

3. Классификация инструмента
Ввиду разнохарактерности инструмента методы определения производственной программы для отдельных видов инструмента могут быть различны. В связи с этим для целей проектирования необходимо весь инструмент классифицировать следующим образом:
1) режущий;
2) измерительный;
3) вспомогательный (крепежно-зажимной);
4) приспособления;
5) штампы;
6) слесарный инструмент;
7) деревообрабатывающий;
8) пневматический и другой механизированный инструмент;
9) металлические модели, кокили, подмодельные плиты и прессформы;
10) инструмент для котельных работ;
11) инструмент для специальных работ.
Кроме того, инструмент делится на нормальный и специальный; нормальным называется инструмент, выпускаемый специализированными инструментальными заводами для обеспечения заводов-потребителей; под специальным подразумевается инструмент, изготовляемый самими заводами-потребителями для своих нужд. Однако нормальные резцы, как правило, все машиностроительные заводы изготовляют своими средствами.
К группе нормального режущего инструмента относятся, например, метчики, плашки, зенкеры, развертки, зенковки, фрезы, сверла, фрезерные головки, протяжки разных типов и размеров. В группу специального режущего инструмента входит весь инструмент, не изготовляемый инструментальными заводами.
К группе нормального измерительного инструмента относятся калибры (скобы, пробки гладкие и резьбовые, конусные кольца и пробки), микрометры, глубиномеры, угломеры, рейсмасы, штангенциркули, плоскопараллельные концевые меры, линейки и т. п. К специальному измерительному инструменту относятся шаблоны и все другие, не входящие в группу нормального инструмента.
Проектирование инструментальных цехов может производиться следующими методами:
по «точной» программе («детальное» проектирование);
по «приведенной» программе;
по технико-экономическим показателям («укрупненное» проектирование).
При этом проектирование может вестись разными методами для отдельных видов инструмента одного инструментального цеха.
4.Нагревательные печи. Процесс получения отливок. Маршрутная карта
1)Нагревательные печи
Нагревательные печи, предназначенные для нагрева заготовок черных и цветных металлов под ковку, прессование, штамповку, высадку, гибку, навивку пружин, и печи для термической обработки деталей работают и интервале температур от 150 до 1350° С.
По конструкции нагревательные печи разделяются на камерные, непрерывного и периодического действия, методические с двух- или трехзонным нагревом, конвейерные, очковые и щелевые.
Каждая нагревательная печь состоит из следующих основных частей: топки, рабочего пространства и дымоходов, рекуператора, дымовой трубы и различных вспомогательных устройств.
Камерные печи по конструкции разнообразны и разделяются на стационарные и переносные. В стационарных печах продукты горения отводятся вниз, в дымоходы, а затем в дымовую трубу. В переносных печах проекты горения отводятся вверх, под зонт и далее по трубопроводу за пределы цеха.
Переносные печи обычно изготовляют небольших размеров. Они удобны в эксплуатации и при ремонте. Для них не нужно строить фундаментов и дымоходов. В случае ремонта камерную печь убирают мостовым краном, а па ее место ставят новую. Это сокращает простои основного оборудования.'
На рис. 1 показана переносная камерная печь, работающая на жидком топливе. В рабочее пространство 1 печи направлены форсунки 10 с двух сторон. Рабочее пространство выложено огнеупорным кирпичом 9. Продукты горения удаляются через каналы 8,которые расположены у пода печи. Продукты горения, проходя через рекуператор 5, отдают часть тепла для подогрева воздуха и удаляются через зонт в трубопровод загрузка печи и выгрузка заготовок осуществляется через рабочее окно 7, закрываемое заслонкой 6, упорная кирпичная кладка печи обложена теплоизолирующим слоем 4 и армирована металлическим каркасом 3, который устанавливается на устойчивую подставку 2.
