

10. Трение в омд
Трение в ОМД отличается от трения в деталях машин:
1. В деталях машин нормальные напряжения в механических парах в несколько раз меньше, чем предел текучести металла, из которого они изготовлены. В ОМД нормальные напряжения на контактной поверхности выше, чем предел текучести металла.
2.
Часто в процессах ОМД металл нагревают
до высоких температур (выше
 ).
Поверхность металла покрывается слоем
окалины, который изменяет условия
трения.
).
Поверхность металла покрывается слоем
окалины, который изменяет условия
трения.
3. В деталях машин трущиеся поверхности одни и те же, так как их свойства в процессе работы изменяются очень медленно. В процессах ОМД происходит постоянно обновление поверхности за выхода внутренних частиц металла на контактную поверхность при пластической деформации.
Теоретическое описание механизма трения сводится к тому, что требуется определить силы взаимодействия 2–х шероховатых поверхностей, имеющих различные механические свойства. По высоте зоны, разделяющей эти поверхности, свойства изменяются.

Рис. Схема контактирования заготовки и инструмента:
 -
высота микронеровностей;
-
высота микронеровностей;
 - геометрическая площадь контакта;
- геометрическая площадь контакта;
 -
фактическая площадь контакта;
- нормальное контактное напряжение
-
фактическая площадь контакта;
- нормальное контактное напряжение

 ;
;
 .
(1)
.
(1)
Здесь N – количество площадок фактического контакта.
Таким образом, напряжения контактного трения:
 .
(2)
.
(2)
Указанные функции (1) и (2) найти в явном виде на основании теоретических выкладок не удается. Поэтому применяют методы экспериментальной оценки сил трения.
В деталях машин широко применяют закон трения Кулона:
 (3)
(3)
где
– коэффициент трения. Этот закон
применяется и в ОМД. Здесь
зависит от многих факторов. По условию
пластичности касательные напряжения
всегда меньше или равны
.
Поэтому в (3)
 с ростом
с ростом
 увеличивается до
:
увеличивается до
:
 .
При дальнейшем увеличении
остается постоянным.
.
При дальнейшем увеличении
остается постоянным.

Рис. График зависимости от
Исходя из этого, Зибелем был выдвинут следующий закон трения:
 (4)
(4)
Так
как
может быть

Смысл
коэффициента
можно определить сопоставляя формулы
(1) и (4). В законе Зибеля
характеризует соотношение площадей
фактического и геометрического контакта.
Когда
 (предельное значение) мы допускаем, что
по всей контактной поверхности происходит
сдвиг металла (тонкий слой металла
заготовки «прилипает» к поверхности
инструмента и происходит его сдвиг
относительно основной части заготовки).
(предельное значение) мы допускаем, что
по всей контактной поверхности происходит
сдвиг металла (тонкий слой металла
заготовки «прилипает» к поверхности
инструмента и происходит его сдвиг
относительно основной части заготовки).
При
 Так как функцию (1) теоретически не
определить,
находят экспериментально.
Так как функцию (1) теоретически не
определить,
находят экспериментально.
Закон Кулона следует применять при холодной ОМД, когда величина достигает весьма больших значений, а на порядок меньше за счет малого .
Например:
при холодной листовой прокатке со
смазкой
 при листовой штамповке
при листовой штамповке

Закон Зибеля следует применять при горячей ОМД, так как в этом случае напряжения трения близки к пределу текучести на сдвиг.
При
горячей листовой прокатке
 при горячей объемной штамповке
,
то есть по всей поверхности сдвиг.
при горячей объемной штамповке
,
то есть по всей поверхности сдвиг.
В большинстве случаев трение играет отрицательную роль, так как чем больше трение, тем больше износ инструмента; больше усилие деформации; больше нагрузки на оборудование. Положительную роль трение играет редко, например, при прокатке на стадии захвата заготовки вращающимися бойками. Если трение мало – буксование заготовки относительно валков.
Трение
снижают путем применения смазок. Трение
может быть: сухое, полусухое (или
полужидкостное) и жидкостное. Сухое:
 ;
полусухое:
;
полусухое:
 ;
жидкостное:
;
жидкостное:
 .
.
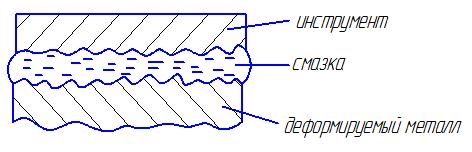
Рис. Схема жидкостного трения
При жидкостном трении напряжения трения можно определить согласно модели Ньютона (идеально вязкая среда):
 ;
;
где
 - коэффициент вязкости смазки;
- коэффициент вязкости смазки;
 - скачок скорости.
- скачок скорости.
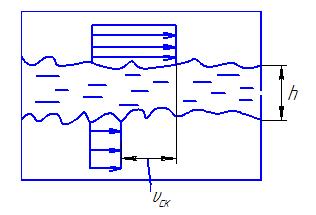
Рис. Скорости при жидкостном трении (вверху – инструмент, внизу
заготовка, h – толщина слоя смазки)
Актуальная задача – созданий условий для реализации жидкостного трения в процессах ОМД. Пример: гидромеханическая вытяжка, волочение в режиме гидродинамического трения.
При гидромеханической вытяжке жидкость сжимается в полости матрицы перемещающимися вниз пуансоном и заготовкой. Это приводит к прорыву жидкости и между матрицей и заготовкой образуется слой смазки, который обеспечивает жидкостное трение.
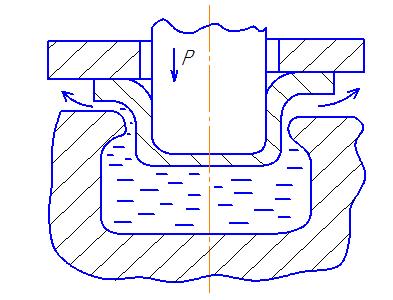
Рис. Схема гидромеханической вытяжки
Обычно в процессах ОМД реализуется полусухое трение. Актуальная задача – создание смазок, которые не теряли своих свойств при повышении температуры; не выдавливались с границы металл – инструмент при больших давлениях.