

7. Какой инструмент следует выбрать для обработки шлицевого отверстия? Какие параметры инструмента рассчитываются? Приведите эскиз инструмента.
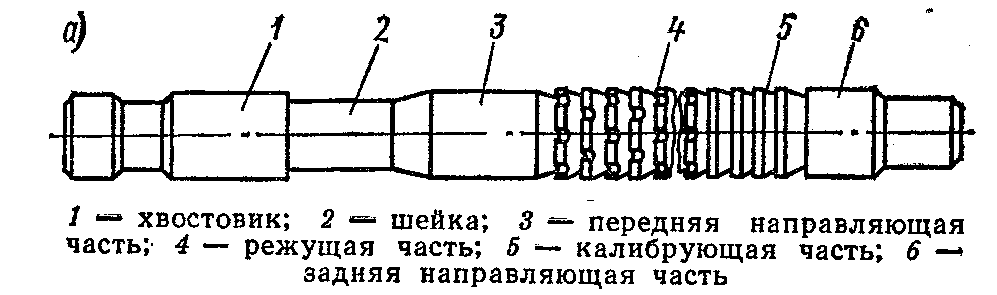
Ответ: Шлицевую протяжку, ими обрабатывают шлицевые отверстия; как и круглые они имеют :
1)Хвостовик.2)Шейку.3)Переходный конус.4)Переднюю направляющую. 5)Рабочую часть.6)Заднюю направляющую.
Также если этого требуют условия обработки они могут быть снабжены и задним хвостовиком. Рабочая часть Ш. протяжек имеет три участка с круглыми зубьями, фасочными и шлицевыми зубьями.
Рассчитывается подача на зуб, стружечная канавка на помещаемость стружки Fакт>K*Fстр
Рассчитывается протяжка на прочность в опасном сечении по хвостовику и перед первым зубом. Рассчитывается длина протяжки из условия жесткости не более 40d и не более длины хода станка, определяются число зубьев.
Билет 18
1. Какие факторы влияют на выбор организационной формы сборки?
Ответ:
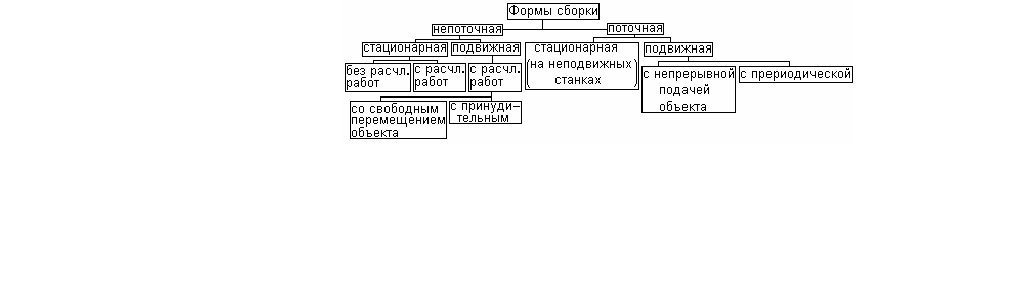
Не поточная сборка – это последовательность сборки деталей в сборочные единицы, сборочные единицы в изделии без чётких временных рамок.
Поточная сборка – при которой работа идёт непрерывно и собранные готовые изделия выходят периодически через определённый промежуток времени (такт)
t=(60*F)/N.
F – годовой фонд времени; N- программа.
Для неё характерно:
1 закрепление за каждым рабочим местом конкретной сборочной операции.
2 передача объекта на следующую операцию немедленно.
3 ритмичность, синхронизация работ на всех рабочих местах.
4 возможность широкого внедрения средств автоматизации.
Стационарная сборка производится на одном рабочем месте: без расчленения (одним рабочим), с расчленением (по квалификации рабочими). Подвижная сборка осуществляется со свободным перемещением объекта.
Недостатки: длительность процесса и высокая квалификация рабочего.
Достоинство: высокое качество сборки.
Поточная сборка стационарная на неподвижном станке – на нескольких стендах выставляется машины, и бригады через такт переходят по стендам. Поточная сборка с подвижными стендами бывает с прерывной подачей и непрерывной подачей.
2. Определите статические условия обеспечения точности шлифования шейки вала в размер d=25+0,03мм
Dн = Dср = 25.015 мм – настроечный диаметр.
= Тd/6 = 0,03/6 = 0,005 мм – средне-квадратическое отклонение.
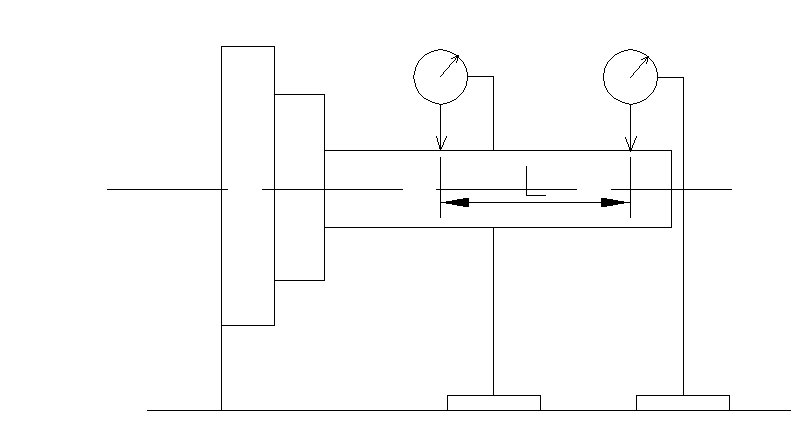
3. Как проверить параллельность оси отверстия шпинделя токарного станка направляющим станины?
Ответ: С помощью индикаторов, подставки и специального эталона (эталонная оправка). Вставить в отверстие шпинделя калибр и установить два индикатора, которые будут располагаться на расстоянии L друг от друга.
непараллельность
= (И1-И2)/L
4. Какие степени свободы отнимает у детали установочная база?
Ответ: Установочная база лишает заготовку 3-х степеней свободы:
Одного перемещения и 2-х поворотов относительно осей координат.
5. Что такое гибкость системы и на какие виды она подразделяется?
Ответ: Гибкость - это приспосабливаемость производственной системы к изменению производственных (внешних) условий.
Виды: 1. Гибкость выпуска - возможность изменения пр. мощности за счет увеличения или уменьшения числа обрабатываемых модулей, АТСС, блоков ЭВМ и других средств при изменении объема выпуска.
2. Гибкость номенклатуры – возможность изменения номенклатуры обрабатываемых изделий чем определяется ГПС и обеспечивается возможностью станков и АТСС.
3. Эксплуатационная гибкость – возможность автоматической перестройки и эксплуатации ГПС которая характеризуется надежностью работы системы по безлюдной технологии и достигается за счет применения различных составляющих. Автоматизация систем контроля и управлении (АТСС САК АСУП)