

2.2. Метчики
Метчики предназначены для нарезания или калибрования резьбы в отверстиях. Различают метчики ручные, машинные, гаечные (для нарезания резьбы в гайках) и плашечные (для нарезания резьбы в плашках).
Ручные метчики поставляются в комплекте, состоящем из 2 или 3 метчиков; черновые метчики имеют заниженные размеры, а чистовой – размеры полного профиля резьбы. Гаечные метчики выполняют с коротким, длинным и изогнутым хвостовиками.
Рабочая часть метчика (рисунок 5.7) L состоит из заборной L1 и калибрующей L2 частей. Длина заборной (режущей) части ручных черновых метчиков 4 витка, ручных чистовых метчиков 1,5…2 витка. Длина заборной части машинных метчиков при нарезании сквозных отверстий 5-6 витков, а при нарезании глухих отверстий 2 витка. У гаечных метчиков длина заборной части 11…12 витков. Калибрующая часть L2 служит для зачистки и калибрования резьбы и обеспечения правильного направления. Для уменьшения трения калибрующая часть имеет незначительный обратный конус. Хвостовая часть метчика L3 представляет собой стержень; конец хвостовика L4 у ручных (а иногда и машинных) метчиков имеет форму квадрата. Профиль канавки метчика оказывает влияние на процесс нарезания резьбы и должен способствовать отводу стружки. Широкое распространение получили метчики с тремя и пятью канавками.
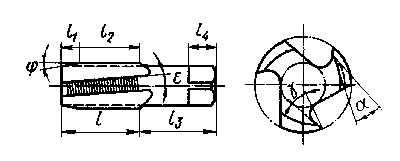
Рис.5.7. Метчик
Передний угол метчика = 5…10° при обработке стали, = 0…5° при обработке чугуна и =10…25° при обработке цветных металлов и их сплавов. Задний угол метчика =4…12°. Обычно метчики изготовляются с прямыми канавками, но в ряде случаев угол наклона канавки = 8…15°, что улучшает условия отвода стружки.
2.3. Плашки
Плашки предназначены для нарезания или калибрования наружных резьб за один проход (рисунок 5.8). Наиболее широко применяются плашки для нарезания резьб диаметром до 52 мм.
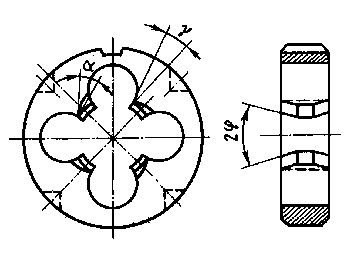
Рис. 5.8. Плашка
Плашка представляет собой закаленную гайку с осевыми отверстиями, образующими режущие кромки. Обычно на плашках делают 3…6 стружечных отверстий для отвода стружки. Толщина плашки 8…10 витков. Режущую часть плашки выполняют в виде внутреннего конуса. Длина заборной части 2…3 витка. Угол 2E=40…60° при нарезании сквозной резьбы и 2 E =90° при нарезании резьбы до упора. Передний угол у стандартных плашек = 15…20°. Задний угол = 6…8° и выполняется только на заборной (режущей) части.
2.4. Сверла
Сверление является одним из распространенных методов предварительной обработки отверстий на токарных станках.
В зависимости от конструкции и назначения различают сверла: спиральные, перовые, для глубокого сверления, центровочные и др. Наибольшее распространение получили спиральные сверла (рисунок 5.9).
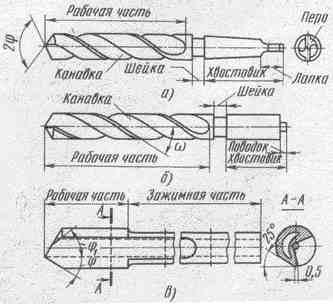
Рис. 5.9. Сверла: а – спиральное с коническим хвостовиком,
б – спиральное с цилиндрическим хвостовиком,
в – для глубокого сверления
Сверло имеет: две главные режущие кромки, образованные пересечением передних винтовых поверхностей канавок, по которым сходит стружка, с задними поверхностями, обращенными к поверхности резания; поперечную режущую кромку (перемычку), образованную пересечением обеих задних поверхностей; две вспомогательные режущие кромки, образованные пересечением передних поверхностей с поверхностью ленточки.
Ленточка сверла – узкая полоска на его цилиндрической поверхности, расположенная вдоль винтовой канавки и обеспечивающая направление сверла при резании. Угол наклона винтовой канавки Е угол между осью сверла и касательной к винтовой линии по наружному диаметру сверла (Е=20…30°). Угол наклона поперечной режущей кромки (перемычки) Е – острый угол между проекциями поперечной и главной режущих кромок на плоскость, перпендикулярную оси сверла (50…55°). Угол режущей части (угол при вершине) 2Е – угол между главными режущими кромками при вершине сверла (2Е=118°). Передний угол – угол между касательной к передней поверхности в рассматриваемой точке режущей кромки и нормалью в той же точке к поверхности вращения режущей кромки вокруг оси сверла. По длине режущей кромки передний угол является величиной переменной. Задний угол – угол между касательной к задней поверхности в рассматриваемой точке режущей кромки и касательной в той же точке к окружности ее вращения вокруг оси сверла. Задний угол сверла – величина переменная: =8…14° на периферии сверла и = 20…26° – ближе к центру сверла.
Элементы спирального сверла показаны рисунке 5.10:
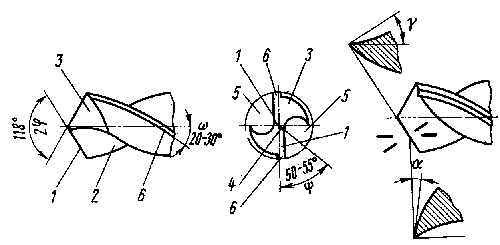
Рис. 5.10. Элементы спирального сверла:
1 – режущая кромка, 2 – передняя поверхность, 3 – задняя поверхность, 4 – поперечная кромка, 5 – канавка, 6 – ленточка