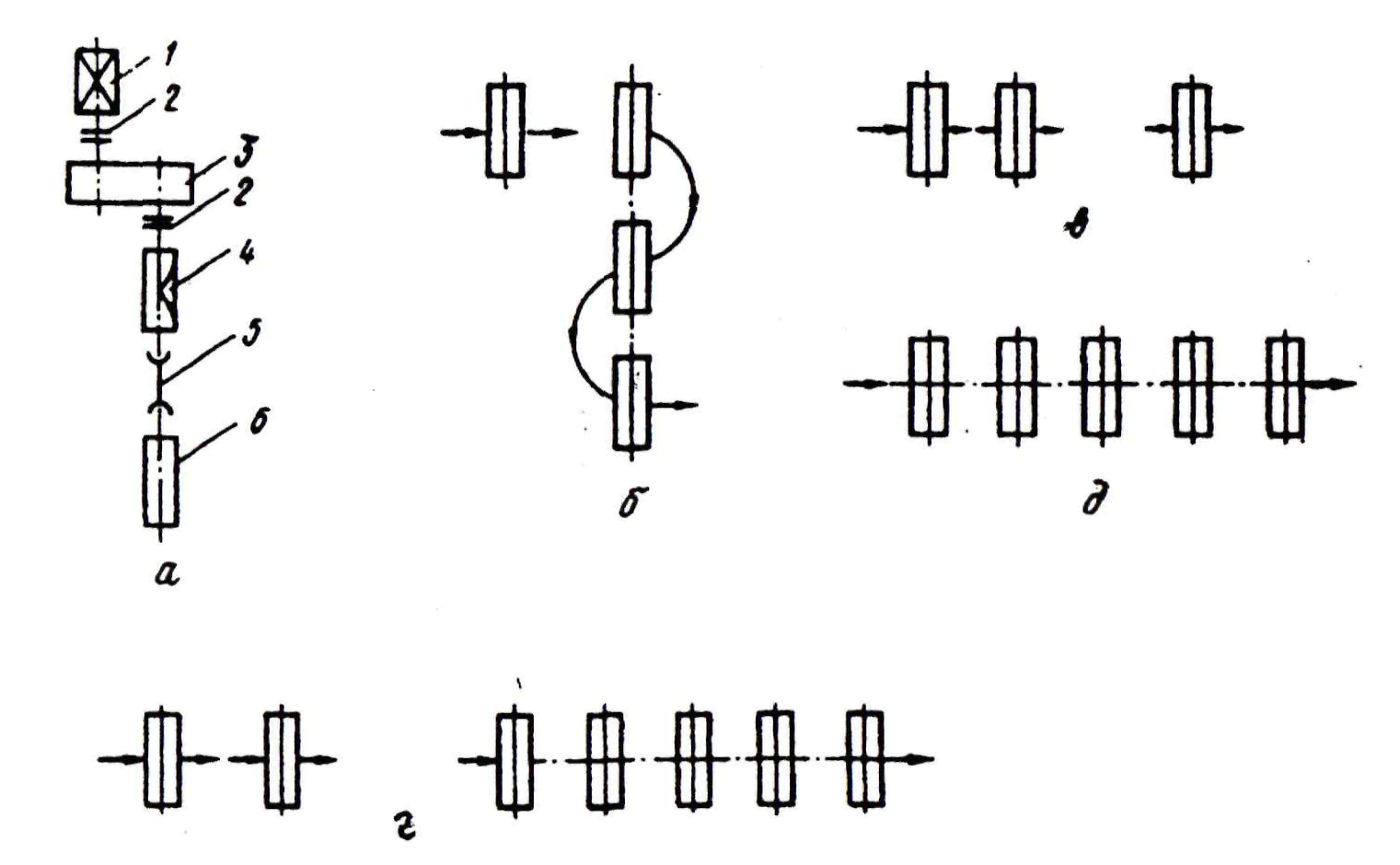
Схемы расположения рабочих клетей прокатных станов:
а) одноклетевой прокатный стан: 1 - главный электродвигатель; 2 - соединительные муфты; 3 - редуктор; 4 - шестеренная клеть; 5 - универсальные шпиндели; 6 - рабочая клеть; б) с линейным расположением рабочих клетей; в) с последовательным; г) с полунепрерывным; д) с непрерывным расположением рабочих клетей
В зависимости от назначения различают: обжимные, заготовочные, листовые, сортовые прокатные станы и прокатные станы специального назначения.
К специальным станам относятся колесопрокатные станы, станы для прокатки периодических профилей, станы для прокатки изделий из металлических порошков и др.
По термомеханическому режиму обработки металла различают станы горячей и холодной прокатки.
Рабочие клети могут содержать два и большее количество валков. Как правило, деформация металла осуществляется двумя рабочими валками, а остальные валки, называемые опорными, придают узлу механическую жесткость и прочность. По числу и расположению валков (Классификация рабочих клетей в зависимости от числа и расположения валков) рабочие клети подразделяют на двухвалковые, трехвалковые, четырехвалковые, шестивалковые и т. д. По расположению рабочие клети различают: с горизонтальными и вертикальными валками (Классификация рабочих клетей в зависимости от числа и расположения валков, а - з), с валками, расположенными под углом к горизонту (Классификация рабочих клетей в зависимости от числа и расположения валков, и).

Классификация рабочих клетей в зависимости от числа и расположения валков:
а - двухвалковая; б - трехвалковая; в ~ четырехвалковая; г — шестивалковая; д - двенадцативалковая; е - двадцативалковая; ж - с вертикальным расположением валков; з - универсальная; и - с расположением валков под углом 45°