

6. Организация инструментального хозяйства
Задача инструментального хозяйства - своевременное изготовление и обеспечение производства высокопроизводительными и экономичными инструментами и технологической оснасткой, а также поддержание их в работоспособном состоянии в период эксплуатации.Работа по обеспечению инструментами и технологической оснасткой выполняется подразделениями инструментального хозяйства и ведется по двум направлениям: - инструментальное производство; - инструментальное обслуживание.
Структура инструментального хозяйства представлена на рис. 1.
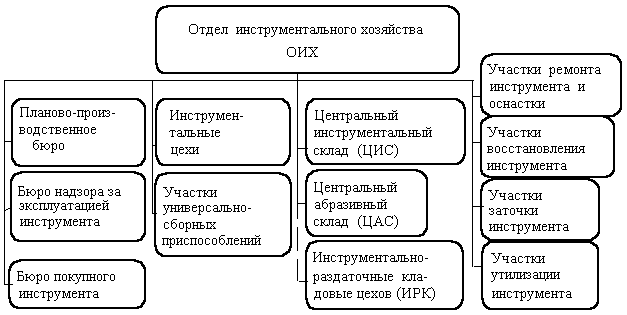
Рис.1. Структура инструментального хозяйства
Функции инструментального хозяйства: 1) разработка нормативов потребления инструмента и оснастки; 2) планирование, изготовления, приобретения, ремонта инструментов и оснастки; 3) изготовление инструментов и оснастки; 4) приобретение; 5) организация хранения и обслуживание цехов; 6) ремонт и восстановление; 7) заточка; 8) утилизация; 9) надзор за надлежащим использованием.
7. Используемые станки чпу
На заводе №9 используются станки ЧПУ такие как BOSCH, Сименс и Фанок.
Станки с ЧПУ:
1. Токарнo-давильный Arinstein 502 MY Ось Y
2. Токарный станок с ЧПУ Maxturn 65SMY, контршпиндель
3. Токарный станок с ЧПУ Maxturn 45, ось Y; контршпиндель
В основном программирование систем ЧПУ определяет следующие процессы:
- обработку заготовки
- выбор и смену инструмента
- смену заготовки
- измерение заготовки и инструмента
Программа представляет собой последовательность шагов обработки и подразделяется на кадры. Эти кадры содержат подготовительные функции, информацию о перемещении, вспомогательные и дополнительные функции. Число программ ограничивается только имеющейся емкостью памяти
СЧПУ классифицируется по следующим признакам.
1. По уровню технических возможностей.
2. По технологическому назначению.
3. По числу потоков информации (незамкнутые, замкнутые, самоприспосабливающиеся
или адаптивные).
4. По принципу задания программы (в декорированном виде, т. е.
в абсолютных координатах или в приращениях от ЭВМ).
5. По принципу привода (ступенчатый, регулируемый, следящий,
шаговый).
6. По числу одновременно управляемых координат.
8. Организация контроля качества изделий завода №9
Контроль- Процедура оценивания путем наблюдения и суждений, сопровождаемых соответствующими измерениями, испытаниями или калибровкой. Летучий контроль- Контроль, проводимый в случайное время. Операционный контроль- Контроль продукции или процесса во время выполнения или после завершения технологической операции. Входной контроль- Контроль продукции поставщика, поступившей к потребителю или заказчику и предназначенной для использования при изготовлении, ремонте или эксплуатации продукции. Производственный контроль-Контроль, осуществляемый на стадии производства.
Контроль качества продукции осуществляется на протяжении всего производственного процесса на соответствие требованиям действующих конструкторских и технологических документов. Контроль в процессе производства осуществляют следующие подразделения и службы:
- цех-изготовитель;
- ТО;
- ОТК и М;
- лаборатория измерительной техники;
- лаборатория механических испытаний;
- химическая лаборатория;
- лаборатория неразрушающего контроля.
Контроль качества продукции в процессе производства включает в себя:
- установление исходных данных;
- анализ результатов контроля.
Окончательному контролю подлежит вся изготовленная продукция перед отправкой ее на склад, прошедшая входной, операционный контроль и все испытания, установленные технологическими процессами на изготовление конкретной продукции. Окончательный контроль качества продукции осуществляет ОТК и М цеха. Без прохождения окончательного контроля изготовленная продукция из цеха-изготовителя не вывозится. Дополнительно(См. приложение Д.)