

ВСТУП
У дипломному проекті по виготовленню деталі „Шестерня” проектується технологічний процес обробки в умовах серійного виробництва.
Метою проектування є впровадження більш досконалого устаткування, методів техніко-економічного аналізу, пошук шляхів підвищення продуктивності праці і якості виготовленої продукції.
Технологія машинобудування – це наука, що вивчає і встановлює закономірності протікання процесів обробки і параметри, вплив яких найбільше ефективно позначаються на інтенсифікації процесів і підвищення їхньої точності. Вивчає напрямки і засоби обробки матеріалів необхідних для виготовлення машин (виробів), з використанням прогресивних методів і засобів виробництва.
Технологія авіаційного двигунобудування розглядає ті ж питання з врахуванням особливості конструкції виробів (складні двигуни), умов їх експлуатації (швидкість, тиск) і вимог щодо надійності виробів. Основними напрямками є розробка економічних технологій (з малими витратами часу і матеріалів на виробництво, розробка безперервних технологій автоматизованих з малою участю робітників). Розробка екологічно чистих технологій без відходів.
Все це допомагає підвищити техніко-економічну ефективність виробництва, зменшує витрату матеріалу, витрати на інструмент, збільшує кількість і підвищує якість продукції , змінює собівартість, збільшує рівень виробництва і продуктивності процесу.
Для отримання високих техніко-економічних показників в даному
курсовому проекті виконується об'єднання декількох заводських операцій в
одну за рахунок використання універсального верстата.
Реферат
ПЗ: ., рис., табл., додатки, джерела.
Тема проекту: Проектування технологічного процесу обробки деталі:
„Шестерня” в умовах серійного виробництва. Шестерня встановлюється в муфту стартера та служить для передачі крутячого моменту через пару конічних шестерен на центральний привод ротора газогенератора при запуску двигуна, та передачі крутячого моменту на масляний насос відкачки при роботі двигуна. Виготовляється зі сталі 12Х2Н4А.
Метою дипломного проекту є розробка технологічного процесу обробки деталі на базі заводського варіанту технологічного процесу.
В технологічний процес були внесені зміни :
- заміна методу одержання заготівки : у заводському ТП –штампування у відкритих штампах, у проектному варіанті – штампування у закритих штампах; маса заводської заготівки – 0,865 кг; маса проектної – 0,225 кг;
- об’єднання декількох механічних операцій в одну :оп.25 в оп.20 –токарну з ЧПК (верстат АТПр2М12СН);
- зниження трудомісткості за рахунок суміщення операцій складає і економія по фонду заробітної плати складає 32560 грн;
Об’єднання операцій стало можливим за рахунок поширених технологічних можливостей верстатів.
Для зменшення часу на становлення і закріплення деталі спроектовано пневматичний затискний пристрій.
ТЕХНОЛОГІЧНИЙ ПРОЦЕС, ТЕХНОЛОГІЧНІСТЬ,ПРИПУСК, РЕЖИМИ РІЗАННЯ, НОРМИ ЧАСУ, ЗУСИЛЛЯ ЗАТИСКУ,ПРИВЕДЕНА ПРОГРАМА, ТАРИФНА СТАВКА, ПОСАДОВИЙ ОКЛАД, РОЗРЯД,ПРОДУКТИВНІСТЬ ПРАЦІ.
1 ОБГРУНТУВАННЯ ТЕХНІЧНИХ РІШЕНЬ
1.1 Призначення і робота деталі в вузлі (креслення деталі)
Шестерня 78620173 (рисунок 1.1) встановлюється в муфту стартера та служить для передачі крутячого моменту через пару конічних шестерен на центральний привод ротора газогенератора при запуску двигуна, та передачі крутячого моменту на масляний насос відкачки при роботі двигуна.