К
механизированным и полумеханизированным
камерным нагревательным печам относятся
печи, загрузка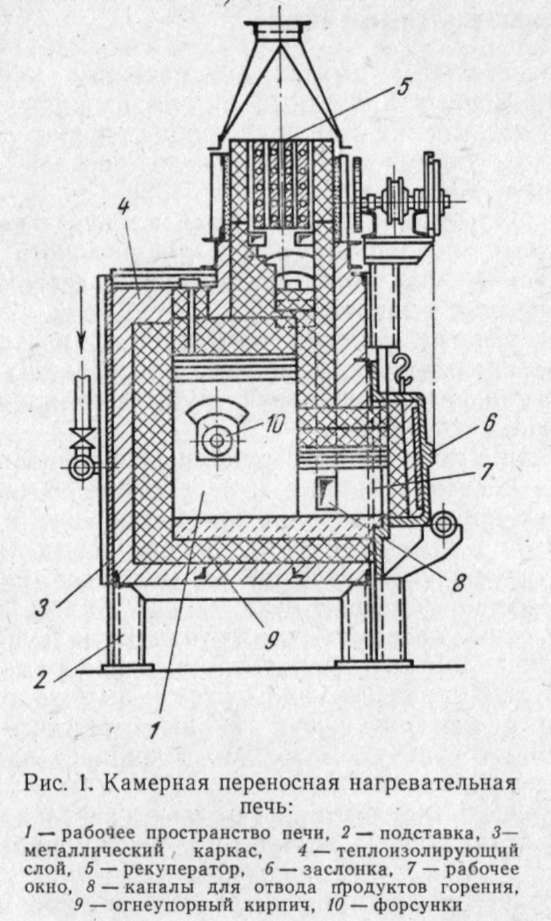 которых и выгрузка из них или перемещение
металла по поду печи осуществляются
при помощи механизмов.
которых и выгрузка из них или перемещение
металла по поду печи осуществляются
при помощи механизмов.
Ритмичность выдачи заготовок из печи дает возможность устанавливать механизированные камерные печи в поточную линию совместно с основным оборудованием. Из всех механизированных печей толкательные печи являются по конструкции и условиям эксплуатации самыми простыми.
Толкательная кузнечная печь, работающая на газовом или жидком топливе, показана на рис. 2. Для повышения стойкости кладки каркас печи устанавливают на стойке, имеющей пружинные амортизаторы /, которые воспринимают вибрации и сотрясения, возникающие при работе прессов, молотов и других машин ударного действия.
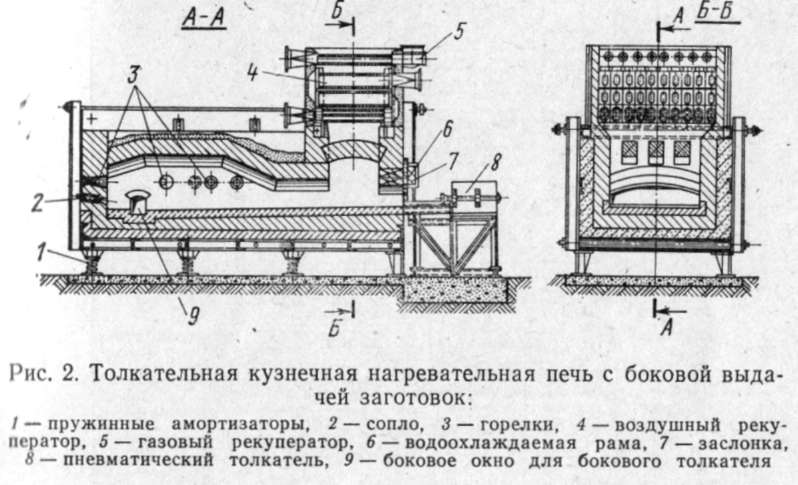
Горелки 3 устанавливают в рабочем пространстве печи, в котором нагревают заготовки. Для подогрева воздуха и газа установлены воздушный 4 и газовый 5 рекуператоры. Через сопло 2 направленной струей на поверхность нагреваемого металла подается газ. Заготовки в печь подает пневматический толкатель 8. Выдает заготовки из печи боковой толкатель через боковое окно 9. Заслонка 7 перемещается подъемным механизмом по водоохлаждаемой раме 6.
