Допуски размеров отливок.
Допуски линейных размеров отливок, изменяемых и не изменяемых обработкой, должны соответсвовать табличным значениям.
Для наклонных, конических и фасонных поверхностей, заданных координатами от одной базы или поверхности, допускается устанавливать допуски на номинальное значение наибольшего из размеров.
Допуски угловых размеров в пересчете на линейные не должны превышать значений, приведенных в таблицах для линейных размеров соответствующих классов точности.
Допуски формы и расположения поверхностей отливок (отклонения от прямолинейности, плоскостности, параллельности, перпендикулярности, заданного профиля) в диаметральном выражении должны отвечать табличным значениям.
В допусках формы и расположения не учтены формовочные уклоны, назначаемые по ГОСТ 3212−92.
Интервалы номинальных размеров, мм |
Допуски размеров отливок, мм |
10 |
|
Св.400 до 630 |
4,4 |
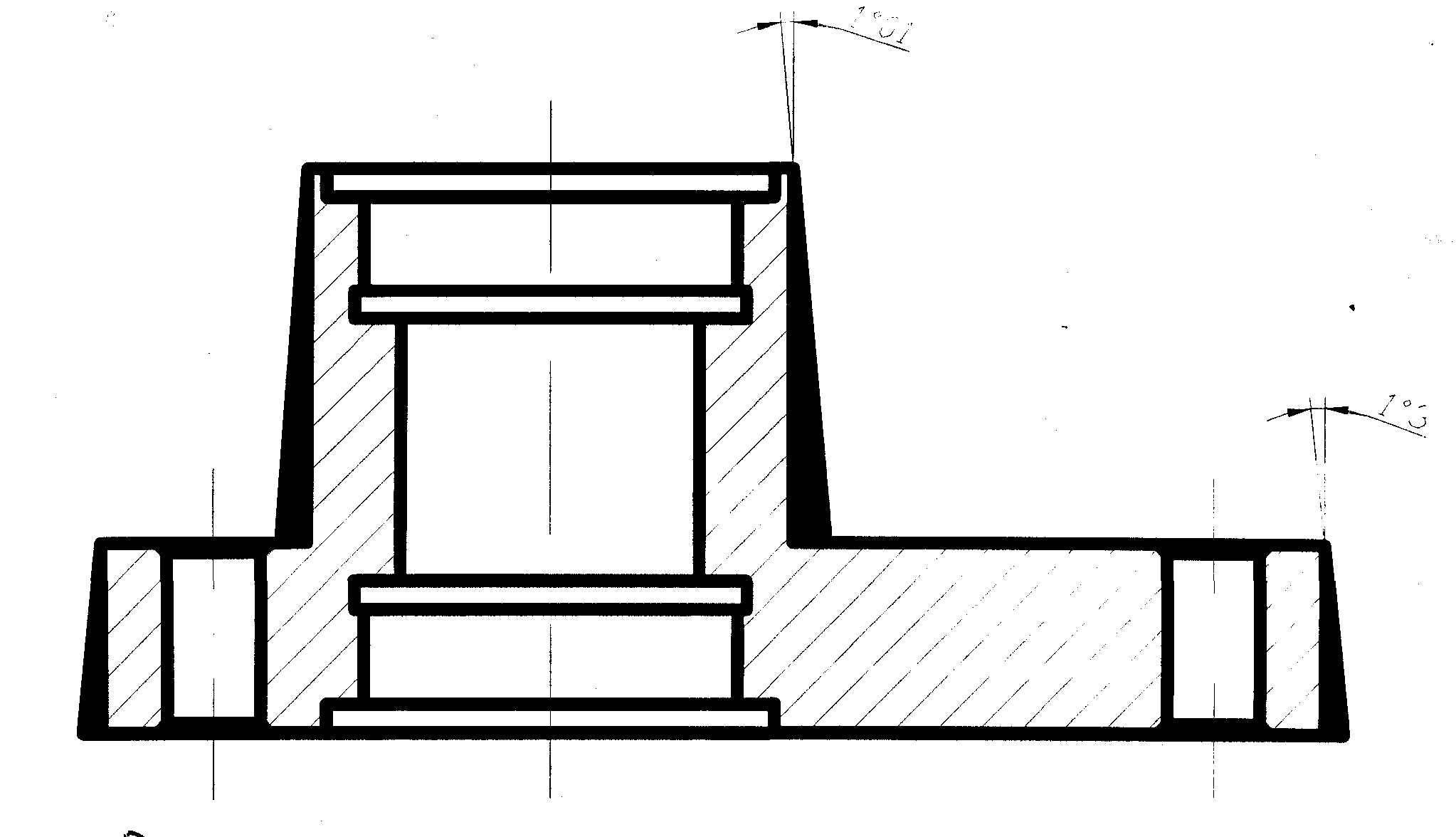
Формовочные уклоны.
