

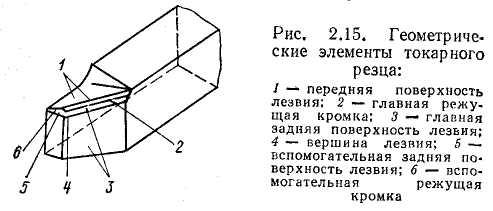
7. Геометрия режущей части инструментов на примере токарных резцов.
Ответ:
Основная плоскость - проведенная через рассматриваемую точку режущей кромки перпендикулярно скорости главного движения резания в этой точке;
Плоскость резания - касательная к профилю режущей кромки в рассматриваемой точке и перпендикулярная основной плоскости;
Главная секущая - перпендикулярная линии пересечения основной плоскости и плоскости резания; рабочая, в которой расположены направления (векторы) скоростей главного движения резания, и движения подачи
режущей кромки и перпендикулярна направлению скорости главного или результирующего движения в этой точке
Передний угол — угол в секущей плоскости между передней поверхностью лезвия и основной плоскостью. Определяет положение передней поверхности лезвия и влияет на условия образования стружки, силу резания и на прочность лезвия. Назначают в зависимости от физико-механических свойств обрабатываемого материала и конструкции инструмента.
Задний угол — угол в секущей плоскости между задней поверхностью лезвия и плоскостью резания. Предназначен для уменьшения трения по задней поверхности
Задний угол ее необходим для возможности перемещения лезвия по образованной им поверхности заготовки, для уменьшения контакта задней поверхности лезвия и образованной поверхности заготовки и возникающих между ними сил трения. С увеличением а интенсивность изнашивания лезвия по задней поверхности уменьшается и увеличивается стойкость инструмента. Однако при увеличении а уменьшаются угол заострения в и прочность лезвия. Выбирают от шероховатости получаемой поверхности
Угол заострения - в секущей плоскости между переднёй и задней поверхностями лезвия Зависит стойкость инструмента
Угла в плане - в основной плоскости между плоскостью резанья и рабочей плоскостью зависит соотношение толщины и ширины срезаемого слоя при постоянных подаче и глубине резания. Он влияет на соотношение составляющих силы резания и на силу, оказывающую воздействие на возможное деформирование заготовки Выбирают из за контура обрабатываемого вала и и жёсткости технологической системы от траектории движения резца
Вспомогательный угол в плане 1 угол между проекцией вспомогательной реж. кромкой и вектором обратным направлению скорости подачи. Влияет на качество обработанной поверхности. Для повышения прочности вершины лезвия сопряжение главной и вспомогательной режущих кромок делают через переходную кромку.
Угол режущего клина -в основной плоскости между рабочей плоскостью и вспомогательной.
Билет № 8
1. Характерные признаки поточного производства.
Ответ: Поточная форма применяется в массовом и крупносерийном производстве. Признаки: 1 специализированные рабочие места.
2 все операции выполняют в течение такта.
3 размещение рабочего места и оборудования строго по маршруту технологического процесса.
4 передача изделия на следующую операцию немедленно.
2. На токарном станке обрабатывают точением партию заготовок валов d=100-0,1+0,5 . Величина партии 200 шт. Определить величину допуска на диаметральный размер вала (Т) и его координату середины поля допуска о. Как отобразить на точечной диаграмме величину максимального поля рассеяния размера у заготовок N 80 N 200. Какой фактор можно считать доминирующим при увеличении поля рассеяния в данном примере?
Ответ:
Т=0,5+0,1=0,6
dср = (dmax+dmin)/2 = (100,5+99,9)/2=100,2
Середина поля допуска 100,3
Максимальное поле рассеивания размеров - наибольшая широкая часть поля рассеивания размеров.