Очковая
вращающаяся печь (рис.3) применяется в
случае нагрева круглых заготовок для
высадки головок болтов и для оттяжки
концов. Такая печь представляет собой
цилиндрический шамотный муфель 1 с
толщиной стенки 65 мм, в котором имеются
отверстия 2 диаметром до 40 мм. Муфель
вместе с подом вращается на кольцевой
шарнирной опоре 3. В центре пода печи
расположена газовая горелка 4. Дымовые
газы, проходя через отверстия-«очки»,
нагревают 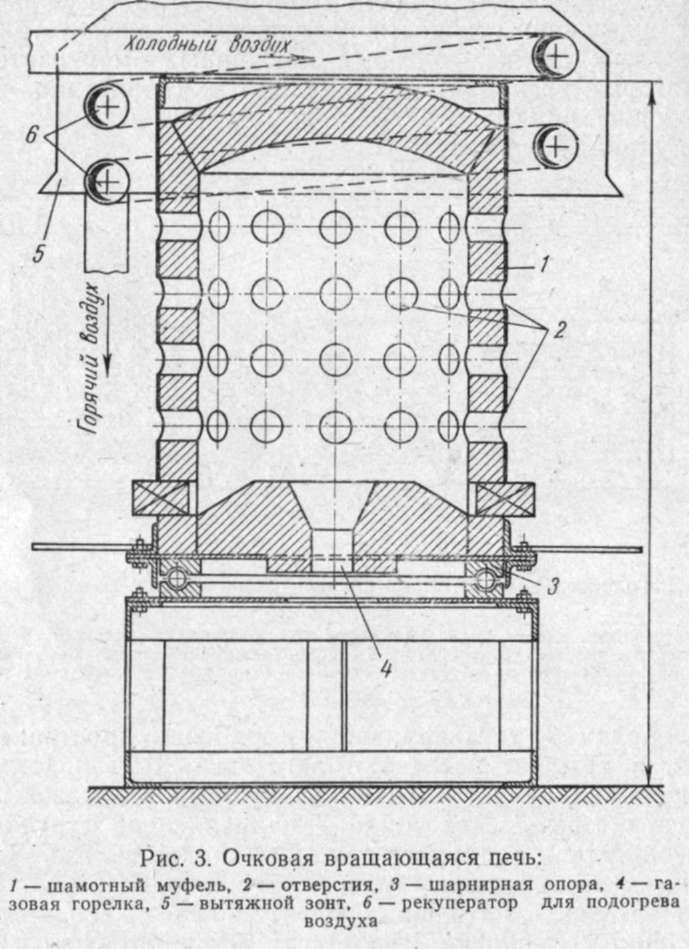 установленные
заготовки и удаляются через вытяжной
зонт в трубопровод.
установленные
заготовки и удаляются через вытяжной
зонт в трубопровод.
Под зонтом 5 на пути отходящих дымовых газов установлен простейшей конструкции рекуператор 6 в виде двух витков согнутой в кольцо трубы для подогрева холодного воздуха.
Очковые печи по конструкции бывают круглые и прямоугольные, поворотные и неподвижные (неповоротные). Прямоугольные неповоротные печи проще в 11 изготовлении и больше по габаритам, чем вращающиеся очковые печи, и имеют только одно рабочее окно.
 На
рис. 4 показана конвейерная' щелевая
печь для нагрева концов заготовки.
Конвейер 3 расположен сбоку печи, и
заготовки 2 закладываются в звенья
конвейера горизонтально. Скорость
движения конвейера обеспечивает нагрев
заготовок до заданной температуры в
рабочем пространстве печи. Печь
оборудована пятью горелками .
