

2. По установке относительно заготовки:
радиально (рис.55,56, 57 );
тангенциально (рис.59).

Рис. 61
При радиальной установки обрабатывается весь профиль одновременно, что приводит к большим силам трения и вибрациям.
У тангенсальных фасонных резцов благодаря углу Ψ между режущей кромкой и осью заготовки обеспечивается постоянная обработка профиля детали, что приводит к уменьшению силы резания (последнее расположение необходимо для образования задних углов на режущих кромках фасонного резца, перпендикулярных оси заготовки).
3. По расположению оси отверстия (базы крепления фасонного резца относительно оси заготовки):
с параллельным (рис.56.57);
с наклонным (рис.60,61).

Рис. 62 Рис. 63
4. По конструкции:
цельные;
составные (рис.62).

Рис. 64
5. По форме обрабатываемой детали:
для деталей тел вращения (операция точение);
для тел прямолинейной формы (операция строгание).
6. По форме образующих поверхностей фасонного резца:
- с кольцевыми образующими (рис. 57);
- с винтовыми образующими (рис. 63; последние с той же целью что и в пункте 3 наклонное расположение).

Рис. 65
7. По расположению передней поверхности относительно оси КФР или базы резца (по углу λ):
l ¹ 0 (рис. 64);
l = 0 (рис. 55,56,57).
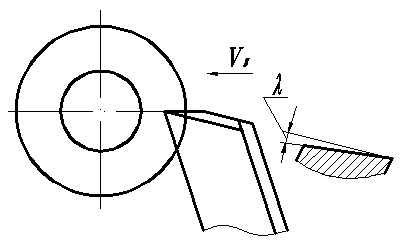
Рис. 66
Угол λ – это угол наклона передней поверхности к оси КФР или к базовой линии КФР.
Выполнение условия l ¹ 0 необходимо для повышения точности обработки конических поверхностей детали. На примере призматического фасонного резца вспомним о линиях, получаемых при сечении конуса разными плоскостями.
0 – 0 – прямые линии;
1 – 1 – гипербола;
2 – 2 –парабола.

Рис. 67
Для получения точного конуса прямолинейная режущая кромка должна быть расположена по образующей конуса. Из этого следует, что при положительном переднем угле в продольной плоскости образуется угол наклона передней режущей кромки.

Рис. 68
При l ¹ 0 режущую кромку делают прямой.
1. При γ =0 и λ =0 режущая кромка – прямая и совпадает с образующей конуса 1-2 – получим точный конус.
2. При γ >0 и λ =0 передняя плоскость фасонного резца рассечет конус по сечению А-А
по
гиперболе
![]() ,
т.е. для получения точного конуса в этом
случае режущая кромка фасонного резца
должна быть выполнена по этой гиперболе
,
что не технологично. Поэтому на практике
криволинейная режущая кромка- гипербола
будет заменена прямолинейной режущей
кромкой
,
что вызовет появление погрешности на
обработанном конусе в виде седловины
с величиной погрешности ∆к.
,
т.е. для получения точного конуса в этом
случае режущая кромка фасонного резца
должна быть выполнена по этой гиперболе
,
что не технологично. Поэтому на практике
криволинейная режущая кромка- гипербола
будет заменена прямолинейной режущей
кромкой
,
что вызовет появление погрешности на
обработанном конусе в виде седловины
с величиной погрешности ∆к.
3. При γ >0 и λ >0 режущая кромка фасонного резца 1-2 – прямая и совмещена с образующей конуса – получим точный конус, т.е. ∆к =0.
Из
рисунка следует, что
![]() .
.
Однако следует знать, что при l ¹ 0 у КФР точного конуса получить нельзя из –за непрямолинейности режущей кромки КФР (линия пересечения передней плоскости КФР и его конической задней поверхности – кривая линия).