

Определение наружного и внутреннего диаметров, числа зубьев фрез. Условие равномерности фрезерования
Диаметр концевых фрез определяется размерами обрабатываемых поверхностей.
Для других фрез производится расчёт наружного диаметра.
Наружный диаметр насадных фрез определяется:
Da – наружный диаметр фрезы,
Do – диаметр посадочного отверстия,
Н – высота зуба ( глубина стружечной канавки ),
h – высота профиля зуба фрезы,
m – толщина ступицы фрезы,
Df – внутренний диаметр фрезы,
Da = D0 +2m +2H

Рис. 122
С увеличением наружного диаметра фрезы Da, можно увеличить нагрузку на
инструмент, т.е. можно увеличить глубину резания и подачу, это снижает
вероятность возникновения вибрации. Это объясняется тем, что можно увеличить диаметр D0, а следовательно применять оправку, на которую устанавливается фреза, большего диаметра.
Фрезы могут иметь 2Х опорное закрепление или консольное закрепление на станке.
Обычно выдерживается следующее соотношение:
Df = (1,6..2,5)D0,
m =(Df – Do)/2,
Do = Da / (2…3), или может быть определён по эмпирической формуле, например:
для затылованных фасонных фрез диаметр посадочного отверстия: Do = А · hUX,
где: А – коэффициент из справочника;
hU – высота профиля зуба инструмента;
х – показатель степени, берётся из справочника.
Следовательно Da = (2…3)D0 и округляется до стандартного.
То с увеличением Da уменьшается производительность обработки. При Sz= Const
и
z=
Const,
время обработки определяется по следующей
формуле:![]() .
.
![]()
Наружный и внутренний диаметры фрез стандартизированы:,
D0 = 8, 10, 13, 16, 22, 27, 32, 40, 50 мм.
Для определения Da необходимо стремиться к min допустимому значению Da.
Это значение определяется значением диаметра оправки, на которую закрепляется
фреза. Диаметр оправки должен отвечать условиям прочности и жёсткости.

Рис. 123
Допустимый прогиб оправки, δ:
для черновой обработки δ, должен быть не более 0,4 мм,
для чистовой обработки δ, должен быть не более 0,2 мм (это проверка жёсткости,
а также на прочность по формуле из сопротивления материалов).
[δ ИЗГ ] = ( 150…200) МПа – для материала оправки.
Особенность стандартизации значений наружных диаметров фрез в том, что они
расположены по геометрическому ряду, со знаменателями j = 1.26, 1.41, 1.58.
Например: j = 1.26, тогда Da = 3,4,5,6,8,10…1000 мм.
Это сделано для того, чтобы при переходе (замене) фрезы одного диаметра фрезой
другого диаметра, скорость резания на станке оставалась постоянной, при
соответствующем переключении коробки скоростей станка (частота вращения
шпинделя станка имеет значение геометрического ряда с соотносительным
коэффициентом j).
Для цилиндрических фрез:
Da = 0,2 В0,26 t0,09 Sz0,06 l0,78 d0,26
В – ширина обрабатываемой поверхности,
t – глубина фрезерования,
S – подача на зуб,
l – расстояние между опорами,
d - величина допустимого прогиба,
Число зубьев находится из условий:
размещение стружки во впадине;
необходимым сроком службы инструмента при переточках;
должна обеспечиваться прочность зуба;
технологичность конструкции.
Рассмотрим пример: определим число зубьев цилиндрической фрезы по условиям размещения стружки между зубьями.
Рис. 124
Фреза срезает стружку площадью Fстр = Sz*t
Fстр £ Fвпад, или Fстр £ Fвпад / К
где: К – коэффициент запаса; k > 1
Sz = Sмин/z,
![]() ;
;
где: С – учитывает форму зуба незатылованной фрезы ( трапециидальную; ломанную – усиленную; криволинейную форму зубьев).
C1 – коэффициент,
учитывающий соотношение между H
и t окр;
![]() .
.
![]() ,
где
,
где
![]()

![]()
Для цилиндрических фрез, обрабатывающих
пластический материал
![]() а для торцовых фрез
а для торцовых фрез
![]()
После определения Z и объёма впадины необходимо проверить прочность зуба по формулам сопромата, как балку, защемлённую в одном конце.
Равномерность фрезерования

Рис. 125
Коэффициент равномерности:
 ;
f – целое число - равномерность
фрезерования
;
f – целое число - равномерность
фрезерования
где: φ – угол контакта (в градусах ).
![]() ,
условии равномерности фрезерования,
при работе фрезой с винтовыми зубьями:
,
условии равномерности фрезерования,
при работе фрезой с винтовыми зубьями:
![]() ;
f – целое число
;
f – целое число
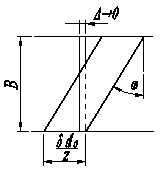
Рис. 126
Фрезерование при f = целому числу – равномерное фрезерование.
Если f - целое число, то длина режущих кромок, участвующих в резании = const.
Конструктивные особенности различных типов незатылованных фрез из Бр/ст.