На
рис. 4 показана конвейерная' щелевая
печь для нагрева концов заготовки.
Конвейер 3 расположен сбоку печи, и
заготовки 2 закладываются в звенья
конвейера горизонтально. Скорость
движения конвейера обеспечивает нагрев
заготовок до заданной температуры в
рабочем пространстве печи. Печь
оборудована пятью горелками .
В печах представленных конструкций металл нагревается открытым пламенем, что приводит к образованию окалины на поверхности заготовок. Безокислительный нагрев заготовок осуществляют в специальных печах периодического и непрерывного действия. Безокислительные печи периодического действия работают лучше. Эти печи используются при газовой цементации и отжиге деталей, т, е. для термической обработки.
Широко внедряется способ нагрева металла в слабоокислительной атмосфере, получаемой в результате сжигания природного газа при недостатке воздуха. При большом недостатке воздуха температура горения резко понижается.
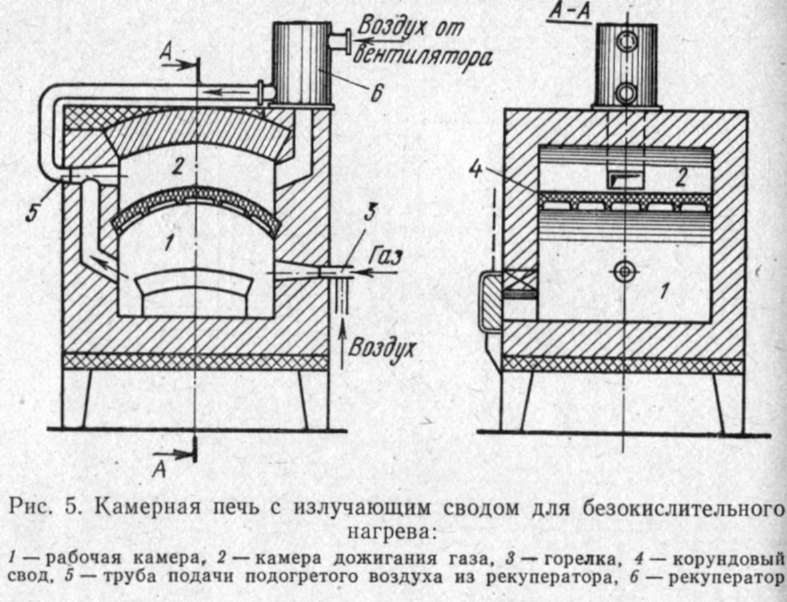
На рис. 5 показана печь для безокислительного нагрева, в которой газ сжигается в рабочем пространстве печи и дожигается в камере с избытком подогретого воздуха. Газ сжигается в рабочей камере / при недостатке воздуха с.помощью горелки 3. Продукты горения с температурой 800—900°С поступают в камеру 2, где дожигаются при избытке подаваемого по трубе 5 подогретого в рекуператоре 6 воздуха. Температура в камере 2 поднимается до 1400—1600°С. Тепло камеры 2 передается через тонкий корундовый свод 4 в рабочую камеру /. Нагрев заготовок осуществляется главным образом за счет излучения тепла сводом, а печные газы, образующиеся в камере неполного сгорания, предохраняют заготовки от окалины. Состав газовой среды должен контролироваться в течение всего процесса нагрева.
Печи для безокислительного нагрева применяют для нагрева заготовок, при горячей обработке давлением и для нагрева деталей при термической обработке.
