

7.Расшифруйте символы, входящие в модель станка 16к20пф3.
Ответ:
1-токарный; 6-винторезный; К-модернизация; 20- диаметр обр. 400мм.
П-повышенной точности; Ф3-оснащен ЧПУ 3-х координатным
Билет 23
1.Методы обработки плоских поверхностей корпусных деталей.
Ответ: Обработка плоских поверхностей зависит от размеров конфигураций и точности размеров, а также программой выпуска, производимой от габаритных размеров – фрезерование (торцевыми фрезами на консольных горизонтальных и вертикальных фрезерных станках, без консольно продольных и без продольно-фрезерных станках). Безконсольно-фрезерные станки имеют только продольную и поперечную подачу. Торцевые фрезы применяются для обработки небольших плоскостей или на станках ЧПУ.
- строгание – на продольно-строгальных станках
- протягивание – плоскими протяжками, применяется в крупносерийном и массовом производстве.
- шлифование – на плоско-шлифовальных станках с целью достижения высокой точности и качества – глубокое шлифование.
2.Как называются базирующие поверхности, используемые при базировании детали в координатный угол?
Ответ:
1)технологическая база явная установочная - она лишает заготовку 3 степеней свободы.
2) технологическая база явная направляющая – она лишает заготовку 2 степеней свободы.
3) технологическая база явная опорная - она лишает заготовку 1 степеней свободы.
3.Предложите схему измерения отклонения от перпендикулярности торца относительно отверстия в корпусной детали. Рис.
Ответ:

Предварительно настраиваем индикатор на ноль на оправке . При вращении индикатора вокруг оси ищем наиболее сильное отклонение от нуля.
ПИНД не должно превышать допуск на перпендикулярность на длине измерения LИЗМ
4.Логическая функция управления цикловым автоматом. abc+abc+abc Произвести минимизацию функции.
Ответ:
abc+abc+abc = …….= b(a+c) или b(a+c) или b(a +c)
5.Назовите структуру системы охраны труда машиностроительного предприятия.
Ответ:
1)Подсистема обеспечения безопасной работы
а. Пожарная безопасность; б. Электробезопасность;
в. Защита от механических устройств; г. Защита от стружки и СОЖ
2)Подсистема обеспечения безопасных условий труда
а. Контроль за чистотой помещений; б. Контроль за чистотой воздушной среды
в. Контроль освещенности; г. Защита от шума и вибраций;
д. Обеспечение производственной эстетики
3)Подсистема обслуживания работающих.
а. Служба общепита; б. Медицинское обслуживание; в. Бытовое обслуживание.
6.Чугун СЧ20: расшифруйте марку сплава, назначение в промышленности.
Ответ: СЧ 20-серый чугун в составе пластинчатый графит(получен при медленном охлаждении отливки), предел прочности 200 мПа. Применяется при литье деталей.
7.Назовите технико-экономические показатели, характеризующие качество станков.
Ответ:
1) точность; 2) производительность; 3) надежность; 4) экономическая эффективность; 5) гибкость; 6) Степень автоматизации; 7) материалоемкость
8) показатели эргономики; 9) эстетика; 10) патентоспособность;
11) соблюдение условий охраны труда
Билет 24
1.Методы обработки главных отверстий в корпусных деталях.
Ответ: Обработку ведут с помощью свёрл, резцов, развёрток, зенкеров, протяжек, шлифовальных кругов.
На горизонтально-расточных станках базовое отверстие обрабатывается консольными оправками, борштангами или байонетными оправками.
1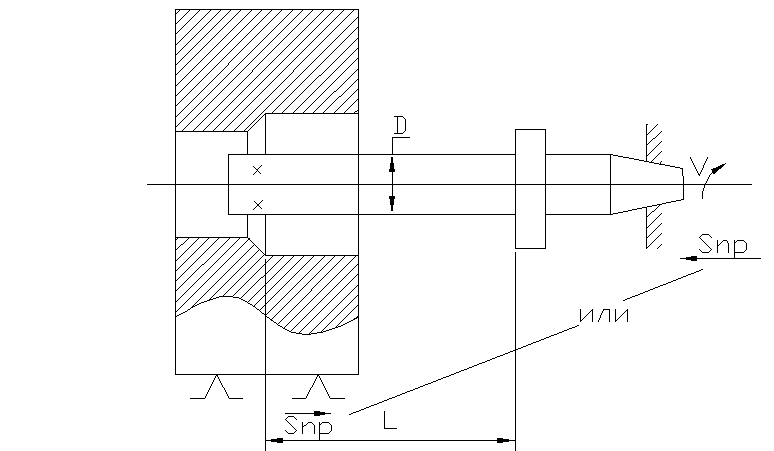 )
Консольными оправками:
)
Консольными оправками:
Подача столом обеспечивает
большую форму точности и
расположения поверхности,
оправку применяют L/D<5.
Для повышения точности
поверхности, необходимо
увеличить количество рабочих
ходов за счет уменьшения
припуска при L/D>5.
2)Глубокие или разнесенные отверстия обрабатывают борштангами.
1 люнет задней стойки станка или втулка направляющего приспособления
2 борштанга
3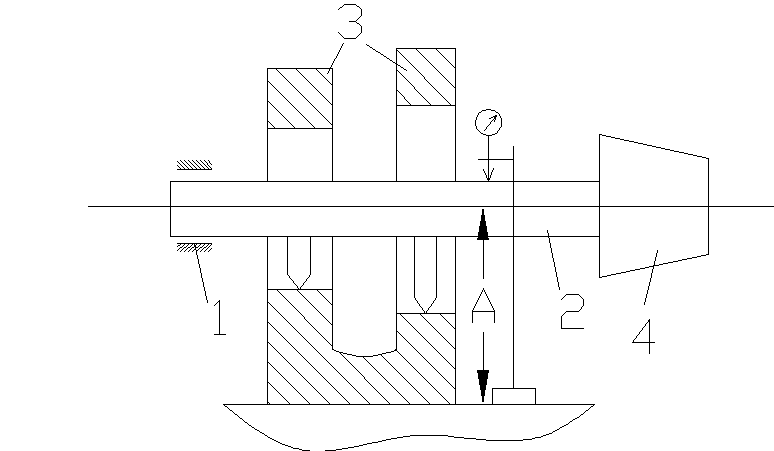 заготовка
заготовка
4 шпиндель
Для настройки на размер борштангу
необходимо выверить в
горизонтальной и вертикальной
плоскостях. Борштанги обеспечивают
обработки глубоких отверстий.
Недостатки: длительная настройка
расположения относительно базовых
поверхностей и хода стола;
затруднения при измерении диаметра отверстия; затруднения при установке и снятия детали.
3) В серийном и массовом производстве применяются байонетные оправки, как правило в комплекте с кондукторами.
1![]() направляющие втулки кондуктора
направляющие втулки кондуктора
или приспособления
2 байонетная оправка
3 заготовка
4 патрон байонетной оправки
5 штифт ведущей
Достоинства: быстрая настройка станка; точность обработки обеспечивается точностью кондуктора и мало зависит от точности станка.
Недостатки: высокая стоимость приспособления; высокая точность приспособления необходима кроме растачивания для обработанных базовых отверстий корпусов, применяемых зенкерованием и развертыванием.
В отдельных случаях применяют внутреннее шлифование, при этом зенкерование и развертывание обеспечивает большую производительность, а растачивание обеспечивает большую прямолинейность осей отверстия и правильность ее формы. Рекомендуемый черновой проход отверстий производят растачиванием, а чистовую зенкерованием и развертыванием.