Таблиця 1.1 – Зміст технологічних вимог
Зміст технологічних вимог |
Коли, яким методом та засобом можливо виконати цю вимогу |
Як та за яким засобом можна перевірити виконання вимог |
1 Биття торця Б відносно А не більше 0,01 |
Тонким точінням |
На контрольній плиті за допомогою індикатора годинникового типу |
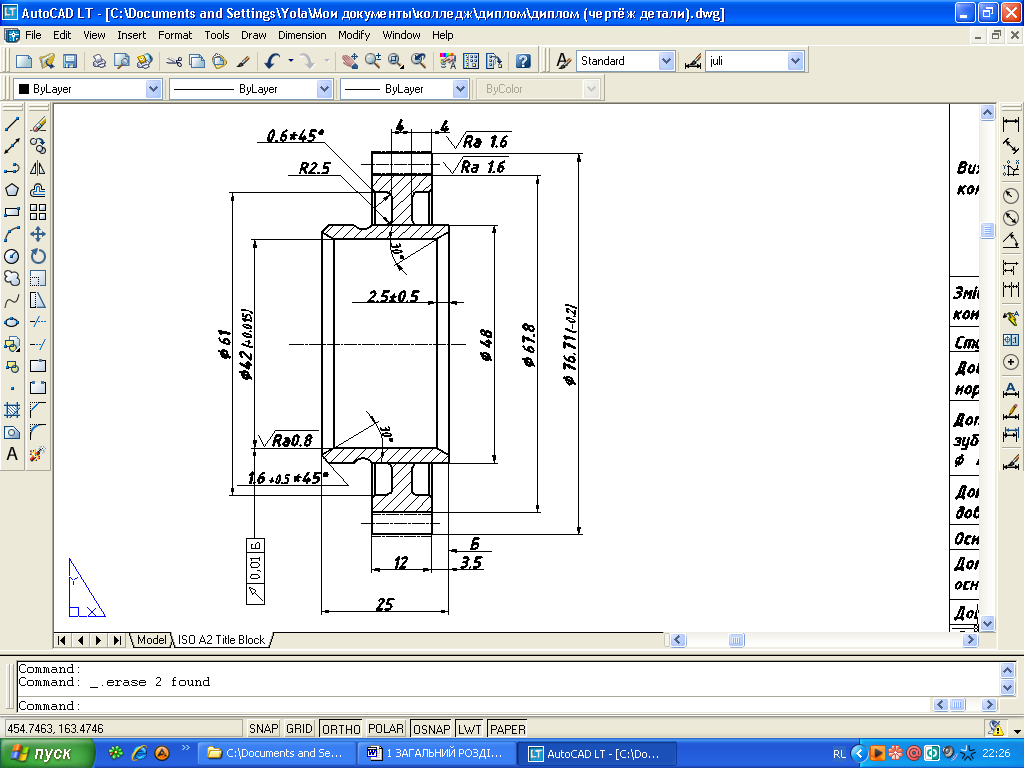
Рисунок 1.1- Ескіз деталі „Шестерня”
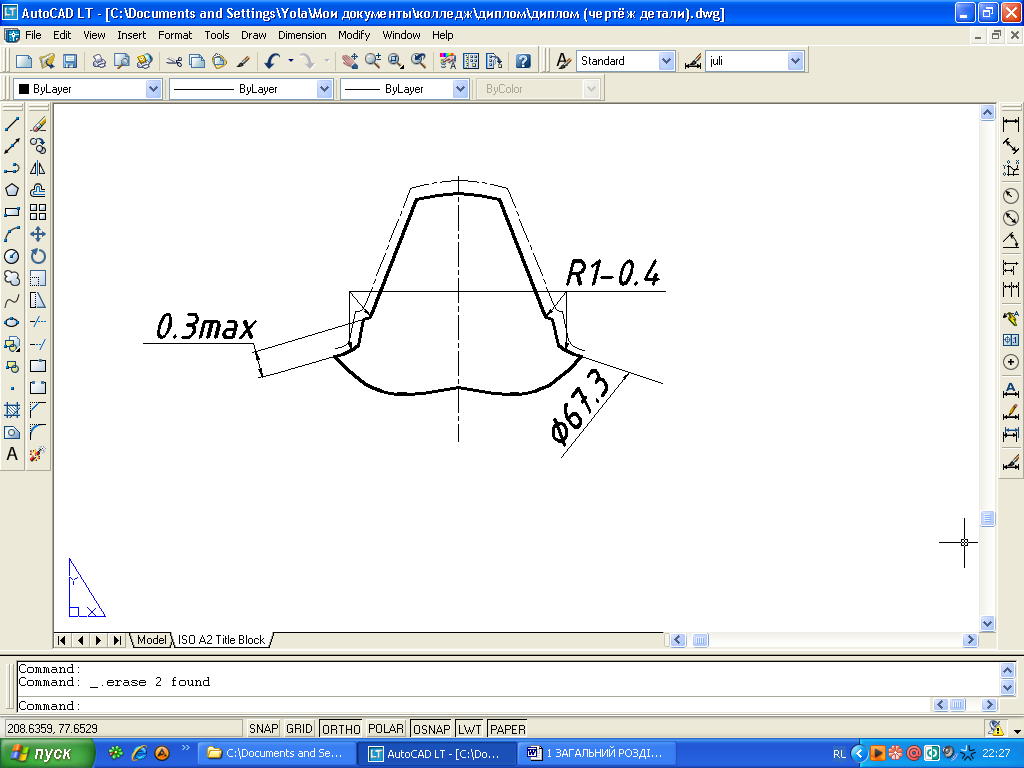

Продовження рисунку 1.1
1.2 Хімічний склад та технічні властивості матеріалу
Таблиця 1.2 – Хімічний склад матеріалу 12Х2Н4А-Ш ГОСТ 4543-74
Масові частки, % |
Не більш |
||||||
С Вуглець |
Si Кремній |
Mn Марганець |
Cr Хром |
Ni Нікель |
Сu Купрум |
S Сірка |
P Фосфор |
0,10-0,15 |
0,17-0,37 |
0,30-0,60 |
1,25-1,75 |
3,25-3,75 |
0,025 |
0,025 |
0,025 |
Таблиця 1.3 – Механічні властивості 12Х2Н4А-Ш ГОСТ 4543-74
σВ |
σ0,2 |
δ |
ψ |
KCU |
Твердість HRC |
МПа |
% |
МДж/м2 |
|
||
Загартовування 760-800°С, олія. Відпуск 180°С |
|||||
1000 |
930 |
12 |
55 |
1,0 |
59-63 |