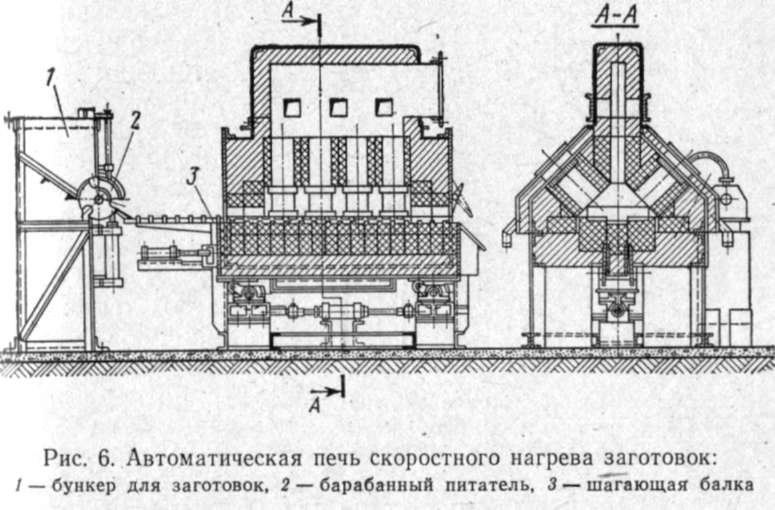
Печи скоростного нагрева работают, как правило, па газообразном топливе. Сжигающие устройства — горелки изготовляются из керамики.
На рис. 6 показана автоматическая печь скоростного нагрева заготовок. Порядок работы печи следующий. Заготовки помещают в бункер /, барабанный питатель 2 выдает их поштучно на шагающую балку 3. Балка перемещает заготовки вдоль рабочего пространства печи и выдает их на рольганг, транспортирующий нагретые заготовки к прессу или к станку навивки пружин.
Основными показателями, определяющими работу нагревательной печи, являются ее производительность и коэффициент полезного действия.
Производительностью печи называется количество металла, нагреваемого до заданной температуры в единицу времени. Размерность производительности печи выражается в кг/ч.
Работу
печей сравнивают по их удельной
производительности или по напряженности
пода. Удельной производительностью
печи называется количество металла,
нагреваемого до заданной температуры
на 1 м2 площади пода печи в течение одного
часа. Следовательно, удельная
производительность печи определяется
делением часовой производительности
на площадь пода.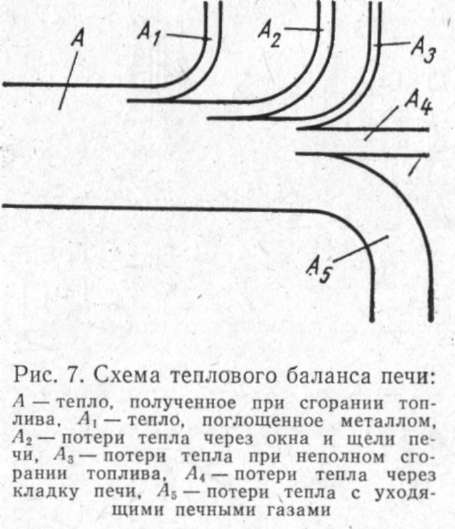
Использование тепла, полученного при сгорании топлива, обычно представляют в виде схемы (рис. 7). Тепло А, образовавшееся в результате горения топлива, составляет 100%- От этого количество тепла А\, поглощенное металлом, составляет 10— 15%, потери тепла А2 через окна и щели составляют от 10 до 20%, что зависит от конструкции печи, потери Az от неполноты сгорания топлива равны 0,5—1%, потери Л4 через кладку печи достигают 25% и самые значительные потери тепла А5 с уходящими печными газами доходят до 45—50%. Таким образом, только 10—15% тепла используется на нагрев металла, а большая часть (от 85 до 90%) теряется. Отношение количества тепла, используемого на нагрев металла (а), к общему количеству тепла, полученного при., сгорании топлива (Л), называется коэффициентом полезного действия (к.п.д.) печи, который выражается в процентах.
В работе нагревательных печей важная роль отводится устройствам для сжигания топлива. Для сжигания твердого топлива применяют топки с механизированной подачей топлива. Печи, работающие на твердом топливе, используются для нагрева металла редко. При сжигании жидкого топлива применяют форсунки, которые по условиям работы разделяются на форсунки высокого давления и форсунки низкого давления.
