

Основные узлы токарно-винторезного станка 1к62
Токарно-винторезный станок состоит из следующих основных узлов (рис. 7). Станина 2 c горизонтальными направляющими служит для монтажа узлов станка и установлена на двух тумбах. В передней тумбе 1 смонтирован электродвигатель главного привода станка, в задней тумбе 15 — бак для смазочно-охлаждающей жидкости и насосная станция для ее подачи в зону резания. В передней бабке 6, установленной с левой стороны станины смонтированы коробка скоростей станка и шпиндель. Механизмы передачи коробки скоростей позволяют получать разные частот вращения шпинделя станка. На шпинделе закрепляются зажимные приспособления для закрепления заготовки и передачи ей вращения. На лицевой стороне передней бабки расположена панель управления 5 механизмами и передачами коробки скоростей. Коробку подач 3 крепят к лицевой стороне станины. В ней смонтированы механизмы, позволяющие придавать суппорту с резцом разные скорости перемещения. Суппорт, предназначенный для закрепления и перемещения в нужном направлении резцов, состоит из нескольких частей. Продольные салазки 7, установленные на направляющих станины, перемещаются вдоль шпинделя, обеспечивая продольную подачу. Поперечные салазки 8 перемещаются в поперечном направлении по направляющим продольных салазок 7. Поворотные салазки 10, несущие четырехпозиционный резцедержатель 9, могут быть установлены под требуемым углом к оси шпинделя, что требуется при обработке конических поверхностей. К продольным салазкам 7 крепится фартук станка 11, механизмы которого преобразуют вращательное движение ходового валика 12 или ходового винта 13 в поступательное движение суппорта. Задняя бабка. 14 установлена с правой стороны станин и может перемещаться по ее направляющим. В пиноли задней бабки устанавливаются центры, служащие для поддержания длинных деталей, а также инструменты для обработки отверстий (сверла, зенкеры, развертки). Конструкция задней бабки позволяет осуществлять смещение ее оси в поперечном направлении, что используется при обработке длинных конических деталей с малым углом конусности.
Крепление заготовок и инструментов на токарно-винторезных станках.
Разнообразие работ, выполняемых на токарно-винторезных станках, и многообразие обрабатываемых заготовок привели к необходимости создания большого числа универсальных приспособлений. Детали типа втулок или колец, имеющие готовые отверстия, при обработке по наружному диаметру крепятся на оправках, устанавливаемых в центрах станка Наиболее часто закрепление деталей на токарных станках происходит в трех- и четырехку-лачковом патронах. Трехкулачковые самоцентрирующие патроны (рис.10) применяют для закрепления осесимметричных заготовок. Четырехкулачковый патрон имеет независимые перемещение всех четырех кулачков, что позволяет закреплять несимметричные детали (рис.10).
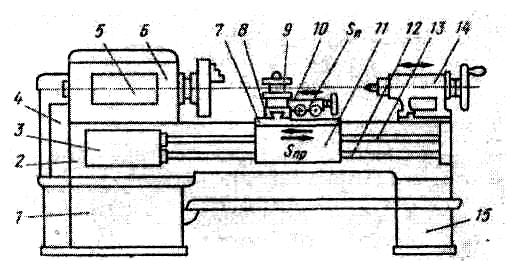
Рис.7 Токарно-винторезный станок 1К62
Подрезные отогнутые резцы (рис.8) служат для поперечного точения, подрезания торцевых поверхностей и уступов. Иногда эти резцы используют для продольной обточки при обработке тонких и недостаточно жестких деталей.
Рис.8 Подрезной отогнутый резец
Расточные резцы (рис.9) служат для черновой и чистовой расточки сквозных и глухих отверстий. Эти резцы должны всегда иметь меньшие поперечные размеры, чем обрабатываемое отверстие, в тоже время тело резца должно быть длиннее чем глубина растачиваемого отверстия.
Рис.9 Расточный резец
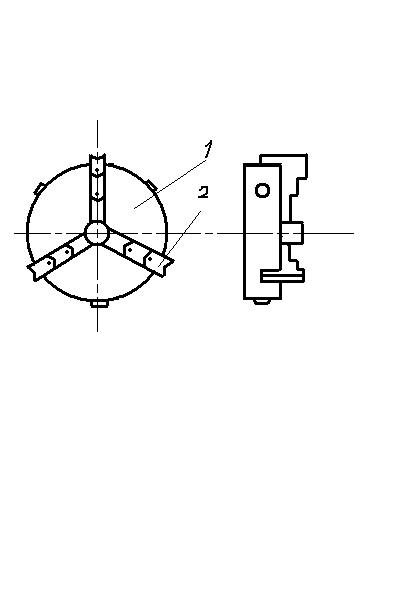
Рис. 10 Трехкулачковый самоцентрирующий и четырехкулачковый патроны
Список использованной литературы:
Солнцев Ю. П. Металловедение и технология металлов. - М.:
Металлургия, 1988.
Гуляев А. П. Металловедение. - М.: Металлургия, 1977.
Скобников К. М., Глазов Г. А., Петраш Л. В. Технология металлов и
других конструкционных материалов. – Ленинград.: Машиностроение,
1972.
Сидорин Г. Ф., Косолапое Г. Ф., Макарова В. И. Основы материаловедения. - М.: Машиностроение, 1976.
Лахтин Ю. М., Леонтьева В. П. Материаловедение. - М.:
Машиностроение, 1972.
Яковлев Б. Н. Изготовление деталей литьем: методические указания к выполнению лабораторных работ. - Арх-ск: АЛТИ, 1985.
Беляков В. Я., Летавин Н. Т. Резание металлов: методические указания к выполнению лабораторных работ. - Арх-ск: АЛТИ, 1984.
Яковлев Б. Н. Методические указания к выполнению курсовой работы. - Арх-ск: АГТУ, 1996.
Яковлев Б. Н., Орлов Б. Ф. Сварочное производство: методические указания к выполнению контрольной работы. - Арх-ск: АЛТИ, 1985.