Формовочными называют уклоны, выполненные на вертикальных стенках моделей, некоторых стержневых ящиков, а также на углублениях и выступах элементов модельного комплекта. Формовочные уклоны на рабочих поверхностях делают в том случае, если в отливке не предусмотрены конструктивные уклоны. Формовочные уклоны выбирают по ГОСТ 3212—80 и выполняют в направлении извлечения модели из формы или стержня из стержневого ящика.
Формовочные уклоны на отливках по ГОСТ 3212 – 80
Высота отливки от плоскости разъёма |
Величина уклона |
|
мм |
Град. |
мм |
101 – 200 |
1001’ |
3,0 |
51 – 100 |
1о3’ |
3,5 |
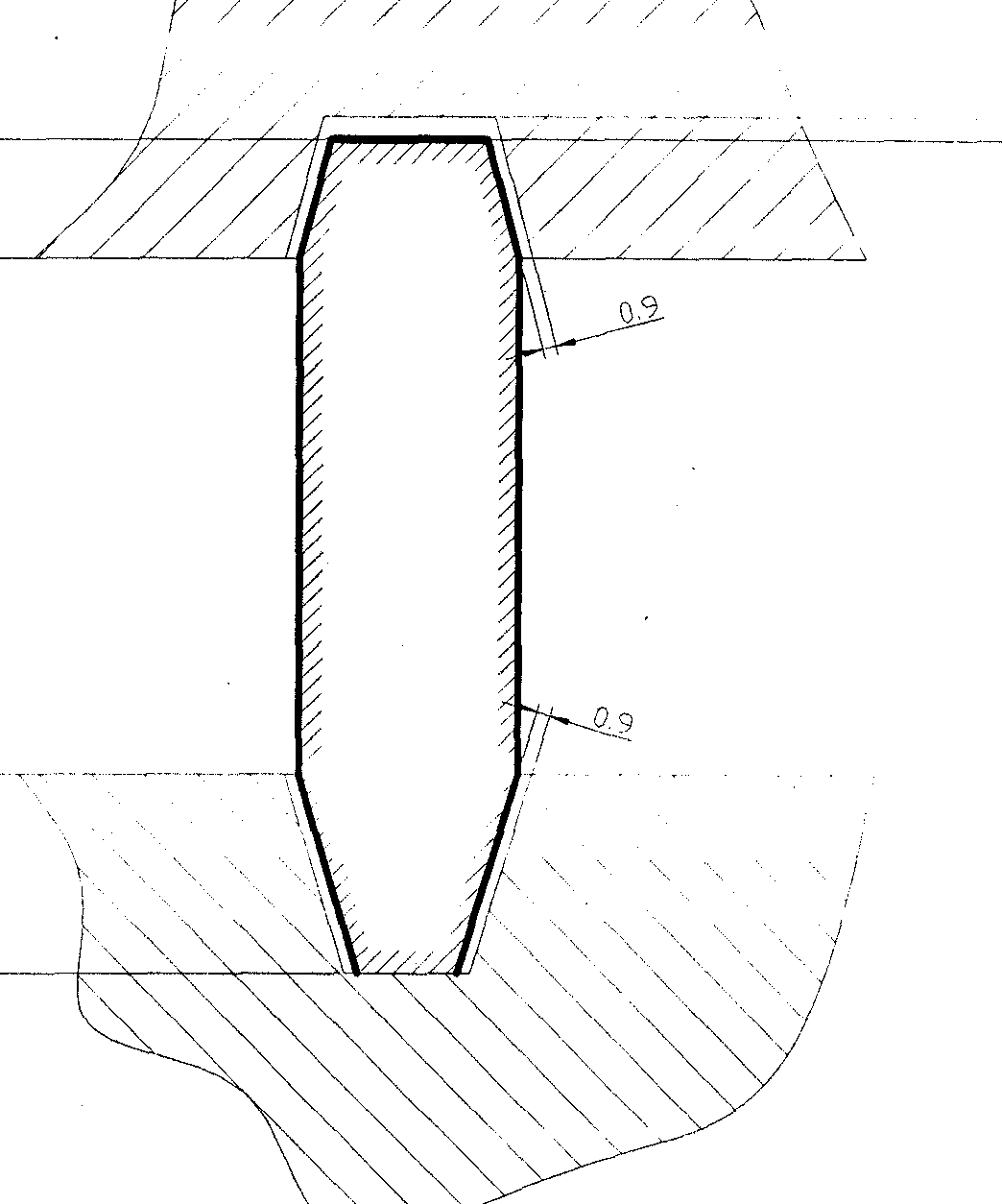
Стержень.