Форсунка
низкого давления показана на рис. 8.
Скорость распыления жидкого топлива в
ней. можно поддерживать постоянной при
различных режимах работы. Жидкое топливо
по трубопроводу попадает в трубку 1 с
конусным наконечником. Воздух под
давлением поступает по трубе 5 и через
колпачок горелки 3 под большим углом
устремляется на выходящую струю мазута,
распыляя и выбрасывая ее в рабочее
пространство печи. Постоянная скорость
распыления достигается регулировкой
винта 6. Форсунка работает устойчиво,
однако отсутствие регулирования
соответствия между отверстием у конусного
наконечника (мазутным кону- сом) и
выходным отверстием 4 несколько ухудшает
ее работу и способствует подтеканию
жидкого топлива. Применяют такие форсунки
обычно в небольших печах.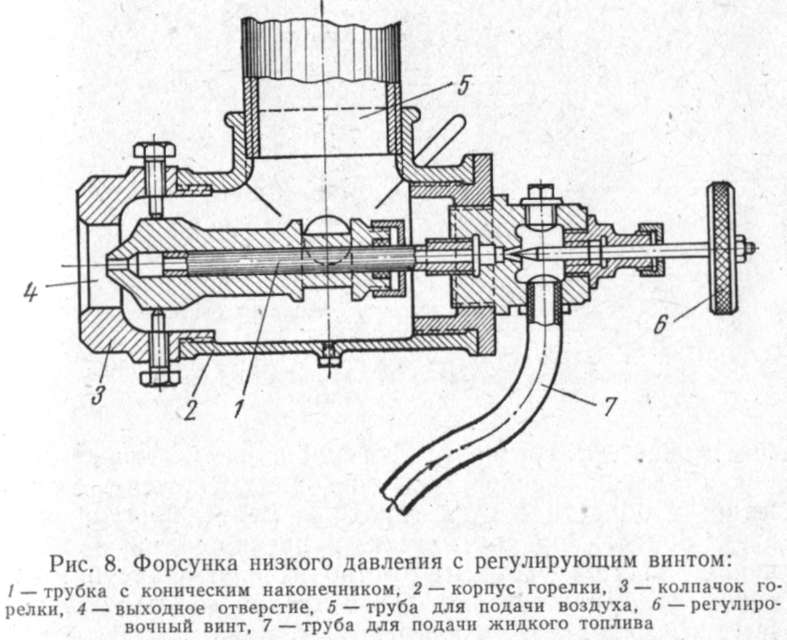
В
больших и длинных печах широко применяют
форсунки высокого давления. На рис. 9
показана форсунка системы В. Г. Шухова.
Форсунка состоит из двух трубок 1 и 2. По
наружной трубке 1 идет сжатый воздух, а
по внутренней трубке 2 поступает мазут.
В узком  конце
(отверстия 3) форсунки воздух движется
с очень большой скоростью, создавая
некоторое разрежение в области конуса
трубки 2, мазут,- поступающий в эту
область, подхватывается и превращается
в мельчайшие частицы, которые быстро
сгорают. Форсунки высокого давления
создают факел длиной до 4 м с острым
высокотемпературным пламенем.
конце
(отверстия 3) форсунки воздух движется
с очень большой скоростью, создавая
некоторое разрежение в области конуса
трубки 2, мазут,- поступающий в эту
область, подхватывается и превращается
в мельчайшие частицы, которые быстро
сгорают. Форсунки высокого давления
создают факел длиной до 4 м с острым
высокотемпературным пламенем.
Так как сжатый воздух, получаемый от компрессора, дорог, то эти форсунки мало экономичны. Сжатый воздух в количестве 8—10% от общего количества, необходимого для сжигания мазута, используется только для его распыления. Остальное количество воздуха, необходимое для горения мазута, инжектируется (засасывается) через форсуночное отверстие в печи. Вместо сжатого воздуха в форсунку можно подавать пар.
