

2.5. Зенкер
Зенкер – режущий инструмент для обработки отверстий (рисунок 5.11).
Зенкеры по конструктивным особенностям и способу закрепления делятся на хвостовые и насадные, цельные и сборные; они предназначены для окончательной обработки отверстий или предварительной обработки отверстий под последующее развертывание. Зенкеры с наружным диаметром до 32 мм изготовляются цельными и внешне напоминают спиральные сверла, но в отличие от последних имеют три винтовые канавки и, следовательно, три режущие кромки, что увеличивает их производительность. Режущая, или заборная, часть 1 (смотри рисунок) выполняет основную работу резания. Калибрующая часть 2 предназначена для калибрования отверстий и придания правильного направления зенкеру. Хвостовик 5 служит для закрепления зенкера в станке.
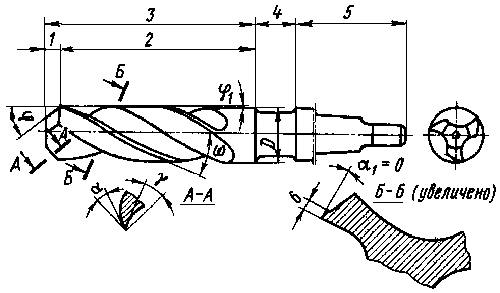
Рис. 5.11. Зенкеры
Главный угол в плане для зенкеров из быстрорежущей стали равен 45…60°, а для зенкеров твердосплавных – 60…75°. У зенкеров из быстрорежущей стали передний угол 8…15° при обработке стальных деталей; 6…8° при обработке чугуна; 25…30° при обработке цветных металлов и их сплавов. У твердосплавного зенкера 5° при обработке чугуна и 0…5° при обработке стали (рисунок 12). Задний угол 8…10°; угол наклона винтовой канавки 10…25°. Для лучшего направления инструмента зубья зенкера имеют цилиндрическую фаску шириной 1,2…2,8 мм.
Насадной зенкер
Насадные зенкеры (рисунок 5.12) применяются для обработки отверстий диаметром до 100 мм, имеют четыре винтовые канавки (и, следовательно, четыре режущие кромки), не имеют хвостовика и крепятся с помощью оправки. Существуют различные конструкции зенкеров показанные на рисунке 5.13.
2.6. Развертка
Развертки предназначены для изготовления точных отверстий и обеспечивают высокое качество обработанной поверхности (рисунок 5.14).
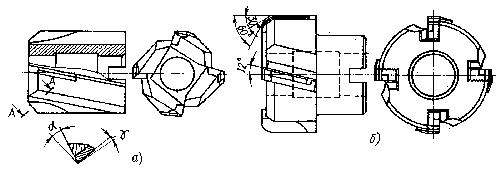
Рис. 5.12. Насадные зенкеры:
а) с напаянными пластинами из твердого сплава,
б) с механическим креплением ножей, оснащенных пластинами из твердого сплава
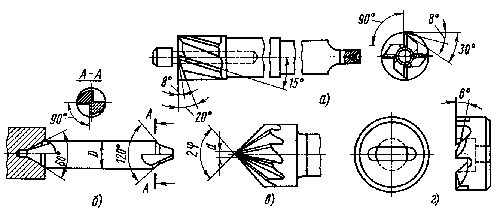
Рис.5.13. Конструкции зенкеров:
а) зенкер для цилиндрических углублений (цековка),
б) зенковка,
в) коническая зенковка,
г) зенкер для зачистки торцевых поверхностей
Различают развертки машинные и ручные, а по форме обрабатываемого отверстия – цилиндрические и конические. Развертки имеют 6…16 зубьев, распределяемых по окружности, как правило, неравномерно, что обеспечивает более высокое качество обработанной поверхности. Развертки могут быть с цилиндрическим или коническим хвостовиком.
Ручная цельная развертка с цилиндрическим хвостовиком (рисунок 14 а) состоит из рабочей части, шейки и хвостовика.
Рабочая часть включает в себя направляющий конус с углом при вершине 90°, режущую, калибрующую часть и обратный конус. Режущая часть выполняет основную работу резания. У ручных разверток длину режущей части делают значительно большей, чем у машинных. Угол режущей части развертки составляет 2. При обработке сквозных отверстий =0,5…1,5°. У ручных разверток, =12…15° у машинных разверток и разверток, оснащенных пластинами из твердых сплавов, =30…45°. При обработке глухих отверстий =45° у ручных разверток, =60° у машинных разверток и =75° у твердосплавных разверток.

Рис. 5.14: а) ручная с цилиндрическим хвостовиком,
б) машинная цельная с коническим хвостовиком,
в) машинная цельная насадная,
г) машинная сборная со вставными ножами, оснащенными пластинами из твердого сплава
Калибрующая часть служит для направления развертки при резании и калибровании отверстия. Обратный конус уменьшает трение развертки об обработанную поверхность и снижает величину разбивки отверстия. У ручных разверток диаметр около шейки меньше калибрующего на 0,005…0,008 мм, у машинных – на 0,04…0,08 мм. Передний угол = 0 у чистовых разверток из быстрорежущих сталей, =5…10° у черновых разверток из быстрорежущих сталей и =0…5° у твердосплавных разверток. Задний угол на режущей и калибрующей частях разверток = 6…10°.