Зазоры между знаками формы и стержня ( на сторону для модельного комплекта третьего краса точности, изготовленного из дерева), мм
Высота Н |
Зазор S1 |
При длине стержня L |
|
180-250 |
|
180-250 |
2,2 |
Диаметр стержня берём по минимальному диаметру внутренней части детали.
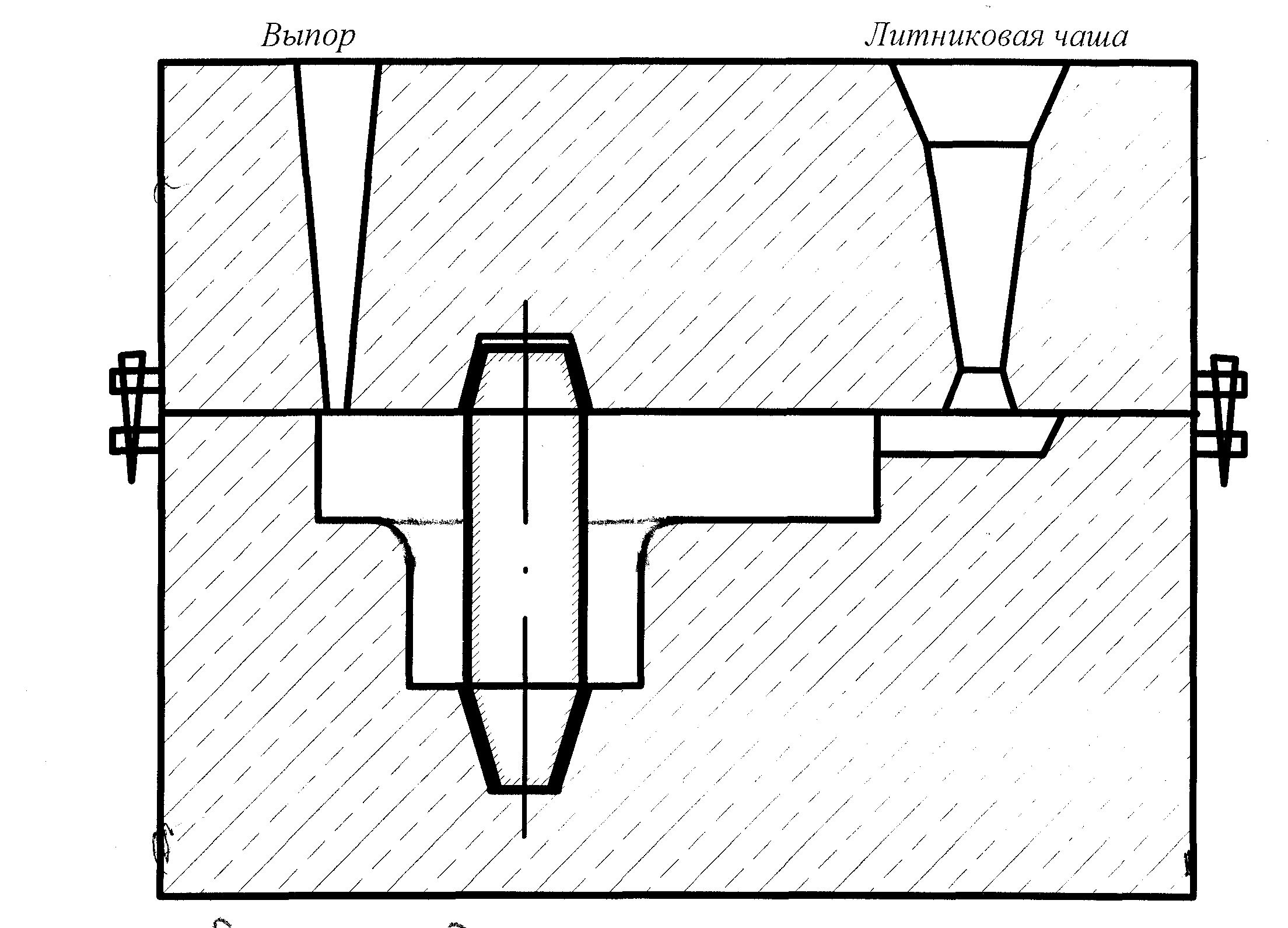
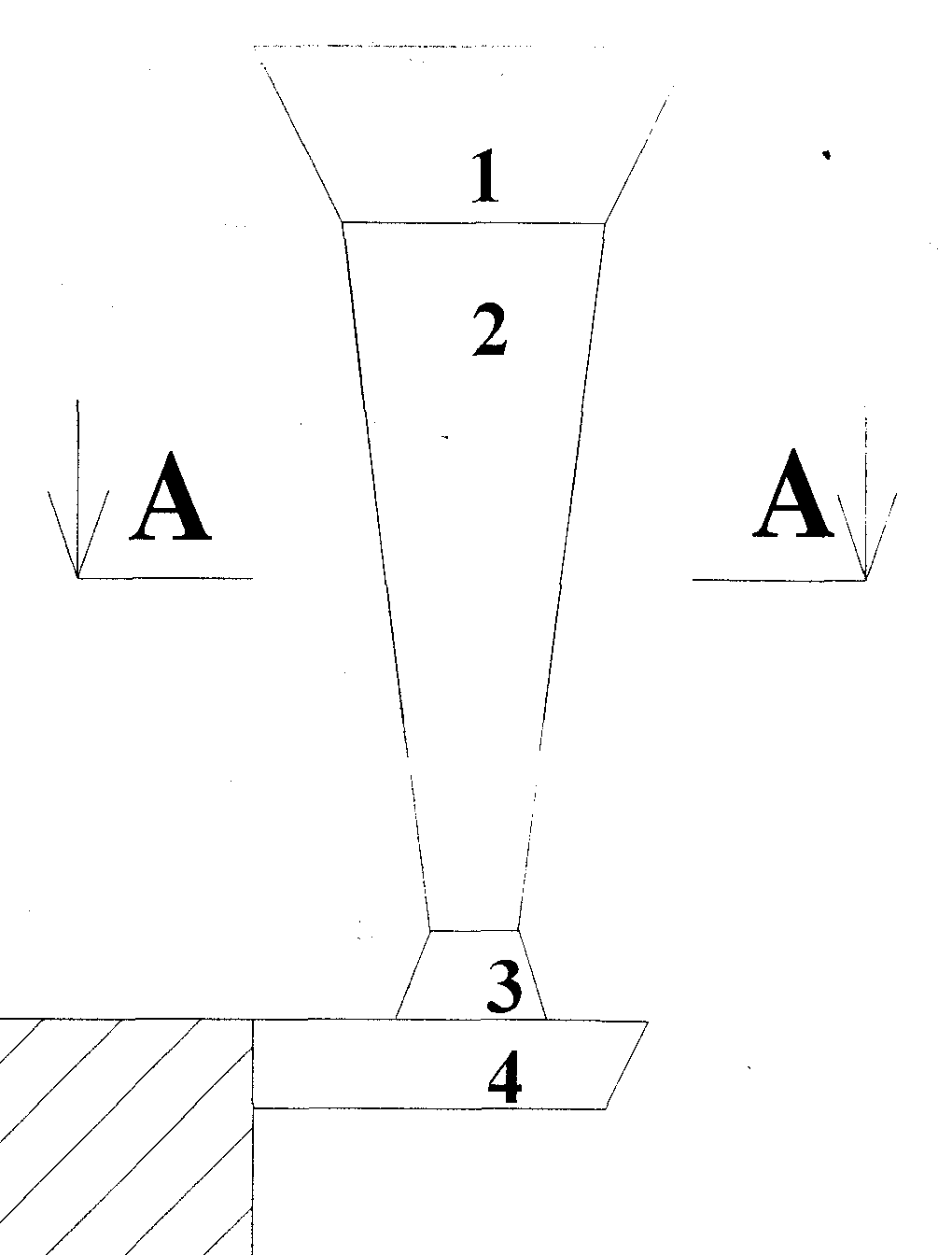
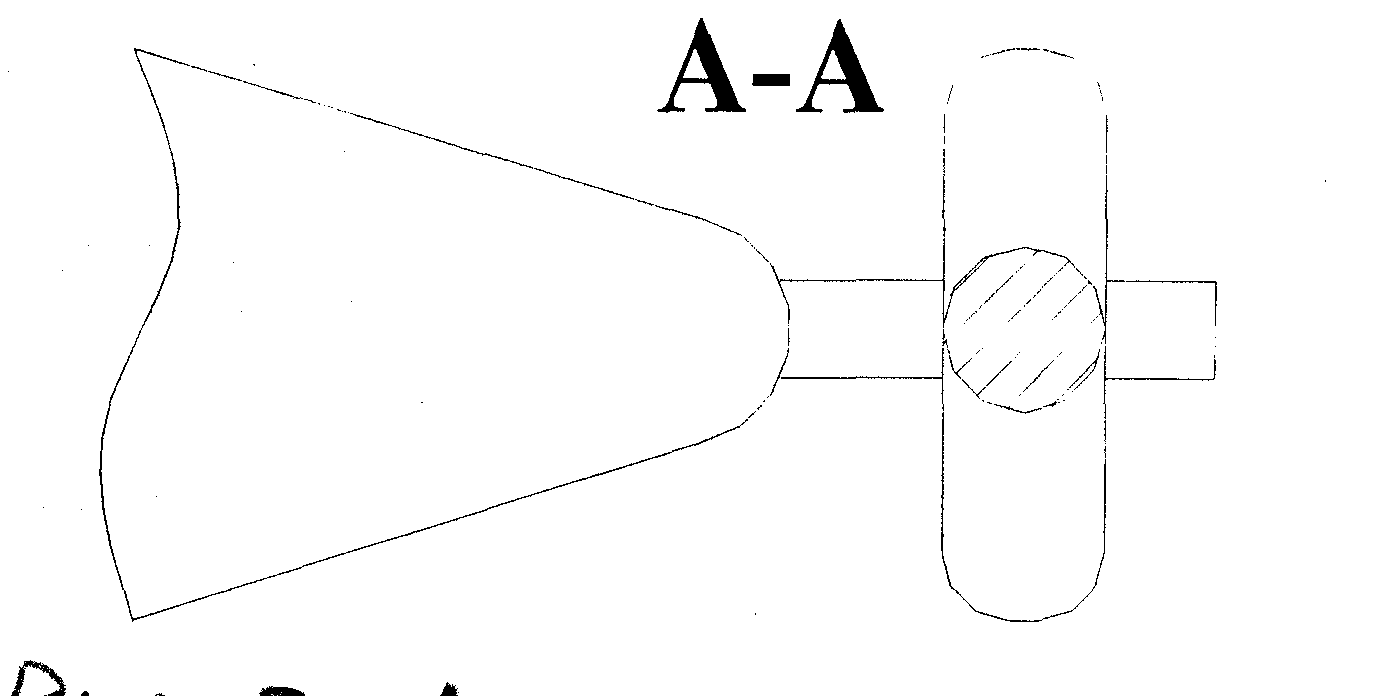
Литниковая система.
Литниковая система в литьевой форме состоит из воронки или литниковой чаши, стояка, коллектора или шлаковика, питателей и выпора. В зависимости от места подвода расплава к отливке относительно поверхности разъема формы: верхняя литниковая система, нижняя (сифоннная), боковая (по разъему) и ярусная. После затвердевания расплава металла литниковая система обрубается и идёт на переплав. Мы используем верхнюю литниковую систему.
Температура заливки |
Величина кг/м3 |
||
При сифоновом подводе металла |
При ступенчатом подводе металла |
При подводе металла в тонкие части отливки |
|
нормальная |
1,3 |
1,4 |
1,5-1,6 |
Линейная усадка серого чугуна.
Литейный сплав |
Линейная усадка, % |
Чугун серый
|
1,0-1,2 |
Линейная усадка помогает нам рассчитать параметры заготовки которая будет удовлетворять ГОСТу. Для этого мы рассчитываем допуски приведенные выше.
Литейная форма.
ЛИТЕЙНАЯ ФОРМА, форма для литья металлов, обычно сделанная из песка или глины. Образец закладывают песком или глиной. После определенной обработки песок или глина затвердевают. Затем образец удаляют, а на его месте остается полость для литья. Такая форма должна быть прочной, устойчивой к давлению тепла и жидкого металла, а также проницаемой, для того, чтобы из полости могли выходить газы. Кроме того, она не должна сплавляться с металлом, который вливают в нее через специальные желоба. Положения отливки в форме заготовки выбираем руководствуясь методическим материалом. Для равномерного затвердевания металла, утолщающиеся стенки находятся в низу. Заготовка будет располагаться в двух опоках. В верхней и нижней.