

3.5. Методические указания к выполнению практических занятий Практическое занятие 1 Задачи базирования и основы их решения при проектировании технологического процесса изготовления детали
У цилиндрической втулки наружным диаметром Ø80-0,19 мм и внутренним Ø40+0,039 мм требуется фрезеровать паз шириной 18+0,1 мм, выдерживая размер Н = 75-0,19 мм и h = 90-0,22 мм. Максимальный эксцентриситет между наружным и внутренним диаметрами втулки равен 0,03 мм. Смещение оси симметрии шпоночного паза е не должно превышать 0,1 мм.
При установке втулки по схеме, указанной на рисунке, соответствующем варианту задания, определить погрешность ее установки для обеспечиваемого размера Н или h (по варианту задания см. табл. 3.5.1.).
Таблица 3.5.1.
Номер варианта |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
Номер рисунка |
3.5.1 |
3.5.1 |
3.5.2 |
3.5.2 |
3.5.3 |
3.5.3 |
3.5.4 |
3.5.4 |
3.5.5 |
3.5.5 |
Обеспечиваемый размер |
Н |
h |
Н |
h |
Н |
h |
Н |
h |
Н |
h |
Студенты очной формы обучения выполняют три задания, номера вариантов заданий они определяют по двум последним цифрам своего шифра из табл. 3.5.2.
Таблица 3.5.2.
Две последние цифры шифра студента |
Номера вариантов |
00, 10, 20, 30, 40, 50, 60, 70, 80, 90 |
1, 6, 10 |
01, 11, 21, 31, 41, 51, 61, 71, 81, 91 |
2, 7, 5 |
02, 12, 22, 32, 42, 52, 62, 72, 82, 92 |
3, 10, 8 |
03, 13, 23, 33, 43, 53, 63, 73, 83, 93 |
4, 1, 3 |
04, 14, 24, 34, 44, 54, 64, 74, 84, 94 |
5, 8, 2 |
05, 15, 25, 35, 45, 55, 65, 75, 85, 95 |
6, 3, 9 |
06, 16, 26, 36, 46, 56, 66, 76, 86, 96 |
7, 4, 6 |
07, 17, 27, 37, 47, 57, 67, 77, 87, 97 |
8, 9, 1 |
08, 18, 28, 38, 48, 58, 68, 78, 88, 98 |
9, 2, 4 |
09, 19, 29, 39, 49, 59, 69, 79, 89, 99 |
10, 5, 7 |
Студенты очно-заочной формы обучения выполняют одно задание, номер варианта задания они определяют по двум последним цифрам своего шифра из табл. 3.5.3.
Таблица 3.5.3.
Две последние цифры шифра студента |
Номер варианта |
00, 10, 20, 30, 40, 50, 60, 70, 80, 90 |
1 |
01, 11, 21, 31, 41, 51, 61, 71, 81, 91 |
2 |
02, 12, 22, 32, 42, 52, 62, 72, 82, 92 |
3 |
03, 13, 23, 33, 43, 53, 63, 73, 83, 93 |
4 |
04, 14, 24, 34, 44, 54, 64, 74, 84, 94 |
5 |
05, 15, 25, 35, 45, 55, 65, 75, 85, 95 |
6 |
06, 16, 26, 36, 46, 56, 66, 76, 86, 96 |
7 |
07, 17, 27, 37, 47, 57, 67, 77, 87, 97 |
8 |
08, 18, 28, 38, 48, 58, 68, 78, 88, 98 |
9 |
09, 19, 29, 39, 49, 59, 69, 79, 89, 99 |
10 |
Студенты заочной формы обучения выполняют самостоятельно одно задание, номер варианта задания они определяют по двум последним цифрам своего шифра из табл. 3.5.3.
