

Монтаж сферических резервуаров и газгольдеров
Газгольдеры служат для приёма, хранения и выдачи различных газов. Монтаж вертикальных газгольдеров имеет много общего с монтажом резервуаров.
Сферические ёмкостные сооружения используют для хранения под давлением 0,25 1,8 МПа легковоспламеняющихся жидкостей, а также сжиженных и сжатых газов. Сферическая форма обеспечивает лучшее восприятие внутреннего избыточного давления.
Объём
типового газгольдера диаметром 16 м
составляет 2000
![]() ,
масса 300 т, толщина стенки 36 мм. Лепестки
необходимой кривизны выполняют на
заводах, и газгольдеры подвергают
контрольной сборке.
,
масса 300 т, толщина стенки 36 мм. Лепестки
необходимой кривизны выполняют на
заводах, и газгольдеры подвергают
контрольной сборке.
Сборку ведут на монтажной площадке двумя методами в зависимости от состояния поставки лепестков, числа собираемых резервуаров и наличия монтажной оснастки.
По первому методу лепестки собирают в блоки на шарнирно-качающемся стенде с автоматической сваркой меридиональных швов.
Полушария или укрупненные блоки собирают на лучевом стенде. Затем поднимают и устанавливают полушария или блоки в проектное положение. Монтажные швы сваривают вручную.
По второму способу все швы сваривают автоматической сваркой под слоем флюса. На специальном сборочном стенде собирают полусферы или укрупнённые блоки из лепестков. Сборку ведут с помощью стяжных приспособлений. Полусферы устанавливают на манипулятор, где автоматически свариваются меридиональные и кольцевые швы между блоками сферического резервуара (рис. 111).
Для удобства сборки применяют монтажную стойку, к концам которой приваривают собранные днище и купольную часть (рис. 111). Купольную часть устанавливают на неподвижную временную опору манипулятора и закрепляют расчалками. На днище и купол приваривают пластины-ловители для установки укрупнённых блоков.
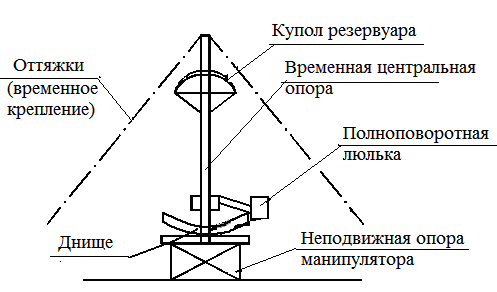
Рис. 111. Сборка из меридиональных блоков в вертикальном
положении
Блоки устанавливают краном. После установки и закрепления монтируемого блока временную стойку подводят с наружной стороны, а блоки между собой соединяют швами прихватками. Для придания жёсткости блоку внутри резервуара приваривают трубу, которую удаляют после монтажа. Рабочим местом служит полноповоротная люлька с радиусом вращения 8 м (рис. 112).
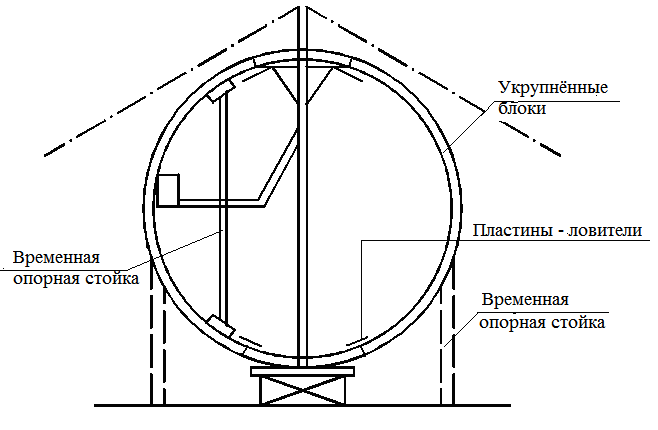
Рис. 112. Установка временных стоек
Закончив сборку и прихватку всех блоков, через верхний купольный люк гусеничным краном вынимают монтажную стойку. Затем монтируют манипулятор, убирают временные опорные стойки и производят автоматическую сварку всех меридиональных и кольцевых швов. Шахтную лестницу, оборудованную горизонтальной площадкой, на которой устанавливают кабину сварщика со сварочным аппаратом, устанавливают рядом с резервуаром.
После сварки и контроля с помощью домкратов манипулятора резервуар поднимают и устанавливают на постоянные опорные стойки, оголовки которых приваривают к оболочке. Манипулятор демонтируют.
Сборку газгольдеров производят также из укрупнённых блоков в горизонтальном положении (рис. 113, 114). Сборку ведут поярусно с установкой временных опор. Временные опоры удаляют после монтажа всех блоков и установки постоянных опор.
Рис. 113. Сборка из блоков в горизонтальном положении
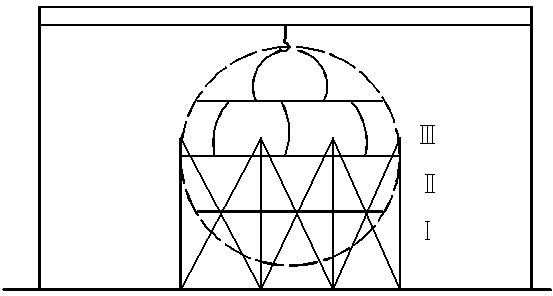
Рис. 114. Сборка из укрупнённых поясов в горизонтальном
положении