Для сжигания газообразного топлива широко применяют также газовые горелки двух видов: низкого и высокого давления.
Горелки высокого давления работают при давлении от 6,87 до 24,5 кН/м2 (от 700 до 2500 мм вод. ст.) и вы- ше. На рис. 10 показана инжекционная горелка с индивидуальным смесителем, работающая на газе под давлением 14,7—15,7 кН/м2 (1500—1600 мм вод. ст.). Воздух подается в горелку из атмосферы. Газ поступает в горелку через сопло 4, а воздух инжектируется в смеситель 5 горелки через щели 2, образующиеся между корпусом смесителя 5 и регулировочной шайбой 3, которая устанавливается на трубке .
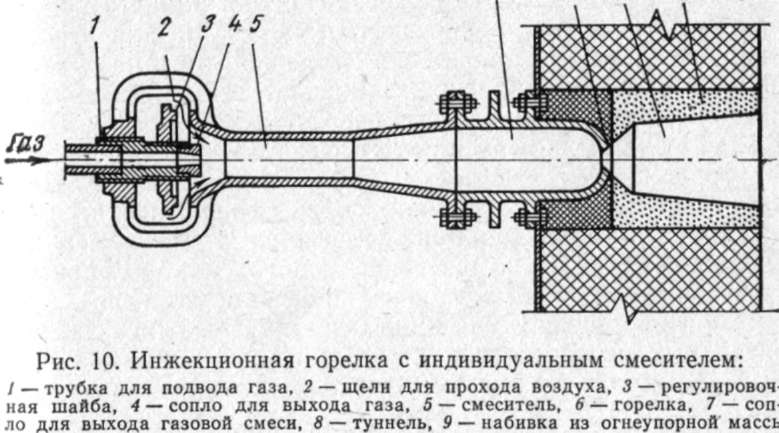
Смеситель 5 представляет собой трубу, где происходит смешение газа с воздухом. Газовая смесь попадает в горелку 6, а затем через сопло 7 устремляется в туннель 8, где происходит сгорание газа. Туннель выкладывается в стенке печи из огнеупорной массы 9. В результате перемешивания газа с воздухом в области смесителя горение происходит очень интенсивно и без видимого пламени. Поэтому инжекционные горелки называют горелками беспламенного горения.
При розжиге нагревательных печей, работающих на жидком- и газообразном топливе, необходимо выполнять следующие правила техники безопасности.
Розжиг печей, работающих на жидком топливе. Рабочее пространство печи продувают через форсунки сжатым воздухом для удаления возможного скопления газов. Затем зажигают факел и вводят в рабочее пространство печи в зону горения. Включают подачу сжатого воздуха в форсунку. Винтом при помощи маховичка форсунки регулируют подачу жидкого топлива в рабочее пространство печи. Введенный в зону горения горящий факел зажигает горючую смесь форсунки. Пламя факела форсунки регулируют маховичками до устойчивого горения. Введенный горящий факел переводят в зону горения следующей форсунки и зажигают факел этой форсунки и таким образом приводят в действие все форсунки печи.
Розжиг печей, работающих на газообразном топливе, осуществляют запальниками в следующем порядке. Через газовые горелки рабочее пространство печи продувают сжатым воздухом для удаления возможного скопления горючей смеси. Затем подают в запальник газ и зажигают его. Запальник с пламенем устанавливают перед соплом горелки. Винтом включают подачу сжатого воздуха, а затем подают горючий газ в горелку. Образующаяся в рабочем пространстве печи горючая смесь воспламеняется от пламени запальника, образуя факел горелки. Таким способом приводят в действие все горелки, добиваясь устойчивого горения в рабочем пространстве печи.
При нарушении указанных правил розжига нагревательных печей возможен взрыв горючей смеси, опасный для жизни и здоровья нагревальщика.