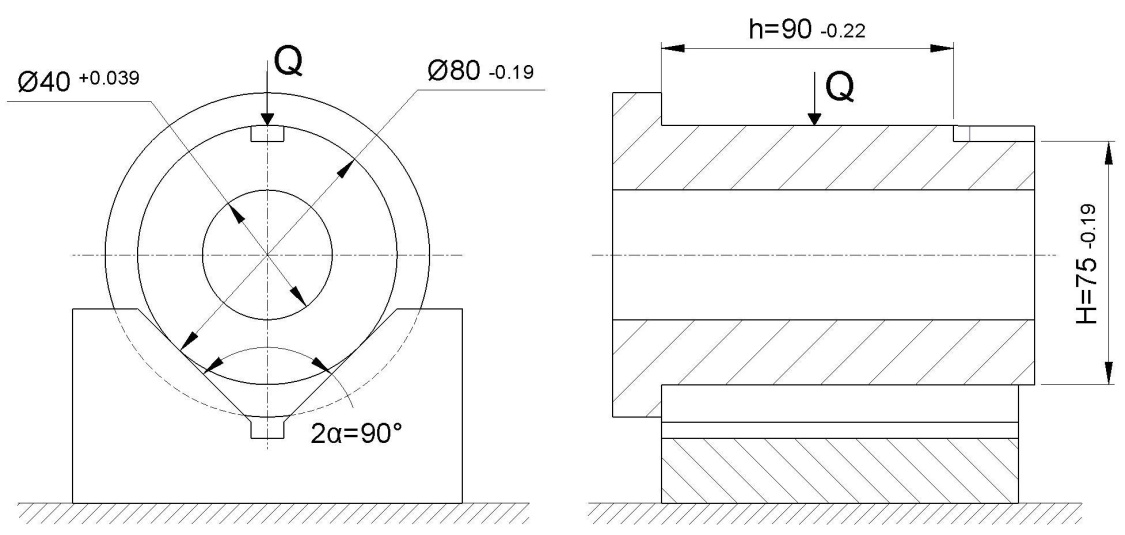
Рисунок 3.5.1
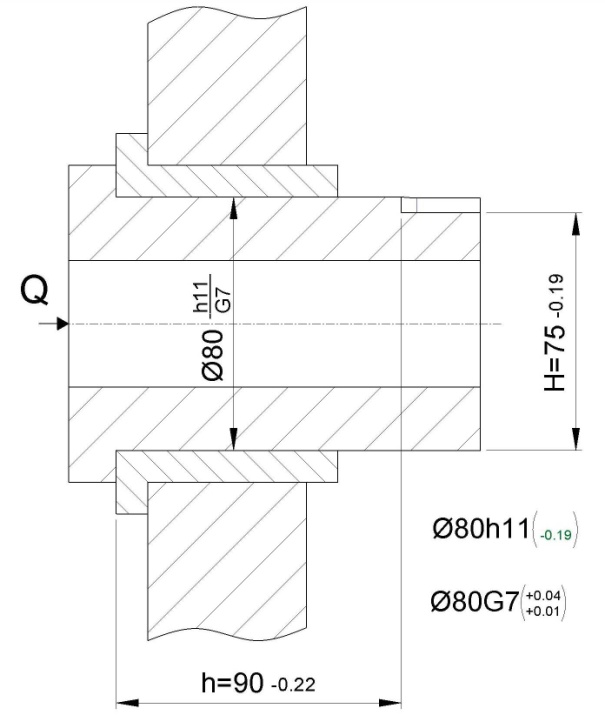
Рисунок 3.5.2

Рисунок 3.5.3
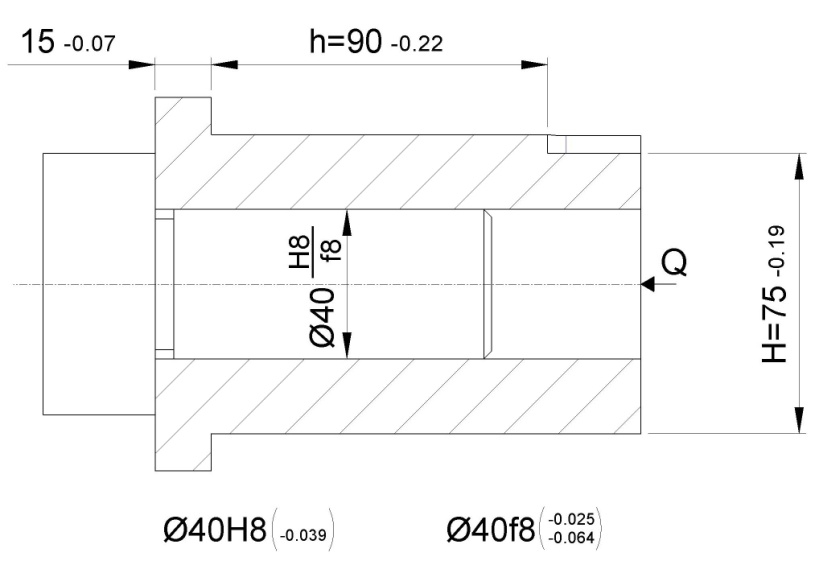
Рисунок 3.5.4
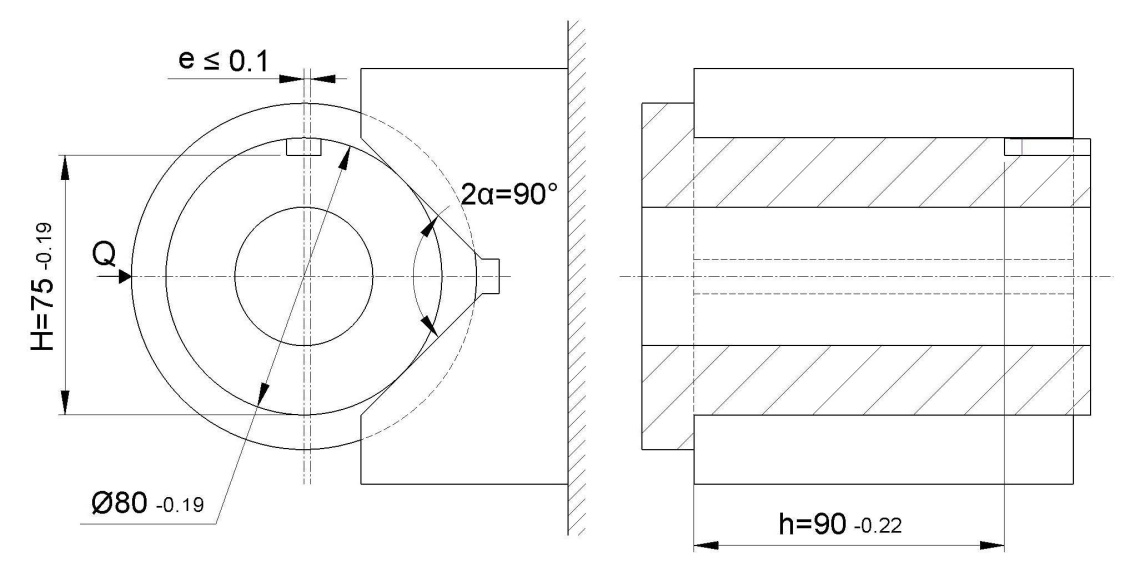
Рисунок 3.5.5
Справочные данные
з, мм |
м, мм |
||||||||
Для размера параллельного направлению действия силы |
Для размера перпендикулярного направлению действия силы |
Револьверные станки |
Токарные станки |
Фрезерные и сверлильные станки |
Шлифовальные станки |
||||
Тиски |
Прихваты |
Патрон, зажимная гильза |
|||||||
0,055 |
0,015 |
0,04 |
0 |
0,028 |
0,026 |
0,038 |
0,01 |
||
рег, мм |
пр, мм |
изм, мм |
|||||||
Установка по эталонной детали |
Установка по индикаторному устройству |
Установка по жесткому упору |
Установка по лимбу или индикатору |
Штангенциркуль с ценой деления, мм |
Микрометр |
||||
0,02 |
0,05 |
||||||||
0,115 |
0,01 |
0,07 |
0,035 |
0,02 |
0,045 |
0,09 |
0,01 |
||